PPG电泳漆

PPG CR-691黑色环氧电泳漆
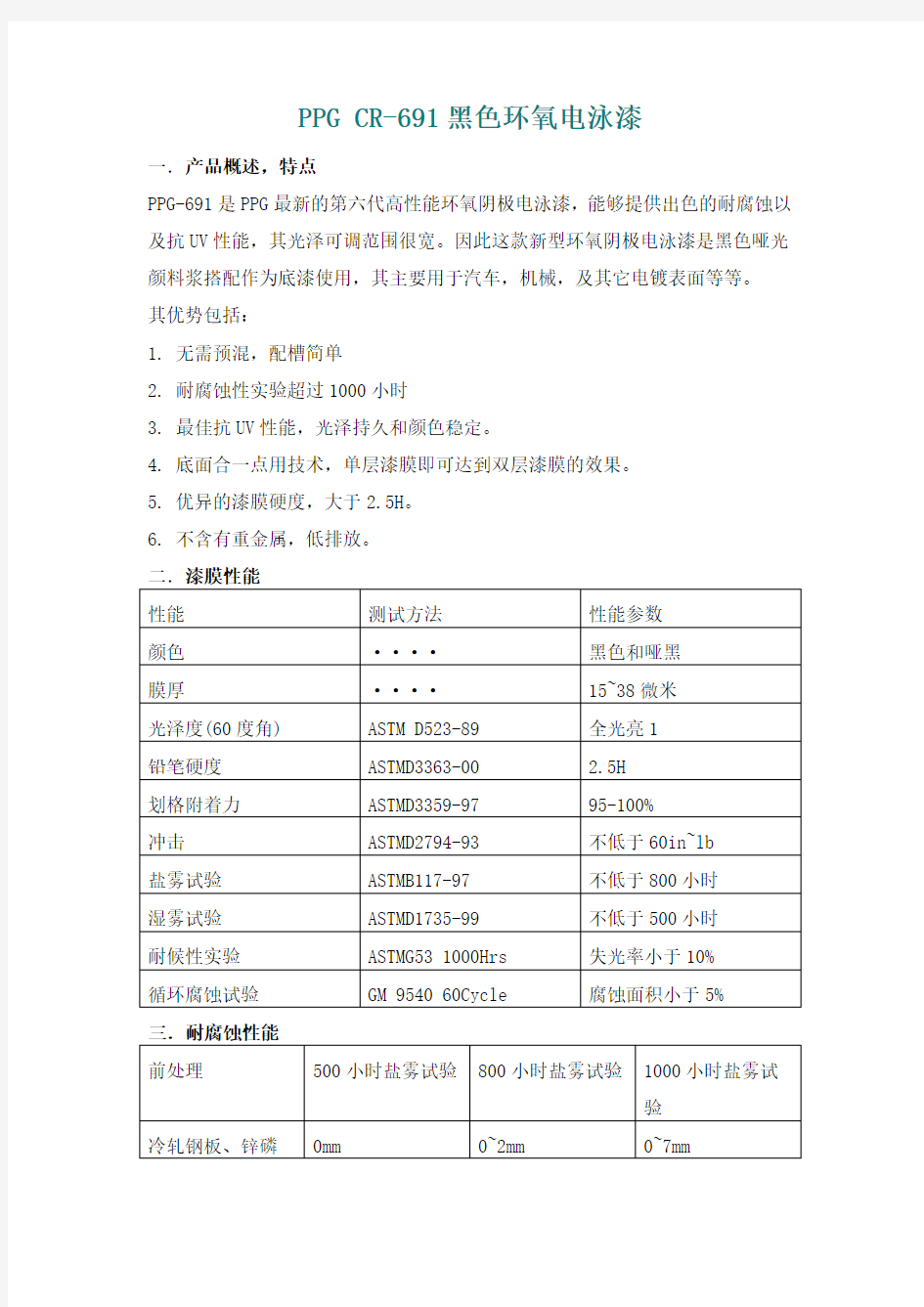
一.产品概述,特点
PPG-691是PPG最新的第六代高性能环氧阴极电泳漆,能够提供出色的耐腐蚀以及抗UV性能,其光泽可调范围很宽。因此这款新型环氧阴极电泳漆是黑色哑光颜料浆搭配作为底漆使用,其主要用于汽车,机械,及其它电镀表面等等。
其优势包括:
1. 无需预混,配槽简单
2. 耐腐蚀性实验超过1000小时
3. 最佳抗UV性能,光泽持久和颜色稳定。
4. 底面合一点用技术,单层漆膜即可达到双层漆膜的效果。
5. 优异的漆膜硬度,大于2.5H。
6. 不含有重金属,低排放。
五.应用数据
烘烤:金属温度177摄氏度20分钟
VOC: 2.0~2.4磅/加伦(减水量)
重金属:无
注:漆膜制备低材为CRS实验室板材,进行锌系磷化、无铬钝化,电泳平均膜厚为25微米。试板在177度下烘烤20分钟。根据标准ASTM G154-00,这些实验结果是典型的。耐紫外性能实验设计用来检测现有的新产品。一些因素将会对耐紫外性能产生影响:在实验箱中的位置、紫外灯泡所发射出的辐射照度、电泳槽中杂质含量、试验样板的过烘烤或未烘烤完成等等。
电泳漆超滤设备说明书
电泳漆超滤设备系统 操作说明书 第一部分系统概述 本处理系统采用用户厂内电泳漆溶液为原液,采用超滤的核心工艺进行浓缩分离处理,达到回收原液中的电泳漆的目的。 超滤系统和反冲洗系统的操作设计,以手动操作的方式为主。所有水泵和阀门通过旋扭开关或者现场打开、关闭的方式进行操作。 本操作说明书提供整个系统的运行和维护指导,包含下列附件: 1.工艺流程图。 2.机架、管路图。 这些附件文件是操作说明书的必要组成部分,操作过程中请仔细阅读各单体单元的操作说明书。 第二部分超滤系统的投运 本系统为手动投运。 电泳漆膜元件使用前必须注意的事项: 1、使用前要把膜中的保护液冲洗干净,以免污染原液。 2、膜元件使用压力不超过0.15M pa(1.5公斤压力),最佳使用压力为0.08~0.13 M pa(1.0~1.3公斤压力),膜元件反冲压力不超过0.15 M pa(1.5公斤压力),最佳反
冲压力为0.12~0.14 M pa(1.2~1.4公斤压力);(注意此压力为进水压力)。超滤液流量控制是在规定的压力和流速的前提下,调节浓缩口的阀门即可。 3、考虑电泳漆回收超滤膜的使用寿命,防止出现难恢复的堵塞,尽量降低漆液浓缩倍数,以漆液恢复到能用的程度即可。 1、工艺过程 清洗系统 原液精密过滤器出水 2、袋式过滤器 过滤原液中的固体悬浮物,保证超滤系统进水条件的要求,延长设备的使用寿命。 3、超滤(UF)系统 本系统使用的超滤膜是本公司生产的电泳漆专用超滤膜EUF90。主要用于电泳漆的浓缩回收利用。 系统正常运行时,包括超滤出水和浓缩液回流两个部分。打开阀F1、F3、F4、F5、F8,启动原水泵。通过调节F5、F8可以控制渗透液跟浓缩液的比例。 通常情况下,系统保证F1、F3、F4、F5、F8完全开启,每支EUF-90的超滤出水量为80L-100L/小时左右,该出水量为正常情况。 系统运行时,应保证精密过滤器的压力在0.15Mpa以下,超滤膜进口端压力在0.13Mpa以下,超滤膜进口端压力越低,对膜的坑污染能力越强,使用寿命会增长。
电泳漆可应用地方
电泳漆可应用地方 说到电泳漆,可能大家都会比较熟悉。因为电泳漆这一种产品,是电泳涂装中必不可少的一种产品,所以在我们生活中,大多数使用到电泳涂装的行业的也会使用到电泳漆。那么电泳漆具体可应用哪些地方呢?下面飞扬专业技术人员为您解答: 一般情况下,电泳漆产品较常应用于以下方面: 汽车行业: 电泳漆在汽车行业的应用比较广泛,因为电泳涂装有好多优点,如利用率高、污染低、自动化生产、安全性高、防锈、防冲击、耐腐蚀等等。即使是对于一些形状复杂,有边缘棱角、孔穴工件等汽车零部件来说,也可以涂装到汽车车架、零件等结构件的内腔、夹缝等隐蔽的内部,达到很好的涂装均完整一性,大大提高了工件内腔的防腐。 家电行业: 如今,随着人们环保意识的提高及相关法律法规的日益严格,已经有越来越多的人舍弃了传统的电镀的方式,而选择采用了电泳涂装。电泳漆在家电行业的使用不仅结合力、平滑性和耐蚀性方面都优于其它涂装,而且还可以保持金属感的外观,在色泽上进行各种效果的涂装,是一种很好的底面涂装方法。 五金行业: 在我们的日常生活中,五金产品使用相当广泛,有铁、黄铜、锌、铝等。其中,锌压铸件被大量使用,但锌压铸件最大的缺点是电镀后结
合力不良的问题。但锌压铸件通过机械抛光或者是拉丝后,再经电解钝化处理后进行电泳涂装,不仅可以得到具有金属感的各种色泽的外观,而且其耐蚀性和结合力有所提高,能大大减少了电镀废水,并简化了加工工艺。 特别是工具产品而言,利用电泳涂装涂膜和金属结合力强的优势,直接在钢铁上进行涂装处理,产品涂膜耐冲击性和耐蚀性强,即使涂膜碰伤,基体材料的生锈也难于扩散。因为电泳漆产品除了具有良好的涂覆性、防腐性能外,也具备有良好的装饰性和良好的使用性,而且还能提高产品的长期放置和运输过程中的防锈性能。 以上所介绍的汽车、家电、五金行业就是电泳漆经常会应用到的一些地方。但是由于电泳漆产品自身所具备的优势及特点不同,使得它们除了会在汽车、家电、五金行业比较经常应用外,在一些轻工行业、家具行业、机电行业……等也均有应用,其使用范围十分地广泛。
电泳漆技术说明
目录 一、公司简介 二、电泳原理 三、规范工艺流程 四、产品简介 五、全系列丙烯酸聚氨酯电著产品简介 六、全系列产品规格 七、全系列涂膜性能 八、补给剂资料 九、管理对策 十、问题点与对策 十一、各型号产品说明书
二、电泳涂装原理: 阴极电泳涂料是一种具有半水溶型和悬体系特征的多组份体系,在电场作用下,已中和的阳离子树脂携带的涂料粒子在阴极进行电沉积,其过程包括电泳、电解、电沉积、电渗四种现象。 1、电泳:悬浮在极性液体中的带电粒子由于电场影响而发生泳动的现象。阳离子型树脂粒子向作为阴极的工件移动。 2、电解:液体中的氢离子和氢氧根离子在直流电源的作用下,生成氢气和氧气,阴极界面PH值升高。 3、电沉积:阳离子涂料粒子在吸引它的电极(阴极)上被还原为中性不溶脂,析出粘附,形成不溶解的涂膜。 过程如下: H 2 O≒H++OH- 阳极:2H++2OH—- 2e→H 2O+1/2O 2 ↑+2H+ 阴极:2OH-+2H++2e→H 2 ↑+2OH- R 1 R 1 ∣∣ ~NH++OH-→~N↓+H 2 O ∣∣ R 2 R 2 4、电渗:在外电场力作用下,涂膜内部所含的水份从涂膜中渗析出来移向槽液,进行内聚部分脱水。电渗使亲水涂膜变为憎水涂膜,脱水使涂膜致密化。 由于上述四个过程是连续进行的,获得的涂膜在烘干之前含水量在10%以下,可以直接进行水洗、烘干,最后形成连续均一的品质优良的涂膜。
三、规范工艺流程: 1.环氧体系电泳流程: 高温脱脂(加超声波)→常温脱脂→水洗三次→酸洗除锈→水洗三次→流动水洗→表调→磷化→水洗三次→流动水洗→纯水洗两次→电泳涂装→回收水洗三次→纯水浸洗两次→纯水喷淋→脱水剂洗/吹洗→烘干固化→成品包装 2.透明有色体系电泳流程: 电镀工件(抛光工件)→化学除油(加超声波)→水洗两次→电解除油→水洗三次(溢流水洗)→中和(弱酸洗)→水洗三次(溢流水洗)→纯水洗两次→电泳涂装(透明及各色)→回收纯水洗两次→纯水洗三次(溢流)→脱水剂洗→滴水(吹净水珠)→烘烤→成品包装
电泳漆超滤设备说明书
电泳漆超滤设备说明书
————————————————————————————————作者:————————————————————————————————日期:
电泳漆超滤设备系统 操作说明书 第一部分系统概述 本处理系统采用用户厂内电泳漆溶液为原液,采用超滤的核心工艺进行浓缩分离处理,达到回收原液中的电泳漆的目的。 超滤系统和反冲洗系统的操作设计,以手动操作的方式为主。所有水泵和阀门通过旋扭开关或者现场打开、关闭的方式进行操作。 本操作说明书提供整个系统的运行和维护指导,包含下列附件: 1.工艺流程图。 2.机架、管路图。 这些附件文件是操作说明书的必要组成部分,操作过程中请仔细阅读各单体单元的操作说明书。 第二部分超滤系统的投运 本系统为手动投运。 电泳漆膜元件使用前必须注意的事项: 1、使用前要把膜中的保护液冲洗干净,以免污染原液。 2、膜元件使用压力不超过0.15M pa(1.5公斤压力),最佳使用压力为0.08~0.13
M pa(1.0~1.3公斤压力),膜元件反冲压力不超过0.15 M pa(1.5公斤压力),最佳反冲压力为0.12~0.14 M pa(1.2~1.4公斤压力);(注意此压力为进水压力)。超滤液流量控制是在规定的压力和流速的前提下,调节浓缩口的阀门即可。 3、考虑电泳漆回收超滤膜的使用寿命,防止出现难恢复的堵塞,尽量降低漆液浓缩倍数,以漆液恢复到能用的程度即可。 1、工艺过程 清洗系统 原液精密过滤器超滤出水 2、袋式过滤器 过滤原液中的固体悬浮物,保证超滤系统进水条件的要求,延长设备的使用寿命。 3、超滤(UF)系统 本系统使用的超滤膜是本公司生产的电泳漆专用超滤膜EUF90。主要用于电泳漆的浓缩回收利用。 系统正常运行时,包括超滤出水和浓缩液回流两个部分。打开阀F1、F3、F4、F5、F8,启动原水泵。通过调节F5、F8可以控制渗透液跟浓缩液的比例。 通常情况下,系统保证F1、F3、F4、F5、F8完全开启,每支EUF-90的超滤出水量为80L-100L/小时左右,该出水量为正常情况。 系统运行时,应保证精密过滤器的压力在0.15Mpa以下,超滤膜进口端压力在0.13Mpa以下,超滤膜进口端压力越低,对膜的坑污染能力越强,使用寿命会增长。
丙烯酸透明电泳漆详细说明
黑色电泳漆,彩色电泳漆详细说明
具体阐明:
本产品为丙烯酸系统之装饰性阴极电泳涂料,因其归 纳功能优异,现已被除数广泛应用于眼镜架、笔、首 饰、挂钟、灯具、锁具、门窗手把及其它五金行业。 根据需要,辅加颜料,可以获得多种颜色通明,极具 装饰性。此外本产品除了具有一般电泳涂装特色外, 还具有以下长处: 2、高泳透率 %)
12(Kg/桶)
能标
柔韧性(1-2
耐冲击性(50
硬度(3-4
附着力(级)
h)
%)
PH 值(4.25℃)
450-900
槽液温度(℃)
22-28
电泳时刻(15-60
电泳电压(20-80
烘烤条件(℃120-180
三、觉反常发生原因及解决方法
异常
产原决法
漆膜太薄
电导率太高 清洗水不洁净
超滤 纯水洗
漆膜不均匀 针孔或麻点
短少溶剂 漆膜太薄
补加溶剂 进步电压或延长时刻
缩孔
前处理不完全 气泡
溶剂太多
循环拌和或超滤
漆膜太厚
调低电压或缩短时刻
烘烤时升温太快
缓慢升温
桔皮
漆膜太厚
调低电压或缩短时刻
水痕 漆膜失光
固体份太高
调低固体份
清洗不及时,使漆膜再溶解
缩短电泳后到水洗的 时刻
水洗后残留水分
用压缩空气吹
PH 值然后操控槽液的 PH 值或超滤
KLL-6053哑光黑色电泳漆产品使用说明
KLL-6053黑色双组份阴极电泳涂料工艺说明书 一、产品概述 本产品为双组分阴极电泳漆,由色浆和乳液两个组份构成,属于环保水性涂料。乳液部分采用特殊结构的改性环氧树脂,并采用新型交联技术和乳化技术而制作的新型电泳涂料产品。色浆部分采用新型分散树脂辅之以进口填料经特殊分散工艺制作而成,使用时,按比例配置熟化即可。 二、特点: 水溶性,槽液稳定性好; 耐腐蚀性能高; PH值近中性,对设备腐蚀小; 以水为溶剂,无发生火灾的危险,有利于涂装过程的安全; 有机溶剂含量少,符合环境保护的要求。 哑度超高,适用于高端汽车涂料、家电涂料、电子电器涂料等等。 三、性能指标及涂装条件 2、涂装工艺参数
四、配槽过程: 配槽重量比——漆:去离子水=1:1 步骤一:往清洗干净的电泳槽中注入1/5的去离子水。 步骤二:按树脂:色浆=(3~4):1,取计算量的树脂和色浆倒入搅拌桶内,搅拌均匀。 步骤三:逐步加入0.8倍漆液的去离子水,充分搅拌后,倒入电泳槽内,补加余量的去离子水,启动循环装置,在28-30℃熟化48h以上待用。 步骤四:检测并调整固体含量、PH值、电导率合格后,即可试生产。 五、检测原则 1 检验分类 检验分为出厂检验与型式检验两类。 2 出厂检验 每批电泳漆应经质检部检验合格后方可出厂。出厂检验项目见表1。 3 型式检验 型式检验项目为本标准的全部规定。有下列情况之一时,应进行型式检验。 (1)新产品鉴定时; (2)当原材料、工艺有较大改变,可能影响产品质量时; (3)正常情况下,每年一次; (4)出厂检验结果与上次型式检验有较大差异时; (5)国家质量监督机构提出型式检验要求时。 4 判定规则 4.1 出厂检验
KD-8000电泳漆产品说明书
电泳漆产品说明 KD8000电泳漆 产品概要 科德化工实业有限公司引进国外先进技术开发成功KD8000电泳漆。该漆属于环氧聚氨酯阴极电泳漆,具有漆膜外观平整、泳透力强、抗石击性优异、耐腐蚀效果好、有机溶剂含量低、不含重金属等特点。同时,KD8000电泳漆几乎可适用于所有的金属底材涂装,如:冷轧钢板、铝材、锌合金钢板、镀锌钢板等。 KD8000电泳漆具有更高的防腐效果,特别是提高了对尖锐边缘的保护,边缘保护性和抗缩孔能力明显提高。该产品的泳透力高,这使得工件内腔能够泳涂上更均匀的涂膜,同一工件上不同部位的膜厚差缩小。特别适用于汽车涂装等相关领域。 产品特性 耐腐蚀效果好,特别是提高了锐边耐腐蚀性,可以满足汽车车身防腐蚀防护的高要求。 泳透力高,提高了工件上不同部位涂膜的均匀性,特别是使工件内腔得到均匀涂装。 漆膜流平性好,赋予面漆涂层高鲜映性。 抗石击性优异,可达7级以上。 良好的涂装效率。 槽液稳定性好,能适应较长的更新周期,便于施工现场管理。 VOC含量低,降低环境污染。 有机溶剂含量低。 溶剂添加量低。 烘烟少/气味少。 烘房烘烤残余物少。 超滤流量提高并减少超滤清洗次数。 维修工作量减少。 过滤袋更换次数少。 槽液沉淀少。 产品组成 KD8000电泳漆为双组分产品,由乳液及色浆组成,使用时将乳液与色浆按一定比例配
槽。 KD8000乳液:以封闭异氰酸酯做交联剂的改性环氧树脂。 KD8000色浆:由水性研磨树脂与颜填料研磨而成。 添加剂A-01:中和酸 添加剂S-B:成膜助剂 产品应用 KD8000是满足高防腐蚀性能以及其它高涂膜性能要求的最佳产品,适用于汽车电泳涂装领域,下面所列为部分用途: 汽车车身 汽车轮毂 车架 产品技术指标 1. 原漆质量指标 序号项目 质量指标 检测方法乳液色浆 1 在容器中状态乳白色,带黄相,无 沉淀。 颜色均一无异物,允许 轻微沉淀,但经搅拌后 即均匀。 目测 2 固体分 (105℃×2h) 36±2% 55±2%(灰色) 45±2%(黑色) GB1725-79 3 细度0.05-0.2 um ≤15um 粒径分析仪(乳液)GB1724-79(色浆) 4 粘度20-100cps/ 旋转粘度计 40-150s/福4杯 GB12007.4-89 (旋转粘度计) GB/T 1723-93 (福4杯) 5 贮存温度5-35℃5-35℃ 6 贮存期六个月六个月 7 贮存稳定性生产后半年按要求放置,各项性能指标符合要 求 2. 配槽示例和方法 灰色槽液配槽示例: 组份重量配比(g) 乳液1576
电泳漆技术服务协议
合同编号:****2016( )号 *******摩托车有限公司 *********** MOTORCYCLE CO.,LTD 技 术 服 务 协
议
协议编号: 技术、服务协议书 协议签订地点: 需方:(以下简称甲方) 供方:(以下简称乙方)甲、乙双方经协商就HL1201双组分阴极电泳漆产品的供货及技术服务要求,达成以下协议: 第一条总则 供方为需方提供的电泳涂料为供方目前稳定生产的HL1201双组份阴极电泳漆涂料,且能满足需方提出的质量技术要求。 1、电泳漆应稳定性好,耐腐蚀性能好,槽液易管理; 2、此涂料为双组份阴极电泳涂料,可以直接添加。档槽液参数偏高正常范围时,可以通过少量添加剂或添加涂料调整至正常; 3、在设备正常使用及运行情况下,此涂料应能满足极膜、超滤器、过滤器的正常使用周期。 4、供方提供不间断优良的现场技术服务,使电泳涂装顺利进行。 5、涂膜质量应达到双方达成协议的技术要求。 6、每年不定期的委托第三方检验两次。 7、电泳漆不含:铅汞镍硒铬等重金属符合环保指标。 第二条责任及条件 一、甲方责任 1、甲方对生产使用过程中的设备完好负责,并且在设备故障、损坏、不满足要求或使用寿命已到的情况下,应及时进行修复或更换。
2、甲方应具备常规的实验场地、检测仪器及化验人员。 3、甲方应对乙方服务代表的建议和分析数据予以高度重视,并积极调整、改善。 二、乙方责任 1、乙方具备完善的质量保证体系,从原材料到半成品、在制品、成品等都有严格的检验制度、检验设施,具备一定的生产、检验/仓储条件。 2、乙方保证向甲方提供的产品符合技术指标所规定的标准,供货时应标明产品名称、型号、净量、生产批号和生产日期,并随货提供产品出厂检测报告单。 3、乙方须提供“阴极电泳漆施工工艺及槽液管理规范”,供甲方执行。 4、乙方必须在投槽前、中,对需方现有前处理设备。工艺设计认同。 5、投槽后,一个月内达到所提供样板同等的质量和外观。并在以后的使用过程中达到最佳的、稳定的涂装质量。 6、在涂装过程中,档出现涂装异常时,一旦分析判定为乙方责任(原漆质量问题、技术指导、服务等)乙方承担全部责任,造成的所有经济损失由乙方承担,并负责在最短的时间内改善状况。 第三条质量、技术服务要求 1、供方提供的电泳涂料应能使用膜厚调整的需要;外表面≥16um 2、供方须每月对需方槽液进行抽样检测,对极液中的细菌、霉菌等含量根据生产情况进行检测,对检测的槽液或极夜供方应向需方提交实验报告及解决方法。 3、供方电泳漆在投入大槽后,在工艺、设备、槽液参数均达到要求的前提下,需方产品经过电泳漆、烘干后,应保证做到:①产品烘后,外露面上不得出现有流挂现象,②车厢所有缝隙不得出现不上漆的现象。③外露面上不得出现水迹。④整个车厢电泳烘干后应保持漆膜均匀、光滑,不得有色差。⑤确保电泳漆与需方
2013阴极电泳漆技术参数标准
2013阴极电泳漆技术参数标准 简介:ML—2(双组分〈01〉)黑色阴极电泳漆(哑光漆),由高固含量的颜料浆和低固含量的乳液组成。 用途:可广泛用于汽车、家用电器、轻工产品、机械产品和各类钢铁件及其它金属导电材料的耐蚀涂装等。 特点: ●具有较高的泳透力; ●不含铅等重金属,低溶剂含量,属环保型产品; ●具有优异的贮存和电沉积涂装稳定性; ●双组分,施工应用更方便。 实用资料: ●贮存条件:5—30℃远离火源的阴凉干燥处,未拆原包装六个月。 ●原漆质量指标:
配漆比例:黑色浆:乳液:水=1:4-5:6-8(质量比) ●配漆方法:在电泳槽中倒入计算水量的1/2,先将色浆搅拌均匀后加入电泳槽中,然后将乳液加入电泳槽中,最后将剩余的水补加到槽中的指定位置,启动循环系统进行熟化24-48小时。 施工参数: ●注意: ——配漆用纯水电导率不大于10μs/cm。 ——使用此涂料前必须严格遵照施工工艺施工,欲了解详细资料可向本公司索取。 ——施工条件可根据客户要求而定,本公司提供的施工条件仅供参考。 常州市宇鹰涂料有限公司是一家专业生产ML—1阴极电泳漆(单组分)、ML—2阴极电泳漆(双
组份)、ML—3阴极丙烯酸透明电泳漆的股份制企业,公司自成立以来以质量为生命,以市场为导向,经全体员工携手多年,集研究、生产、销售、服务于一体,使产品技术指标达到或超过了国内外同类产品,价格性能以及技术服务,在同行业中具有明显优势,是国内外客户理想的选用产品。同时本公司还具有专业制造电泳涂装设备,给客户带来便捷的维修服务,降低客户的生产成本。另外本公司还配备了全自动电泳涂装流水线,大大保证和提高了金属表面电泳涂装加工产品的质量和效率及客户的实际施工经验。
低温哑光阴极电泳漆操作指南
阴极哑光电泳漆开槽操作指导 请务必于开槽前仔细阅读本作业指导。 一、材料简介 1.1 浓缩漆:其中所含树脂成分提供成膜物质,为电泳工艺的主体材料。 1.2 溶剂补充剂:可与水完全混溶,因而可直接加入工作槽中。溶剂的加入可以提高树脂在水中的稳定性,对漆膜的亮度也有帮助。溶剂对树脂的成膜以及漆膜的性能有非常重要的影响因素,切忌不经分析直接补加溶剂。当用超滤系统滤出一部分渗透液时,需对损失的溶剂进行补充,一般推荐补充1-2%(超滤渗透液体积)左右的溶剂。 1.3 助洗剂:工件在电泳之后,经过回收、水洗及助洗,可消除工件上的水渍,提高漆膜的外观质量。 1.4 色浆: 1)油性色浆:本公司提供的金色色浆可在光亮银或铜合金的底材之上产生一层极其类似真金的有色漆膜。添加方法详见说明书。另外我公司还备有其它颜色的色浆可供选择。请与我公司市场部联系。 2)水性色浆:水性色浆可以在槽中直接添加,但是为了保证良好的分散效果,最好不要将水性色浆与工作液或浓缩漆混合,建议将色浆预先用纯水稀释3倍左右体积后直接加入工作液中。水性色浆的着色力高,色泽艳丽持久,调配简单可靠。 二、操作简介 当工件通过前水洗进入电泳工作槽时,应将工件在工作液中上下摆动,在接通电源之前应有6-10秒的停顿时间,这样可以EC8230工作液有充分时间排开工件表面的残余水分,并使之润湿,从而防止不规则的块状漆膜和阶梯针孔等弊病出现(详见技术服务资料)。 电泳溶液的操作温度一般控制在22-28℃,对于EC8230,较低的操作温度,可以改善漆膜的平整度。当电流关闭时,工件会被一层很薄的粘度相对较高的树脂层包围,这是一层即将被电泳而仍未着上的树脂层,称为“乳状”漆膜。所以工件必须在后浸回收缸中彻底清洗以除去这层乳状层。如果后水洗的效果不好,将会造成固化后形成块状、不均匀的漆膜。 电泳之后的漆膜最好先用80℃-90℃的预烘,实施预固化,以防止漆膜中的残留水分在高温烘烤时沸腾从而形成针孔。 说明书中所列温度为工件温度而非烘箱中的空气温度。工件本身的升温需要一段时间。一般来说,炉内空气的温度应比工件温度高出5-10%,以确保工件可以达到最低的固化温度。 开槽及操作所用的纯水,其电导率必须低于2μs/cm,同样,水洗缸和助洗缸中的水质也有此要求。工作一段时间后,当预浸缸(前水洗的最后一个水洗缸)和助洗缸(后水洗的最后一个水洗缸)的电导率高于50μs/cm后,应分别更换前水洗和后水洗的全部缸水。值得注意的是,后水洗的水温对于操作的稳定性也有很大的影响,实验及实践证明,保持后水洗温度在20℃-30℃之间,对于预防水迹、流挂,减少漆膜弊病有很大的帮助。 三、工作液的开缸
PPG涂料说明书
Product Booklet 产品手册 Attributes 产品特点 Product Evolution 产品的发展史 Advantages 产品优点 Performance Data 产品性能数据 Approvals 认可 Commercial Uses 商业应用 ?Registered Trademark ?Copy right 2001 PPG INDUSTRIES, Inc. 151 Colf ax Street Springdale, Pennsy lv ania 15144
POWERCRON 6000CX is an improved version of PPG Industries’ sixth-generation cathodic epoxy electrocoat. This product was formulated to meet the automotive industry corrosion requirements without the use of heavy metals (namely lead and chrome) in the paint film. This product is suitable for use in applications either where a “primer only” is specified, or where topcoatability of a primer is required. POWERCRON 6000CX是PPG公司第六代阴极环氧电泳漆的改进型产品。这种产品的推出是为了在漆膜中无重金属(即铅合铬)的情况下,更好的满足汽车工业防腐的要求。这种产品适合于单独底漆涂装或涂装面漆。 Eliminate Hazardous Waste 消除有害废物 Most prior cationic epoxy products contained lead or required a chrome rinse pretreatment for maximum corrosion performance. Lead and chrome are currently considered hazardous materials, and therefore are regulated. Future legislation may ban the use of lead and chrome in industrial paint formulations and make heavy metal waste disposal increasingly difficult and costly. In addition, automobile manufacturers are requiring their suppliers to identify, decrease, and even eliminate lead in the coatings used on their parts. POWERCRON 6000CX will enable customers to meet automotive corrosion requirements without the use of heavy metals in t he finishing process. 以前大多数阴极环氧电泳漆为了最大限度的提高防腐能力,其配方中含有铅或需要钝化前处理。铅和铬是有害物质并且其使用受到管制。将来的立法可能会禁止在工业涂料的配方中含有铅和铬,而且会使重金属废物处理的难度增加,成本上升。另外,汽车生产厂商要求在涂装汽车和零部件的涂料中减少或消除铅或铬。POWERCRON6000CX将会满足客户对于漆膜无重金属的要求,并且达到汽车防腐的要求。 Parts and Bodies POWERCRON 6000CX was adopted from PPG’s automotive coatings group where it is used to protect car bodies. It also meets the requirements of the automotive small parts specifications. This product is very well suited for most facilities painting automotive parts and / or body panels. POWERCRON6000CX 是从PPG公司汽车漆部门采用过来的,它曾用于轿车车声防护。它同样达到汽车零部件的防护要求。这种产品适用于汽车零部件或车身。
电泳漆测厚仪
OU3500 电泳漆测厚仪 使用说明书
基本概述 OU3500电泳漆测厚仪又叫电泳镀层测厚仪、电泳漆覆层测厚仪、电泳漆漆膜测厚仪、电泳漆厚度测试仪、涂镀层测量仪、电镀层测试仪、防腐层检测仪、涂镀层测试仪、涂镀层测量仪、油漆测厚仪价格、油漆层测厚仪、油漆膜厚仪、钢结构油漆层测厚仪、钢板油漆测厚仪、钢管油漆测厚仪、油漆防腐层测厚仪、油罐防腐层测厚仪可无损地测量磁性金属基体(如钢、铁、合金和硬磁性钢等)上非磁性涂层的厚度(如铝、铬、铜、珐琅、橡胶、油漆等)及非磁性金属基体(如铜、铝、锌、锡等)上非导电覆层的厚度(如:珐琅、橡胶、油漆、塑料等)。涂镀层测厚仪具有测量误差小、可靠性高、稳定性好、操作简便等特点,是控制和保证产品质量必不可少的检测仪器,广泛地应用在制造业、金属加工业、化工业、商检等检测领域。
附表一: 功能OU3500F OU3500N OU3500FN 测量原理磁性涡流磁性/涡流测量范围标准配置探头(F1/N1):0 1250μm 测量精度±(3%H+1)μm(零点校准)±(1%H+1)μm(二点校准) 统计量平均值(MEAN)、最大值(MAX)、最小值(MIN)、测试次数(NO)、标准偏差(S.DEV) 存贮和统计500个测量值 零点校准√√√二点校准√√√删除功能√√√自动关机√√√蜂鸣声提示√√√错误提示√√√ 标准配置主机、F1探头、基 体、校准片、说明 书、包装箱 主机、N1探头、 基体、校准片、说 明书、包装箱 F1(N1)探头、基 体、校准片、说明 书、包装箱 选配件F400、N400、 F1/90、F10、 CN02 F400、N400、 F1/90、F10、 CN02 F400、N400、 F1/90、F10、 CN02、打印机、 通讯软件