LTE新建基站近端调测流程
LTE新建基站近端开站流程
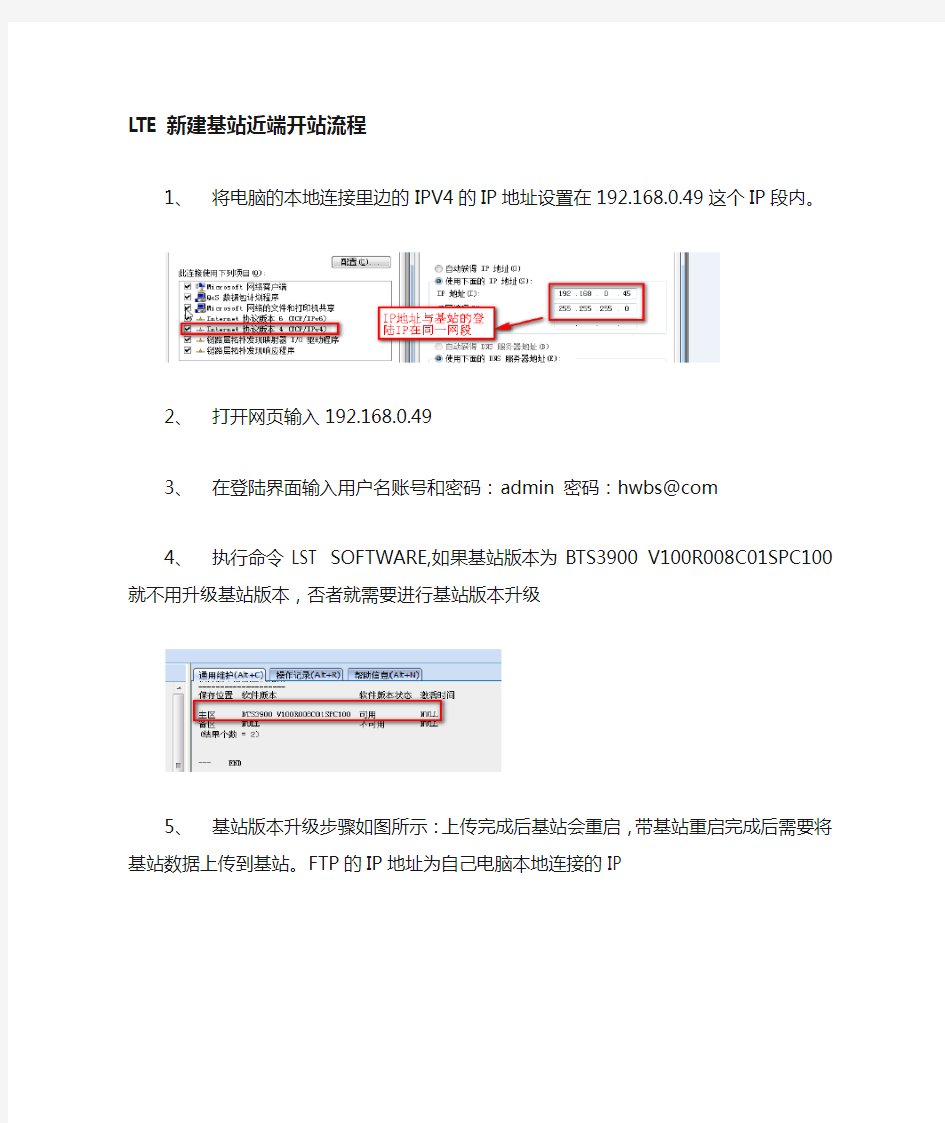
1、将电脑的本地连接里边的IPV4的IP地址设置在
192.168.0.49这个IP段内。
2、打开网页输入192.168.0.49
3、在登陆界面输入用户名账号和密码:admin 密码:hwbs@com
4、执行命令LST SOFTWARE,如果基站版本为BTS3900
V100R008C01SPC100就不用升级基站版本,否者就需要进行
基站版本升级
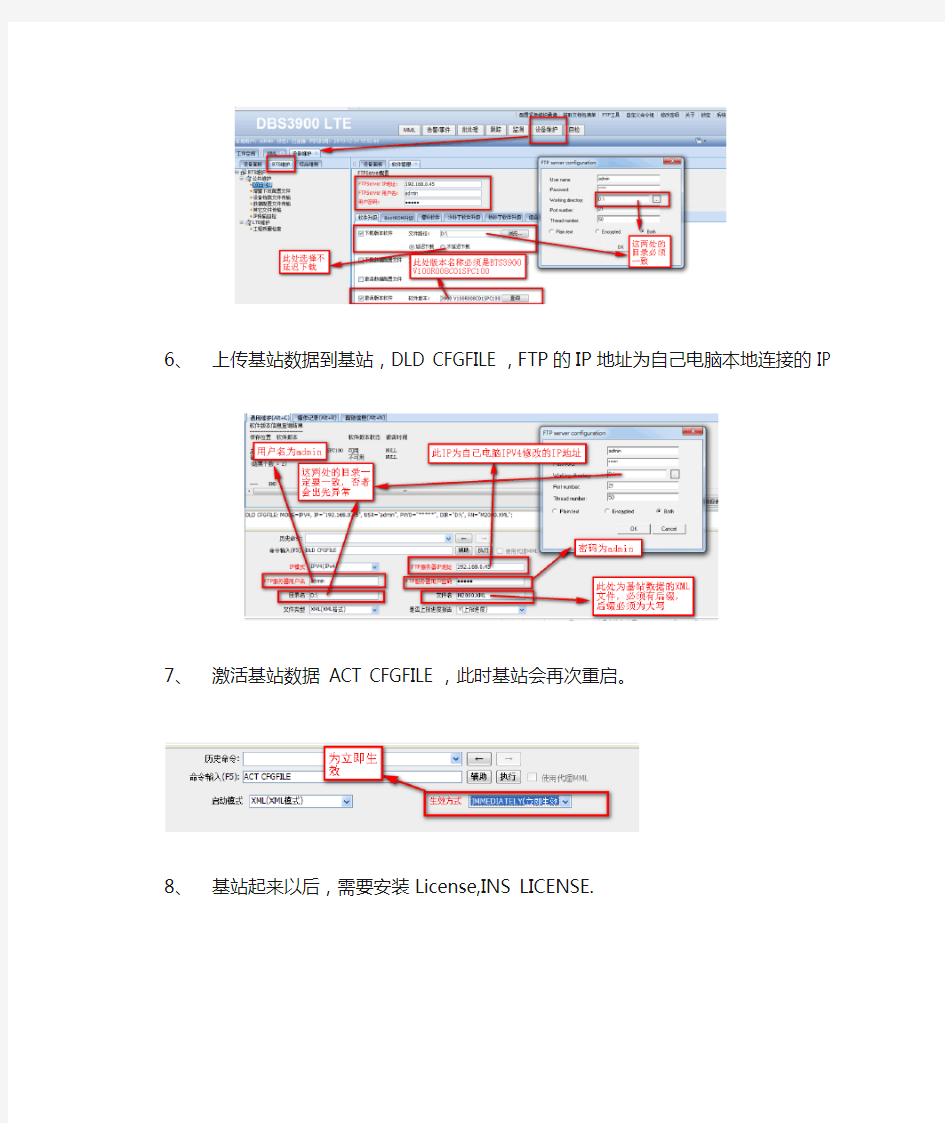
5、基站版本升级步骤如图所示:上传完成后基站会重启,带
基站重启完成后需要将基站数据上传到基站。FTP的IP地
址为自己电脑本地连接的IP
6、上传基站数据到基站,DLD CFGFILE,FTP的IP地址为自己
电脑本地连接的IP
7、激活基站数据 ACT CFGFILE,此时基站会再次重启。
8、基站起来以后,需要安装License,INS LICENSE.
9、此时需要查询基站侧数据时候正常,首先是最底层的SCTP
链路,DSP SCTPLINK,SCTP链路状态如图所示:
10、SCTP链路正常后,需要查询S1链路,DSP S1,S1链路状
态如图所示:
11、S1链路正常后,需要查询RRU状态,DSP RRU,RRU状态如
图所示:
12、此时还可以查询基带处理板及传输光口的收发光,DSP SFP,
这个命令里边的参数必须全部填写完,具体参数值如图所
示:
13、收发光正常后,需要PING下业务网关IP和核心网IP,PING ,
具体状态如图所示:此图为业务网关IP100.88.192.1的结
果
此图为核心网IP 100.88.255.1的结果
此图为核心网IP 100.88.255.2的结果
此图为核心网IP 100.88.255.3的结果
此图为核心网IP 100.88.255.4的结果
14、此时需要查询小区状态是否正常,DSP CELL,具体状态如
图所示:
15、查询基站侧存在的告警,因现在无网管,肯定会出现远程
维护链路故障告警和时间同步失败告警。其他告警均需处理。
16、ADD GPS:槽位号填写为 6
17、Mod(set) clkmode:改为自动
18、Mod RRUchain:第一个参数改为 0,最后一个参数改为:
9.8(光速)
19、Mod RRUchain:第一个参数改为 1,最后一个参数改为:
9.8(光速)
20、Mod RRUchain:第一个参数改为 2,最后一个参数改为:
9.8(光速)
手机生产测试流程以及设备需求
手机生产测试流程以及设备需求 生产测试流程包括: 1前端主板测试流 2后端整机组装测试流程
流程详解: 2.1 前端主板测试流程: SMT:SMT 贴片线贴装主板。 DownLoad: 通过下载工具将手机软件下载到手机的flash 芯片中。(在SMT 贴片之前采用Socket 烧录器将手机软件直接烧录到手机的flash 芯片中也可) WriteSN:写手机主板板号,板号一般包括生产日期、主板型号、流水号等。 Calibration: 校准手机主板的射频指标以及电性能测试。包括AFC、RX、APC、ADC 。 F/T: 主板综测、测试项目包括GSM、DCS 的功率、相差、均方根相差、频率误差、开关谱、调制谱、接收机灵敏度。各项目的标准参照GSM 相关标准(GSM05.05 、GSM05.08) 。 2.2 后端整机组装测试流程: 2.2.1 PCBA IQA:依照PCBA 的检验标准进行。将不良品做不良品标识、返回前端。 2.2.2 LCD IQA: 参照LCD 模组的来料检验标准进行。将不良品退仓,做不良品标识。 2.2.3 开机检查: 将LCD 模组和焊接好Speaker 和Mic 的主板连接好,插入测试用供电线缆,检查开机是否正常,以及开机电流是否小于400mA,是否能听到开机铃声音。 2.2.4整机组装: 手动测试(也可通过程序控制输入工程指令): 参照整机组装方法组装整机。 2.2.5输入手机测试专用工程指令、测试响铃、振动、LED、主屏、小屏、音频回路、摄像、键盘。 2.2.6 外观检验: 对功能测试为良品的机头进行外观检验,具体的检验标准请参考《手机结构件外观验收要求》(客户可自行确定要求)。 2.2.7 整机测试: 整机终测、测试项目包括GSM、DCS 的功率、相差、均方根相差、频率误差、开关谱、调制谱接收机灵敏度。各项目的标准参照GSM 相关标准(GSM05.05 、GSM05.08) ,已经最大发射电流。 2.2.8耦合测试:通过天线耦合测试手机整机的GSM、DCS 的功率、相差、均方根相差、频率误差。各项目的标准参照GSM 相关标准(GSM05.05 、GSM05.08) 。 2.2.9IMEI 写入:写入IMEI 号码到手机。 2.2.10核对IMEI:检查IMEI 号码是否正确写入 2.2.11FQC 检验:(参照客户检验标准) 2.2.12包装: ( 参照客户包装要求) 2.2.13 FQA: 2.2.14入库: 测试设备需求清单: 3.1前端主板测试各工位设备清单: 3.1.1 DownLoad: PC 一台,要求WIN2K/WINXP、有USB接口 USB 扩展卡2块或USB HUB 2个 Calibration Cable 8 根 3.8v- 4.2v 稳压电源一台,最大可输出电流要超过1A。(U3606A) 3.1.2WriteSn: PC 一台,要求WIN2K/WINXP、有USB接口 Calibration Cable 1根, 3.8v- 4.2v稳压电源一台(U3606A) 3.1.3Calibration: PC 一台,要求WIN2K/WINXP、有USB 接口 GPIB 卡一块,要求NIGPIB 卡或KeithlyGPIB 卡、不支持HPGPIB 卡 GPIB线2根或3 根(根据电源多少) CMU200 一台 Aglient或Keithly 电源一台。(U3606A) 主板校准夹具一套(包含测试用射频电缆) Calibration Cable 1根
手机生产流程介绍
手机流程一,主板方案的确定 在手机设计公司,通常分为市场部(以下简称MKT),外形设计部(以下简称ID),结构设计部(以下简称MD)。一个手机项目的是从客户指定的一块主板开始的,客户根据市场的需求选择合适的主板,从方案公司哪里拿到主板的3D图,再找设计公司设计某种风格的外形和结构。也有客户直接找到设计公司要求设计全新设计主板的,这就需要手机结构工程师与方案公司合作根据客户的要求做新主板的堆叠,然后再做后续工作,这里不做主要介绍。当设计公司的MKT和客户签下协议,拿到客户给的主板的3D图,项目正式启动,MD的工作就开始了。 二,设计指引的制作 拿到主板的3D图,ID并不能直接调用,还要MD把主板的3D图转成六视图,并且计算出整机的基本尺寸,这是MD的 基本功,我把它作为了公司招人面试的考题,有没有独立做过手机一考就知道了,如果答 得不对即使简历说得再经验丰富也没用,其实答案很简单,以带触摸屏的手机为例,例如 主板长度99,整机的长度尺寸就是在主板的两端各加上,整机长度可做到99++=104,例如主板宽度,整机的宽度尺寸就是在主板的两侧各加上,整机宽度可做到++=,例如主板厚度,整机的厚度尺寸就是在主板的上面加上(包含的上壳厚度和的泡棉厚度),在主板的下面 加上(包含的电池盖厚度和的电池装配间隙),整机厚度可做到++=,答案并不唯一,只要能说明计算的方法就行还要特别指出ID设计外形时需要注意的问题,这才是一份完整的设计指引。 三,手机外形的确定 ID拿到设计指引,先会画草图进行构思,接下来集中评选方案,确定下两三款草图,既要满足客户要求的创意,这两三款草图之间又要在风格上有所差异,然后上机进行细化,绘制完整的整机效果图,期间MD要尽可能为ID提供技术上的支持,如工艺上能否实现,结构上可否再做薄一点,ID完成的整机效果图经客户调整和筛选,最终确定的方案就可以开始转给MD做结构建模了。 四,结构建模 1.资料的收集
手机设计到生产全流程
R D.c o m?手机设计与制造全过程转自M O T O手机论坛[] [] 现在的手机已经渐渐脱离了单纯通讯工具的身份,逐渐转变成为一个多媒体和信息的终端设备,未来日常的沟通、娱乐、理财等活动,都是可以透过手机来进行。当大家在每一次看到一部新奇而又拥有高性能、鲜亮的外观设计的手机出现时,各位是否有这样的好奇心,这样的手机到底是怎么设计和制造出来的呢?[] [] 所以今天我们尝试用一个技术的客观角度,来简单描述手机设计部门的构造与及部门与部门之间的关系,最后向大家展示手机由制造到面世前的种种测试,好让大家更进一步了解手机,更加珍惜你的爱机,或许你日后不会轻易的更换它了吧![] [] 一、手机的设计流程[] []
用一个较简单的阐释,一般的手机设计公司是需要最基本有六个部门:ID、MD、HW、SW、PM、Sourcing、QA。[] [] 1、I D(I n d u s t r y D e s i g n)工业设计[] [] 包括手机的外观、材质、手感、颜色配搭,主要界面的实现与及色彩等方面的设计。[] ] 例如摩托罗拉“明”翻盖的半透明,诺基亚7610的圆弧形外观,索爱W550的阳光橙等。这些给用户的特别感受和体验都是属于手机工业设计的范畴,一部手机是否能成为畅销的产品,手机的工业设计显得特别重要![] [] 2、M D(M e c h a n i c a l D e s i g n)结构设计[] [] 手机的前壳、后壳、手机的摄像镜头位置的选择,固定的方式,电池如何连接,手机的厚薄程度。如果是滑盖手机,
如何让手机滑上去,怎样实现自动往上弹,SIM卡怎样插和拔的安排,这些都是手机结构设计的范畴。繁琐的部件需要M D的工作人员对材质以及工艺都非常熟识。[] 摩托罗拉V3以的厚度掀起了手机市场的热潮,V3手机以超薄为卖点,因为它的手机外壳材质选择十分关键,所以V3的外壳是由技术超前的航空级铝合金材质打造而成。可以这样说,特殊外壳材质的选择成就了V3的成功。[] [] 另外有个别用户反应在使用某些超薄滑盖手机的时候,在接听电话时总能感觉到手机前壳的左右摇动,这就是手机结构设计出了问题,由于手机的壳体太薄,通话时的扬声器振动很容易让手机的机身产生了共振。[] [] 3、H W(H a r d w a r e)硬件设计[] [] 硬件主要设计电路以及天线,而HW是要和MD保持经常性的沟通。[]
手机外壳的主要生产流程
、手机外壳的主要生产流程、关键控制点、异常处理方案 1、手机外壳的生产制造流程图 外壳的注塑成型工艺中,主要有以下主要几大步骤:原料的烘烤-拌色-注塑-修剪、自检-FQC检验-包装-入库等。其中注塑成型过程的控制是关键节点。其流程见下图: 手机塑胶壳经过注塑成型检验合格后、根据客户的需要来决定是否要进行二次工艺(如:常见的喷涂、电镀)等涂装工艺以满足客户对外面的定义需要。而喷涂过程主要有调漆-搅拌-过滤-上治具-清洁-喷涂-下治具-丝印-烘烤-全检-包装等。其中调漆、清洁工序和喷涂是整个涂装过程的关键工序。 其流程见下图:
2、手机壳外壳注塑过程关键控制点:
3、外壳注塑成型常见缺陷解除方案:
4、手机外壳(喷涂件)常规可靠性测试项: 下面是手机外壳(喷涂工艺)最常规的可靠性测试项目。具体根据各手机品牌的可靠性测试规范与特殊要求而定。因为每个品牌厂家的器件测试与整机测试的标准有别,这里不能一一赘述。 因为手机外壳的工厂实在太多,限于篇幅原因不在这里详细的说明了。有很多的工厂生产能力与规模还是可观的,缺乏有效的、整套的产品质量管理的制度与机制。产品质量的波动很大、不是很可靠。这也是需要有理想的厂商需要快速提升与重视的环节。需要重视质量、才能提升企业的管理能力、运营能力与品牌的价值。
四:选择手机外壳合作供应商的一些建议 对集成商、品牌厂商来说。目前的国内厂家对注塑成型及二次处理工艺技术在绝大多数性能上是能实现的。目前最主要是如何确保每批壳料之间的变化最小。所以我们经常看到这批壳体没问题、下次来料又是尺寸超标、颜色不对、可靠性测试不过等等问题的发生。其实这些现象的背后就是反应出这家工厂的制程管控的能力水平。有的注塑工厂经常开始生产时管控很严、把不良品在批量供货时偷偷的放进去;有时候把报废的次料添加在原料了,尤甚者直接把次料抽粒后直接当原料生产这样的猫腻屡见不鲜。笔者建议对前期供应商选择时要重点审查这些内容以初步了解,同时在批量供货时、如对尺寸关键尺寸可以采用CPK来监控、颜色用限度样板来参照、原次料用熔融指数来监督。 同时根据市场、客户需求来选择相应的手机外壳供应商,“一份价格一分货”用在手机外壳这个行业是最恰当不过的了、很多的外壳厂家将手机外壳分为不同等级的、用在不同的客户群中。不同的客户有不同的的生产质量要求和成本核算。所以在选择时一定要综合的评估成本与质量的关系。 同样、在手机外壳产品中,每家壳外壳产厂商都不能承诺质量事故为零。所以在和客户端签定协议时要郑重的思考。随着市场对手机质量要求的提高,在消费端的投诉和客户端的投诉也时有发生。有的客户如果处理不好还要要求赔偿,纠纷也将增加。所以在和中下游供应商的质量协议约束上、也需要谨慎如何规避这类风险。在选择壳外壳应商的时候要从价格,质量,配合度,生产能力,设备,交期,以及供应商的稳定性来综合评定
手机生产测试流程及规范
手机生产测试流程及规范
目录 前言............................................................. 3生产测试流程图...................................................3 SMT..........................................................5贴SN号标签......................................................5软件下载(DownLoad).................................................5 GSM板级校准(BT).................................................6 TD板级校准(3G产品)..................................................10 GSM板级综测(FT).....................................................10 TD板级综测(3G产品)................................................11主板外观检验标准..................................................11整机组装....................................................11整机外观检测(一)....................................................11整机功能检测....................................................11整机耦合测试....................................................12 整机外观检测(二)....................................................13 IMEI号写入....................................................13 IMEI号核对....................................................13整机包装....................................................13 OQC抽检....................................................13
研发手机基本流程及鲜为人知的手机测试项目
手机设计公司是根据不同的手机研发平台来设计不同性能的产品! 手机研发的基本流程是: 用一个较简单的阐释,一般的手机研发公司是需要最基本有六个部门:ID、MD、HW、 SW、PM、Sourcing、QA。 1、ID(Industry Design)工业设计 包括手机的外观、材质、手感、颜色配搭,主要界面的实现与及色彩等方面的设计。 例如摩托罗拉“明”翻盖的半透明,诺基亚7610的圆弧形外观,索爱W550的阳光橙等。这些给用户的特别感受和体验都是属于手机工业设计的范畴,一部手机是否能成为畅销的产 品,手机的工业设计显得特别重要! 2、MD(Mechanical Design)结构设计 手机的前壳、后壳、手机的摄像镜头位置的选择,固定的方式,电池如何连接,手机的厚薄程度。如果是滑盖手机,如何让手机滑上去,怎样实现自动往上弹,SIM卡怎样插和拔的安排,这些都是手机结构设计的范畴。繁琐的部件需要MD的工作人员对材质以及工艺 都非常熟识。 摩托罗拉V3以13.9mm的厚度掀起了手机市场的热潮,V3手机以超薄为卖点,因为它的手机外壳材质选择十分关键,所以V3的外壳是由技术超前的航空级铝合金材质打造而成。 可以这样说,特殊外壳材质的选择成就了V3的成功。 另外有个别用户反应在使用某些超薄滑盖手机的时候,在接听电话时总能感觉到手机前壳的左右摇动,这就是手机结构设计出了问题,由于手机的壳体太薄,通话时的扬声器振动很容 易让手机的机身产生了共振。 3、HW(Hardware) 硬件设计 硬件主要设计电路以及天线,而HW是要和MD保持经常性的沟通。 比如MD要求做薄,于是电路也要薄才行得通。同时HW也会要求MD放置天线的区域比较大,和电池的距离也要足够远,HW还会要求ID在天线附近不要放置有金属配件等等。 可想而知一部内置天线的设计手机,其制造成本是会较一部外置天线设计的手机贵上 20-25%,其主要因素就是天线的设计,物料的要求与及电路的设计和制造成本平均都是要 求较高一些。 通常结构设计师(MD)与工业设计师(ID)都会有争论,MD说ID都是画家,画一些大家做不出来的东西,而ID会说MD笨,不按他们的设计做,所以手机卖得不好。所以,一款新的手机在动手设计前,各个部门都会对ID部门的设计创意进行评审,一个好的ID一定要是一个可以实现的创意,并且客户的体验感觉要很好才行。当年摩托罗拉V70的ID就是一个很好的实现创意例子,后期市场的反应也不错,而西门子的Xelibri的创意虽然也很好,也可实现,但可惜的是最终客户的使用感觉并不好,所以一个真正好的创意,不但要好看, 可实现,而且还要好用。 另外HW也会与ID吵架,ID喜欢用金属装饰,但是金属会影响了天线的设计以及容易产生静电的问题,因此HW会很恼火,ID/MD会开发新材料,才能应付ID的要求。诺基亚8800就是一个好例子,既有金属感,又不影响天线的接收能力。 4、SW(Software)软件设计 相对来说,SW是更容易为大家所理解,由于计算机的普及,让我们最大程度地接触了各种各样的软件,手机操作界面的模式,大家经常看到的手机九官格操作菜单的实现,这都是 SW设计的范畴。 SW 要充分考虑到界面的可操作性,是否人性化,是否美观的因素。SW的测试非常复杂,名目繁多,SW的测试不仅只是在寻找Bug,一致性的测试、兼容性的测试等都是非常重要的项目,在目前“内容为主”的信息时代,软件才是手机的最终幕后支柱,硬件的驱动
手机生产测试流程及检验标准
第一部分:产品外观检验标准陷分类定义 义 量面定义
视检验条件: :日光灯光源。 :眼睛到检查面的距离——30cm。 员视力:裸视或矫正视力在1.0以上,且不可有色盲。 时间:不超过8s。 :被测面与水平面为45°,上下左右转动15°。 上条件下,目测到可见的不良现象为不良项。 验方式和判定标准: 用GB2828.1-2003 一般检查水平Ⅱ。AQL:Critical: 0; Major: 0.65; Minor: 1.5 机装配外观检验标准(D、W、L单位mm)
(划伤、纤维)判定标准 同一台手机的点、线总缺陷允收数:A——2PCS、B——3PCS、C——4PCS 注:1。因装配原因引起的功能/电性能的缺陷,按照功能/电性能检验标准和缺陷定义判断。 2.缝隙的检验方法:使用塞尺在最大缝隙处进行测量(不能用力塞入)为参考。 第二部分:产品功能检验标准
SMT->Board ATE->Assembly and finally test->CFC 这是一个大的生产流程,概括分成了四个部分,CFC本身可能并不属于工厂的生产组装过程,但手机出厂销售前必须通过这一关,在我们的一些测试活动中有时也会提到这一部分,所以在本文中也一并描述了。上面的四个部分中每一个又包含了很多小的步骤,后面会针对每一个部分展开描述。 2.SMT SMT过程我们一般也称为贴片,所谓贴片,就是将一些小的元器件机器焊接到手机主板上的过程。这个过程基本上全部由机器流水线来完成。 SMT Board:刚拿到的板子是光板(BBIC),上面只有一些主要的部件,一般是四块板子(也有六块的)连在一起放入产线起始处,进入下道工序。涂锡:将焊锡涂到板子上需要焊接的地方为下一步工序做好准备。贴元器件:经过涂锡后的板子进入此道工序,产线机器自动会将需要的元器件放到板子上指定的位置处,这里仅仅是放上去,并没有焊接,真正的焊接在高温炉完成。因为需要放很多的元器件,因此这个工作通过几台产线机器来依次完成,图中虚线箭头表示有多个贴元器件的步骤。将所有需要焊接的部件全部放在板子指定位置后,进入下一道工序。高温炉焊接:通过高温,使锡熔化,将部件真正焊接在主板上,通过这个步骤,一块板子上机器焊接的部件就完成了。 Board inspection:产线工人检查完成SMT过程的板子有无问题,有没有没有焊接好的部件。裁板:上面提到板子是四块一联进产线的,焊好之后,这些板子就没有必要再连在一起了,因此还要用专门的机器将板子裁成一块一块的,裁好后,板子送BoardATE。启示:从这个过程我们可以看出,SMT过程的焊接都是由机器完成的,机器焊接和人工焊接从质量和稳定性方面来说还是不一样的,平时我们经常会碰到这样一些情况:因为时间紧张或其它原因,来不及进行一次trialrun, 通过手工修改手机某些部件来进行硬件等的测试,虽然这样的手机在硬件元器件上可能已经同trial run的配置了,但严格的讲,并不能和trialrun相等同,因为手工修改的的一致性和元器件焊接的质量等等都与工厂机器流水线出来的机器可能会存在差异(如音频方面的一些特性),测试人员在平时测试的应该了解到这一点。 3.Board ATE 从SMT出来的板子是没有任何软件的,也没有做过ATE等设置操作,因此有点类似于计算机的“裸机”,只有通过了BoardATE 这道工序,手机才能把程序跑起来,并设置准确的相关ATE参数值。通过这个阶段的操作,5个关键参数被设置进去:RF_TXCONT, RF_IQDAC, BB_IQDAC, RF_OFFSET, RF_SLOPE。Download:将手机的软件下载到手机内部,类似于我们平时使用DC100等工具的download,唯一的区别是工厂使用夹具下载,而不使用DC100等cable。Initial:这个步骤主要写入PSID,号码等信息,供后续步骤使用,这个步骤主要是通过自动ATE来完成,在PC上我们可以看到执行的相关操作如下: EnterTestMode FlashTest EEPRomTest //EPROM测试 WritePSID //写入PSID WritePhoneNumber //写入号码 SRAM_Test Battery_low //测试手机是否可检测到低电压 Battery_stop //测试手机是否可检测到自动关机电压 LED_test SetMask //一站操作完成后都要设置一个标记,后续 //ATE站位会先检查这个标志位 //(CheckMask),只有做 //了前一站的ATE操作,才可以做下一站
手机生产测试流程
手机生产测试流程 机生产测试流程1生产测试流程 1、1前端PCBA生产测试流程 1、2后端组装测试流程2流程详解 2、1前端PCBA生产测试流程 2、1、1 SMT 在板子上涂上锡膏(注意厚度),将SMD器件贴在涂有锡膏的指定位置上,然过经过回流焊(reflow)。 2、1、2 download 通过下载工具将手机软件下载到手机的flash 芯片中。 2、1、3 BT 包括RF测试、power测试、电流测试 1、2、1 RF 是对射频性能的较准,产生一个补偿表。 1、2、2 Power 是对电池参数的补偿,例如 3、7V的测试电压,而手机只测到 3、5V,那么以后使用电池时,电池电压等于测到的电压 +0、2。 1、2、3 电流测试: 电流的大小,关系到功率,关系到手机元器件的使用寿命。 2、1、4 MMI测试把keyboard、voice、US B、FM、BlueTooth等做到夹具上,将PCBA放进夹具一压,测试PCB的MMI 这些功能是否可用。 2、2后端组装测试流程
2、2、1 PCB和器件IQA 组装前对PCB和其它元器件都做来料检验 2、2、2 装speaker、Mic、LC D、铡键等 2、2、3 外观检查检查焊接质量 2、2、4 整机组装组装屏、外壳、天线、键盘、铵钮等。 2、2、5 外观检查检查外观是否完好。 2、2、6 耦合测试测试天线性能是否良好。 2、2、7 功能测试听声音、放音乐等,虽然前面做过MMI测试,但是因为新组装的器件不一定百分百可用,而且PCBA 有可能在MMI测试后续的过程中损坏,再次测试。 2、2、8 写IMEI号 2、2、9 包装 2、2、10 入库
手机外壳的主要生产流程
、手机外壳的主要生产流程、关键控制点、异常处理方案1、手机外壳的生产制造流程图 外壳的注塑成型工艺中,主要有以下主要几大步骤:原料的烘烤-拌色-注塑-修剪、自检-FQC检验-包装-入库等。其中注塑成型过程的控制是关键节点。其流程见下图: 手机塑胶壳经过注塑成型检验合格后、根据客户的需要来决定是否要进行二次工艺(如:常见的喷涂、电镀)等涂装工艺以满足客户对外面的定义需要。而喷涂过程主要有调漆-搅拌-过滤-上治具-清洁-喷涂-下治具-丝印-烘烤-全检-包装等。其中调漆、清洁工序和喷涂是整个涂装过程的关键工序。
其流程见下图: 、手机壳外壳注塑过程关键控制点:2.
:、外壳注塑成型常见缺陷解除方案
3. 4、手机外壳(喷涂件)常规可靠性测试项: 下面是手机外壳(喷涂工艺)最常规的可靠性测试项目。具体根据各手机品牌的可靠性测试规范与特殊要求而定。因为每个品牌厂家的器件测试与整机测试的标准有别,这里不能一一赘述。
因为手机外壳的工厂实在太多,限于篇幅原因不在这里详细的说明了。有很多的工厂生产能力与规模还是可观的,缺乏有效的、整套的产品质量管理的制度与机制。产品质量的波动很大、不是很可靠。这也是需要有理想的厂商需要快速提升与重视的环节。需要重视质量、才能提升企业的管理能力、运营能力与品牌的价值。. 四:选择手机外壳合作供应商的一些建议 对集成商、品牌厂商来说。目前的国内厂家对注塑成型及二次处理工艺技术在绝大多数性能上是能实现的。目前最主要是如何确保每批壳料之间的变化最小。所以我们经常看到这批壳体没问题、下次来料又是尺寸超标、颜色不对、可靠性测试不过等等问题的发生。其实这些现象的背后就是反应出这家工厂的制程管控的能力水平。有的注塑工厂经常开始生产时管控很严、把不良品在批量供货时偷偷的放进去;有时候把报废的次料添加在原料了,尤甚者直接把次料抽粒后直接当原
手机设计到生产全流程
RD. com ?手机设计与制造全过程 转自MOTO手机论坛[] [] 现在的手机已经渐渐脱离了单纯通讯工具的身份,逐渐转变成为一个多媒体和信息的终端设备,未来日常的沟通、娱乐、理财等活动,都是可以透过手机来进行。当大家在每一次看到一部新奇而又拥有高性能、鲜亮的外观设计的手机出现时,各位是否有这样的好奇心,这样的手机到底是怎么设计和制造出来的呢?[] [] 所以今天我们尝试用一个技术的客观角度,来简单描述手机设计部门的构造与及部门与部门之间的关系,最后向大家展示手机由制造到面世前的种种测试,好让大家更进一步了解手机,更加珍惜你的爱机,或许你日后不会轻易的更换它了吧![] [] 一、手机的设计流程[] [] 用一个较简单的阐释,一般的手机设计公司是需要最基本有六个部门:ID、MD、HW、SW、PM、Sourcing、QA。[]
[] 1、ID(IndustryDesign)工业设计[] [] 包括手机的外观、材质、手感、颜色配搭,主要界面的实现与及色彩等方面的设计。[] ] 例如摩托罗拉“明”翻盖的半透明,诺基亚7610的圆弧形外观,索爱W550的阳光橙等。这些给用户的特别感受和体验都是属于手机工业设计的范畴,一部手机是否能成为畅销的产品,手机的工业设计显得特别重要![] [] 2、MD(MechanicalDesign)结构设计[] [] 手机的前壳、后壳、手机的摄像镜头位置的选择,固定的方式,电池如何连接,手机的厚薄程度。如果是滑盖手机,如何让手机滑上去,怎样实现自动往上弹,SIM卡怎样插和拔的安排,这些都是手机结构设计的范畴。繁琐的部件需要MD的工作人员对材质以及工艺都非常熟识。[]
手机生产测试考试题目
手机测试考试题 姓名_________ 工位_________ 班别__________ 得分___________ 一.填空题(每空1 分,共40 分)。 1.中国通讯行业三大运营商分别为、、 . 2.下载手机主板一般使用直流电源电压规定为. V到 V间 3.手机主板测试流程: 4.5S包括: 5.诺基亚手机的原产地是:三星的原产地是摩托罗拉的原产地是 6.电池的容量单位是 .一般电压是 . 7.手机校准的项目: 8.写出中文含义SOP: DL: BT: MMI QC 9.四频手机的四个频段分别为:、、、 . 10.目前W120机型频段选择的是、、平台选择的是 . 11.点检静电手环的目的:、穿好静电衣的目 的、戴好静电帽的目的 . 12.GSM中文意思: . 二.单选题(每题1 分,共10 分)。 1.以下测试顺序,正确的是() A.点屏,下载,校准,看外观,包装 B.下载,校准,看外观,点屏,包装 C.下载,校准,点屏,看外观,包装 2.正常下载时,下载完成后,进度条的颜色是() A.红色 B.蓝色 C.绿色 3.下载点屏工位电源的电压是多少伏()
A.10V B.3.8-4.2V C.5V D.2.8V 4.功能测试项目:Echo Loop 、Vibrator两项各对应的功能为( ) A.回声、电压 B.回声、震动 C.震动、电压 5.没校准的板在点屏时看到的标示是() A.01 B.是 C.无显示 D.否 6.一台治具连续出现三台坏机应该() A.自己进行修改程序 B.标识坏机放在不良区 C.继续操作继续标识不良 D.上报带班组长或通知工程维修 7.校准平台版本为(最新版本)() A.V1.00.07 B.V1.00.08 C.V1.00.09 D.V1.00.10 8.下载平台的版本为() A.V5.00.01 B.V5.00.02 C.V5.00.03 D.V5.00.04 09.当下载完后,我们在条码的哪个位置写自己的代码() A.DL B. BT C.MMI D.QC 10.我们公司测试报表多长时间填一次() A.一个小时 B.两个小时 C.半个小时 三.多选题(每题2 分,共20 分) 01.测试段校准的仪器有:() A .AG8960 B . CMD55 C.CMU200 D.AG8910 02.GSM双频手机两个频段是指:() A. DCS1800 B. GSM900 C. PCS1900 D.GSM850 03.以下功能测试位可以测到的项目有() A.没校准 B.震动 C.回声 D.校准不良 04.下列常见格式中,手机常用的格式是( )
手机3D玻璃生产全过程解析(从工艺、设备、加工)
从工艺、设备、加工,看手机3D玻璃生产全过程! 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 目前的玻璃盖板分为2D玻璃、2.5D玻璃和3D玻璃。 1、2D玻璃: 就是普通的纯平面玻璃,没有任何弧形设计。以前的手机屏幕玻璃基本都是平的,玻璃上所有的点都处在同一平面上,这种手机屏幕的玻璃统称为2D屏幕玻璃。 2、2.5D玻璃: 2.5D玻璃中间是平面的,但边缘有一定的弧形设计,相对于2D玻璃,也就是在平面玻璃的基础上对边缘进行了弧度处理。 3、3D玻璃: 3D玻璃在中间部位或者边缘都采用了弧形设计。3D玻璃形成的弧度号称能够更加贴合手掌,为打字等功能带来良好手感,3D曲面显示可以增加可视面积,更符合人类视网膜的弧度,也为观影和游戏带来更好的视觉体验。
不过从更长的时间尺度上来讲,传统玻璃材质毕竟限制了OLED屏幕全柔性的发挥,3D玻璃也可能只是未来一段时间的过渡。 OLED柔性显示屏开始采用的是塑料基本,借助薄膜封装技术,在面板背面粘贴保护膜,让面板变得可弯曲和不易折断。 但相比玻璃基板,由于塑料基板开口率和透光率方面有着一定的缺陷,不能满足高级显示设备的性能要求。 而3D玻璃配合柔性AMOLED应用,面板盖板玻璃可以作为3D形状。 这些玻璃是这样生产出来的: 2.5D玻璃加工工艺
3D玻璃加工工艺 目前3D玻璃生产的工艺主要有:开料、CNC、研磨抛光、烘烤、镀膜、热弯等,其中热弯工艺是为关键,制约着良品率的高低。 目前国内用于生产3D曲面玻璃的热弯机主要以进口韩国设备为主,价格在120-180万,月产能在1.5万片左右。 4、3D玻璃工艺流程简述: 开料开孔 将玻璃片材放置在三轴开料机台面,粗砂轮刀开外形,开摄像头孔。切断面较粗糙,同时单边留0.1mm余量。 CNC雕刻 利用精度高的先进设备进行外形、特殊要求的精加工。 超声波清洗 利用全自动超声波对产品进行清洗,增加产品的清洁度。磨边即侧面精磨。细砂轮对外形及摄像头孔精加工,加工精度可达0.01mm,并将切断面细化。 超声波清洗 利用全自动超声波对产品进行清洗,增加产品的清洁度。 玻璃热弯 平板玻璃加热软化在模具中成型,再经过退火制成的曲面玻璃。根据炉体的大小和所需烧制
手机生产测试流程及检验标准
第一部分:产品外观检验标准 1.缺陷分类定义 1.1 严重缺陷( Critical ,代号 C)对人身安全造成伤害或存在有安全隐患; 1.2 主要缺陷( Major ,代号 M )影响手机使用 /性能的缺陷或手机装配产生的严重缺陷或严重影响手机外观的缺陷; 1.3 次要缺陷( minor ,代号 m)影响手机外观的缺陷; 对使用者造成伤害或有严重缺陷( C) 安全隐患的缺陷 功能 主要缺陷( M ) 包装 其它 不影响正常使用的缺陷 影响手机及附件外观 的 次要缺陷( m)缺陷 影响手机包装外观的 缺 陷 2、定义如充电器漏电,电池漏液,充电器/电池打火冒烟等。 影响正常使用的缺陷:如不能开/关机、不能登录网络、不认SIM 卡、不通话、不充电、无发/受话、声音过小、回声、掉电、掉线、收/发短信异常等 1)少配件、说明书、保修卡等 2)装错手机、配件。 3)漏或者用错标贴。 严重超出标准的外观的缺陷 无lens 保护膜,无包装袋,颜色标贴漏、错,合格证漏 盖单。如键盘表面凹凸不平、划伤、皱纹、手机标贴不规 范等。 说明书、保修卡、包装彩盒脏 /破 /皱;不会产生歧意的异标识。 三级划伤轻划痕,不反光时难看出,在某一固定角度才能看得划痕。二级划伤轻度硬器划伤,不转换角度都能看见且轻微的划痕。 一级划伤重硬器划伤,不转换角度都能看见且较严重的划痕。
1 / 11
色点异常颜色点,测量时以其最大直径为其尺寸。 断差各部件组装后的台阶。 缝大各部件组装后产生的缝隙。 杂质喷漆时有异物而形成的点或线。 抬高装饰圈, LENS 等装配后的高度超过标准 掉漆表面涂层的脱落。 气泡由于原料在成型前未充分干燥,水分在高温的树脂中气化而形成气泡。流纹产品表面上以浇口为中心而呈现出的年轮条纹。 熔接线塑料熔体在型腔中流动时,遇到阻碍物(如型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,于是在塑料件的表 面形成了一条明显的线,叫做熔接 线。 色薄在图文印刷时出现的颜色偏淡的现象。 飞边由于注塑或模具的原因,在塑料件周围多出的塑料废边。 色差塑料件表面呈现出与标准样品(客户承认样品)不同的颜色。色差有强、弱之分。 3、测量面定义 A 测量面:正常使用时第一眼可看到的表面。如LCD 和镜片、手机的正面、手机打开后的翻盖面和键盘面。 B 测量面:不在直视范围。如手机的顶面、底面、左侧面、右侧面、背面、充电器的表面。 C 测量面:正常使用时看不到的面。如取出电池后出现的手机底壳面和电池面。 4、目视检验条件: 光源:日光灯光源。 距离:眼睛到检查面的距离——30cm。 检验员视力:裸视或矫正视力在 1.0 以上 ,且不可有色盲。 检查时间:不超过8s。 位置:被测面与水平面为45°,上下左右转动15°。
手机生产及测试流程
J240 手机生产测试流程 1 生产测试流程 1.1 前端PCBA生产测试流程 1.2 后端组装测试流程 2 流程详解 2.1 前端PCBA生产测试流程 2.1.1 SMT 在板子上涂上锡膏(注意厚度),将SMD器件贴在涂有锡膏的指定位置上,然过经过回流焊(reflow)。 2.1.2 download 通过下载工具将手机软件下载到手机的flash 芯片中。 2.1.3 BT 包括RF测试、power测试、电流测试 1.2.1 RF 是对射频性能的较准,产生一个补偿表。 1.2.2 Power 是对电池参数的补偿,例如3.7V的测试电压,而手机只测到3.5V,那么以后使用电池时,电池 电压等于测到的电压+0.2。 1.2.3 电流测试: 电流的大小,关系到功率,关系到手机元器件的使用寿命。 2.1.4 MMI测试 把keyboard、voice、USB、FM、BlueTooth等做到夹具上,将PCBA放进夹具一压,测试PCB的MMI 这些功能是否可用。 2.2 后端组装测试流程 2.2.1 PCB和器件IQA 组装前对PCB和其它元器件都做来料检验 2.2.2 装speaker、Mic、LCD、铡键等 2.2.3 外观检查 检查焊接质量 2.2.4 整机组装 组装屏、外壳、天线、键盘、铵钮等。 2.2.5 外观检查 检查外观是否完好。 2.2.6 耦合测试 测试天线性能是否良好。 2.2.7 功能测试 听声音、放音乐等,虽然前面做过MMI测试,但是因为新组装的器件不一定百分百可用,而且PCBA 有可能在MMI测试后续的过程中损坏,再次测试。
2.2.8 写IMEI号2.2.9 包装 入库
手机研发流程介绍
手机研发流程介绍 手机设计公司是根据不同的手机研发平台来设计不同性能的产品! 手机研发的基本流程是: 用一个较简单的阐释,一般的手机研发公司是需要最基本有六个部门:ID、MD、HW、S W、PM、Sourcing、QA。 1、ID(Industry Design)工业设计 包括手机的外观、材质、手感、颜色配搭,主要界面的实现与及色彩等方面的设计。 例如摩托罗拉“明”翻盖的半透明,诺基亚7610的圆弧形外观,索爱W550的阳光橙等。这些给用户的特别感受和体验都是属于手机工业设计的范畴,一部手机是否能成为畅销的产品,手机的工业设计显得特别重要! 2、MD(Mechanical Design)结构设计 手机的前壳、后壳、手机的摄像镜头位置的选择,固定的方式,电池如何连接,手机的厚薄程度。如果是滑盖手机,如何让手机滑上去,怎样实现自动往上弹,SIM卡怎样插和拔的安排,这些都是手机结构设计的范畴。繁琐的部件需要MD的工作人员对材质以及工艺都非常熟识。 摩托罗拉V3以 13.9mm的厚度掀起了手机市场的热潮,V3手机以超薄为卖点,因为它的手机外壳材质选择十分关键,所以V3的外壳是由技术超前的航空级铝合金材质打造而成。可以这样说,特殊外壳材质的选择成就了V3的成功。 另外有个别用户反应在使用某些超薄滑盖手机的时候,在接听电话时总能感觉到手机前壳的左右摇动,这就是手机结构设计出了问题,由于手机的壳体太薄,通话时的扬声器振动很容易让手机的机身产生了共振。 3、HW(Hardware) 硬件设计 硬件主要设计电路以及天线,而HW是要和MD保持经常性的沟通。 比如MD要求做薄,于是电路也要薄才行得通。同时HW也会要求MD放置天线的区域比较大,和电池的距离也要足够远,HW还会要求ID在天线附近不要放置有金属配件等等。可想而知一部内置天线的设计手机,其制造成本是会较一部外置天线设计的手机贵上20-25%,其主要因素就是天线的设计,物料的要求与及电路的设计和制造成本平均都是要求较高一些。 通常结构设计师(MD)与工业设计师(ID)都会有争论,MD说ID都是画家,画一些大家做不出来的东西,而ID会说MD笨,不按他们的设计做,所以手机卖得不好。所以,一款新的手机在动手设计前,各个部门都会对ID部门的设计创意进行评审,一个好的ID一定要是一个可以实现的创意,并且客户的体验感觉要很好才行。当年摩托罗拉V70的ID就是一个很好的实现创意例子,后期市场的反应也不错,而西门子的Xelibri的创意虽然也很好,也可实现,但可惜的是最终客户的使用感觉并不好,所以一个真正好的创意,不但要好看,可实现,而且还要好用。 另外HW也会与ID吵架,ID喜欢用金属装饰,但是金属会影响了天线的设计以及容易产生静电的问题,因此HW会很恼火,ID/MD会开发新材料,才能应付ID的要求。诺基亚8 800就是一个好例子,既有金属感,又不影响天线的接收能力。