中外焊接材料国家标准对照表
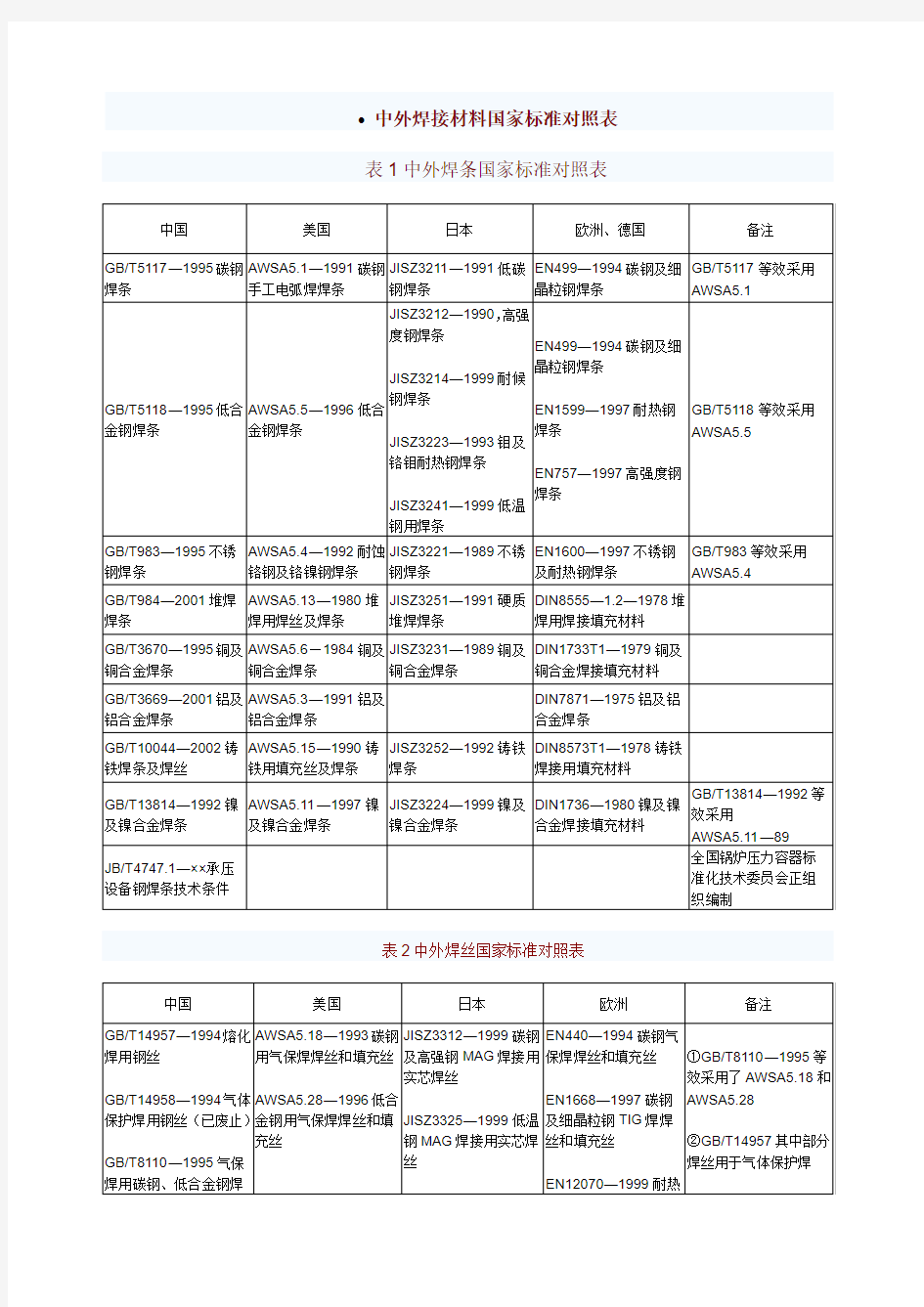

中外焊接材料国家标准对照表表1中外焊条国家标准对照表
表2中外焊丝国家标准对照表
表3中外埋弧焊焊材国家标准对照表
常见焊材对应的材料
常用母材与焊材选用表 国标厂标对应埋弧焊 丝 对应 CO2 焊 丝 对应氩弧焊 丝 主要用途 E4303 J422 H08A/H08Mn A H08Mn2S i H08Mn2Si A 5-A.F/Q235-A/10#20# E4316 J426 H08A/H08E/ H08MnA H08Mn2S i H08Mn2Si A 5-D/Q235-C/20G/20g/ 20R/20 E4315 J427 E5016 J506 H10MnSi H120Mn2 H08Mn2S iA H10MnSi 16Mn 16MnR E5015 J507 E5515-B1 R20 7 H13CrMoA H08CrMoA 12CrMo/12CrMoG E5515-B2 R30 7 15CrMo/15CrMoG E5515-B2- V R31 7 H08CrMoV A H08CrMoV A 12CrMoV/12CrMoVG E6015-B2 R40 7 Cr2.5Mo E308-16 A10 2 H0Cr21Ni10 H0Cr21Ni1 0Cr18Ni9/00Cr19Ni10/00Cr 19Ni11Ti E308-15 A10 7 E308L-16 A00 2 00Cr19Ni10/00Cr18Ni10Ti E316L-16 A02 2 焊接尿素及合成纤维设备, 铬不锈钢,复合钢,异种钢 E347-16 A13 2 H0Cr21Ni10T i H0Cr21Ni1 0Ti 0Cr18Ni10Ti 1Cr18Ni9Ti E347-15 A13 7 E309-16 A30 2 焊接相同类型的不锈钢,不 锈钢衬里,异种钢,高铬钢 E309-15 A30 7 E310-16 A40 2 焊接高温下工作的同类型 耐热不锈钢, Cr5Mo/Cr9Mo/Cr13 钢等 E310-15 A40 7
焊条型号和牌号对照表
焊条型号和牌号对照表
表12.4 常用焊条型号和牌号对照表 2
名词解释: E,表示焊条。前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适 用于平焊和平角焊。4表示向下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮 类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。前两位数字表示熔 敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0 和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适用于平焊和平角焊。4表示向 下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表 示冲击性能有特殊规定的焊条。例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流 种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。例2:E4316,表示低氢钾型焊 2
条,适用于全位置焊接,电流种类为交流或直流反接,熔敷金属抗拉强度 ≥420Mpa(43kgf/mm2)。E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交 流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。 2
项目介绍 D502阀门堆焊焊条符合 GB EDCr-A1-03 说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用, 焊接工艺良好。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特 性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当 加热至900-1000℃空冷或油淬后,可重新硬化。 2
美标与国标压力、管径、法兰关系对照表
美标与国标压力、管径、法兰关系对照表 ANSI是美国国家标准学会(AMERICAN NATIONAL STANDARDS INSTITUTE: ANSI)的简称。 一、美标压力与公称压力关系 ANSI标准压力磅级与公称压力的关系表
1bf/in2=== 1kgf/cm2=in2= 1bar=in2=cm2 ASME标准压力磅级与公称压力的关系表 二、美标压力与公称压力关系 ANSI标准管径与国标管径比较
ANSI GB ANSI GB ANSI GB 1/2in4in100mm12in300mm 1in6in150mm14in350mm 2in50mm8in200mm16in400mm 3in80mm10in250mm18in450mm 20in500 mm24in600 mm30in 三、美标、日标、德标法兰尺寸表 法兰标准尺寸表 一、ANSI150、300、400、600、900、1500、2500RF法兰尺寸表(美標)
公称 通径外径 螺栓孔 中心圆 直径 连接凸 出部分 直径 内径 焊接处颈 部直径 颈根 部直 径 法兰 厚度 焊接法兰长度 连接凸 出部分 高度 螺栓 孔直 径 数 量 螺栓 直径 DN D D1D2A B C E F G J L1L2L3L d n M 209870432128202738135316 22915412 251085127352534514914561715412 321188935433242605916572115412 401277341504048676518622215412 5015292536250837819642519416 6517810563756573959124702919416 801901277891808910810824703019416 100229157102116100114140135247633 30519816 125254216186128144125141165164248937238M20 150279216154171150168197192258940238M20 2003432702032212002192482462910244238M20 25040636232425527625027330530530102492512M22 30048343238130532730032436536532114562512M22 表 2 ANSI 公称 通径外径 螺栓孔 中心圆 直径 连接凸 出部分 直径 内径 焊接处颈 部直径 颈根 部直 径 法兰 厚度 焊接法兰长度 连接凸 出部分 高度 螺栓 孔直 径 数 量 螺栓 直径
常用母材与焊材选用表
常用母材与焊材选用表文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
常用母材与焊材选用表 焊接铁素体不锈钢用焊条
珠光体耐热钢焊接时,如何正确地选用焊接材料 总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。具体选用,见表12。 表12珠光体耐热钢焊接材料的选用 中碳钢焊接时,如何正确地选用焊条 中碳钢的焊接目前大都采用手弧焊。为提高焊接接头的抗裂性,应选用低氢型焊条。个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。 表6中碳钢手弧焊时焊条的选用 特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16 (A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15 (A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。 焊条的保管
焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。 1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。用纸盒包装的焊条不能用不能用挂钩搬运。某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。 2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。 由于昼夜湿度之间的差别很大,空气水分在早上很容易凝结成露水,很容易潮湿焊条包装。焊条存放时间较长时就很容易受潮,所以最好作到先入库的焊条先使用。 在一般情况下焊条由塑料袋和纸盒包装,为了防止吸潮,在焊条使用前,不能随意拆开,尽量作到现用现拆,有可能的话,焊完后剩余的焊条再密封起来。
焊材储存及使用规范
1.范围 1.1本标准规定了焊接材料的采购、验收、使用、保管的要求。 1.2本标准适用于公司钢结构产品所用的焊接材料的管理。 2.职责 2.1采购焊材应在公司《合格供方名单》内选择厂家,签订供货合同。 2.2物资部对所采购的焊接材料的质量及质证的完整、可靠性负责。 2.3技术部对采购的焊接材料技术特性及质量进行检验。 2.4库管员对所保管的焊材应建帐,并对发放的焊接材料的正确性负责。 3.焊接材料的采购 3.1焊接材料由物资部门负责在公司合格供方名单中采购。 3.2焊接材料采购的品种、规格、数量由生产部门根据库存情况提出,采购技术条件按 采购规范及相应的国家标准执行。 4.焊接材料验收 4.1焊接材料的包装应符合有关标准要求,包装应完好,无破损、受潮等现象。 4.2焊接材料质量证明书所提供的数据应准确、齐全并符合相关规定的要求。 4.3焊接材料外表面应无污染,在储存运输过程中不应有任何可能影响焊接质量的缺陷 产生。产品标志应清晰与产品实物相符。 4.4当需要时,应根据相关标准或供货协议的要求,进行相应的成分和性能试验。 4.5验收合格的焊接材料应做合格标记。 4.6发现有下列条件之一的必须退货,并加以记录: ?焊条药皮破裂脱落过长(>15-20cm); ?焊条药皮上无牌号; ?焊丝严重变质; ?焊条或焊丝受潮严重; ?与包装型号不符。 5.储存与保管 5.1进库焊材应按品种、规格、牌号、批号分类堆放,每垛在明显部位设置管理标牌避 免混淆。库存焊材应填写《焊材入库、领用、退库跟踪记录表》。 5.2库管员应保持焊材储存库库房的环境卫生,保持干燥且通风良好,应保持适宜的温 度和湿度,一般室内温度应在5℃以上,相对湿度不超过80%。焊材保管必须做到防 水,防潮,防锈,未发放的焊材原始包装不得任意拆除。焊材库保管员应熟知各种 焊材的基本知识,每日检查一次室内干湿度并填写《温湿度记录表》。 5.3焊接材料应妥善保管于货架/平台上,货架/平台距离地面应不小于100mm,离墙壁
美标与国标金属材质对照表
美国标准日本标准国标标准A283-C SS400Q235-A,B,C GB/T3274-1988A285-C SB41020R,16MnR GB6654-1996A516-70A516-60SGV480/SGV41016MnR GB6654-1996A36 SS400Q235-A GB/T3274-1988A240 TP304SUS3040Cr18Ni9GB/T4237-92A240 TP304L SUS304L 0Cr19Ni10GB/T4237-92A240 TP316SUS3160Cr17Ni12Mo2GB/T4237-92A240 TP316L SUS316L 0Cr17Ni14Mo2GB/T4237-92A240 TP317SUS3170Cr19Ni13Mo3GB/T4237-92A240 TP317L SUS317L 00Cr19Ni13Mo3 GB/T4237-92A53A,B STPG37010,20GB/T8163-1999GB9948-88A106B STPT37020GB/T8163-1999GB9948-88A312-TP304 SUS304TP 0Cr18Ni9GB/T14976-2002A312-TP304L SUS304LTP 00Cr19Ni10GB/T14976-2002A312-TP316SUS316TP 0Cr17Ni12Mo2GB/T14976-2002A312-TP316L SUS316LTP 00Cr17Ni12Mo2GB/T14976-2002A312-TP317L SUS317LTP 00Cr19Ni13Mo3 GB/T14976-2002A179STB34010,20GB9948-88A249 TP304SUS304TB 0Cr18Ni9GB/T13296-91A249 TP304L SUS304LB 00Cr19Ni10GB/T13296-91A249 TP316 SUS316TB 0Cr17Ni12Mo2GB/T13296-91A249 TP316L SUS316LTB 00Cr17Ni12Mo2GB/T13296-91A249 TP317L SUS317LTB 00Cr19Ni13Mo3 GB/T13296-91A213 TP304SUS304TB 0Cr18Ni9GB/T13296-91A213 TP304L SUS304LTB 00Cr19Ni10GB/T13296-91A213 TP316L SUS316LTB 00Cr17Ni14Mo2 GB/T13296-91 317J1SS 317J1SS N/A 管道 管 (包括附件及内部) 钢板 资料转换到中国的标准/替代材料
焊材牌号对照表
各国焊接材料型号对照表 序中国德国日本瑞典苏联英国美国 号G B牌号D I N J I S E S A BГОСТB S A W S 1E4301J423D4301Э42 2E4303J422F e;J422E4343R R(B)8D4303O K p i p e t r o d c22.65Э42E6013 3E4311J425D4311O K p i p e t r o d c22.45Э42E6010;E6011 4E4313J421E4354R7D4130K43.32;O K50.1Э42E43x R x x E6012 E4333R R80K46.00;O K50.40Э46E43x R R x x E6013 E4332R2E43x A R x x 5E4316J426E4343B10D4316Э42;Э46 6E4320J424E4343B10D4320O K F e m a x39.50Э424343B10(H) E4327J J424F14D4327Э46 7E5003J502D5003Э50 8E5015J507D5155B10D5015Э50A5154B20(H)E7015 9E5016J506E5143B10D5016O K53.04Э50A5154B24(H)E7016 10E5018J506F e E5155B10O K48.00;O K48.08Э50A5154B12016(H)E7018 11E5024J501F e15E5142R R11160O K F e m a x33.80Э505142R R16035E7014 J501F e18O K F e m a x33.655154A R19035 12E5028J506F e16E5155B(R)12160D5026O K F e m a x38.65Э50A5154B16036(H)E7048;E7028 J506F e18E5155B(R)122005154B20046(H) 13E5515-G J557E Y5066N i M o B H D5316O K53.04;O K53.38Э55A E8016-G E5516-G J556N i C u D5818O K73.08E8018-G 14E6016-D1J606F e D6216O K74.78E9016-G;9018-D1 15E6015-G J607E Y6242B x x H5D5816O K74.48Э60A619H E9016-G E6016-G E Y50651N i M o B H5D6216E9018-G
常用材料焊材选用一览表
WCB LCB LCC WC6WC9C5A105LF2LF2F11F22F5A216/---常用材料焊材选用一览表 壳体材料A216/A352/A350A352/A350A217/A182A217/A336A217/A336C-Si C-Si C-Mn-Si 1.25Cr-0.5Mo 2.25Cr-1Mo 5Cr-0.5Mo 2016Mn 16Mn 15CrMo 10Cr2Mo 1Cr5Mo J507J507J507R307R407R507E7015E7015E7015E8015-B2E9015-B3E502-15AWS焊材标准号公称成分对应GB牌号GB焊材CF8M CF8CF3M CF3F316F304F316L F304L A351/A182A351/A182A182A182A351/A182A351/A18218Cr-12Ni-2Mo 18Cr-8Ni 18Cr-10Ni-Ti 1Cr-0.5Mo 18Cr-12Ni-2Mo 18Cr-8Ni 0Cr18Ni12Mo2T 壳体材料F321F12标准号公称成分i 0Cr18Ni90Cr18Ni110Ti 00Cr17Ni14Mo2 00Cr18Ni9A202A102A132R307A022A002E316-16E308-16E347-16E8015-B2E316L-16E308L-16CF8C WC1CN7M F347F1ALLOY 20///IRON 对应GB牌号GB焊材AWS焊材壳体材料WCC MONEL A351/A182A217/ A182A216A351/B47318Cr-10Ni-Cb C-0.5Mo C-Mn-Si 70Ni-30Cu 19Cr-29Ni A132J507J507Ni202A902Z308E347-16E7015E7015ENiCu-7E320-16ENi-CI 标准号公称成分对应GB牌号GB焊材AWS焊材C12CD3MN/4A C12A F9F51F91A217/A336 A890/A182(双相 钢)A351 A352 B163 NO6600 A336 9Cr-1Mo 25Cr-8Ni3Mo-W-19Cr-10Ni-3Mo 3.5Ni 72Ni-15 Cr-8Fe 9Cr-1Mo-V CG8M LC3INCONEL600标准号 公称成分壳体材料Cu-N R707A242W107Ni357AWS A5.5-96E505-15E2209E317-16E7015-C2L ENiCrFe-2E9015-B9ZG354C CA15F6GB焊材AWS焊材壳体材料CD4MCu/1A CD4MCu N/1B AISI4130 对应GB牌号35 AISI8625F6a A890(双相钢) A890(双相钢) A487 A217/ A182 标准号
焊条焊丝选用表
焊条焊丝选用表
附录A: 表1 常用钢材焊接的焊材选用 钢号 手工电弧焊埋弧焊CO2气体 保护焊 焊丝钢号 氩弧焊 焊丝钢号焊条 焊丝钢号 焊剂 牌号 型号牌号 Q235A·F Q235B、10、20 E4303 J422 HO8A H08MnA HJ431 H08Mn2SiA H08Mn2SiA TIG-J50 10、20 20R、20g E4316 E4315 E5016 E5015 J426 J427 J506 J507 HO8A H08MnA HJ431 H08Mn2SiA H08Mn2SiA TIG-J50 25 E5003 E5016 E5015 J502 J506 J507 HO8A H08MnA HJ431 H08Mn2SiA H08Mn2SiA TIG-J50 09Mn2V 09Mn2VDR 09Mn2VD E5515-C1 W707Ni H08Mn2MoVA HJ250 H08Mn2MoVA H08Mn2MoVA 06MnNbDR E5515-C2 W907Ni - - - - 16Mn 16MnR 16MnRC E5016 E5015 J506 J507 H10MnSiA H10Mn2A HJ431 HJ350 H08Mn2SiA H08Mn2SiA TIG-J50 16MnDR 16MnD E5016-G E5015-G J506RH J507RH H10MnA H10Mn2 HJ431 HJ350 H08Mn2SiA H08Mn2SiA TIG-J50 15MnV 15MnVR 15MnVRC E5016 E5015 E5015-G J506 J507 J557 H08MnMoA H10MnSiA H10Mn2A HJ431 HJ350 H08Mn2SiA H08Mn2SiA TIG-J50 15MnVNR E6016-D1 E6015-D1 J606 J607 H08MnMoA HJ350 H08Mn2SiA H08Mn2SiA 18MnMoNbR E7015-D2 J707 H08Mn2MoA HJ250G - - 12CrMo E5015-B1 R207 H13CrMoA HJ350 - H08CrMoA TIG-R20 15CrMo E5015-B2 R307 H13CrMoA HJ250G - H13CrMoA TIG-R30 12Cr1MoV E5015-B2-V R317 H8CrMoVA HJ350 - H8CrMoVA TIG-R31 12Cr2Mo E6015-B3 R407 - - - TIG-R40 1Cr5Mo E1-5MoV-15 R507 - - - TIG-R50
焊接用焊丝的选用原则方法及选用表(详细资料)
焊接用焊丝的选用详细资料及选用表 1 焊丝选用的要点 焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。 焊丝选用要考虑的顺序如下。 ①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。 ②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。 ③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。 焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。
2 实芯焊丝的选用 (1)埋弧焊焊丝 焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。 对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。 1)低碳钢和低合金钢用焊丝 低碳钢和低合金钢埋弧焊常用焊丝有如下三类。 ①低锰焊丝(如H08A)常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
焊接材料对照表
焊接材料对照表 焊接检验知识学习: 一、焊接目视检查视力:在12英寸的距离处可达到Jaeger J2, 同时还应完成色盲测试(相当于中国视力规定的1.2) 二、气瓶储放区的温度不应低于-20℉也不能高于130℉ 三、华氏摄氏度温度换算公式:℃=5/9(℉-32); ℉=(9/5℃+32) 四、焊条识别:E XX X X E代表焊条; XX溶敷金属的最小抗拉强度, X焊接位置,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用; X涂层/操作特性,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC 交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0.2%。,不低于250℉(120℃)的烘箱中。 ER XX S-X ER代表焊条棒; XX溶甫敷金属的最小抗拉强度, S固态焊丝,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用; X化学成份,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0.2%。,不低于250℉(120℃)的烘箱中。 EXXT-X:E表示焊丝,第一位强度,第二位是位置,T是管状焊丝,最后是极性分类药芯焊丝焊气体包括:Co2或75%氩气+25%Co2,其它的混合气体也可适用。 五、焊接接头:对接、角接、T形、搭接、端接接头。 六、圆整惯例:四舍五入; 七、转换系数: 面积尺寸:mm2=6.452*102in2; in2=1.550*10-3mm2 电流密度:A/mm2=1.550810-3A/in2; A/in2=6.542*102A/mm2
常用母材与焊材选用表
常用母材与焊材选用表
珠光体耐热钢焊接时,如何正确地选用焊接材料? 总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条? 中碳钢的焊接目前大都采用手弧焊。为提高焊接接头的抗裂性,应选用低氢型焊条。个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。 中碳钢手弧焊时焊条的选用,见表6。 特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管 焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。 1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。用纸盒包装的焊条不能用不能用挂钩搬运。某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。 2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。 由于昼夜湿度之间的差别很大,空气水分在早上很容易凝结成露水,很容易潮湿焊条包装。焊条存放时间较长时就很容易受潮,所以最好作到先入库的焊条先使用。 在一般情况下焊条由塑料袋和纸盒包装,为了防止吸潮,在焊条使用前,不能随意拆开,尽量作到现用现拆,有可能的话,焊完后剩余的焊条再密封起来。 简单识别受潮的方法:(1)从不同位置取出几跟焊条用两个手的拇指和食指之间将焊条支撑轻轻摇动,如果焊条是干燥的就产生硬而脆的金属声,如果焊条受潮,声音发钝。在使用焊条时常作各种试验,干燥过的和受潮焊条之间声音是不同的,这样可以防止误用受潮焊条。(2)如果用某种型号受潮焊条焊接时发现有裂纹声音
焊条、焊丝型号大类与焊条、焊丝牌号大类对照表
焊条型号大类与焊条牌号大类对照表 名词解释: 焊条型号大类与焊条牌号大类对照表 焊条型号大类与焊条牌号大类对照表 焊条型号焊条牌号 焊条大类(按化学成分分类) 焊条大类(按用途分类) 国家标准编号名称代号类别代号字母汉字 GB5117-85 碳钢焊条 E 一结构钢焊条J 结 GB5118-85 低合金钢焊条 E 一结构钢焊条J 结 GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热 GB5118-85 低合金钢焊条 E 三低温钢焊条W 温 GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬 GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥 GB984-85 堆焊焊条ED 五堆焊焊条 D 堆 GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸 七镍及镍合金焊条Ni 镍 GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜 GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝 十特殊用途焊条Ts 特 常用母材与焊材选用表/ 焊条型号牌号对照表 国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途 E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20# E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/ 20R/20 E4315 J427 E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnR E5015 J507 E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoG E5515-B2 R307 15CrMo/15CrMoG E5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVG E6015-B2 R407 Cr2.5Mo E308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11Ti E308-15 A107 E308L-16 A002 00Cr19Ni10/00Cr18Ni10Ti E316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢 E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9Ti E347-15 A137 E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢 E309-15 A307 E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等 E310-15 A407
焊材对照
1、不锈钢焊条 型号:字母E表示焊条,E后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示放在数字的后面。短划线-后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。 2、低合金钢焊条 型号:字母E表示焊条,前二位数字表示熔敷金属抗拉强度的最小值,第三位数字表示焊条的焊接位置,第三位和第四位数字组合时表示焊接电流种类及药皮类型,后缀字母为熔敷金属的化学成分分类代号,并以短划线—与前面数字分开,若还有附加化学成分时,附加化学成分直接用元素符号表示,并以短划线—与前面后缀字母分开。 3、碳钢焊条
型号:字母E表示焊条,前两位数字表示熔敷金属抗拉强度的最小值,第三位数字表示焊条的焊接位置,第三位和第四位数字组合时表示焊接电流种类及药皮类型,在第四位数字后附加R表示耐吸潮焊条,附加M表示耐吸潮和力学性能有特殊规定的焊条,附加-1表示冲击性能有特殊规定的焊条。 4、气体保护焊用碳钢、低合金钢焊丝 焊丝型号的表示方法为:ERXX-X字母ER表示焊丝,ER后面的两位数字表示熔敷金属的最低抗拉强度,短划线—后面的字母或数字表示焊丝化学成分分类代号。如还附加其他化学成分时,直接用元素符号表示,并以短划线—与前面数字分开。 5、药芯焊丝型号 EF表示药芯焊丝代号,后面的第一位数字表示主要适用的焊接位置,第二位数字或英文字母为药芯分类代号,后面四位数字表示焊缝金属力学性能(前两位为抗拉强度,第三位为冲击功不小于27J对应的温度,第四位为冲击功不小于47J的温度),并以短划线—与前面数字分开。
焊丝牌号: 实心焊丝的牌号 1)牌号的字母H表示焊接用实心焊丝 2)字母H后面的一位或两位数字表示含碳量 3)化学元素符号及其后面的数字表示该元素大致的百分含量数值,含量小于1%时,数字1省略。 4)在结构钢焊丝牌号尾部标有A或E时,A表示为优质品,E表示高级优质品。S,P 含量低。