固定轴曲面轮廓铣的加工几何体及驱动方式
固定轴曲面轮廓铣的加工几何体
1、部件几何体
部件几何体用于和“驱动几何体”(通常是边界)结合起来使用,共同定义“切削区域”可以用“体”(片体或实体)、“平面体”“曲线区域”或“面”来指定部件几何体。
2、检查几何体
用于定义刀轨不能干涉的几何体,如加工壁、岛、夹具等。
3、切削区域几何体
切削区域几何体适用于“区域驱动方式”和“自动清根驱动方式”,用于指定切削
總
加工的范围,若没有指定切削区域几何体,系统将会以整个部件几何体的表面作为切削区域几何体。
4、修剪边界几何体
修剪几何体可进一步约束切削区域。在“区域铣削”和“淸根”驱动方式中,可使用修剪边界几何体。
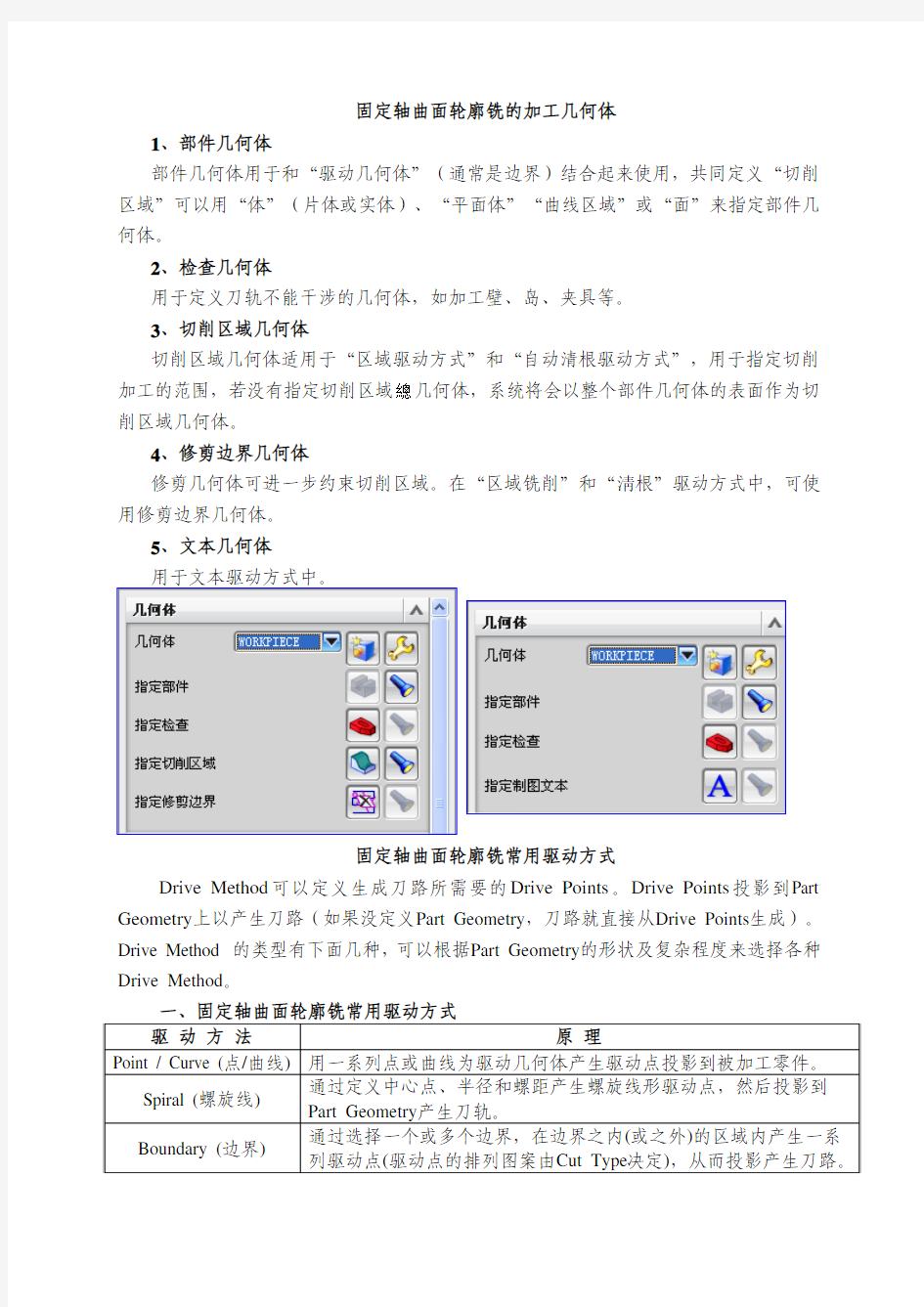
5、文本几何体
用于文本驱动方式中。
固定轴曲面轮廓铣常用驱动方式
Drive Method可以定义生成刀路所需要的Drive Points。Drive Points投影到Part Geometry上以产生刀路(如果没定义Part Geometry,刀路就直接从Drive Points生成)。Drive Method 的类型有下面几种,可以根据Part Geometry的形状及复杂程度来选择各种Drive Method。
一、固定轴曲面轮廓铣常用驱动方式
驱动方法原理
Point / Curve (点/曲线)用一系列点或曲线为驱动几何体产生驱动点投影到被加工零件。
Spiral (螺旋线)通过定义中心点、半径和螺距产生螺旋线形驱动点,然后投影到Part Geometry产生刀轨。
Boundary (边界)通过选择一个或多个边界,在边界之内(或之外)的区域内产生一系列驱动点(驱动点的排列图案由Cut Type决定),从而投影产生刀路。
Area Milling(区域铣) 通过选择要加工的切削面(Cut Area),以Cut Area的外边为Boundary 产生驱动点。(利用此驱动方法,可以很安全地将Cut Area切削,又不会对Part Geometry上的非Cut Area曲面造成过切。)
Surface Area(曲面) 通过选择一系列曲面,以这些曲面的UV参数线产生驱动点。
Tool Path(刀轨) 以已存在的刀具轨迹为驱动,沿着ToolPath产生驱动点。Streamline(流线)通过选择流曲线和交叉曲线来形成驱动点,从而投影产生刀路。Radial Cut(径向切削)沿着所选的边界产生垂直于边界的往复射线(径向)来形成驱动点。
Follow Cut(清根) 根据上一把刀具加工的余量,沿着零件曲面的凹角产生驱动点,将其进行清根
Text(制图文本)通过选择制图文本产生一系列驱动点,投射到曲面进行文字的雕刻。
二、常用驱动方式应用举例
1、点或曲线驱动
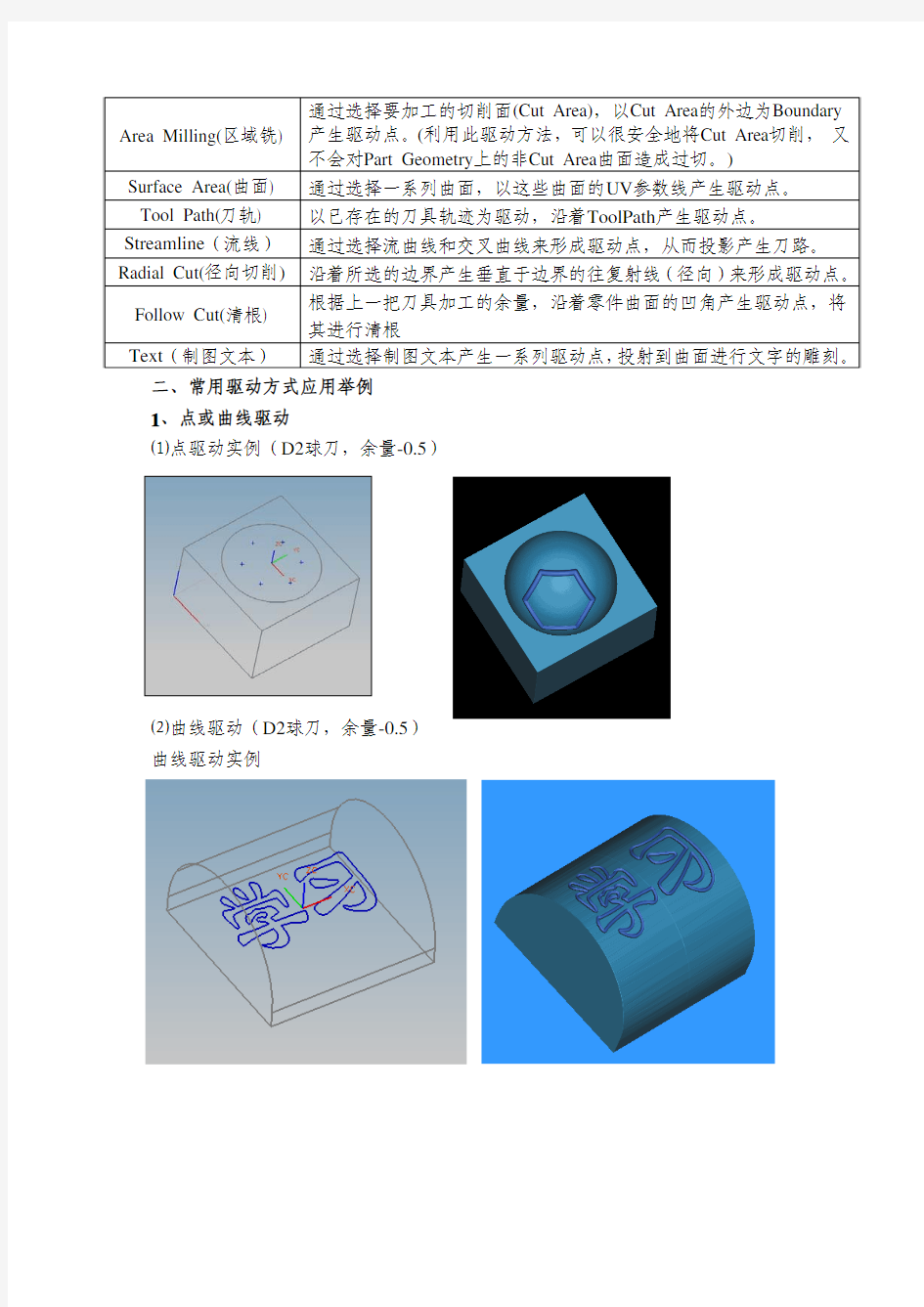
⑴点驱动实例(D2球刀,余量-0.5)
⑵曲线驱动(D2球刀,余量-0.5)
曲线驱动实例
螺旋式驱动实例
3、边界驱动
边界驱动实例(D10R0立铣刀)
刀具:D6R0.2
方法:FINISH
程序:PROGRAM
几何体:WORKPIECE 驱动方式:区域驱动区域选择:图示。
生成刀具轨迹,图示。
5、曲面驱动
曲面驱动实例:
刀具:D8球刀
方法:FINISH
程序:PROGRAM
几何体:WORKPIECE
驱动方式:曲面驱动
偏置曲面,距离20mm
曲面百分比方式
生成的刀具轨迹,图示。
6、流线驱动
7、刀轨驱动
刀轨驱动是用沿着“切削位置源文件”(CLSF)的“刀轨”来定为“驱动点”以在当前操作中创建一个类似的“曲面轮廓铣刀轨”。“驱动点”沿着现有的“刀轨”生成,然后投影到所选的“工件表面”上创建新的刀轨,新的刀轨沿着曲面轮廓形成的。
刀轨驱动实例
面铣
刀具:D8R1
方法:FINISH
程序:PROGRAM
几何体:WORKPIECE
生成刀轨文件
操作:刀具:D8R1
⑴粗加工
CAVITY_MILL(每刀1mm)
⑵半精加工
REST_MILLING(每刀0.5mm)
⑶精加工
FIXED_CONTOUR(选用刀轨文件)
8、径向切削
刀具:D6球刀
方法:FINISH
程序:PROGRAM
几何体:WORKPIECE
边界:开放的
9、清根切削
⑴粗加工
CAVITY_MILL(每刀2mm)
⑵半精加工
REST_MILLING(每刀1mm)
⑶精加工
FIXED_CONTOUR(选用区域驱动) ⑷清根
FIXED_CONTOUR(选用清根驱动)
10、轮廓制图文本
(字符大小15)
刀具:D2
方法:FINISH
程序:PROGRAM
几何体:WORKPIECE
文本深度:0.5mm
作业:
1、固定轴曲面轮廓铣常用驱动方式?
2、什么是区域驱动方式?有什么特点?
第七章固定轮廓铣【FixedContour】(二).
第七章固定轮廓铣【Fixed Contour】(二) 【简述】 本章节重点介绍固定轴其他的驱动方法操作及参数功能的使用,增强用户对固定轴加工的了解,使用户能够用固定轴轮廓加工操作编写任意形状零件的NC程序。 1. 固定轴曲线/点驱动 【曲线/点】驱动方法允许用户通过指定点或曲线来定义驱动几何体,并由此产生相应驱动点。它将使得系统产生跟随驱动曲线或点所定义的驱动路径的刀轨,因此在实际应用中,可应用【曲线/点】驱动方法来实现筋槽或字体的加工。【曲线/点】驱动方法如图7-1所示。 图7-1 曲线/点驱动方法 下面将用例子来讲解曲线/点驱动的应用,所有操作步骤如下列所示: ⑴.打开文件(curve point_drive.prt),并进入到加工模块,由于此模型定义过加工参数,所以不需要 初始化。如图7-2所示。
图7-2 curve point_drive.prt ⑵.创建固定轴曲线/点驱动操作,操作的步骤如流程图7-3所示。 图7-3 曲线/点驱动操作 ⑶.定义“曲线/点”驱动几何。在【固定轴轮廓】操作对话框里,将驱动方法设置为〖曲线/点〗,点 击编辑图标,进入【曲线/点驱动方法】对话框,在操作界面里选取曲线作为驱动几何,确定
完成后生成刀轨。多段曲线选择的区别,如图7-4所示。 图7-4驱动曲线选择的区别 ⑷.按模型所示的曲线作为驱动几何加工,投影到部件几何体表面所得的刀轨,如图7-5所示。其他 相同的参数在此不再重述。
图7-5 曲线/点驱动刀轨 2. 固定轴螺旋驱动 ⑴.螺旋驱动使得系统产生从指定的中心位置向外螺旋的驱动点,螺旋驱动方法如图7-6所示。驱动 点位于垂直于投影矢量方向的平面内,然后按投影矢量方向投影到加工面上,从而产生螺旋的刀轨,如图7-7所示。 图7-6 螺旋驱动
固定轮廓铣
固定轮廓铣【Fixed Contour】 【简述】本章节重点讲述固定轴铣区域铣削驱动操作的参数功能,掌握固定轴加工的原理,对于复杂的曲面加工奠定基础;让学者往能够使用固定轴轮廓加工操作编写任意工件的程序。在固定轴轮廓加工中,先由驱动几何体产生驱动点,并按投影方向投影到部件几何体上,得到投影点,刀具在该点处与部件几何体接触点,然后系统根据接触点位置的表面曲率半径、刀具半径等因素,计算得到刀具定位点,如图6-1所示。最后后,当刀具在部件几何体表面从一个接触点移动到下一个接触点,如此重复,就形成了刀轨,这就是固定轴铣刀轨产生的原理。固定轴区域铣削适用于加工平坦的曲面操作,常用于复杂曲面的半精加工与精加工。 图6-1 固定轴加工的刀轨驱动原理 固定轴轮廓区域功能选项的介绍 在插入工具条里,点击创建操作图标,并进入到【创建操作】对话框,设置〖类型〗为“mill_contour”,在操作子类型里选择【轮廓区域】操作图标,点击【确定】便可创建【轮廓区域】操作,如图6-2所示。下面针对固定轴轮廓区域操作,还讲述在固定轴轮廓铣里专有的参数选项。
图6-2 固定轴轮廓区域操作 驱动方法 在固定轴轮廓铣有多种驱动方法,应用于不同类型的加工,驱动如:曲线/点、螺旋式、边界、区域铣削、曲面、流线、刀轨、径向切削、清根和文本等10种驱动方法。在本章编写中,主要讲解“区域铣削”、“曲线/点”与“清根”驱动,其他驱动作为一般的介绍。各驱动如图6-3所示。每个驱动在创建操作的时候,操作子类型里也有相应驱动选项。 图6-3 固定轴驱动方法 此操作在创建的时候选项了操作子类型为“区域铣削”,固操作里驱动方法所显示的也是“区域铣削”驱动。每种驱动都有不同的参数选项,如需要编辑驱动参数的时候,可以点击驱动方法旁边的编辑图标。相对“区域铣削”驱动的参数
第六章 固定轮廓铣【Fixed Contour】(一)
第六章固定轮廓铣【Fixed Contour】(一) 【简述】 本章节重点讲述固定轴铣区域铣削驱动操作的参数功能,掌握固定轴加工的原理,对于复杂的曲面加工奠定基础;让学者往能够使用固定轴轮廓加工操作编写任意工件的程序。在固定轴轮廓加工中,先由驱动几何体产生驱动点,并按投影方向投影到部件几何体上,得到投影点,刀具在该点处与部件几何体接触点,然后系统根据接触点位置的表面曲率半径、刀具半径等因素,计算得到刀具定位点,如图6-1所示。最后后,当刀具在部件几何体表面从一个接触点移动到下一个接触点,如此重复,就形成了刀轨,这就是固定轴铣刀轨产生的原理。固定轴区域铣削适用于加工平坦的曲面操作,常用于复杂曲面的半精加工与精加工。 图6-1 固定轴加工的刀轨驱动原理 一. 固定轴轮廓区域功能选项的介绍 在插入工具条里,点击创建操作图标,并进入到【创建操作】对话框,设置〖类型〗为“mill_contour”, 在操作子类型里选择【轮廓区域】操作图标,点击【确定】便可创建【轮廓区域】操作,如图6-2所示。下面针对固定轴轮廓区域操作,还讲述在固定轴轮廓铣里专有的参数选项。
图6-2 固定轴轮廓区域操作 1.驱动方法 在固定轴轮廓铣有多种驱动方法,应用于不同类型的加工,驱动如:曲线/点、螺旋式、边界、区域铣削、曲面、流线、刀轨、径向切削、清根和文本等10种驱动方法。在本章编写中,主要讲解“区域铣削”、“曲线/点”与“清根”驱动,其他驱动作为一般的介绍。各驱动如图6-3所示。每个驱动在创建操作的时候,操作子类型里也有相应驱动选项。 图6-3 固定轴驱动方法 此操作在创建的时候选项了操作子类型为“区域铣削”,固操作里驱动方法所显示的也是“区域铣削”驱动。每种驱动都有不同的参数选项,如需要编辑驱动参数的时候,可以点击驱动方法旁边的编辑图标。相对“区域铣削”驱动的参数编辑,点击编辑图标,弹出【区域铣削驱动方法】对话框,如图6-4所示。
型腔铣和等高轮廓铣
4.1 型腔铣概述 4.1.1型腔铣和平面铣的比较 平面铣和型腔铣操作都是在水平切削层上创建的刀位轨迹,用来去除工件上的材料余量。 1.相同点 这两种的相同点 (1)而者的刀具轴都垂直于切削层平面。 (2)刀具路径的所用切削方法相同,都包含切削合乎轮廓的铣削(注:型腔铣中没有标准驱动铣)。 (3)切削区域的开始点控制选项以及进刀/退刀选项相同。可以定义每层的切削区域开始点。提供多种方式的进刀/退刀功能。 (4)其他参数选项,如切削参数选项、拐角控制选项、避让几何体选项等基本相同。 2.不同点 这两种操作的不同点: (1)平面铣用边界定义零件材料。边界是一种几何实体,可用曲线/边界、面(平面的边界)、点定义临时边界以及选用永久边界。而型腔铣可用任何几何体以及曲面区域和小面模型来定义零件材料。 (2)切削层深度的定义二者不相同。平面铣通过所指定的边界和底面的高度差来定义总的切削深度,并且有5种方式定义切削深度;而型腔铣通过毛坯几何体和零件几何体来定义切削深度,通过切削层选项可以定义最多10个不同切削深度的切削区间。 4.1.2型腔铣的适用范围 在很多情况下,特别是粗加工,型腔铣可以替代平面铣。而对于模具的型腔或型芯以及其他带有复杂曲面的零件的粗加工,多选用岛屿的顶平面和槽腔底平面之间为切削层,在每一个切削层上,根据切削层平面与毛坯和零件几何体的交线来定义切削范围。因此,型腔铣在数控加工应用中最为广泛,可用于大部分的粗加工以及直壁或者斜度不大的侧壁的精加工;通过限定高度值,只作一层切削,型腔铣也可用于平面的精加工,以及清角加工等。型腔铣加工在数控加工应用中要占到超过一半的比例。 型腔铣用于加工非直壁的、并且岛屿的顶面和槽腔的底面为平面或曲面的零件,在许多情况下,特别是粗加工,型腔铣可以代替平面铣。型腔铣在数控加工应用中最为广泛,可用于大部分粗加工以及直壁或者斜度不大的侧壁的精加工;通过限定高度值,只作一层,型腔铣也可用于平面的精加工以及清角加工等。 4.1.3型腔铣的特点 型腔铣操作与平面铣一样是在与XY平面平行的切削层上创建刀位轨迹,其操作有以下特点: ●刀轨为层状,切削层垂直于刀具轴,一层一层的切削,如图4-1所示,即在加工过 程中机床两轴联动。 ●采用边界、面、曲线或实体定义刀具切削运动区域(即定义部件几何体和毛坯几何 体),但是实际应用中大多数采用实体。 ●切削效率高,但会在零件表面上留下层状余料,如图4-2所示,因此型腔铣主要用
CAM-固定轴轮廓铣—驱动方法练习
6.1.1.1 曲线与点驱动方法练习 用固定轴铣中的曲线与点驱动方法,在零件曲表面上雕刻图案。 第1步;打开文件。 ?在NX中打开本书所附光盘chapt06_part\srf目录下Srf_Curve_Engrave_0 零件,选择加工应用,进入加工应用环境。 图6-21 固定轴轮廓铣操作对话框 第2步;编辑操作。 ?将操作导航工具切换到程序顺序视图,并将鼠标定位在Engrave节点上双击 左键,弹出如图6-21所示的【固定轴铣】操作对话框。 ?在【固定轴铣】操作对话框中,从【驱动方法】下拉列表框中选择【曲线/ 点】选项,弹出如图6-22所示的【曲线与点驱动方法】对话框。在该对话框 中,从【切削步长】下拉列表框中选择【公差】选项,并在【公差】文本框 中输入0.005.再从【投射矢量】下拉列表框中选择【刀轴】选项。 ?在【曲线与点驱动方法】对话框中,单击驱动几何体下的【选择】选项,弹 出如图6-17所示的【曲线与点选择】对话框。在该对话框中打开【局部抬刀 直至结束】的选项。然后在图形窗口,按如图6-23所示标记位置顺序选择曲 线1、2、3、4、5。
? 在【曲线与点选择】对话框中.关闭【局部抬刀直至结束】选项,然后在图 形窗口,按如图6-23所示标记位置、顺序选择曲线6、7、8、9。并单击【确定】,直到返回到固定轴铣操作对话框。 图6-22 曲线/点驱动方法对话框 图6-22 曲线选择顺序 第3步;刀轨生成和模拟。 ? 在固定轴铣操作对话框底部,选择刀具路径产生图标,并在弹出的对话框中 单击【确定】,则显示如图6-23所示刀具路径。若再选择验证刀具路径图标,来模拟刀具切削运动。 ? 【文件】→【关闭所有文件】。 图6-23 刀轨结果 1 2 3 4 5 6 7 8 9
第七章 固定轮廓铣Fixed Contour二
第七章固定轮廓铣【Fixed Contour】(二)【简述】 本章节重点介绍固定轴其他的驱动方法操作及参数功能的使用,增强用户对固定轴加工的了解,使用户能够用固定轴轮廓加工操作编写任意形状零件的NC程序。 1. 固定轴曲线/点驱动 【曲线/点】驱动方法允许用户通过指定点或曲线来定义驱动几何体,并由此产生相应驱动点。它将使得系统产生跟随驱动曲线或点所定义的驱动路径的刀轨,因此在实际应用中,可应用【曲线/点】驱动方法来实现筋槽或字体的加工。【曲线/点】驱动方法如图7-1所示。 图7-1 曲线/点驱动方法 下面将用例子来讲解曲线/点驱动的应用,所有操作步骤如下列所示: ⑴.打开文件(curve point_drive.prt),并进入到加工模块,由于此模型定义过加工参数,所以不需要初始化。如图7-2所示。
1 7-2 curve point_drive.prt 图所示。7-3⑵.创建固定轴曲线/点驱动操作,操作的步骤如流程图 /曲线点驱动操作图7-3
,点点〗/⑶.定义“曲线点”驱动几何。在【固定轴轮廓】操作对话框里,将驱动方法设置为〖曲线/,进入【曲线/击编辑图标点驱动方法】对话框,在操作界面里选取曲线作为驱动 几何,确定 2 完成后生成刀轨。多段曲线选择的区别,如图7-4所示。 图7-4驱动曲线选择的区别 ⑷.按模型所示的曲线作为驱动几何加工,投影到部件几何体表面所得的刀轨,如图7-5所示。其他相同的参数在此不再重述。
3 点驱动刀轨7-5 图曲线/固定轴螺旋驱动2. 所示。驱动⑴.螺旋驱动使得系统产生从指定的中心位置向外螺旋的驱动点,螺旋驱动方法如图7-6点位于垂直于投影矢量方向的平面内,然后按投影矢量方向投影到加工面上,从而产生螺旋 的刀所示。轨,如图7-7 螺旋驱动图7-6
05UGCAM教材模块五--固定轴曲面轮廓铣-区域铣削
模块五 固定轴曲面轮廓铣创建 一、学习目标 学习本项目后,掌握UG 软件加工模块Fixed_Contour (固定轴曲面轮廓铣)加工操作,利用区域铣削驱动完成小型腔曲面的半精加工,并合理定义各加工参数。 1、掌握固定轴曲面轮廓铣的特点 2、掌握刀轴与投影的概念 3、掌握区域铣削驱动的创建 4、掌握区域铣削的特点 5、掌握定向陡峭区域的概念 6、掌握主要切削参数的定义 二、工作任务 1、创建区域铣削驱动 2、定义主要切削参数 三、相关实践知识 在实践操作中,利用区域铣削驱动完成小型腔曲面的半精加工,定义各项内容如表7-5-1所示。 表7-5-1 加工程序五:小型腔曲面的半精加工 程序名 AREA_MILLING01 定 义 项 参 数 作 用 程序组 NC_PROGRAM 指定程序归属组 使用几何体 MILL_GEOM001 指定MCS 、加工部件、毛坯 使用刀具 MILL_D10R5 指定直径10的球刀 使用方法 MILL_SEMI_FINISH 指定加工过程余量 驱动方式 区域铣削 定义切削范围 切削区域 小型腔底面 定义加工范围 裁剪 未定义 约束加工范围 图样 “跟随周边” 确定刀具切削方式 加 工 操 作 步进 恒定的,数值0.1 确定刀具切削横跨距离
切削部件余量0.1 指定加工过程保留余量转速S=2600rpm 确定刀轴转速 进给率进刀速度F=400 第一刀速度F=400 步进速度F=800 切削速度F=1000 横越速度F=1200 退刀速度F=2000 定义加工中各过程速度 (数值仅作参考,具体加工根据机 床功率、部件材料、刀具类型及材 料来指定。) 其他按默认值 固定轴曲面轮廓铣加工的创建步骤如下: 1、进入固定轴曲面轮廓铣加工 选择“加工生成”工具条中“创建加工操作”命令,在类型中选择“mill_contour”。 子类型中选择第五项“Fixed_Contour”(固定轴曲面轮廓铣)。 “程序”选项里按默认;“使用几何体”选择“MILL_GEOM001”;“使用刀具”选择“MILL_D10R5”;“使用方法”选择“MILL_SEMI_FINISH”;名称命名为“AREA_MILLING01”。确认后进入建立固定轴曲面轮廓铣对话框。如图7-5-1所示。 图7-5-1 固定轴曲面轮廓铣对话框
固定轴轮廓铣(使用手工驱动曲面选择创建流线操作)
流线驱动方法根据选中的几何体来构建隐式驱动曲面。流线使您可以灵活地创建刀轨。规则面栅格无需进行整齐排列。 流线示例:较大的面由许多较小的不规则的面包围 刀轨在圆角处封闭。 流线和曲面区域驱动方法之间的差异包括:
可变流线 可变流线支持所有在可变轴曲面轮廓铣中可用的刀轴选项。 自动驱动曲面创建 对于更简单的加工,选择切削区域并将选择方法设置为自动。软件: ? 根据“切削区域”边界边缘生成流曲线集和交叉曲线集。 ? 消除孔和小的内部修剪区域。 ? 填充流曲线集和交叉曲线集内的小缝隙并光顺其中的小纽结。 如果切削区域几何体是从若干个不相连的区域选择的,则系统会标识并处理具有最长周边的单一连续区域。所有其他区域均被忽略。 如果切削区域几何体是从不同体选择的,则自动将它们看作是不相连的。 您可以使用指定手工定义具有缝隙的曲线集或从多个体选择曲线。 请参见带缝隙的曲线集选择提示了解更多信息。 手工驱动曲面创建 要更精确地控制刀轨,将选择方法设置为指定并手工定义驱动曲面的选择曲线。系统填充流曲线集和交叉曲线集内的小缝隙并光顺其中的小纽结。 您通过选择流 (A) 和可选的交叉 (B) 曲线为流线驱动方法定义驱动曲面。选择面边缘、线框曲线或点来创建任意数目的流曲线和交叉曲线组合。如果您未选择交叉曲线,则软件使用线性段 (C) 将流曲线的末端连接起来。
使用手工驱动曲面创建: ?如果您指定切削区域,它将起到空间范围的作用。 ?您可以仅根据线框加工。不必选择部件几何体。 ?如果选择部件几何体,线框曲线会(沿指定的投影矢量)投影到部件几何体上。 刀轨生成 默认情况下,刀轨先在第一条交叉曲线上开始,并沿流曲线移刀直到抵达最后一条交叉曲线,然后添加步距并进行下一次移动。您可以使用指定切削方向矢量将刀轨方向更改为所需的方向。 位于何处? 单击加工创建工具栏上的创建操作。 在创建操作对话框中: ?要创建固定轴操作,请从类型列表中选择mill_contour,并从操作子类型组中选择 STREAMLINE。 ?要创建可变轴操作,请从类型列表中选择mill_multi-axis,并从操作子类型组中选择 VARIABLE_STREAMLINE。 手工创建
UG轮廓铣加工
第4单元固定轴轮廓铣加工 固定轴轮廓铣加工是指在轮廓铣加工模板所提供的环境下,创建固定轴轮廓、轮廓曲面、曲面区域、等高轮廓曲面、曲面清根等铣加工操作。固定轴轮廓铣沿曲面轮廓进刀进行切削,因此可以加工陡峭和平缓的复杂曲面几何形体。 主要内容 项目4-1 台灯座凸模的加工 项目4-1 台灯罩凹模的加工 实战演练4:可乐瓶底座模芯的加工 知识梳理 返回目录退出
项目4-1 台灯座凸模的加工 项目目标: 在“轮廓铣”模板加工环 境下,运用粗铣表面、精铣键 形凹槽、精铣圆孔槽、半精铣 表面、精铣表面等操作,完成 图4-1所示“台灯座凸模”零 件的加工。 学习内容: 构建多重曲面工件模型、 设置轮廓铣加工环境、创建加 工坐标系、创建几何体、创建 刀具组;创建多重曲面型腔铣、 精铣孔槽、轮廓区域铣等加工 操作;生成刀具轨迹、检验刀 轨;后处理操作、生成加工程 序等。图4-1 台灯座凸模
任务分析: 1.加工条件 根据工艺要求,该工件在立式加工中心机床上加工。工件的毛坯为240×200×70板料,矩形体的所 有表面已经加工完毕,材料为65钢。使用专用夹具从侧面定位和装夹,固定在机床的工作台上。 2.工序安排 要求该加工件在一次装夹中完成所有的形面加工。共安排5个加工工步,即粗铣表面、精铣键形凹槽、精铣圆孔槽、半精铣表面、精铣表面。 【工步1】粗铣表面 采用“型腔铣”方式,粗铣灯座表面,选用?30下部圆角R4鼓形铣刀,侧面和底面留有1mm加工余量。【工步2】精铣键形凹槽 采用“平面铣”方式,精铣灯杆凸台中的键形凹槽,选用?4端铣刀,一次铣削到位。 【工步3】精铣圆孔槽 采用“平面铣”方式,精铣?20圆孔槽,选用?12端铣刀,一次铣削到位。 【工步4】半精铣表面 采用“等高沿边铣”方式,半精铣灯座表面,选用拔模角15o的?16下部圆角R2圆锥鼓形铣刀,侧面 留有0.5mm加工余量,所有平面底面不留余量,铣削到位。 【工步5】精铣表面 采用“轮廓区域铣”方式,精铣灯座表面,选用?10下部圆角R1鼓形铣刀,一次铣削到位。
UG数控加工讲义(4——固定轴曲面轮廓铣)
UG数控加工讲义(四) 固定轴曲面铣削加工操作流程与实例 一、操作流程 1、创建程序、刀具、几何体以及加工方法。 2、创建操作,选择操作子类型。选择程序、刀具、几何体以及加工方法父节点。 3、在创建操作对话框中指定驱动方式、设定驱动参数、刀轴矢量及投影矢量。 4、设置切削参数、非切削参数和进给率等。 5、生成刀轨。 6、通过切削仿真进行刀轨校验、过切及干涉检查。 7、输出CLSF文件,进行后处理,生成NC程序。 二.使用固定轴曲面轮廓铣实例操作 本例对零件上半部分进行加工。 步骤: 1、打开文件:fix_contour.prt,进入加工环境。在加工环境中,CAM进程配置“cam_general”, CAM配置选择“mill_contour”,单击“初始化”按钮。 2、创建加工刀具,刀具类型选择“mill_multi-axis”,子类型选择第一个“mill”。刀具直径 3mm,刀具长度50mm。 3、创建加工几何体,选择零件几何体,设定毛坯几何体偏置零件表面0.5mm。 4、选择创建好的刀具,右键后选择插入操作,选择“mill_contour”,子类型选择第一行最 后一个类型“ZLEVEL_PROFILE_STEEP”。创建等高轮廓铣 加工零件底座侧壁。选择底部侧壁作为切削面,生成刀轨,仿 真检查。通过等高轮廓铣操作,消除零件过多的侧面余量,为 创建固定轴曲面轮廓铣提供合适的工件结构。 5、创建固定轴曲面轮廓铣。 在创建操作中选择“mill_contour”,子类型选择第二行的第二个按 钮“FIXED_CONTOUR”。在“FIXED_CONTOUR”中驱动方式 中选择“区域铣削”,当不定义驱动区域时,系统默认零件沿Z向 投影为驱动几何体。步进设为刀具直径的20%。“陡峭包含”设为 “无”,即加工所有表面。由于是固定轴操作,因此刀轴矢量取+Zm 轴。 6、创建固定轴曲面轮廓铣操作加工陡峭面。可以选择子类型为第二行倒数第二个按钮“CONTOUR_AREA_DIR_STEEP”。或者直接使用FIXED_CONTOUR,通过选择“陡峭包含”设为“定向陡峭”来实现对陡峭面的加工。设置“陡角必须”为35度。生成刀轨验证。 7、创建固定轴曲面轮廓铣操作加工另一部分陡峭面,方法同上。在“切削角”设置为0度。 生成刀轨验证。
五 UG8.5 CAM 固定轴曲面轮廓铣创建
模块五固定轴曲面轮廓铣创建 一、学习目标 学习本项目后,掌握UG软件加工模块Fixed_Contour(固定轴曲面轮廓铣)加工操作,利用区域铣削驱动完成小型腔曲面的半精加工,并合理定义各加工参数。 1、掌握固定轴曲面轮廓铣的特点 2、掌握刀轴与投影的概念 3、掌握区域铣削驱动的创建 4、掌握区域铣削的特点 5、掌握定向陡峭区域的概念 6、掌握主要切削参数的定义 二、工作任务 1、创建区域铣削驱动 2、定义主要切削参数 三、相关实践知识 在实践操作中,利用区域铣削驱动完成小型腔曲面的半精加工,定义各项内容如表1-5-1所示。 确定刀具切削方式 “跟随周边”
固定轴曲面轮廓铣加工的创建步骤如下: 1、进入固定轴曲面轮廓铣加工 选择“加工生成”工具条中“创建加工操作”命令,在类型中选择“mill_contour”。子类型中选择第五项“Fixed_Contour”(固定轴曲面轮廓铣) 。 “程序”选项里按默认;“使用几何体”选择“MILL_GEOM001”;“使用刀具”选择“MILL_D10R5”;“使用方法”选择“MILL_SEMI_FINISH”;名称命名为“AREA_MILLING01”。确认后进入建立固定轴曲面轮廓铣对话框。如图1-5-1所示。
图1-5-1 固定轴曲面轮廓铣对话框 2、固定轴曲面轮廓铣参数定义 固定轴曲面轮廓铣的创建过程并不复杂,但一定要充分理解其内在的含义,即“部件几何体”-“驱动方式”-“指定切削区域”-“部件余量”-“部件余量偏置”之间的关系。下面以固定轴曲面轮廓铣中最为常用的驱动方式--区域铣削,对小型腔曲面进行半精加工。 选择驱动方式为区域铣削,其主要对话框选项如图1-5-2所示。
固定轴曲面轮廓铣(优化刀路)UG模型
固定轴曲面轮廓铣(优化刀路)建议完成时间:30分钟 (档案名称:Counter1.prt) 1. 进入加工环境应用 2. 放置坐标系(设计)到零件顶部上方 3. 重合加工坐标系 4. 插入一个新的操作Fix_counter 5. 新建或选择一把铣刀M14R7 6. 选择零件几何体为实体 7. 选择驱动方法为AreaMilling 8. 发现不需要驱动几何体(介绍与边界的区别) 9. 生成刀轨(缺点介绍) 10. 重新选择pattern 类型为Follow periphery(介绍其他类型)跟随外形 11. 生成刀轨(缺点介绍) 12. 选择参数Aplly —— on part 13. 生成刀轨(时间较长)
14. 介绍加工方法(一把刀打天下不合适)(硬质合金刀适用性) 15. 介绍Steep Containment 参数 none none_steep 平坦面 Directional Steep 方向陡峭面 16. 设定none_steep=50° 17. 生成刀轨,介绍 18. 选择一个新的操作Zlevel_Profile_steep 19. 选择同一把铣刀(M14R7) 20. 选择Steep Angle=50° 21. 介绍Merge Distance值(以刀具直径为限)、Minimum Cut Length (碎片)避免跳刀 22. 选择零件几何体为实体 23. 设定Depth per Cut (Range1)=5(层设定) 24. 生成刀轨 (观察,介绍纯90°不加工) Tolerant Machining (Trim by)——Exterior edge (外形边缘) 、Silhouette (外形轮廓) 25. 去掉角度值 26. 生成刀轨(观察介绍0°不加工) 27. 利用Cut Level选项去除下部不加工区域 28. 重新生成刀轨(观察)
ug等高轮廓铣
等高轮廓铣 【简述】本节重点讲解【深度铣】操作的参数功能,“深度铣”是一个固定轴 铣削模块,其设计目的是对从多个切削层中的实体/面建模的部件进行轮廓铣;“深度铣”对于高速加工特别有效。所谓深度铣,就是针对模型的外形轮廓进行加工;跟我们前一章节所学的【型腔铣】操作→切削方式为“轮廓”类型相似,大部分切削参数都相同,相同的参数在此不再重述,仅介绍【深度铣】操作中专有参数选项。 【案例操作】 为了使学者更容易地学好【深度铣】加工操作,本章节用案例做操作流程来说明各参数选项,下面打开例子(Zlevel_Profile.prt)如图5-1所示,并进入加工模块。【深度铣】操作适合用于半精加工或精加工“陡峭”的模型,对于此模型如何粗加工在此将不作讲述。 图5-1 深度铣案例图 一、定义加工几何 在前几个章节的内容都讲到如何定义加工坐标与几何体,这里不再讲述如何来操作。在模型进入到加工模块后,设置加工坐标与安全平面,如图5-2所示。加工几何体,直接选取模型为“部件几何”,“毛坯几何”在【深度铣】操作里不需要设定。
图5-2 定义加工几何 二、定义加工方法 定义“加工方法”组主要是为了使多个操作的时候产生继承父级组,从而减少再次定义加工方法的参数。在此【深度铣】操作里,设定“加工方法”组参数如表5-1所示。 表5-1 加工方法参数
三、创建刀具 在做加工操作之前需要对于模型分析,考虑模型使用何种刀具做加工操作才合理。根据此模型的分析,在这里创建一把“直径D12,底角半径R1”的端铣刀具。按照表5-2所提示的参数来创建刀具。 表5-2 刀具参数表 序号刀具名称刀具直径圆角半径刀具号长度补偿 1 JMSK_D1 2 R12 1 1 1 四、创建深度铣操作 表5-2 刀具参数表序号刀具名称刀具直径圆角半径刀具号长度补偿 1JMSK_D12R112111 在加工创建工具条点击【创建操作】图标,弹出【创建操作】对话框,选项组的〖类型〗默认选择“mill_contour”,在选项组〖操作子类型〗中,选择“ZLEVEL_PROFILE”图标,各个选项位置如下: 1.“程序”选择父级组“PROGRAM”。 2.“刀具”选择前面已创建好的刀具名称,即“JMSK_D12R1”。 3.“几何体”选择前面已创建好的几何体节点名称,即“WORKPIECE”。4.“方法”选择前面已创建好的方法名称,即“MILL_SEMI_FINISH”。5.“名称”将原来系统的名称改为“SEMI_PROFILE”。 按上面所设,所有选项设置完毕,点击【确定】,即可进入【深度加工轮廓】操作对话框。在【深度加工轮廓】操作里,默认所有参数选项,直接在“操作”区点击生成图标,计算出刀轨如图5-3所示。我们从刀轨可以看出,【深度加工轮廓】操作是对模型的轮廓做加工;点击【确定】按钮完成此操作。从刀轨来分析不太理想,如想要更加优化刀轨路径,还需要其他的参数设置;接下来就针对【深度加工轮廓】操作的参数选项作详细的讲述,跟前面所学的加工操作相同的参数选项不再介绍。 注:如果没有定义任何切削区域几何体,则系统将整个“部件”几何体当作切削区域。 图5-3 深度加工轮廓刀轨