彩涂生产线运行日志
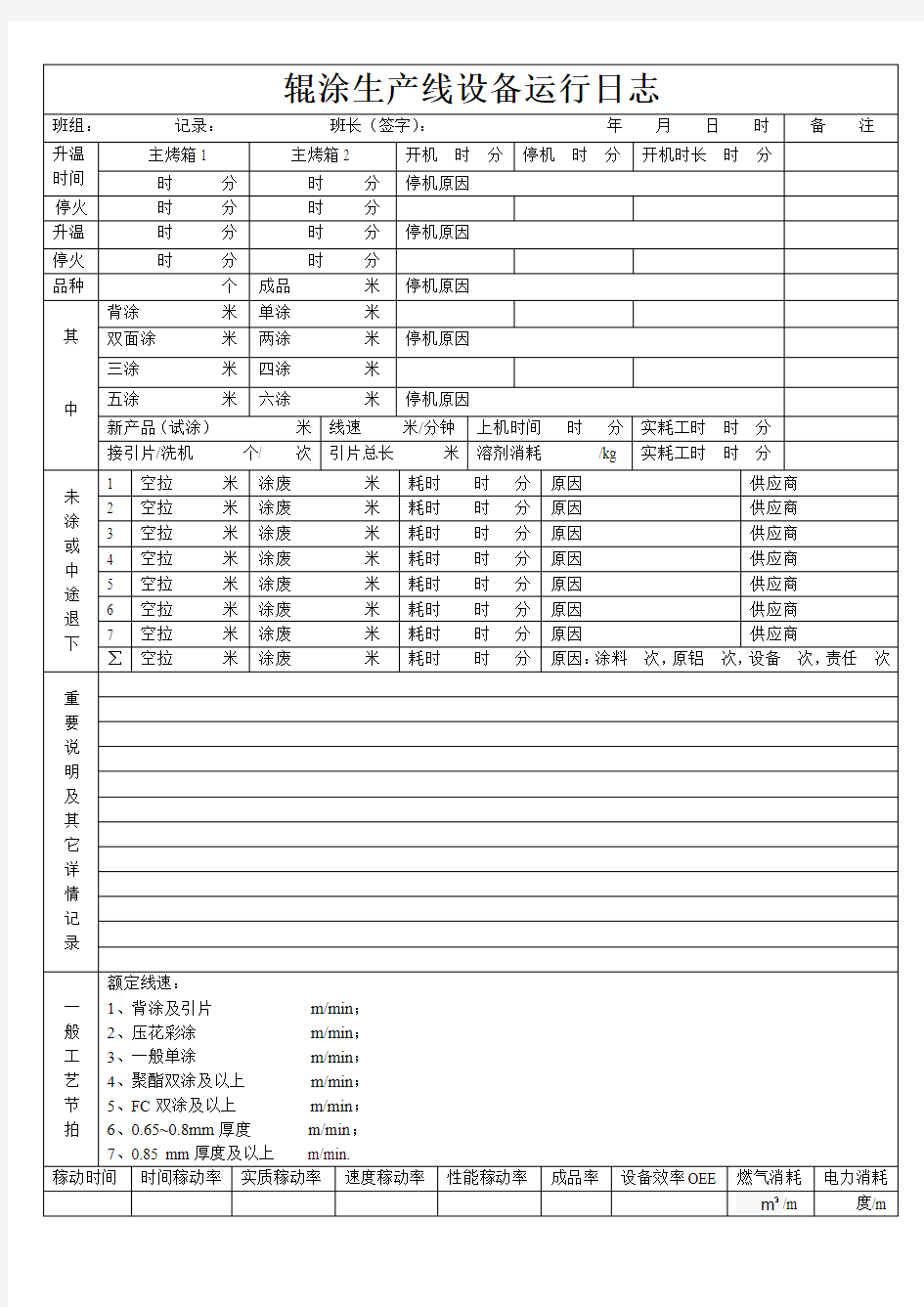
辊涂生产线设备运行日志
班组:记录:班长(签字):年月日时备注
升温时间主烤箱1 主烤箱2 开机时分停机时分开机时长时分时分时分停机原因
停火时分时分
升温时分时分停机原因停火时分时分
品种个成品米停机原因
其中背涂米单涂米
双面涂米两涂米停机原因
三涂米四涂米
五涂米六涂米停机原因
新产品(试涂)米线速米/分钟上机时间时分实耗工时时分接引片/洗机个/ 次引片总长米溶剂消耗/kg 实耗工时时分
未涂或中途退下1 空拉米涂废米耗时时分原因供应商
2 空拉米涂废米耗时时分原因供应商
3 空拉米涂废米耗时时分原因供应商
4 空拉米涂废米耗时时分原因供应商
5 空拉米涂废米耗时时分原因供应商
6 空拉米涂废米耗时时分原因供应商
7 空拉米涂废米耗时时分原因供应商
∑空拉米涂废米耗时时分原因:涂料次,原铝次,设备次,责任次
重要说明及其它详情记录
一般工艺节拍额定线速:
1、背涂及引片m/min;
2、压花彩涂m/min;
3、一般单涂m/min;
4、聚酯双涂及以上m/min;
5、FC双涂及以上m/min;
6、0.65~0.8mm厚度m/min;
7、0.85 mm厚度及以上m/min.
稼动时间时间稼动率实质稼动率速度稼动率性能稼动率成品率设备效率OEE 燃气消耗电力消耗
m3/m 度/m
相关主题