联接螺栓的预紧力和防松

联接螺栓的预紧力和防松
[关键词]联接螺栓;预紧力;防松
[摘要]通过对普通联接螺栓的预紧力和防松问题进行研究分析,得出可靠的确定螺栓预紧力和螺栓防松的方法,对于船舶设计有较好实用价值。
0引言
当今世界,随着微电子、航空航天等新兴技术的崛起,它们引起了传统技术领域内如机械制造行业的剧烈变化,对最基本的机械零件之一——紧固件的发展也产生了深远的影响。螺栓,作为最常用的紧固件之一,在新兴技术的冲击下,顺应着时代的潮流,也不断地更新和发展。
众所周知,螺栓连接是紧固件连接中最基本的一种结构形式,有着构造简单、成本低、安装方便等优点,在现代工业中被广泛应用。常见的螺栓连接一般都是紧螺栓连接,即安装时需要将螺栓螺母拧紧,只有少数如飞机操纵拉杆的铰链螺栓连接等是松螺栓连接。紧螺栓连接时,必须考虑螺栓的预紧力问题和防松动问题,这两方面的问题都直接关系到设备的正常运行,不容小视。
目前,船舶设计行业中,船级社对于轴系传动装置中联轴器接合面处的螺栓、对联接螺栓的直径尺寸都有具体要求。联接螺栓采用紧配螺栓(即铰配螺栓),一般无预紧力要求;对于联接螺栓采用非紧配螺栓的,则要求“该螺栓安装时的预紧力需提交审查批准”。至于该预紧力的计算,船级社并未给出具体的指导性意见。此外,对于船舶上重要的机械设备,如主机、齿轮箱、高弹性联轴器等,船厂也希望设计方能给出联接螺栓的预紧力。本文旨在给出一个比较可行的、比较合理的螺栓预紧力选取标准,供各位船舶设计人员参考。
1螺栓连接的预紧
1.1预紧的目的
预紧可以提高螺栓连接的可靠性、防松能力和螺栓的疲劳强度,增强连接的紧密性和刚性。事实上,大量的试验和使用经验证明:较高的预紧力对于连接的可靠性和被连接的寿命都是有益的,特别对有密封要求的连接更为必要。当然,俗话说得好,“物极必反”,过
高的预紧力,如若控制不当或者偶然过载,也常会导致连接的失效。因此,准确确定螺栓的预紧力是非常重要的。
1.2预紧力QP的确定
普通螺栓的连接,在螺母拧紧时会受到两种应力:一种是由预紧力引起的拉应力;另一种是由螺纹力矩引起的扭转剪应力。有关文献计算表明,当预紧应力σP达到螺栓屈服极限σs的0.78倍时,螺栓的外螺纹沟底开始破坏。也就是说,选取σP时首先必须满足的第一个前提条件是σP<0.78σs;其次,为了能充分发挥螺栓连接的潜力和保证连接的可靠性,我们应当尽量取较高值。在实践中,还有许多影响σP选取的因素,如:受拉螺栓还是受剪螺栓,螺栓是否承受变载荷,对连接有无密封要求,安装工具和方法的精确程度,连接所在部位是否便于安装等等。这些因素都是确定预紧力指标应该考虑的重要因素。对于受拉螺栓连接,有这样一组结论可供我们较准确地选取σP值:
·在一般机械上,σP=(0.5~0.7)σS;
·在航空航天机械上,σP≈0.35σS;
·在特殊连接如高强度螺栓摩擦连接,σP≈0.75σS。
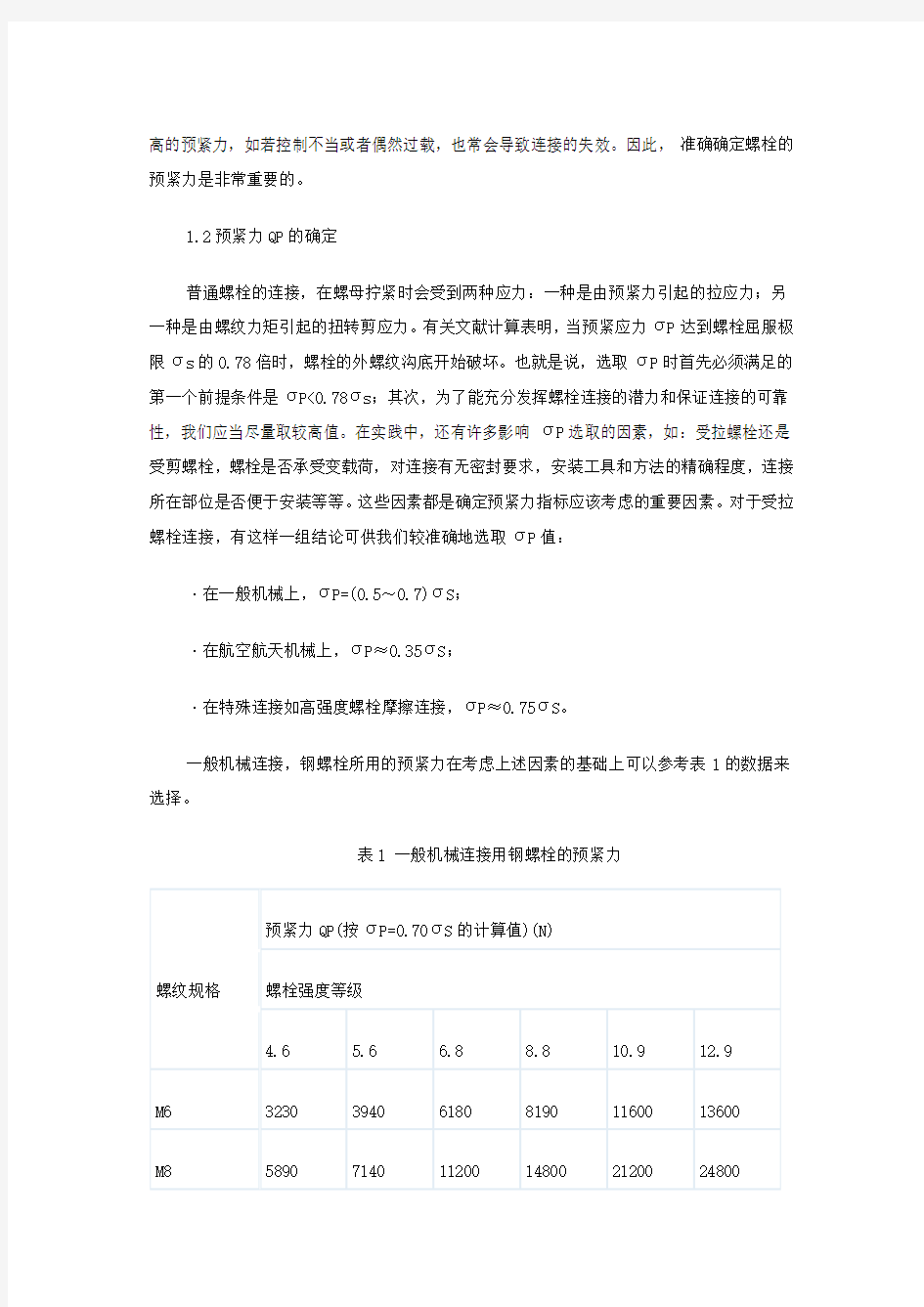
一般机械连接,钢螺栓所用的预紧力在考虑上述因素的基础上可以参考表1的数据来选择。
表1 一般机械连接用钢螺栓的预紧力
螺纹规格预紧力QP(按σP=0.70σS的计算值)(N)
螺栓强度等级
4.6
5.6
6.8 8.8 10.9 12.9
M6 3230 3940 6180 8190 ll600 13600 M8 5890 7140 11200 14800 21200 24800
M10 9310 11300 17800 23500 33600 39400
M12 13500 16500 25900 35400 49000 57200
M16 25200 30800 48300 66100 91000 106000
M20 39400 48000 75600 102000 142000 166000
M24 56800 69100 108000 148000 205000 239000
M30 90300 109000 172000 235000 326000 380000
M36 131000 160000 251000 343000 474000 554000
对于重要的螺栓连接,在产品装配图样中应注明预紧力或拧紧力矩指标,安装时要采取措施严格控制。
1.3拧紧力矩
在螺纹连接体中,施加在螺母上的拧紧力矩Tf等于螺母与被连接件或垫圈支承面间的摩擦力矩与螺纹副的摩擦力矩之和。经简化后得到同时适用于粗牙和细牙螺纹的表达式,如下:
Tf=0.12×σs×As×d
式中σs——螺栓屈服极限;
As——螺栓螺纹有效截面面积;
d——螺纹的公称直径。
在实践中,一般采用指针式扭力扳手(测力扳手)通过控制拧紧力矩来实现控制预紧力,这种方法简单、易实施,而且成本也低。ISO标准中有给出公制螺纹用扭矩扳手拧紧时需要的的拧紧力矩指示值,这些数值是按照上面给出的拧紧力矩计算公式得出的,如表2所示。
在船舶行业,一些技术力量强大的设备公司都用自己的一套标准来选取连接螺栓的拧紧力矩。如专业从事高弹性联轴器及传动轴产品的开发和生产的德国VULKAN和CENTA公司,会给用户提供相应产品螺栓联接的预紧力矩。
本文表3所示的,就是CENTA公司给出的螺栓联接的拧紧力矩值。通过对表3所示的数值进行演算和验证,发现其Tf值也是基本按照前面给出的拧紧力矩计算公式得来的,只是在选用σs的值时,是按照ISO标准中相应螺栓的机械性能等级规定的最小屈服强度(σs 或σ0.2)来选取的,并留有8%的安全余量。这是不难理解的。因为高弹性联轴器除了有效地传递扭矩外,还要吸收振动(尤其是扭转振动产生的交变扭矩),补偿轴向和径向位移。而表3所示的拧紧力矩值明确允许有±5%的误差,这是由于连接件和被连接件的表面质量(包括粗糙度、螺纹精度、润滑、镀层等)和拧紧速度等有所差别而造成的。这±5%的许用误差给用户增加了可操作性。VULKAN公司也同样在他们的产品说明书中给出了螺栓拧紧力矩一览表,通过与CENTA公司提供的拧紧力矩值对比,发现与CENTA公司给出的拧紧力矩值差别微小,都在同一个数量级范围内。
多年来,我所船舶设计的工程实践经验(尤其是高性能船的设计工程实践)证明,VULKAN 和CENTA公司给出的拧紧力矩值,对于高弹性联轴器工作的可靠性是有足够保证的。因此,本文在这里向各位船舶设计人员郑重推荐选用表3给出的拧紧力矩值作为设计的依据。同样,对于主机、齿轮箱等重要船舶设备,其底脚螺栓拧紧力矩也可按表3来选取。对于船舶上重要设备的联接螺栓,一般都选用的性能等级为8.8级(相应地,与其相配的螺母性能等级选8级);螺栓的性能等级一般不高于10.9级(事实上,船舶规范中就明确规定:螺栓材料的抗拉强度的计算值不高于1000N/mm2)。如果选用的螺栓性能等级小于8.8级,则可按表2所示,再留有8%的余量来选取。当然,船用机械中特殊的机械设备连接也必须特殊对待,例如我所设计的某型气垫船上,导管、主机、主减和推减的基座均由航空设备单位设计,其基座与船体间的联接螺栓的拧紧力矩就应该按照航空标准(HB6586292—螺栓螺纹拧紧力矩)来选取。
表2 ISO公制螺纹的机螺钉类、螺柱和螺母用扭矩扳手拧紧时的拧紧力矩(N·m)需要
指示值
粗牙螺纹细牙螺纹
螺纹公称尺寸性能等级
螺纹公称
尺寸
性能等级
4.8 6.8 8.8 10.9 12.9 4.8 6.8 8.8 10.9 12.9 σs(N/mm2) σ0.2(N/mm2) σs(N/mm2) σ0.2(N/mm2) 320 480 640 900 1080 320 480 640 900 1080
M4 1.3 2.0 2.7 3.8 4.5
M5 2.7 4.1 5.5 7.7 9.2
M6 4.6 7.0 9.3 13.0 15.7
M7 7.8 11.7 15.5 22 26
M8 11.2 16.8 22 32 38 M8×112 18.1 24 34 41 M10 22 33 45 63 75 M10×1.2526 35 47 66 79 M12 39 58 78 109 131 M12×1.2542 64 85 118 143 M14 62 93 124 175 210 M14×1.567 101 134 186 230 M16 96 144 192 270 320 M16×1.5103 154 210 290 350 M18 133 200 270 370 450 M18×1.5150 220 300 420 510 M20 188 280 380 530 640 M20×1.52lO 3lO 420 590 700 M22 260 380 5lO 720 870 M22×1.5280 420 560 790 950 M24 330 490 650 920 1100 M24×1.5360 530 710 1000 1200
M27 490 740 990 1390 1670 M27×2520 770 1030 1450 1740 M30 650 970 1290 1820 2200 M30×2720 1080 1430 2000 2400 M33 830 1320 1760 2500 3000 M33×2960 1450 1930 2700 3300 M36 1130 1690 2300 3200 3800 M36×31200 1790 2400 3400 4000 M39 1460 2200 2900 4100 4900 M39×31540 2300 3100 4300 5200
表3 德国CENTA公司螺栓拧紧力矩一览表
螺纹规格性能等级
8.8 10.9 12.9 拧紧力矩Tf(N·m)±5%
M6 9 13 15 M8 21 30 35 M10 41 60 71 M12 71 104 120 M14 113 165 195 M16 170 250 300 M18 245 350 410 M20 350 490 580
M22 470 670 780
M24 600 850 1000
M27 750 1070 1250
M30 1000 1450 1700
M33 1400 1950 2300
M36 1750 2500 3000
M39 2300 3300 3800 2螺栓连接的防松
螺纹连接在变载荷、振动和冲击作用下,以及工作温度变化很大时可能松动。松动后会引起预紧力减小甚至丧失,从而无法保证连接的紧密性,造成连接件过早产生疲劳破坏,最后导致发生故障。
2.1松动原理
一般说来,以扭矩Tf拧紧的螺纹联接体,只要作用在螺母或螺栓头上的松动扭矩不大于0.8Tf,就不会发生松动。但实际上,螺母即使不回转松动,预紧力也会下降;螺母即使不受松动扭矩作用,也可能会发生松动回转。
2.1.1支承面压陷引起的松动
螺栓头或螺母支承面的接触压强大时,被联接件的表面与螺栓头或螺母支承面接触处有环状压陷。继续使用过程中,由于塑性变形继续发生,紧固长度内螺栓的拉伸力减小,螺母不回转,联接的预紧力也会降低。
2.1.2螺母自动回转引起的松动
在变载、振动和冲击作用下,螺纹副的摩擦系数急剧降低,且螺纹副和螺母支承面处
的摩擦力会瞬时消失,螺纹副无法满足自锁条件而使螺纹副间产生相对滑动,导致螺母回转,多次重复以后就会产生松动。
2.2防松方法
(1)采用细牙螺纹
与粗牙螺纹相比,细牙螺纹的升角小,相对的摩擦系数也小,自锁条件有可能得到保证。
(2)双螺母
用两个等高螺母,先用拧紧力矩的80%拧紧下面的螺母,再用100%的拧紧力矩拧紧上面的螺母。这样,在螺栓螺母旋合的部分保持了牢固的压紧,螺母就不易松动。
(3)有效力矩型非金属嵌件锁紧螺母
螺母体上接近螺栓伸出端处嵌入尼龙环,其内径等于螺纹小径,环上不制螺纹。当螺母拧上螺栓后,尼龙环的弹性形成一个紧箍螺栓的高弹性横向压紧。
以上三种方法都是目前比较可靠、值得推荐的防松方法,还有其他许多方法如用止动垫圈、串连钢丝、冲点铆接、钎焊、开口销和开槽螺母等都是比较可靠的防松方法,只不过使用条件有点限制,但在特定的环境下都是不错的选择。
3结语
本文将理论与实践经验相结合,对螺栓的预紧力和防松问题进行了简单的归纳总结,意在为目前尚无统一的螺栓预紧力选取规范的船舶行业提供一个比较可靠的参考标准。但本文提供的数据仅限于普通螺栓、螺柱等常规紧固件连接,特殊连接的预紧力计算和拧紧力矩的选取标准还有待于进一步研究和探讨。
螺纹联接防松方法研究
螺纹联接防松方法研究 从理论上分析了螺纹松动的原因,得到松动原因包括接触面有变形的情况、受到了轴向和横向的作用力等。对平常使用的防松方法进行了阐述,尤其是对螺母防松、防松胶、预紧力等方法的原理展开了研究,并对这些方法的作用结果进行评价。结果表明,得到预紧力防松方法是当前较为适合的方法,对螺纹间连接的可靠性的提升提供了有益的借鉴。 關键词:螺纹联接;预紧力;锁紧螺母;施必牢螺母;防松胶 引言 螺纹联接由于精度高、装配方便、零件拆装便利等优点,对当前机构设备之间的连接应用非常广泛。由于这种方式具有自锁性等特点,然而,对于有冲击力作用、振动及温度突变等环境下工作,由于支承面的磨损、被连接件的受压下陷、螺栓的过载屈服等各种原因可能松动,导致预紧力下降,使其由拧紧状态的紧连接变为没有预紧力或预紧力不足的松连接。若出现螺纹间的连接不紧,就会出现预紧力下降,严重时没有预紧力作用,使得螺纹之间的连接质量下降,而设备零件易于损坏,严重时连接直接分离开来。对真实的环境中,由于联接件之间连接不紧或分离,导致人受伤或设备受损的情况经常出现。因此,保持紧固件自身的锁紧,使其在一定时间内松而不脱,对防止被连接件因分离而失效至关重要。 一、螺纹联接的连接及防松原理 1.连接原理。螺纹联接是用一个或多个螺栓将两个或多个零部件进行可拆卸的连接,按照设计的位置传递相连零件之间的力和力矩。螺纹联接既要承受外部载荷的作用,又要满足接头的功能要求。在螺纹联接系统中,螺栓相当于拉簧,被连接件相当于压簧,螺栓连接原理如图1所示。由图可以看出被连接件被压缩f P M,螺栓被拉长f SM,由此产生的夹持力将被连接件夹紧,以达到设计要求及抵抗外部载荷。 2.防松原理。为防止螺旋副相对转动,必须使旋合螺纹间始终受到附加压力和摩擦力的作用。工作载荷变动时该摩擦力仍然存在。但在实际应用中螺旋副间的摩擦力瞬时减小或瞬时消失多次后,螺纹联接可能失效,这种失效趋势是必然的。 二、螺纹联接松动原因分析 1.支撑面被压陷引起的松动 a.松动原因。在被拧紧的螺纹联接中,如果螺栓或螺母支撑面的接触压强(即单位接触面积上的轴向压力)过大时,被连接件表面在与螺栓或螺母支撑面接触产生塑性的环状压陷,严重的压陷或在工作中塑性变形的继续而加剧的压陷会使
螺栓紧固预紧力和预紧力矩.docx
螺栓紧固预紧力和预紧力矩 Preload Fv and tightening torque MA screws and bolts 1范围 本标准适用于零部件螺栓装配预紧力和预紧力矩作一规定。 2引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时所示 版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能 性。 3预紧力和预紧力矩数值表 在零部件装配中,为了防止紧固螺栓出现松动现象,其预拧紧力 Fv、预紧力矩 Ma 应有一定规范要求。对零部件装配图中未明确标注出螺栓拧紧力矩要求的情况下,可按下表所规定的 数值进行预紧。 3) 估算摩擦系数μ ges=0.14 螺栓8.8 级10.9级12.9 级规格Fv M A Fv M A Fv M A 1)2)1)2)1)2) M5 6.4 6.2 5.99.08.78.310.810.510.0 M69.010.59.912.7151415.217.516.5 M816.5252423.2363428.04340 M1026.5504737706644.58479 M1238.586825412111565145140 M1673215200102300280123360340 M20113410390160580550192700660 M24164710670230100095027512001140 M30260140013503702000190044024002250注: 8.8 、10.9 、12.9 —螺栓等级 Fv —螺栓预紧力(KN) M A—螺栓预紧力矩(Nm) 1)用力矩扳手拧紧 2)用气动工具拧紧 3)对于其它摩擦系数力矩 MA估算数值为: μges 0.125=MA 减 8% μges 0.1 =MA减20%
+紧固件常用防松方法
224 第21章 螺纹紧固件连接的防松 一、松动机理 螺纹连接在工作状态下可能会经受所有类别的变动载荷,包括极为激烈的振动和冲击载荷。在变动载荷的作用下,螺纹连接的失效通常是由其自身的松动和疲劳破坏所引起的。在一般情况下,螺纹连接抗振松的寿命比其材料和结构的疲劳寿命短得多,远在疲劳破坏之前,就已经出现了因松动而造成螺纹连接的松脱失效,或者出现了因松动而导致连接件和被连接件的过早疲劳破坏。螺纹连接的失效会影响产品和设备的正常运转,甚至会造成严重的后果。如何防止螺纹连接的松动是研制和设计螺纹紧固件的重要任务之一。 在通常的螺纹连接中,摩擦力产生于内外螺纹接触面或螺纹紧固件支承面与被连接件的接触面上。当螺纹连接开始松转时,克服螺纹接触面上的摩擦所需的力矩M 1为: ()αρ-= tg Qd M 2 2 1……………………………(公式21-1) 式中:Q ——作用于螺栓或螺钉上的预紧力,又称轴力或紧固系统的夹紧力; d 2——螺纹中径; ρ——摩擦角,对于三角形螺纹,β ρcos 1 M tg = ,M 1是螺纹接触面之间的摩擦系数,β是牙型半角; α——螺纹螺旋线的升角,又称导角。 螺纹紧固件被拧紧后,由于螺母或螺钉头支承面上的摩擦而产生的附加力矩M 2为: 2 2 22D Q M μ= …………………………(公式21-2) 式中:μ 2——螺母或螺钉头支承面与被连接件接触面之间的摩擦系数; D 2——螺母或螺钉头支承面的平均直径,在接触压力均匀的情况下,D 2的精确值是: ??? ? ??--=223 3232n n R R R R D ωω ,R ω和R n 分别是支承面的外半径和内半径,如果支承面不平或接触压力不均匀,D 2就可能随着支承面的内半径到外半径而变化。 综上所述,决定螺纹连接开始松转时的总力矩M 为: ()??????+-=+=22 22221D tg d Q M M M μαρ…………………(公式21-3) 分析公式21-3可知,仅在总力矩M 等于或小于零的情况下,螺纹紧固件才开始自行松 转。对于连接用螺纹,在受静载荷作用时,即使润滑条件很理想,其摩擦角也始终大于升角:ρ>α,即满足螺纹的自锁条件,使公式21-3括号内的总值不会等于或小于零,螺纹紧固件也就不会自行松转。但是在经受动载荷时,例如在振动和冲击的作用下,螺纹紧固件在螺纹和支承面上产生了微观的滑移,这种相对的微观运动使摩擦系数由相对高的静态值变为很低的动态值,螺纹连接在各个方向上处于自由摩擦状态。此时,作用在螺纹上的轴向力在圆周方向上形成一个导致螺母松转的内松出力矩,使螺母开始松转,就像一个在斜面上的重物,由于摩擦力的变小或消失而往下滑动一样。这种松转称为螺纹连接的自松。千万次的振动循环耗尽了螺纹连接的防松摩擦阻力,使其从细微的松转直到完全的松脱。 螺纹件在螺纹面和支承面上的微观滑移是怎样产生的呢?对于承受轴向动载荷的螺纹
十二种经典的螺栓防松设计
十二种经典的螺栓防松设计 常用的防松方法有三种:摩擦防松、机械防松和永久防松。机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。 常用的永久防松有:点焊、铆接、粘合等,这种方法在拆卸时大多要破坏螺纹紧固件,无法重复使用。常见摩擦防松有:利用垫片、自锁螺母及双螺母等。常见的机械防松方法:利用开口销、止动垫片及串钢丝绳等。 今天咱们分享12种比较流行或者说在网上分享比较多的防松设计,希望这些设计能给大家提供选择或者带来帮助。
1. 双螺母 对顶防松螺母原理:双螺母防松时产生两个摩擦力面,第一摩擦力面是螺母与被紧固件之间,第二摩擦力面是螺母与螺母之间。安装时,第一摩擦力面的预紧力为第二摩擦力面的80%。在冲击和振动载荷作用时,第一摩擦力面的摩擦力会减小和消失,但同时,第一螺母会被压缩导致第二摩擦力面的摩擦力进一步加大。螺母松退必须克服第一摩擦力和第二摩擦力,由于第一摩擦力减小的同时第二摩擦力会增大。这样防松效果就会比较好。
唐氏螺纹防松原理:唐氏螺纹紧固件也是采用双螺母防松,但是,两个螺母的旋转方向相反。在冲击和振动载荷作用时,第一摩摩擦力面的摩擦力会减小和消失, 第一螺母(图中右旋)会产生松退趋势,即螺母向左旋转。但是第二螺母(图中左旋)的旋向与第一螺母的旋向相反,因此第一螺母的松退力直接转换成第二螺母的拧紧力。这样,螺母万万不会松退。
2. 30°楔形螺纹防松技术 在30°楔形阴螺纹的牙底处有一个30度的楔形斜面,当螺栓螺母相互拧紧时,螺栓的牙尖就紧紧地顶在阴螺纹的楔形斜面上,从而产生了很大的锁紧力。
由于牙形的角度改变,使施加在螺纹间接触所产生的法向力与螺栓轴成60度角,而不是像普通螺纹那样的30度角。显然30°楔形螺纹法向压力远远大于扣紧压力,因此,所产生的防松摩擦力也就必然大大增加了。 施必牢螺纹结构示意图 从下面的图可以看到二个箭头所表示的力均为Pɑ,传统的60度角螺纹的法向压力P=1.15Pɑ;而30°楔形螺纹由于牙底有一个30度角的楔形斜面,其法向压力的角度、大小均有改变,法向压力P=2Pɑ。 这样,30°楔形螺纹与传统60度螺纹,二者的法向压力之比≈12∶7,防松摩擦力相应地增加了。30°楔形螺纹的楔形面还可以消除普通螺纹受力不均匀、脱扣咬死等问题。 3. 自锁螺母 自锁螺母一般是靠摩擦力自锁,咱们上面提到的30°楔形螺纹防松应该属于自锁螺母的范畴。
轨道交通装备螺栓紧固防松标识操作规程
轨道交通装备螺栓紧固防松标识操作规程 1 / 9文档可自由编辑
轨道交通装备螺栓紧固防松标识操作规程 1 目的 为防止轨道交通装备螺栓紧固防松标识漏划、错划,防松标识线条不规范等现象,本规程规定了各型轨道交通装备螺栓紧固防松标识的具体划法,做到能够明确辨别螺栓连接结构是否发生松动,确保各型轨道交通装备螺栓连接组装达到设计和制造工艺、质量要求和运营安全。 2 适用范围 本操作规程适用于各型轨道交通装备的螺栓、螺钉等紧固件防松、防脱的紧固标识划法及标识工具的使用。 3 基本要求 3.1 螺栓紧固防松标识工具 螺栓紧固防松标识工具主要有油漆记号笔、洁净抹布、清洗剂等。油漆记号笔的颜色应能与被标识部分颜色明显区分开来,一般情况下自检选用红色油漆记号笔,互检选用黑色油漆记号笔,特殊情况按照该产品组装工艺文件规定执行。 3.2 螺栓紧固防松标识流程 螺栓紧固操作者使用扭矩工具将螺栓、螺钉、螺母紧固到位后,先用洁净抹布将防松标识部位(螺栓、螺母及安装面)进行清洁,随后用规定的油漆记号笔涂打防松标识。 产品返修(紧固件需拆卸或松动的情况),产品返修前应先用抹布蘸取少量清洗剂去除原有的防松标识,然后进行返修,返修完成后重新涂打防松标识。 特殊情况下需要标识双线的具体按照该产品组装工艺文件规定执行。3.3 螺栓紧固防松标识准则 3.3.1 产品图样上有明确扭矩要求的部位一般都需要进行防松标识。 3.3.2 当被紧固部位的螺栓、螺母都可进行防松标识时,防松标识原则上涂
打在螺母端。 3.3.3 工序中的可视部位最好能在整车时看到,如果整车时确不能看到的,以本工序的可视面为准。 3.3.4 整车完工状态时观察,螺栓紧固为竖直方向时,防松标识位置为视觉正前方且标识线为竖直线;螺栓紧固为水平方向时标识线为水平线,无法在以上两个位置进行防松标识或有特殊要求的以该产品组装工艺文件为准。3.3.5 所有防松标识的可追溯性,包括自检和互检,在产品质量确认表中以实名制体现。 3.3.6 同一产品的相同部位防松标识应一致,相邻或成组螺栓(螺钉)、螺母的防松标识应一致,其中圆形布置的螺栓标识线呈辐射状朝外(见图1) 图1 3.3.7 从螺母端紧固的,防松标识应从工件的表面划到螺母的侧面并延长到
+紧固件常用防松方法
---------------------------------------------------------------最新资料推荐------------------------------------------------------ +紧固件常用防松方法 第 21 章螺纹紧固件连接的防松一、松动机理螺纹连接在工作状态下可能会经受所有类别的变动载荷,包括极为激烈的振动和冲击载荷。 在变动载荷的作用下,螺纹连接的失效通常是由其自身的松动和疲劳破坏所引起的。 在一般情况下,螺纹连接抗振松的寿命比其材料和结构的疲劳寿命短得多,远在疲劳破坏之前,就已经出现了因松动而造成螺纹连接的松脱失效,或者出现了因松动而导致连接件和被连接件的过早疲劳破坏。 螺纹连接的失效会影响产品和设备的正常运转,甚至会造成严重的后果。 如何防止螺纹连接的松动是研制和设计螺纹紧固件的重要任务之一。 在通常的螺纹连接中,摩擦力产生于内外螺纹接触面或螺纹紧固件支承面与被连接件的接触面上。 当螺纹连接开始松转时,克服螺纹接触面上的摩擦所需的力矩 M1 为:M1 ?Qd 2 tg ?? ? ? ? ……………………………(公式 21-1)2式中:Q——作用于螺栓或螺钉上的预紧力,又称轴力或紧固系统的夹紧力; d2——螺纹中径;ρ ——摩擦角,对于三角形螺纹, tg? ?M1 ,M1 是螺纹接触面之间的摩擦系数,β cos ?是牙型半角; 1/ 34
α ——螺纹螺旋线的升角,又称导角。 螺纹紧固件被拧紧后,由于螺母或螺钉头支承面上的摩擦而产生的附加力矩 M2 为:M2 ?Q? 2 D 2 …………………………(公式 21-2)2式中:?2——螺母或螺钉头支承面与被连接件接触面之间的摩擦系数; D2——螺母或螺钉头支承面的平均直径,在接触压力均匀的情况下,D2 的精确值是:D2 ?3 3 ? ? Rn 2 ? R? ? ? 2 2 ? ,Rω 和Rn 分别是支承面的外半径和内半径,如果支承面 3? R ? R n ? ? ?不平或接触压力不均匀,D2 就可能随着支承面的内半径到外半径而变化。 综上所述,决定螺纹连接开始松转时的总力矩 M 为:? D ? ?d M ? M 1 ? M 2 ? Q ? 2 tg ?? ? ? ? ? 2 2 ? …………………(公式 21-3)2 ? ?2分析公式 21-3 可知,仅在总力矩 M 等于或小于零的情况下,螺纹紧固件才开始自行松转。 对于连接用螺纹,在受静载荷作用时,即使润滑条件很理想,其摩擦角也始终大于升角:ρ >α ,即满足螺纹的自锁条件,使公式 21-3 括号内的总值不会等于或小于零,螺纹紧固件也就不会自行松转。 但是在经受动载荷时,例如在振动和冲击的作用下,螺纹紧固件在螺纹和支承面上产生了微观的滑移,这种相对的微观运动使摩擦系数由相对高的静态值变为很低的动态值,螺纹连接在各个方向上处于自由摩擦状态。 此时,作用在螺纹上的轴向力在圆周方向上形成一个导致螺母松
螺栓拧紧力矩标准
M6~M24螺钉或螺母的拧紧力矩(操作者参考) 未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩) 未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)
公制螺栓扭紧力矩Q/STB 12.521.5-2000 范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。 ★对于设计图纸有明确力矩要求的,应按图纸要求执行。
套管螺母紧固力矩Q/STB B07833-1998 材料HPb63-3Y2 直通式压注油杯Q/STB B07020-1998(螺纹M6、M8*1、M10*1)紧固力矩:0.3-0.5Kg.m。 安全阀Q/STB B07029-1998(螺纹R1/8) 紧固力矩:2.9-4.9Nm。 通气塞Q/STB B07030-1998 (螺纹R1/4) 紧固力矩:2.94-5.88Nm。 螺塞Q/STB B07040-1998(公称直径08-10螺距1.25,12-36螺距1.5) 螺栓(排气)Q/STB B07060-1998(M12*1.5) 紧固力矩:58.8-78.4N.m。 软管(锥形密封)Q/STB B07100-1998
软管(锥形密封)Q/STB B07123-1998 (接头部螺母拧紧力矩) 螺母(球头式管接头用)Q/STB B07201-1998 拧紧力矩:N.m 材料:(Q235) 管接头螺母Q/STB B07202-1998 拧紧力矩(Q235 / HPb 59-1)
铰接螺栓Q/STB B07206-1998 拧紧力矩(Q235) 球头式端直通接头Q/STB B07211-1998 拧紧力矩(Q235 HPb 60-1 ) 表中拧紧力矩适用于钢制接头 管接头Q/STB B07212-1998 紧固力矩(区分代号为5、7的件材料Q235)
螺栓常用的防松方法有三种
常用的防松方法有三种:摩擦防松、机械防松和永久防松。 机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。 常用的永久防松有:点焊、铆接、粘合等。这种方法在拆卸时大多要破坏螺纹紧固件,无法重复使用。 常见摩擦防松有:利用垫片、自锁螺母及双螺母等。 常见的机械防松方法:利用开口销、止动垫片及串钢丝绳等。 机械防松的方法比较可靠,对于重要的联接要使用机械防松的方法。下面分述如下。 (1)摩擦防松 ①弹簧垫片防松 弹簧垫圈材料为弹簧钢,装配后垫圈被压平,其反弹力能使螺纹间保持压紧力和摩擦力,从而实现防松 ②对顶螺母防松 利用螺母对顶作用使螺栓式中受到附加的拉力和附加的摩擦力。由于多用一个螺母,并且工作不十分可靠,目前已经和少使用了。 ③自锁螺母防松 螺母一端制成非圆形收口或开缝后径向收口。当螺母拧紧后,收口胀开,利用收口的弹力使旋合螺纹间压紧。这种防松结构简单、防松可靠,可多次拆装而不降低防松性能。 ④弹性圈螺母防松 螺纹旋入处嵌入纤维或尼龙来增加摩擦力。该弹性圈还起防止液体泄漏的作用。 2 )机械防松 ①槽形螺母和开口销防松 槽形螺母拧紧后,用开口销穿过螺栓尾部小孔和螺母的槽,也可以用普通螺母拧紧后进行配钻销孔。 0 51-38用幵口俏羽賞酌松
②圆螺母和止动动垫片 使垫圈内舌嵌入螺栓(轴)的槽内,拧紧螺母后将垫圈外舌之一褶嵌于螺母的一个槽内。 ③止动垫片 螺母拧紧后,将单耳或双耳止动垫圈分别向螺母和被联接件的侧面折弯贴紧,实现防松。如果两个螺栓需要双联锁紧时,可采用双联止动垫片。 ④串联钢丝防松 用低碳钢钢丝穿入各螺钉头部的孔内,将各螺钉串联起来,使其相互制动。这种结构需要注意钢丝穿入的方向, 3 )永久防松 ①冲边法防松 螺母拧紧后在螺纹末端冲点破坏螺纹 ②粘合防松 通常采用厌氧胶粘结剂涂于螺纹旋合表面,拧紧螺母后粘结剂能够自行固化,防松效果良好。
螺栓扭矩预紧力对照表
螺栓扭矩预紧力对照表扭力螺丝刀, 扭力扳手 数显扭距测量仪等 螺栓标准扭矩及预紧力查询表(仅供参考) 内六角外六 角 螺栓 直径 DIN267性能等级(螺栓强度等级) 螺栓螺栓 3.6 5.6 6.9 8.8 10.9 12.9 S(m m) S(m m) M(m m) Fv(N) Ma (Nm ) Fv(N) Ma (Nm ) Fv(N) Ma (Nm ) Fv(N) Ma (Nm ) Fv(N) Ma (Nm ) Fv(N) Ma (Nm ) 1.5 4 M2 255 0.1 345 0.15 710 0.3 835 0.35 1,170 0.5 1,415 0.6 2 5 M2.5 485 0.26 655 0.35 1,310 0.71 1,550 0.8 3 2,180 1.18 2,620 1. 4 2.2 5 5.5 M3 630 0.37 1,050 0.62 1,700 0.99 2,250 1.3 3,150 1.9 3,800 2.2 6 M3.5 850 0.5 7 1,400 0.95 2,250 1.5 3,000 2 4,250 2.9 5,100 3.4 3 7 M 4 1,100 0.8 5 1,850 1.4 2,900 2.3 3,900 3 5,750 4.4 6,700 5.1 4 8、9 M 5 1,800 1.7 3,000 2.8 4,800 4.5 6,400 5.9 9,400 8.7 11,000 10 5 10 M 6 2,550 2.9 4,200 4.8 6,750 7. 7 9,000 10 13,200 15 15,500 18 6 13、 14 M8 4,650 7 7,750 12 12,40 19 16,500 25 24,300 36 28,400 43 8 15、 17 M10 7,400 14 12,30 23 19,70 37 26,300 49 38,700 72 45,200 84 10 19、 21 M12 10,80 24 18,00 40 28,80 65 38,400 85 56,500 125 66,000 145 12 22、 23 M14 14,80 39 24,70 64 39,50 105 52,500 135 77,500 200 90,500 235 14 24、 26 M16 20,40 59 34,00 98 54,50 155 72,500 210 107,00 310 125,000 365 27 M18 24,80 81 41,30 135 66,00 215 91,000 300 129,00 430 152,000 500 17 30 M20 31,90 115 53,00 190 85,00 305 117,00 425 166,00 610 195,000 710 32 M22 39,90 155 66,50 260 106,0 00 415 146,00 580 208,00 820 244,000 960 19 36 M24 45,90 200 76,50 330 122,0 00 530 168,00 730 240,00 1,050 281,000 1,220 41 M27 80,50 295 100,0 00 490 161,0 00 780 222,00 1,100 316,00 1,550 369,000 1,800 22 46 M30 73,50395 122,0660 196,01,050 269,001,450 384,002,100 449,000 2,450
螺栓预紧力标准 -
螺栓预紧力标准 各单位: 近来发现许多维修人员在设备维修时,对设备连接螺栓扭力力矩要求不清楚,使用的扭力不规范,易造成维修缺陷及故障隐患,为加强设备连接螺栓的紧固规范,提高维修质量,现要求维修员工在维修中,螺栓的预紧力矩一律按以下力矩表严格执行。 特殊设备螺栓紧固要求及紧固力矩一;水泥磨辊压机锁紧盘螺栓紧固要求及紧固力矩:先用1/3的力矩,对角交叉均匀扭紧,再用1/2的力矩对角交叉均匀扭紧,然后用总力矩对角交叉均匀扭紧,最后用总扭力矩,按圆周顺序紧固一遍完成,(注:该螺栓的总力为1100N.m)。 二;生料辊压机锁紧盘螺栓紧固要求及紧固力矩:先用1/3的力矩,对角交叉均匀扭紧,再用1/2的力矩对角交叉均匀扭紧,然后用总的力矩对角交叉均匀扭紧,最后用总扭力矩,按圆周顺序紧固一遍完成,(注:该螺栓的总力为1640N.m)。 三:皮带输送机,提升机及其他辅机减速机锁紧盘螺栓紧固力矩表 螺栓8.8级(N.m)10.9级(N.m) M8 25 29 M10 50 58 M12 90 100 M16 230 240
M20 440 470 M24 760 820 M27 1100 1250 紧固要求:先用1/2的扭力力矩对角交叉紧固,最后用总扭力按圆周顺序依次紧固。直到所有的力满为止。 四:斜拉链机连接螺栓更换及使用力矩:在更换齿片时,一定要同时更换相应的紧固件,而且必须使用扭力扳手,头部螺栓力矩为1080N.m ;尾部螺栓为630N.m。 五:钢丝胶带提升机夹板螺栓及料斗螺栓的紧固方式及力矩: 胶带夹板紧固力矩表 胶带规格315 400 500 630 800 800H 1000 1250 主夹板预紧力(N.m)200 300 400 1:防松螺母紧固力100N.m。 2:在操作期间,紧固力矩可减少到200N.m,如果检查时发现低于200N.m,固定螺母应重新紧固到300N.m. 3紧固顺序: 第一行..........9 5 1 3 7 11 第二行.........10 6 2 4 8 12 注:提升机调试运行第一年内,必须在带载运行六个阶段12小时,72小时,2周,1个月,3个月,6个月,对带夹连接螺栓进行紧固。(力矩按照上表),并同时检查胶带有无损伤,以后每隔3个月对带夹连接螺栓进行一次常规检查并紧固。 料斗螺栓紧固力矩表 规格315 400 500 630 800 800H 1000 1250 预紧力矩(N.m)160 200 紧固顺序.........6 5 4 1 2 3 紧固要求:提升机调试运行第一年内,必须在带载运行后五个阶段84小时,2周,1个月,3个月,6个月,对料斗连接螺栓进行紧固,(力矩按照上表),并同时检查胶带有无损伤。以后每隔3个月对料斗连接螺栓进行一次常规检查并紧固。 六:提升机头轮齿片,及其他设备的特殊螺栓,一律按螺栓规格、等级查阅螺栓
常见的螺栓螺母连接防松方法
常见的螺栓螺母连接防松方法 常用的防松方法有三种:摩擦防松、机械防松和永久防松。 机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。 常用的永久防松有:点焊、铆接、粘合等。这种方法在拆卸时大多要破坏螺纹紧固件,无法重复使用。 常见摩擦防松有:利用垫片、自锁螺母及双螺母等。 常见的机械防松方法:利用开口销、止动垫片及串钢丝绳等。 机械防松的方法比较可靠,对于重要的联接要使用机械防松的方法。 下面分述如下。 (1)摩擦防松 ①弹簧垫片防松 弹簧垫圈材料为弹簧钢,装配后垫圈被压平,其反弹力能使螺纹间保持压紧力和摩擦力,从而实现防松 ②对顶螺母防松 利用螺母对顶作用使螺栓式中受到附加的拉力和附加的摩擦力。由于多用一个螺母,并且工作不十分可靠,目前已经和少使用了。 ③自锁螺母防松 螺母一端制成非圆形收口或开缝后径向收口。当螺母拧紧后,收口胀开,利用收口的弹力使旋合螺纹间压紧。这种防松结构简单、防松可靠,可多次拆装而不降低防松性能。 ④弹性圈螺母防松 螺纹旋入处嵌入纤维或尼龙来增加摩擦力。该弹性圈还起防止液体泄漏的作用。2)机械防松 ①槽形螺母和开口销防松 槽形螺母拧紧后,用开口销穿过螺栓尾部小孔和螺母的槽,也可以用普通螺母拧紧后进行配钻销孔。 ②圆螺母和止动动垫片 使垫圈内舌嵌入螺栓(轴)的槽内,拧紧螺母后将垫圈外舌之一褶嵌于螺母的一个槽内。 ③止动垫片 螺母拧紧后,将单耳或双耳止动垫圈分别向螺母和被联接件的侧面折弯贴紧,实现防松。如果两个螺栓需要双联锁紧时,可采用双联止动垫片。 ④串联钢丝防松 用低碳钢钢丝穿入各螺钉头部的孔内,将各螺钉串联起来,使其相互制动。这种结构需要注意钢丝穿入的方向, 3)永久防松 ①冲边法防松 螺母拧紧后在螺纹末端冲点破坏螺纹 ②粘合防松 通常采用厌氧胶粘结剂涂于螺纹旋合表面,拧紧螺母后粘结剂能够自行固化,防松效果良好。
螺纹防松结构
螺纹防松方法 生产和生活中,应用到的螺纹防松方法有多种形式,但归纳以来,一般就 有四种。 第一种是摩擦防松,主要依靠增加摩擦力; 第二种是机械防松,主要是用销、垫片、钢丝将螺母卡死; 而是防脱落。 拆御力矩是预紧力矩的80%,说明螺栓的松比紧要容易。 常见的螺纹连接防松方法如下表所示: 在常见的螺母放松结构中,还有很多禁忌。如下图所示:对于要求比较高一些的防松,更有细节的禁忌。如下图所示: 以上介绍的各种相关防松方式,其根本一点是依靠第三者力的防松。第三
者力有多大,防松效果就有多好。其效果,无非是通过增加摩擦力,直至焊死 而已。 能不能不依靠第三者而突破传统螺纹防松方式呢? 答案就是第四种防松方式,即结构防松方式:唐氏螺纹防松。 实际上,螺纹的防松原理大家能认可,关键是对强度的担心。我们一般想象受力面积减小了,强度一定也会减小。唐氏螺纹的受力面积减小了,强度肯 定会很差,事实不是这样的。 33.1%,第二圈受力为22.5%,最后一圈受力为1~ 增加30%;悬置螺母,受力面积增加, 40%。 环槽螺母强度增加的原因是因为其下部螺母结构变软,前几圈螺纹易于变形;内斜螺母强度增加的原因是下部螺纹受力面积减小,前几圈螺纹易于变形;悬置螺母强度增加的原因是改变了受力点,前几圈螺纹由受压变成受拉,与螺
栓变形一致。 唐氏螺纹受力面积小,螺纹易于变形,各螺纹段受力较普通螺纹均匀,强度不象我们想向的那小。唐氏螺纹的强度可达普通螺纹强度的90%以上。 唐氏螺纹防松 1.唐氏螺纹的作用和意义 螺纹发明一千多年了,谁是发明者已经无法考证了。 而唐氏螺纹是由我国唐宗才先生发明的。 螺纹结构“单旋向、连续、等截面” 而是独立的形成了第四种防松方式。 成锁紧螺母的拧紧力。它完全依靠螺纹自身结构,而不依靠第三者力,是一种 纯结构式的防松形式。 唐氏螺纹紧固件利用螺纹自身矛盾,以松动制约松动,起到“以毒攻毒”的效果。它的发明标志着紧固件领域振松问题得到突破性的进展。这是螺纹防松领域的一场革命,它开创了螺纹结构防松的新时代。
《螺栓常用的防松方法介绍》
《螺栓常用的防松方法介绍》螺栓常用的防松方法有三种。摩擦防松、机械防松和永久防松。机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。 常用的永久防松方法有。点焊、铆接、粘合等。这种方法在拆卸时大多要破坏螺纹紧固件,无法重复使用。 常见摩擦防松有:利用垫片、自锁螺母及双螺母等。常见的机械防松方法:利用开口销、止动垫片及串钢丝绳等。机械防松的方法比较可靠,对于重要的联接要使用机械防松的方法。下面分述如下:(1)摩擦防松①弹簧垫片防松: 弹簧垫圈材料为弹簧钢,装配后垫圈被压平,其反弹力能使螺纹间保持压紧力和摩擦力,从而实现防松。 ②对顶螺母(双螺母)防松: 利用螺母对顶作用使螺栓式中受到附加的拉力和附加的摩擦力。由于多用一个螺母,并且工作不十分可靠,目前已经很少使用了。③自锁螺母防松: 螺母一端制成非圆形收口或开缝后径向收口。当螺母拧紧后,收口胀开,利用收口的弹力使旋合螺纹间压紧。这种防松结构简单、防松可靠,可多次拆装而不降低防松性能。 ④弹性圈螺母防松: 螺纹旋入处嵌入纤维或尼龙来增加摩擦力。该弹性圈还起防止液体泄漏的作用。
(2)机械防松 ①槽形螺母和开口销防松 槽形螺母拧紧后,用开口销穿过螺栓尾部小孔和螺母的槽,也可以用普通螺母拧紧后进行配钻销孔。 ②圆螺母和止动垫片 使垫圈内舌嵌入螺栓(轴)的槽内,拧紧螺母后将垫圈外舌之一褶嵌于螺母的一个槽内。 ③止动垫片 螺母拧紧后,将单耳或双耳止动垫圈分别向螺母和被联接件的侧面折弯贴紧,实现防松。如果两个螺栓需要双联锁紧时,可采用双联止动垫片。 ④串联钢丝防松 用低碳钢钢丝穿入各螺钉头部的孔内,将各螺钉串联起来,使其相互制动。这种结构需要注意钢丝穿入的方向,原则就是:当一个螺栓有松动的趋势,它应该拉动铁丝,让临近的螺栓有旋紧的趋势。见下图所示: (3)永久防松①冲边法防松 螺母拧紧后在螺纹末端冲点破坏螺纹②粘合防松 通常采用厌氧胶粘结剂涂于螺纹旋合表面,拧紧螺母后粘结剂能够自行固化,防松效果良好。 第二篇:常用的自我介绍常用的自我介绍 尊敬的领导,你好。我叫xx,来自美丽的贵州,毕业于上海xx
紧固件常用防松方法
紧固件常用防松方法公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
第21章 螺纹紧固件连接的防松 一、松动机理 螺纹连接在工作状态下可能会经受所有类别的变动载荷,包括极为激烈的振动和冲击载荷。在变动载荷的作用下,螺纹连接的失效通常是由其自身的松动和疲劳破坏所引起的。在一般情况下,螺纹连接抗振松的寿命比其材料和结构的疲劳寿命短得多,远在疲劳破坏之前,就已经出现了因松动而造成螺纹连接的松脱失效,或者出现了因松动而导致连接件和被连接件的过早疲劳破坏。螺纹连接的失效会影响产品和设备的正常运转,甚至会造成严重的后果。如何防止螺纹连接的松动是研制和设计螺纹紧固件的重要任务之一。 在通常的螺纹连接中,摩擦力产生于内外螺纹接触面或螺纹紧固件支承面与被连接件的接触面上。当螺纹连接开始松转时,克服螺纹接触面上的摩擦所需的力矩M 1为: ()αρ-=tg Qd M 2 21……………………………(公式21-1) 式中:Q ——作用于螺栓或螺钉上的预紧力,又称轴力或紧固系统的夹紧力; d 2——螺纹中径; ρ——摩擦角,对于三角形螺纹,β ρcos 1M tg =,M 1是螺纹接触面之间的摩擦系数,β是牙型半角; α——螺纹螺旋线的升角,又称导角。 螺纹紧固件被拧紧后,由于螺母或螺钉头支承面上的摩擦而产生的附加力矩M 2为: 2 222D Q M μ=…………………………(公式21-2) 式中:μ 2——螺母或螺钉头支承面与被连接件接触面之间的摩擦系数; D 2——螺母或螺钉头支承面的平均直径,在接触压力均匀的情况下,D 2的精确值是:??? ? ??--=2233232n n R R R R D ωω,R ω和R n 分别是支承面的外半径和内半径,如果支承面不平或接触压力不均匀,D 2就可能随着支承面的 内半径到外半径而变化。 综上所述,决定螺纹连接开始松转时的总力矩M 为: ()??????+-=+=22 22221D tg d Q M M M μαρ…………………(公式21-3) 分析公式21-3可知,仅在总力矩M 等于或小于零的情况下,螺纹紧固件才开始自行松转。对于连接用螺纹,在受静载荷作用时,即使润滑条件很理想,其摩擦角也始终大于升角:ρ>α,即满足螺纹的自锁条件,使公式21-3括号内的总值不会等于或小于零,螺纹紧固件也就不会自行松转。但是在经受动载荷时,例如在振动和冲击的作用下,螺纹紧固件在螺纹和支承面上产生了微观的滑移,这种相对的微观运动使摩擦系数由相对高的静态值变为很低的动态值,
螺栓、轴承的粘接防松
螺栓、轴承的粘接防松 [073] 滚动轴承内孔松动的钻固 1.维修部位 1根钢锭输送辊道的传动轴,其滚动轴承内孔与轴产生松动,滚动轴承内圈孔径比轴径大0.16mm。 2.维修方案及胶粘剂的选择 选用环氧胶粘接修复,可选用的胶种有:XH-11胶、HY-914胶等,还可按下列配方(质量分)自行配制: 6101环氧树脂 100 KH-550 1 650聚酰胺100 铸石粉(200目) 适量 邻苯二甲酸二丁酯7 3.粘接工艺 ① 表面处理将轴和滚动轴承内圈先用汽油清洗掉油污,再用少许丙酮擦洗干球,晾干备用。 ② 配胶按上述配方称量好各组分,于一干净的铜板或玻璃板上搅拌均匀,使之成糊状。 ③ 涂胶在轴的圆周面上均匀涂抹一层胶,然后将滚动轴承推入原位,擦去挤出的余胶。 ④ 固化常温固化24h或80℃固化4h。 4.效果 该修复方法不仅保证了质量,而且节省了工时和费用。 [074] 冲床皮带盘轴承磨损的修复 1.维修部位 1台63吨冲床皮带盘内孔与轴磨损间隙达0.5mm,需要修复,轴的材质为铸铁。2.维修方案及胶粘剂的选择 采用粘接内套的方法修复。由于钢与铸铁配粘强度损失最小,且配合间隙越小,配合面越粗糙,粘接强度越高,故内套选用45#钢,表面加工至粗糙度Ra不大于25um,配合间隙0.02-0.04mm。由于配合间隙小,要求胶粘剂粘接强度高,粘度小,故选择乐泰609胶。 3.粘接工艺 ① 表面处理先用粗砂布清除皮带盘内孔与内套粘接面锈迹,再用丙酮清洗干净,晾干。 ② 涂胶将皮带盘倒置于平板上,平板上垫纸(防胶流误粘),用小毛刷在两被粘面上均匀涂胶,严防手污染被粘面,涂好后将内套滑入配合位置。 ③ 固化室温固化24h。 4.效果 该修复工艺简单,提高工效数倍。 [075] 螺纹滑扣的粘接修复 1.维修部位
螺栓预紧力对照表
强度等级 4.8 6.88.810.912.9螺栓预紧力对照表最小破断 强度 392 Mpa 588 Mpa 784 Mpa 941Mpa 1176 Mpa 材质一般构造用钢机械构造用碳钢铬铝合金钢镍铬铝合金钢镍铬合金钢螺栓对边mm 6~12扭距值N.m M611 612M813 8~1516~30M1017 18~3036~63M1219 30~4770~110M1422 6998137165225M1624 98137206247363M1827 137206284341480M2030 176296402569480M2232 225333539765911M2436 3144706869811176M2741 441637102914721764M3046 588882122519622352M3350 7351127147020602450M3655 9801470176424532940M3960 11761764215629433626M4265 15192352274438264606M4570 17642744313644155390M4875 22543430392055926664M5280 27444116470465738330M5685 352851495978843710290M6090 4018597877421079113230M6495 499874488820M68100 5684852610780M72105 6468980012642M76110 73501078014710M80115 81431225018130M85120 88201372022050105841617024500M90130 M100145 1372020090M110155 1636624990M120175 1989429890 M125180 注:1、上表为德国工业标准;表中扭矩值为螺栓达到屈服极限的70%时所测定
螺栓常用的防松方法有三种
螺栓常用的防松方法有三 种 The Standardization Office was revised on the afternoon of December 13, 2020
常用的防松方法有三种:摩擦防松、机械防松和永久防松。 机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。 常用的永久防松有:点焊、铆接、粘合等。这种方法在拆卸时大多要破坏螺纹紧固件,无法重复使用。 常见摩擦防松有:利用垫片、自锁螺母及双螺母等。 常见的机械防松方法:利用开口销、止动垫片及串钢丝绳等。 机械防松的方法比较可靠,对于重要的联接要使用机械防松的方法。 下面分述如下。 (1)摩擦防松 ①弹簧垫片防松 弹簧垫圈材料为弹簧钢,装配后垫圈被压平,其反弹力能使螺纹间保持压紧力和摩擦力,从而实现防松 ②对顶螺母防松 利用螺母对顶作用使螺栓式中受到附加的拉力和附加的摩擦力。由于多用一个螺母,并且工作不十分可靠,目前已经和少使用了。 ③自锁螺母防松 螺母一端制成非圆形收口或开缝后径向收口。当螺母拧紧后,收口胀开,利用收口的弹力使旋合螺纹间压紧。这种防松结构简单、防松可靠,可多次拆装而不降低防松性能。 ④弹性圈螺母防松 螺纹旋入处嵌入纤维或尼龙来增加摩擦力。该弹性圈还起防止液体泄漏的作用。
2)机械防松 ①槽形螺母和开口销防松 槽形螺母拧紧后,用开口销穿过螺栓尾部小孔和螺母的槽,也可以用普通螺母拧紧后进行配钻销孔。 ②圆螺母和止动动垫片 使垫圈内舌嵌入螺栓(轴)的槽内,拧紧螺母后将垫圈外舌之一褶嵌于螺母的一个槽内。 ③止动垫片 螺母拧紧后,将单耳或双耳止动垫圈分别向螺母和被联接件的侧面折弯贴紧,实现防松。如果两个螺栓需要双联锁紧时,可采用双联止动垫片。
螺纹防松
客车车下悬挂系统的紧固现状及改进建议 目前,普遍采取的紧固方式为螺纹连接,依靠螺纹副承载。这种紧固方式存在的振松问题,必然会导致设备运行状况恶化,甚至造成部件损坏,严重的将危及行车安全。因此,设备维护的最重要环节及前提就是紧固良好。针对这种情况,选择可靠、可行的紧固方式就显得尤为重要。 1、车下悬挂系统紧固件状况及松动原因分析 螺纹紧固件是目前车下悬挂系统使用最为广泛的紧固件。与其他紧固件相比,其最大的优点是拆卸比较方便、实用;最大的缺点是在冲击、振动或变载荷的作用下容易松脱。因此,振松问题一直是螺纹紧固件应用的最大难题。 1. 1紧固件的防松形式及特点 日前紧固件的防松方法有多种,按其防松原理可大体归纳为以下3种。 1.1.1摩擦防松 摩擦防松是应用最广的一种防松方式。这种方式在螺纹副之间产生一个不随外力变化的正压力,以产生一个可以阻止螺纹副相对转动的摩擦力。这种正压力可通过轴向或同时两向压紧螺纹副来实现,如采用弹性垫圈、双螺母、自锁螺母和尼龙嵌件锁紧螺母等。 这种防松方式对于螺母的拆卸比较方便,但在冲击、振动和变载荷的情况下,一开始螺栓会因松弛导致预紧力下降,随着振动次数的增加,损失的预紧力缓慢地增多,最终将会导致螺母松脱,螺纹连接失效。 1.1.2机械防松 机械防松是用止动件直接限制螺纹副的相对转动,如采用开口销、串联钢妊和止动垫圈等。这种方式造成拆卸不方便。 1.1.3铆冲防松 铆冲防松在拧紧后采用冲点、焊接、粘接等方法,使螺纹副失去运动副特性而成为不可拆连接。这种方式的缺点是栓杆只能使用1次,目拆卸十分困难,必须破坏螺栓副方可拆卸。 螺纹紧固件的防松方法虽然很多,但常用的方法并不多,卞要有对顶螺母(双螺母)、尼龙嵌套、开槽螺母加开口销、弹簧垫圈等。 1.2传统方式车下悬挂系统的紧固 车下悬挂系统一般采用弹性垫圈紧固、双螺母紧固、扣紧螺母紧固、双螺母配以开口销紧固等紧固方式。 (1)弹性垫圈紧固的工作原理是利用垫圈压平后产生的弹力。其结构简单,但由于弹力不均,不十分可靠。多用于不很重要的连接。 ( 2)双螺母紧固的工作原理是利用螺母拧紧后的对顶作用。其重量增大,不经济;副螺母采用薄型,拧紧不便。多用于低速重载或较平稳的场合。 (3)扣紧螺母紧固的工作原理是利用扣紧螺母的弹力。受振动载荷时,其紧固效果良好。一般用于不常拆卸的连接。 (4)双螺母配以开日销紧固的工作原理是通过机械方法紧固限制螺纹副的相对转动。适用于单件或少量生产的重要连接,但拆卸不便。 1.3松动原因分析 1. 3. 1螺栓预紧力过大以及紧固不均使得螺栓松动 作业人员在紧固螺母时,如果预紧力过大,将会使螺栓在偶然过载的情况下产生松动甚至拉断。尤其是在同一吊挂件的各个螺栓预紧力不一致时,这种
预紧力螺栓Pre-tension_abaqus_by_gy
产品: ABAQUS/Standard ABAQUS/CAE 概览 装配载荷: ?能用来模拟结构中的紧固载荷 ?施加在用户定义的预紧截面上 ?施加在与预紧截面相关的预紧节点上 ?需要预紧载荷的指定或紧固调整 装配载荷的概念 下图是一个简单的例子来解释装配载荷的概念。 图1 装配载荷示例 容器A是由螺栓预紧力压在盖子上来密封的,中间有一垫子,如图1所示。在standard中,预紧的模拟是通过在螺栓内添加一个“切割面”或预紧截面,并使其承受一拉伸载荷实现的。通过修改预紧截面一侧的单元, standard可以自动调整预紧截面上螺栓的长度,以获得想要的预紧力值。后续的分析步中可以防止螺栓长度的进一步改变,以使相对于装配件内的其他载荷,螺栓是作为标准的变形组件存在。 创建装配载荷 ABAQUS/Standard允许通过实体单元、杆单元或梁单元定义紧固件件的装配载荷。分析步中定义装配载荷不会随着单元类型的不同而显著不同。 1、使用实体单元创建预紧 在实体单元中,预紧截面是在螺栓内、将螺栓切割成两部分的一个面(见图2)。对于有几个不同片段组成的紧固件,预紧截面可以是一组面。
图2 使用连续单元定义的预紧截面 基于单元的面包括单元和表面信息。必须将该面转化成预紧截面以便预紧载荷能施加在该截面内的控制节点上。 输入文件:使用下列选项来创建基于实体单元的预紧截面: *SURFACE,TYPE=ELEMENT,NAME=面的名称 *PRE-TENSION SECTION,SURFACE=面的名称,NODE=节点编号 ABAQUS/CAE:load模块:Create load:在Category选择Mechanical,及Bolt load。 1)对齐控制节点到预紧截面 装配载荷通过预紧截面上的预紧节点传递。预紧节点不属于模型中的任何单元。它只有一个自由度(自由度1),该自由度表示切割面法向两侧的相对位移,见图3。该节点的坐标或位置并不重要。