4.2搅拌机传动装置零、部件检验
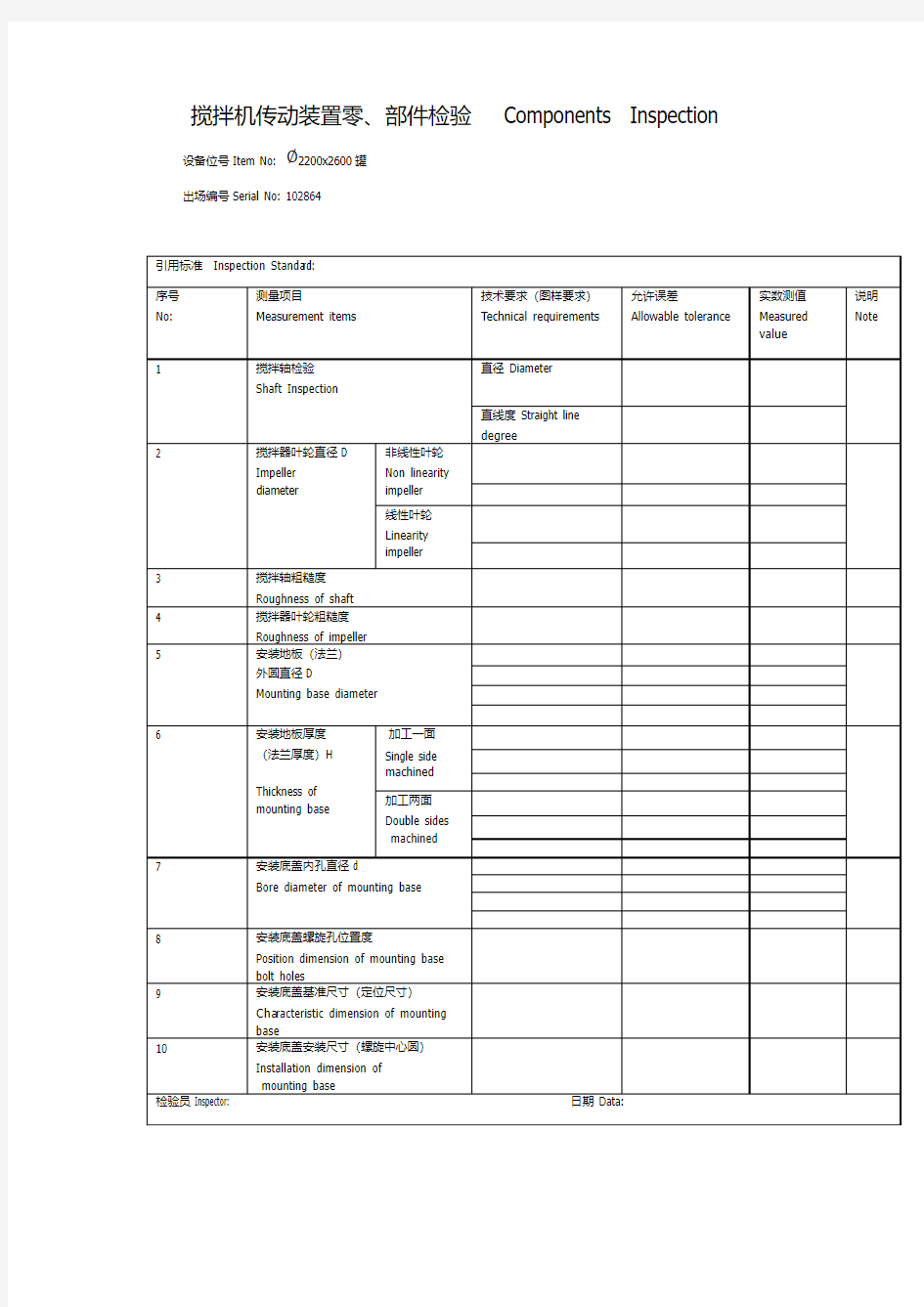
搅拌机传动装置零、部件检验 Components Inspection
设备位号Item No: ?2200x2600罐
出场编号Serial No: 102864
钢零部件加工检验批质量验收记录
钢零部件加工检验批质量验收记录 注:本表内容的填写需依据《现场验收检验批检查原始记录》。本检验批质量验收的规范依据见本页背面。
一、填写依据 1 《钢结构工程施工质量验收规范》GB50205-2001。 2 《建筑工程施工质量验收统一标准》GB50300-2013。 二、检验批划分 钢零件及钢部件加工工程可按相应的钢结构制作工程或钢结构安装工程检验批的划分原则划分为一个或若干个检验批。 单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。地下钢结构可按不同地下层划分检验批。 多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。地下钢结构可按不同地下层划分检验批。 钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。 压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。三、GB50205-2001规范摘要 主控项目 4.2.1 钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。进口钢材产品的质量应符合设计和合同规定标准的要求。 检查数量:全数检查。 检验方法:检查质量合格证明文件、中文标志及检验报告等。 4.2.2 对属于下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求。 1 国外进口钢材。 2 钢材混批。 3 板厚等于或大于40mm,且设计有Z向性能要求的厚板。 4 建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材。 5 设计有复验要求的钢材。 6 对质量有疑义的钢材。 检查数量:全数检查。 检验方法:检查复验报告。 7.2.1 钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱。 检查数量:全数检查。 检验方法:观察或用放大镜及百分尺检查,有疑义时作渗透、磁粉或超声波探伤检查。 7.3.1 碳素结构钢在环境温度低于-16℃、低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。碳素结构钢和低合金结构钢在加热矫正时,加热温度不应超过900℃。低合金结构钢在加热矫正后应自然冷却。 检查数量:全数检查。 检验方法:检查制作工艺报告和施工记录。 7.3.2 当零件采用热加工成型时,加热温度应控制在900℃~1000℃;碳素结构钢和低合金结构钢在温度分别下降到700℃和800℃之前,应结束加工;低合金结构钢应自然冷却。 检查数量:全数检查。 检验方法:检查制作工艺报告和施工记录。 7.4.1 气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm。 检查数量:全数检查。 检验方法:检查工艺报告和施工记录。 表7.6.1-2 C级螺栓孔的允许偏差(mm) 4.2.3 钢板厚度及允许偏差应符合其产品标准的要求。 检查数量:每一品种、规格的钢板抽查5处。 检验方法:用游标卡尺量测。 4.2.4 型钢的规格尺寸及允许偏差应符合其产品标准的要求。 检查数量:每一品种、规格的型钢抽查5处。 检验方法:用钢尺和游标卡尺量测。
产品检验记录表
上海圣懋控制设备(海安)有限公司 程序文件 编码 SM(HA)-CX-9.2-A/0 页码 1/2 版次/修订状态 A/0 产品检验记录表 发布/实施日期 2015.05.07 1、目的 为了把好质量关,确保零部件符合图纸设计要求,符合企业标准。 2、适用范围 适用于零部件加工首检,巡检自检的检验记录。 3、职责 3.1操作人员在首检加工后,要求认真做好自检并主动报检,填写检验记录,确认完成交检验员再次首检; 3.2班组长对产品每天不少于1次巡检,对出现的质量问题能及时解决,并填写相关记录; 3.3检验员对产品每天不少于2次首检,一次巡检,对出现的质量问题及时解决,并填写相关记录。 4、工作程序 4.1当操作人员按时产品加工后,进行加工,首件加工后,要认真检查,并填写记录表,交检验员再次首检确认; 4.2检验员对操作人员的首件进行首件确认,并填写相关记录,经检验合格后,方可进行批量生产加工(特殊情况,可有班组长确认); 4.3检验员、班组长对操作人员加工的产品进行巡检; 4.4检验员对操作人员加工的零部件做终检工作,并做好相关入库记录。 5、职权、奖惩 5.1对不认真执行首检,巡检,自检的操作人员、检验员、班组长,一经发现,由行政部按质量奖惩条例和绩效考核查处扣分; 5.2检验员有权对操作人员,班组长的首检巡检记录,做考核监督,对不按要求填写检查记录者,有考核建议权。 6、附表 《产品检验记录表》
上海圣懋控制设备(海安)有限公司 程序文件 编码SM(HA)-CX-9.2-A/0 页码2/2 版次/修订状态A/0 产品检验记录表发布/实施日期2015.05.07 产品检验记录流程图 操作人员加工件 首检 填写首检记录 检验员首检 合格品放行不合格品库存,缺陷分 析判定 对生产现场不断巡检、抽 检填写不合格品评审单,报工艺主管、生产部经 理 现场判断,让步接受, 返工,报废 班组长 对质量波动异常的工 序,加大抽检频率,并 对操作人员提出质量缺 陷报警 对工序末件,作终检 总结质量状况,提交周, 月质量分析报表
实验报告尺寸测量
目录 实验一基本尺寸的测量与检验 实验1—1长度尺寸的测量与检验 实验1—2外圆尺寸的测量与检验 实验1—3圆尺寸的测量与检验 实验二配合尺寸的测量与检验 实验2—1 轴与孔配合尺寸的测量与检验 实验2—2滚动轴承配合尺寸的测量与检验 实验三普通螺纹尺寸的测量与检验 实验3—1 用螺纹样板测量螺距 实验3—2 外螺纹中径尺寸的测量与检验 实验3—3 用螺纹环规和塞规检验、外螺纹 实验四键与花键尺寸的测量与检验 实验4—1单键配合尺寸的测量与检验 实验4—2 花键配合尺寸的测量与检验 实验五齿轮尺寸的测量与检验 实验5—1 齿轮齿厚偏差的测量与检验 实验5—2 齿轮公法线长度偏差的测量与检验
实验一基本尺寸的测量与检验 实验1—1长度尺寸的测量与检验 一、实验目的 1、了解游标卡尺的作用、结构组成、测量围及测量精度; 2、掌握游标卡尺测量长(宽)度的方法和技能; 3、掌握判断尺寸是否合格的方法和技能。 4、加深尺寸误差与公差定义的理解。 二、实验容 1、观察游标卡尺,了解其结构组成、测量围及测量精度; 2、零件长(宽)度的测量; 3、判断实测尺寸是否合格。 三、测量工具——游标卡尺 1.游标卡尺的组成 游标卡尺主要用于测量零件的长(宽)度、(外)圆直径,孔深、键宽和槽深等。其结构组成如图1-1-1所示。 图1-1-1 卡尺的结构主要由尺身1 、深度尺2、游标3、外测量爪4、测量爪5、紧固螺钉6等几部分组成。 2、游标卡尺的测量围 游标卡尺的测量围有0-125、0-150、0-200、0-300、0-500、0-1000、0-1500、0-2000m几种; 3、游标卡尺的读数值 游标卡尺的读数值有0.01、0.02、0.05三种。实际使用时常选用0.02。 4、游标卡尺的使用注意事项: 1)了解作用,注意围; 2)位置正确,用力恰当; 3)看清刻度,正确读数; 4)使用完毕,注意保养。