铣工技能考试
职业技能鉴定
高级铣工操作技能考核试卷
考件编号:姓名:准考证号:单位:
下附五道试题及扣分明细和材料准备明细,由考生任选一套加工。考试时间240分钟。请各考生严格遵守考场纪律,尊重考评员,如若违背考场纪律或与考评员发生争执,将视情节轻重扣除相应分数或取消考试资格。
考场要求:1.不得大声喧哗;
2.进入考场劳保用品需穿戴整齐;
3.每一个考试人员有一台铣床,每个铣床上贴有工位号,考场采光良好,不足部分采用照明补充,保证工作面照度不小于100勒;
4.考场应干净整洁、空气新鲜,无环境干扰;
5,考前由考务管理人员检查考场各工位应准备的器材、工具是否齐全,所贴工位号是否有遗漏;
6.每个考场配备一个医疗人员,以防事故发生后紧急处理。
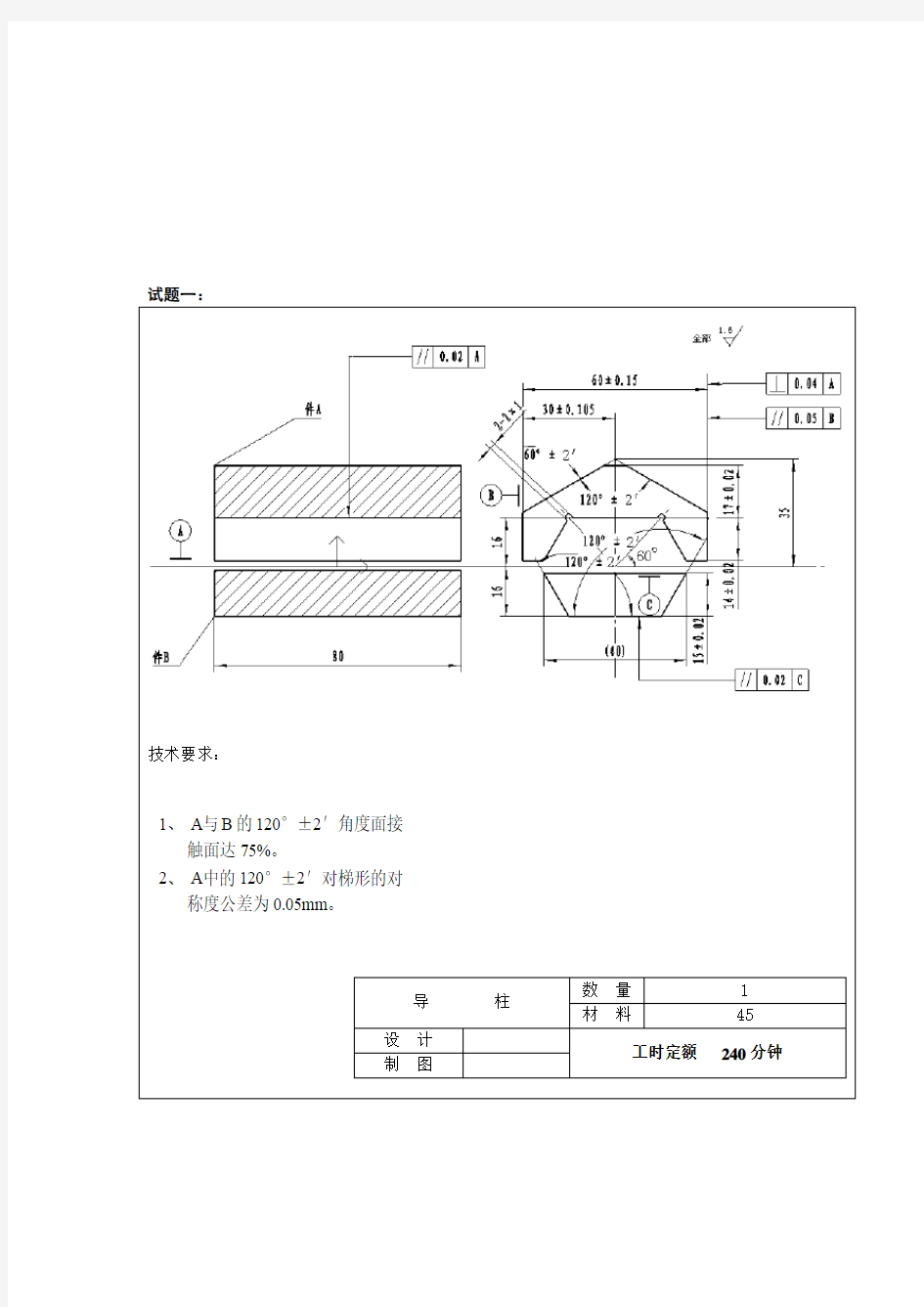
试题一:
技术要求:
1、 A与B的120°±2′角度面接
触面达75%。
2、 A中的120°±2′对梯形的对
称度公差为0.05mm。
导柱数量 1 材料45
设计
工时定额240分钟制图
备料图数量见图材料45
设计制图
考核要求、配分及评分标准
序号检测项目配分评定标准
实测结
果
扣分得分
检测
人
1 A与B的120°±2′三个角
度面接触面达75%
15
在60%以上
扣10分,低
于60%扣15
分。
2 120°±2′(3处)15 一处超差扣5分
3 15±0.02mm 5
超差不得分4 14±0.02mm 5
超差不得分5 17±0.02mm 5
超差不得分6 5
超差不得分7 5
超差不得分8 5
超差不得分9 5
超差不得分
10 顶角120°±2′对梯形的对
称度公差为0.05mm
5
超差不得分
11
(13处)12
一处达不到
要求扣2分,
扣完为止。
12 60±0.15mm 4 超差不得分
13 30±0.105mm 4 超差不得分
14
安全与文明生产(按国家
及企业有关法规和规定平定)10
每违反一项规定从总分中扣1~10分,发生重大事故者取消考试资格。
15
16
17
10
11
合分人总分评审组
长
工、量、刀、辅具清单
序号名称规格数量备注
1 平口虎钳虎钳扳手各1
2 紧固螺栓2套
3 活扳手300mm 1
4 铜锤 1
5 扁锉 200mm(4号纹) 1
6 百分表0.01mm 1
7 磁性表座 1
8 万能角度尺0°~320° 2
9 游标卡尺0~150mm(0.02mm) 1
10 千分尺0~25mm(0.01 mm) 1
11 深度千分尺 0~25mm(0.01 mm) 1
12 高速切削刀盘φ100 mm 1
13 三面刃铣刀100×16×32 1
14 锯片铣刀125×2×27 1
15 单角铣刀100×18×32×30°
80×22×27×60°1 1
16 立铣刀φ16 2
17 平行垫铁自定
18 红丹粉100g
19 检验用心棒 1
20 精密方铁 1
21 短刀轴φ27
φ32 1 1
22 铣夹头 1
23 夹套自定
场地准备:
1. 考场面积100平方米以上,设10个以上工位,每一个工位1台小型卧式铣床,每台设备在明显的区域内设置工位号,考场采光良好,每台设备有设备专用照明灯。
2. 每台设备必须采用一机一护一闸。
3. 考场应干净整洁、空气流通性好,无环境干扰。
4. 考前由考务人员检查考场各工位应准备的材料、工具是否齐全,所贴工位号是否有遗漏。
5.考评员与考生比例为1:3。
试题二:
要求:
组合块数量 1 材料45
设计
工时定额180 min 制图
技术要求:
备料图数量 1 材料45
设计制图
考核要求、配分及评分标准
考核技能
点考核要求配
分
评分标准检查
结果
扣分得分
主要项目(1)燕尾测量尺寸:
()mm 8
超差不得分
()mm 8
超差不得分
(2)T型槽槽宽:
()mm
12 一处超差扣6分
(3)T型槽槽距:
(30±0.0251)mm 8
超差不得分
(4)位置公差:
10 超差不得分
(5)T型槽及燕尾槽表
面粗糙度Ra1.6μm(8
处)
16
一处达不到要求扣3
分,扣完为止
一般项目(1)燕尾尺寸:
40±0.31mm
15±0.22mm
35±0.31mm
6 一处超差扣2分
(2)T型尺寸:
18±0.22mm
19±0.22mm
8±0.18mm
6 一处超差扣2分(3)20±0.105mm 3 超差不得分
(4)3—70±0.037mm 6 一处超差扣2分(5)表面粗糙度Ra1.6
μm
7 一处达不到要求扣2
分,扣完为止
5、安全及文明生产安全与文明生产(按国
家及企业有关法规和规
定平定)
10 每违反一项规定扣
1~10分,发生重大事
故者取消考试资格。
合计100
工、量、刀、辅具清单
序号名称型号与规格数量
1 平口虎钳虎钳扳手200mm 各1
2 紧固螺栓2套
3 活扳手300mm 1
4 铜锤 1
5 半圆锉 200mm(4号纹) 1
6 百分表0~10 mm 1
7 磁性表座 1
8 塞规φ12H7 1
9 千分尺50~75mm(0.01 mm) 1
10 检测用心棒φ12H6mm×100mm
φ8H6mm×100mm 2 2
11 高速切削刀盘φ100 mm 1
12 单角铣刀80mm×15mm×22mm×30° 1
13 键槽铣刀φ10 mm、φ12 mm各1
14 T型槽铣刀φ17.5mm×7.5mm 1
15 游标卡尺0~125mm(0.02mm) 1
16 铣刀轴φ22mm 1
17 万能角度尺 1
18 钳口同垫1副
19 平行垫铁自定
20 夹套φ10 mm、φ12 mm各1
21 划线工具自定
试题三:
要求:
1、锐边倒钝用锉刀修光。
2、两个斜度1:20以G、B为基准,全长上公差为0.05。
3、C向视图槽的对称部分中心对燕尾侧面偏移在0.10内。
4、不准使用预制专用夹具或斜度垫铁。
斜槽燕尾块数量 1 材料45
设计
工时定额360min 制图
技术要求:
备料图数量 1 材料45
设计制图
考核要求、配分及评分标准
考核技能
点考核要求配
分
评分标准检查
结果
扣分得分
主要项目2-55°±30′10 超差一处扣7分35±0.07 5 超差不得分
25±0.03 5 超差不得分
斜度1:20(2)10 超差一处扣5分55°±30′ 5 超差不得分
C向视图槽的对称部分
中心对燕尾侧面偏移在
0.10内
10
超差不得分
5 超差不得分12.
6 6 15 50 4 超差一处扣1分
(2)
10 超差一处扣5分
6 超差不得分
5 超差不得分
一般项目37 60 80 3 一处不合要求扣1分Ra0.8(4) 4 一处不合要求扣1分Ra3.2(6) 6 一处不合要求扣1分Ra6.3(2) 2 一处不合要求扣1分
5、安全及文明生产安全与文明生产(按国
家及企业有关法规和规
定平定)
10 每违反一项规定扣
1~10分,发生重大事
故者取消考试资格。
合计100
工、量、刀、辅具清单
序号名称型号与规格数量
1 平口虎钳虎钳扳手200mm 各1
2 紧固螺栓2套
3 活扳手300mm 1
4 铜锤 1
5 扁锉 200mm(4号纹) 1
6 百分表0~10 mm 1
7 磁性表座 1
8 游标卡尺0~150mm(0.02mm) 1
9 检验圆棒φ8h7×100mm 2
10 千分尺 0~25mm(0.01 mm) 1
11 高速切削刀盘φ100 mm 1
12 立铣刀φ10mm 1
13 万能角度尺0~320° 1
14 单角铣刀80mm×15mm×22mm×30° 1
15 平行垫铁自定自定
16 铣夹头 1
17 夹套φ12mm 1
18 短刀轴φ22 1
19 划线工具自定
试题四:
要求:R5、R10不允许用锉刀修锉。
凸模数量 1
材料45
设计
工时定额240min
制图
要求:配合间隙在0.10~0.20mm以内。
凹模数量 1
材料45
设计
工时定额240min
制图
技术要求:
备料图(凸模)数量 1 材料45
设计制图
技术要求:
备料图(凹模)数量 1 材料45
设计制图
考核要求、配分及评分标准
考核技能
点考核要求配
分
评分标准检查
结果
扣分得分
主要项目
4 超差不得分
2 超差不得分
1 超差不得分
1 超差不得分
3 超差不得分
3 超差不得分
5 超差一处扣2.5分
配合间隙0.10~0.20mm 30 每超差0.02mm扣15
分,超差0.05mm不
得分
一般项目22、17、10、54、42.5 10 每处超差扣2分
R5、R10、 4 每处超差扣2分40、50、70、135 、R4 5 每处超差扣1分4—φ6 4 超差一处扣4分15、25、50、106.5 4 每处超差扣1分
6 一处不符合要求扣2
分,扣完为止。
2 一处不符合要求扣1
分,扣完为止。
1 超差不得分
平面连接质量 5 一处不好扣1分,扣
完为止
5、安全及文明生产安全与文明生产(按国
家及企业有关法规和规
定平定)
10 每违反一项规定扣
1~10分,发生重大事
故者取消考试资格。
合计100
工、量、刀、辅具清单
序号名称型号与规格数量
1 平口虎钳虎钳扳手200mm 各1
2 紧固螺栓2套
3 活扳手300mm 1
4 铜锤 1
5 扁锉 200mm(4号纹) 1
6 百分表0~10 mm 1
7 磁性表座 1
8 游标卡尺0~150mm(0.02mm) 1
9 高速切削刀盘φ100 mm 1
10 立铣刀φ10、φ20 mm 各1
11 键槽铣刀φ10、φ20 mm各1
12 R5凹半圆铣刀 1
13 钻头φ6mm 1
14 钻夹头1套
15 铣夹头 1
16 夹套φ10、φ20mm各1
17 平行垫铁自定自定
18 厚薄规(塞尺)0.01~0.5 1
19 短刀轴自定 1
20 划线工具自定
21
22