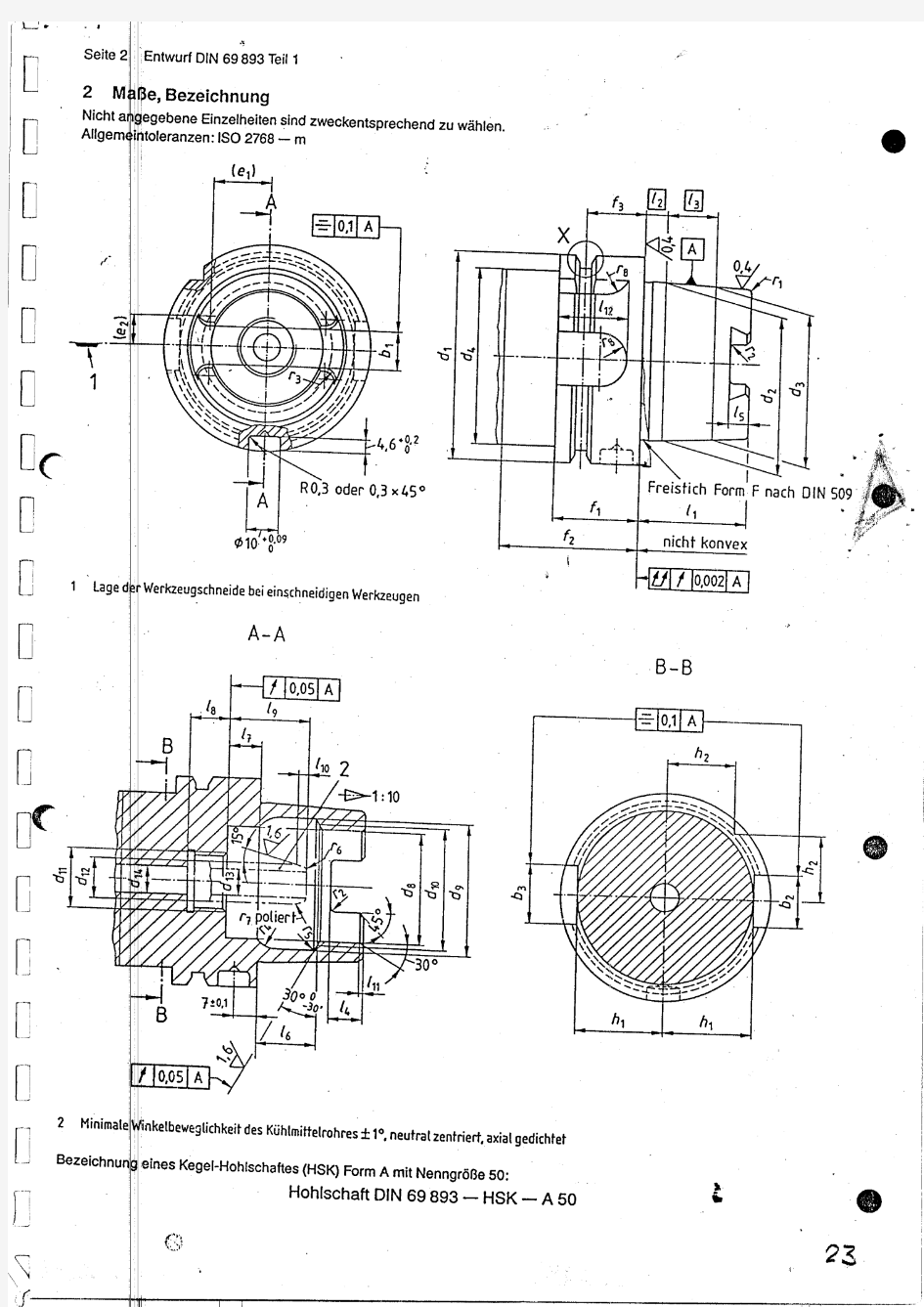
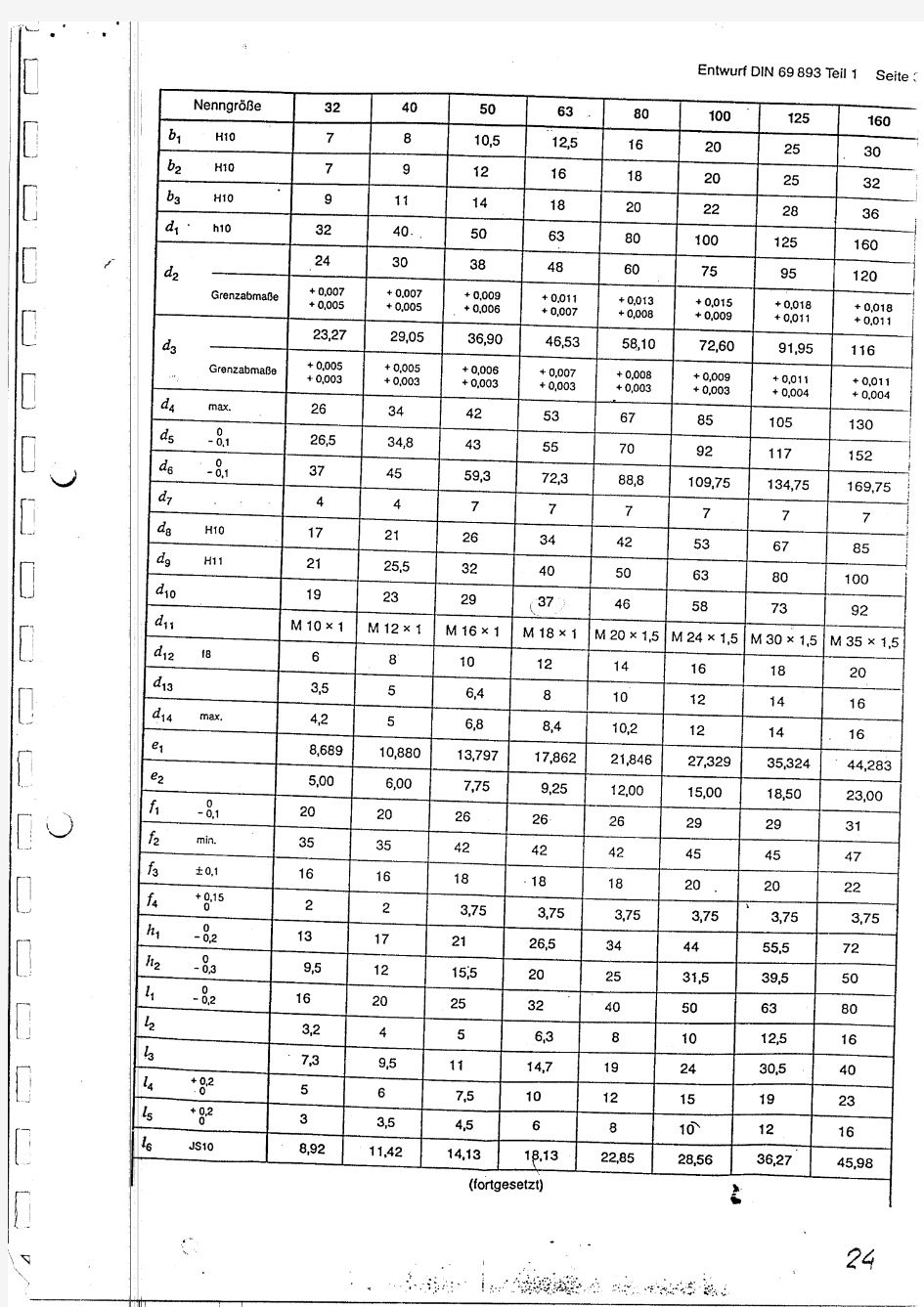
HSK刀柄结构尺寸
HSK刀柄简介 一、前言 在高速切削加工已成为机械加工制造技术重要的环节。传统的BT刀具系统的加工性能已难以满足高速切削的要求。目前高速切削应用较广泛的有德国的HSK (德文Hohl Shaft Kegel缩写)刀具系统、美国的KM 刀具系统、日本的NC5、BIG-PLUS刀具系统等以上皆属于两面拘束刀柄。 而刀具系统能在高速下进行切削加工,应满足以下基本条件: 1. 较高的系统精度 系统精度包括系统定位夹持精度和刀具重复定位精度,前者指刀具与刀柄、刀柄与机床主轴的连接精度;后者指每次换刀后刀具系统精度的一致性。刀具系统具有较高的系统精度,才能保证高速加工条件下刀具系统应有的静态和动态稳定性。 2. 较高的系统刚度 刀具系统的静、动刚度是影响加工精度及切削性能的重要因素。刀具系统刚度不足会导致刀具系统振动,从而降低加工精度,并加剧刀具的磨损,降低刀具的使用寿命。 3. 较好的动平衡性 高速切削加工条件下,微小质量的不平衡都会造成巨大的离心力,在加工过程中引起机床的急剧振动。因此,高速刀具系统的动平衡非常重要。
二、HSK工具系统标准的制订 从1987年开始,由德国阿亨产业大学机床实验室以及一些工具制造厂、机床制造厂、用户企业等30多个单位成立了专题工作组,在M.Weck教授领导下开始了新型工具系统的研究开发工作。经过第一轮研究,工作组于1990年7月向德国产业标准组织提交了「自动换刀空心柄」标准建议。德国于1991年7月公布了HSK刀具系统的DIN 标准草案,并向国际标准化组织建议制定相关ISO标准。1992年5月,国际标准化组织ISOT/TC29(工具技术委员会)决定暂不制订自动换刀空心柄的ISO标准。经过工作组的第二轮研究,德国于1993年制定了HSK工具系统的正式产业标准DIN69893。1996年5月,在ISO/TC29/WG33审议会上,制订了以DIN69893为基础的HSK刀具系统的ISO标准草案ISO/DIS12164。经过多次修订后,于2001年颁布了HSK刀具系统正式ISO标准ISO12164。 三、HSK刀具的规格与型式
HSK刀柄簡介 一.前言 在高速切削加工已成為機械加工製造技術重要的環節。傳統的BT刀具系統的加工性能已難以滿足高速切削的要求。目前高速切削應用較廣泛的有德國的HSK (德文Hohl Shaft Kegel縮寫)刀具系統、美國的KM 刀具系統、日本的NC5、BIG-PLUS刀具系統等以上皆屬於兩面拘束刀柄。 而刀具系統能在高速下進行切削加工,應滿足以下基本條件: 1. 較高的系統精度 系統精度包括系統定位夾持精度和刀具重複定位精度,前者指刀具與刀柄、刀柄與機床主軸的連接精度;後者指每次換刀後刀具系統精度的一致性。刀具系統具有較高的系統精度,才能保證高速加工條件下刀具系統應有的靜態和動態穩定性。 2. 較高的系統剛度 刀具系統的靜、動剛度是影響加工精度及切削性能的重要因素。刀具系統剛度不足會導致刀具系統振動,從而降低加工精度,並加劇刀具的磨損,降低刀具的使用壽命。 3. 較好的動平衡性 高速切削加工條件下,微小質量的不平衡都會造成巨大的離心力,在加工過程中引起機床的急劇振動。因此,高速刀具系統的動平衡非常重要。 二.H SK工具系統標準的制訂 從1987年開始,由德國阿亨工業大學機床實驗室以及一些工具製造廠、機床製造廠、用戶企業等30多個單位成立了專題工作組,在M.Weck教授領導下開始了新型工具系統的
研究開發工作。經過第一輪研究,工作組於1990年7月向德國工業標準組織提交了「自動換刀空心柄」標準建議。德國於1991年7月公佈了HSK刀具系統的DIN標準草案,並向國際標準化組織建議制定相關ISO標準。1992年5月,國際標準化組織ISOT/TC29(工具技術委員會)決定暫不制訂自動換刀空心柄的ISO標準。經過工作組的第二輪研究,德國於1993年制定了HSK工具系統的正式工業標準DIN69893。1996年5月,在 ISO/TC29/WG33審議會上,制訂了以DIN69893為基礎的HSK刀具系統的ISO標準草案ISO/DIS12164。經過多次修訂後,於2001年頒布了HSK刀具系統正式ISO標準ISO12164。 三. H SK刀具的規格與型式 四. H SK刀柄型式
国产HSK刀柄打破国外品牌垄断 随着机床向高速化、高精度化方向发展,主轴转速大幅提升,但要想发挥高速机床应有的切削精度与动态平衡能力,除了机床本身的良好设计外,挑选9009搭配合适的刀柄与切削刀具也是有效保护高速主轴寿命、保证机床正常运行的重要因素,攸关机床对工件切削加工时的整体表现与效率。HSK刀柄正是在这种情况下应运而生,与其他类型刀柄相比,其在动平衡和高速切削性能上优势良多,已经得到广泛应用。但是,一直以来,国内HSK刀柄市场被进口品牌垄断,而在今年的国际机床展上,哈量、上工等国内多家企业都展出了自己的HSK刀柄系列产品。 据哈量集团数控刀具公司的技术专家孟广达介绍,哈量是为数不多的几家承担重大专项的工量具企业之一,可调可转位镗刀模块就是其中一项专项成果,已经应用在某大型机床上,可在1.1~1.26m内的范围内进行调整。 哈量是国内较早开始生产HSK刀柄的企业,早在2005年,整合德国凯狮公司的哈量开始借助凯狮的技术生产高速刀柄。HSK刀柄适合高速加工,在欧洲市场已经普遍运用,但国内才刚刚开始。经过多年努力,哈量生产的刀柄主要技术参数已经可以与国际先进刀柄产品相媲美,已经开始在欧洲销售,而通过与国内几家机床企业的配套合作,也逐渐改变不买国产刀柄的局面。 锥柄整体高速铣刀是哈量刚刚研发推出的新产品,它将刀具和刀柄合二为一,进行整体动平衡分析,从而具有较高刚性、金属去除率更高、排屑性能更强等特性。孟广达表示,尽管刀柄在生产时可以具备良好的动平衡性,但很多刀具却无法做到,这样刀具安装在刀柄上后,整体的动平衡性就遭到了破坏,高速加工时就会产生振动。“这就要求用户在夹持刀具之后进行动平衡的调整,但很多用户企业不具备这种能力,哈量在多年生产刀柄的基础上,研发出了锥柄整体式高速铣刀,这种刀具可以根据用户需要定制,在出厂之前就进行了动平衡测试,可以保证加工表面质量和加工效率。” 在今年的机床展上,上工也展出了其最新的HSK刀柄产品。据了解,上工在合并上海机床附件一厂后,原来生产的普通刀柄市场业绩不是很好,而国内生产高速刀柄的企业又很少,市场前景很好,鉴于此,2009年上工与德国马夸得公司进行合作,投资800余万元,引进了全套技术和高级人才,如今已经形成了一定的生产规模,且产品型号全面。该项目还获得了国家资金支持,并与江苏大学进行产学研合作,培养了一批技术研发骨干队伍。上工生产的HSK刀柄自去年下半年投入市场以来,用户反映很好。 尽管两家企业的HSK刀柄的技术都来自于国外,但通过消化吸收,已经具备了研发新产品的能力,而且高速刀柄产品的质量已经可以与进口产品媲美,比如哈量的刀柄产品早已返销德国,并在欧洲市场打下了一片天地,而上工虽然进入该领域的时间比较晚,但借助稳定的产品质量、高性价比和短供货周期,市场认知率也在逐步提升。而国产高速刀柄的强势回归,也使得进口刀柄产品的价格开始下滑,这对广大用户来说,是最好的消息。
关于HSK刀柄的形式与优势 关键字: HSK刀柄 目前在切削加工领域,空心短锥柄(HSK)已越来越普及,这是由于它比7:24大锥度刀柄在精度、刚性和适用高的转速及换刀方便等方面有明显的优势。HSK正式国际标准的公布将使它在更大的范围内得到各国的承认。但在应用这种新型刀柄时,由于其结构上的特点,还必须掌握有关其承载能力的大小和使用的注意事项,才能保证安全、无故障地工作。 成立制定“HSK—技术规范”工作组 根据需要,在1993年以前,对于空心短锥柄(HSK)只是围绕各种规格的DIN标准的制订开展工作,而对如何正确合理使用各种规格的空心短锥柄(HSK)的研究工作考虑不多,只对少量的空心短锥柄(HSK)的规格正确合理使用进行了研究。其原因是,这部分工作超出了当时制订标准的工作范围。然而时至今日,为了确保HSK刀柄的推广和安全合理的应用,有关刀柄正确使用问题显得十分迫切。通过制订一个指导性的技术规范,提供具体的使用数据,可以帮助企业合理使用该刀柄。为此,1999年在阿亨工业大学的机床实验室成立了一个工作组,工作组成员来自世界各国著名的刀具、刀柄制造厂商和HSK的用户,并在财力上支持这项研究工作。 工作组的主要任务是确定HSK刀柄的性能数据:能承受的最大弯矩、扭矩以及使用的最高转速。而这些性能数据与应用的条件(如夹紧方式和夹紧力)有关,也与制造刀柄所用的材料和热处理工艺等因素有关。例如使用渗碳钢制造的小规格刀柄,由于在锥柄部分的壁厚很薄,会出现淬透的可能,使刀柄承受动态载荷的能力大大降低。 承载弯矩的能力与夹紧力有关 刀柄上承受的弯矩是由横向作用在刀具上的力产生的。刀柄的弯矩承载能力是在弯矩作用下使刀柄法兰接触面的一边开始分离时的弯矩值,从这个临界弯矩值开始,弯矩—变形特征曲线的走向明显变陡,表明刀柄装夹的连接强度迅速降低。在接近临界点时,连接强度已经不够,尽管此时刀柄的法兰面与主轴端面还保持全面接触,但弯矩已接近使两者分离的临界值。这个临界弯矩的大小主要取决于拉紧力,因此加大拉紧力可以提高最大弯矩。这一点对悬伸较长的刀具有特殊的意义,此时一个较小的切削力就会产生较大的弯矩。但是加大拉紧力会增加作用在刀柄夹紧斜面上的总载荷,尤其是在高使用传速下,由于离心力的作用,
大家都想知道多一些关于HSK数控刀柄吧,那么我们下面一起来简单的了解一下HSK数控刀柄。高速切削是一个相对概念,并且随着时代的进步而不断变化。一般认为高速切削或超高速切削的速度为普通切削加工的5~10倍。可以从不同的角度对切削速度进行划分。随着切削速度的提高,切削力会降低15~30%以上,切削热量大多被切屑带走,加工表面质量可提高1~2级,生产效率的提高,可降低制造成本20%~40%。所以高速切削意义不仅仅是得到较高的表面切削质量。 图 1为刀柄、主轴连接示意图,刀柄与主轴的连接采用膨胀式夹紧机构,拉杆在拉紧力作用下向右移动,带动夹爪张开,夹爪外锥面顶在HSK刀柄孔的30。锥面上,空心短锥柄产生弹性变形,使刀柄端面与主轴端面贴紧,从而实现刀柄和主轴锥面、端面的双面定位夹紧。 图 1 HSK 刀柄、主轴连接示意图HSK 刀柄与主轴连接夹紧后,在配合锥面之间产生接触应力,接触应力由刀柄、主轴之间的实际过盈量和刀柄受到的实际夹紧力决定,而实际过盈量和实际夹紧力又与主轴转速有密切的关系。下面建立在任一转速下,刀柄和主轴连接锥面的接触应力模型。接触应力P等于实际过盈量在连接锥面产生的应力P1 和实际夹紧力在连接锥面产生的接触应力p2之和,即p=p1+p2
国外对高速切削技术的研究比较早,可以追溯到20世纪60年代。目前已应用于航空、航天、汽车、模具等多种工业中的钢、铸铁及其合金、铝、镁合金、超级合金(镍基、铬基、铁基和钛基合金)及碳素纤维增强塑料等复合材料的加工,其中以加工铸铁和铝合金最为普遍。加工钢和铸铁及其合金可达到500~1500m/min,加工铝及其合金可达到3000~4000m/min。我国在高速切削领域方面的研究起步较晚,20世纪80年代才开始研究高速硬切削。刀具以高速钢、硬质合金为主,切削速度大多在100~ 200m/min,高速钢在40m/min以内。 切削水平和加工效率都比较低。近年来,虽然对高速切削技术已有比较深的认识,进口的部分数控机床和加工中心中也能达到高速切削加工的要求,但由于刀具等原因,高速切削技术应用也较少。目前主要在模具、汽车、航空、航天工业应用高速切削技术稍多,一般采用进口刀具,以加工铸铁和铝合金为主。高速切削技术主要分为两方面,一方面是高速切削刀具技术,包括刀具材料、刀柄和刀夹系统、刀具动平衡技术、高速切削数据库技术、检测与监控系统等;另一方面是高速数控机床技术,包括机床整机结构的静动热态特性、电主轴、直线电机进给系统、数控与伺服系统的高速及高加速度性能、轴承润滑系统、刀具冷却系统等。
摘要:高速切削技术是近十多年来发展最为迅速的先进制造技术之一。文章在论述 高速切削技术发展历程和特点的基础上,着重研究了高速切削技术中的刀柄结构,包括HSK 、KM 及CAPTO ,并比较了常用的BT 刀柄与HKS 、KM 刀柄的拉紧特性。对高速旋转所带来的特殊的动平衡问题及其执行标准也作了叙述。 1、概述 高速切削是一个相对概念,并且随着时代的进步而不断变化。一般认为高速切削或超高速切削的速度为普通切削加工的5~10倍。可以从不同的角度对切削速度进行划分,如从加工工艺的角度看,高速切削加工范围为:车削700~7000m/min ;铣削300~6000m/min ;钻削200~1100m/min ;磨削150~360m/min 。也可以根据被加工材料来确定高速切削的范围,如加工钢材达到380m/min 以上、铸铁700m/min 以上、铜材1000m/min 以上、铝材1100m/min 以上。也可以根据主轴转速、功率、锥孔大小、和平衡标准来划分,如按主轴的Dn 值划分,高速主轴的Dn 值一般为500000~2000000;对于加工中心,可按主轴锥孔的大小来划分:50号锥——10000~20000r/min ;40号锥——20000~40000r/min ;30号锥——25000~40000r/min ;HSK 锥——20000~40000r/min ;KM 锥——35000r/min 以上。而根据ISO —1940,高速主轴的转速至少要超过8000r/min 。1978年CIRP 切削委员会将高速切削定为500~7500 m/min[1][2][3]。 研究表明:随着切削速度的提高,切削力会降低15~30%以上,切削热量大多被切屑带走,加工表面质量可提高1~2级,生产效率的提高,可降低制造成本20%~40%。所以高速切削意义不仅仅是得到较高的表面切削质量[2]。 国外对高速切削技术的研究比较早,可以追溯到20世纪60年代。目前已应用于航空、航天、汽车、模具等多种工业中的钢、铸铁及其合金、铝、镁合金、超级合金(镍基、铬基、铁基和钛基合金)及碳素纤维增强塑料等复合材料的加工,其中以加工铸铁和铝合金最为普遍。加工钢和铸铁及其合金可达到500~1500 m/min ,加工铝及其合金可达到3000~4000 m/min[3]。 我国在高速切削领域方面的研究起步较晚,20世纪80年代才开始研究高速硬切削。刀具以高速钢、硬质合金为主,切削速度大多在100~200 m/min ,高速钢在40 m/min 以内。切削水平和加工效率都比较低。近年来,虽然对高速切削技术已有比较深的认识,进口的部分数控机床和加工中心中也能达到高速切削加工的要求,但由于刀具等原因, 高速切削技术应
HSK—KCH强力刀柄的标准 hsk刀柄是高速切削应用刀具的炳。自HSK空心短锥柄技术出现以来,在世界各国得到广泛应用。据了解,欧洲和北美洲的一些用户,在使用HSK刀柄时遇到了一些问题。出现这些问题的主要原因在于,他们对制造HSK刀柄的材料选择不当。DIN标准仅规定了HSK刀柄的几何形状,而没有规定所用的材料。所以,几乎所有的刀具供应商所生产的HSK刀柄,都完全参照传统的7:24锥柄来生产。HSK空心短锥柄的“空心”本身就说明具有潜在的问题:即轴向截面很小,显然这是HSK空心短锥柄的薄弱环节。传统的刀柄一般是由合金钢制造,然后或是表面淬火或是表面处理,
得到了一个坚硬耐磨的表面和韧性的心部(HRC32~36)。这些热处理过程(如渗碳和离子氮化,硬度可达HRC58~62,约1mm深)对7:24锥柄非常适合,价格也不贵。由于它具有足够的横截面,所以实际上不易变形。按照工业上能够接受的指导准则,这种尺寸比较稳定的基体把两种性能完美地结为一体——有较软而韧性的芯部,可防止硬表面因变形而爆裂脱落,又有很耐磨坚硬的表面。HSK作为一个高性能的安全的刀柄已得到了应用,其结构参数将很快成为国际标准。hsk数控刀柄购买认准钛浩机械有限公司,公司公司已通过ISO9001:2000国际质量管理体系认证,可为用户提供符合国家标准、德国标准、美国标准、日本标准等不同标准的各类机床附件,以满足客户的不同需求。
但对HSK空心短锥柄就不同了,它被做成结构截面很小,对于HSK63以下的小规格HSK空心短锥柄就没有强韧的心部来支承坚硬的表面,在每次夹紧—松开循环中都要受到很大的冲击,切削过程中又受到动态的弯扭交变载荷,在淬硬的脆性部位可能会出现微小的裂纹,在HSK刀柄的柄部的一些部位,对较大的拉应力非常敏感。这些部位有30°夹紧面、扭矩传递时键槽与主轴接触的表面以及径向贯穿孔与键槽底部、空刀槽底部最近的部位。这些微小的裂纹随时间而扩展难以发现,事实上不通过显微镜和特殊的检测手段很难发现这些变化。一个刀柄看上去工作正常,一旦过载,在出现裂纹的部位应力集中,当达到临界值时就很可能发生断裂。在使用过程中,这种脆性断裂随
HSK和BT刀柄种类规格 加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系 统和1:10的HSK真空系统。 7:24锥度的通用刀柄 锥度为7:24的通用刀柄通常有五种标准和规格,即 NT(传统型)、 DIN 69871(德国标准)、 IS0 7388/1 (国际标准)、 MAS BT(日本标准)以及 ANSI/ASME(美国标准)。 NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆 将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过 刀柄尾部的拉钉将刀柄拉紧。 目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两 种刀柄。DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME 主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、 IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言, IS0 7388/1型的刀柄是最好的。 (1)DIN 2080型(简称NT或ST) DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT 型刀柄,不能用机床的机械手装刀而用手动装刀。 (2)DIN 69871 型(简称JT、DIN、DAT或DV) DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型, 前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。 (3)ISO 7388/1 型(简称IV或IT) 其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型 刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄 安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀 柄安装在ISO 7388/1型机床上则有可能会发生干涉。 (4)MAS BT 型(简称BT) BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完 全不同,不能换用。BT型刀柄的对称性结构使它比其它三种刀柄的高 速稳定性要好。 (5)ANSI B5.50型(简称CA T) ANSI B5.50型是美国标准,安装尺寸与DIN 69871、IS0 7388/1 类 似,但由于少一个楔缺口,所以ANSI B5.50型刀柄不能安装在DIN 69871和IS0 7388/1机床上,但DIN 69871和IS0 7388/1 刀柄可以安装 在ANSI B5.50型机床上。 二、1:10的HSK真空刀柄 HSK真空刀柄的德国标准是DIN69873,有六种标准和规格,即 HSK-A、HSK-B、HSK-C、HSK-D、HSK-E和HSK-F,常用的有三 种:HSK-A (带内冷自动换刀) 、HSK-C (带内冷手动换刀) 和HSK-E(带内冷
HSK刀柄简介 1、概述 高速切削是一个相对概念,并且随着时代的进步而不断变化。一般认为高速切削或超高速切削的速度为普通切削加工的5~10倍。可以从不同的角度对切削速度进行划分,如从加工工艺的角度看,高速切削加工范围为:车削 700~7000m/min;铣削300~6000m/min;钻削200~1100m/min;磨削 150~360m/min。也可以根据被加工材料来确定高速切削的范围,如加工钢材达到380m/min以上、铸铁700m/min以上、铜材1000m/min以上、铝材1100m/min 以上。也可以根据主轴转速、功率、锥孔大小、和平衡标准来划分,如按主轴的Dn值划分,高速主轴的Dn值一般为500000~2000000;对于加工中心,可按主轴锥孔的大小来划分:50号锥——10000~20000r/min;40号锥 ——20000~40000r/min;30号锥——25000~40000r/min;HSK锥 ——20000~40000r/min;KM锥——35000r/min以上。而根据ISO—1940,高速主轴的转速至少要超过8000r/min。1978年CIRP切削委员会将高速切削定为500~7500 m/min[1][2][3]。 研究表明:随着切削速度的提高,切削力会降低15~30%以上,切削热量大多被切屑带走,加工表面质量可提高1~2级,生产效率的提高,可降低制造成本20%~40%。所以高速切削意义不仅仅是得到较高的表面切削质量[2]。 国外对高速切削技术的研究比较早,可以追溯到20世纪60年代。目前已应用于航空、航天、汽车、模具等多种工业中的钢、铸铁及其合金、铝、镁合金、超级合金(镍基、铬基、铁基和钛基合金)及碳素纤维增强塑料等复合材料的加工,其中以加工铸铁和铝合金最为普遍。加工钢和铸铁及其合金可达到500~1500 m/min,加工铝及其合金可达到3000~4000 m/min[3]。 我国在高速切削领域方面的研究起步较晚,20世纪80年代才开始研究高速硬切削。刀具以高速钢、硬质合金为主,切削速度大多在100~200 m/min,高速钢在40 m/min以内。切削水平和加工效率都比较低。近年来,虽然对高速切削技术已有比较深的认识,进口的部分数控机床和加工中心中也能达到高速切削加工的要求,但由于刀具等原因,高速切削技术应用也较少。目前主要在模具、汽车、航空、航天工业应用高速切削技术稍多,一般采用进口刀具,以加工铸铁和铝合金为主[3]。
5个问答,看懂HSK刀柄的全部细节HSK刀柄是德国发明的一种双面夹紧刀柄,也是双面夹紧刀柄中最具有代 表性的,在高速切削加工中已成为重要环节之一。关于它的结构、类型、以及使用要点,我们通过下列的几个回答来了解: Q1 HSK刀柄的锥度是多少? HSK刀柄尾部联接如图,空心柄锥度1:10,质量轻和行程短,锥面及端面双面接触,具有较高的静态和动态刚度,右为常见的7:24锥柄。 Q2 HSK刀柄的连接形式是? 在定位夹紧过程,刀杆的定位面与设备主轴之间要贴合的非常紧凑,不存在任何影响精度的间隙。较高的系统刚性和动平衡性也促使夹紧机构加紧刀杆的状态下,刀杆的定位面和设备主轴之间需要过盈配合。
过盈配合才能满足夹紧装置要足够的稳定,不会因外力的干扰,而导致定位面有丝毫的变化,并在夹紧过程中时刻要保持足够的紧固力。 Q3 HSK刀柄有哪些分类? 用于加工中心的主要有A 型、B型、C型、D型、E型、F型、T型,其它类型还在发展中。A型和C型适用于中等扭矩、中等转速机床;B型和D型适用于高扭矩、中高转速机床;E型和F型适用于低扭矩、高转速机床。 DIN 69893 A型
带有自动换刀用的V 型卡槽法兰盘结构,法兰盘上还有角向自动识别定位槽及芯片安装预留孔,后端锥体上设有两个槽宽槽深尺寸不一的驱动槽以利角向唯一定位,设有可手动装夹换刀的工艺通孔,可通过将刀柄中心的堵头螺栓更换为中心内冷却管嘴来轻松实现内冷加工。 DIN 69893 C型 圆柱法兰盘结构并设有可手动装夹换刀的工艺通孔适用于专机使用,后端锥体上设有两个槽宽槽深尺寸不一的驱动槽以利角向唯一定位,可通过将刀柄中心的堵头螺栓更换为中心内冷却管嘴来轻松实现内冷加工。
对HSK刀柄材料的特殊要求 发布日期:[2009-4-23] 共阅[21]次 自HSK空心短锥柄技术出现以来,在世界各国得到广泛应用。据了解,欧洲和北美洲的一些用户,在使用HSK刀柄时遇到了一些问题。出现这些问题的主要原因在于,他们对制造HSK刀柄的材料选择不当。 DIN标准仅规定了HSK刀柄的几何形状,而没有规定所用的材料。所以,几乎所有的刀具供应商所生产的HSK刀柄,都完全参照传统的7:24锥柄来生产。HSK空心短锥柄的“空心”本身就说明具有潜在的问题:即轴向截面很小,显然这是HSK空心短锥柄的薄弱环节。 传统的刀柄一般是由合金钢制造,然后或是表面淬火或是表面处理,得到了一个坚硬耐磨的表面和韧性的心部(HRC32~36)。这些热处理过程(如渗碳和离子氮化,硬度可达HRC58~62,约1mm深)对7:24锥柄非常适合,价格也不贵。由于它具有足够的横截面,所以实际上不易变形。按照工业上能够接受的指导准则,这种尺寸比较稳定的基体把两种性能完美地结为一体——有较软而韧性的芯部,可防止硬表面因变形而爆裂脱落,又有很耐磨坚硬的表面。 但对HSK空心短锥柄就不同了,它被做成结构截面很小,对于HSK63以下的小规格HSK空心短锥柄就没有强韧的心部来支承坚硬的表面,在每次夹紧—松开循环中都要受到很大的冲击,切削过程中又受到动态的弯扭交变载荷,在淬硬的脆性部位可能会出现微小的裂纹,在HSK刀柄的柄部的一些部位,对较大的拉应力非常敏感。这些部位有30°夹紧面、扭矩传递时键槽与主轴接触的表面以及径向贯穿孔与键槽底部、空刀槽底部最近的部位。这些微小的裂纹随时间而扩展难以发现,事实上不通过显微镜和特殊的检测手段很难发现这些变化。一个刀柄
HSK刀柄的结构和应用 HSK(德意Hohl SchaftKegel缩写)刀柄是德国阿亨(Aachen)工业大学机床研究所在20世纪90年代初开发的—种双面夹紧刀柄,是最具有代表性的双面夹紧刀柄,从1987开始,由德国工业大学机床研究所实验室(WZL)和一些刀具制造厂、机床制造厂、用户企业等30多个单位成立了专题工作组,在M.Weck教授领导下开始新型工具系统的研究开发工作。经过多伦研究,工作组于1990年7月向德国本土标准机床组织提交了“自动换/j宁心柄”标准建议。德国于1991年7月公布HSK工具系统的DIN标准备案,并向国际标准化组织建议制定相关ISO标准。1992年5月,国际标准化组织ISOTfrC29(工具技术委员会)决定暂不制定自动换/J空心柄的ISO标准。经过工作组的第二轮研究,德国1993年制定了HSK 刀具系统的正式工业标准DIN69893。1996年5月,在ISO/TC29/WG33审议会下,制定了以DIN69893为基础的HSK厂只系统的ISO标准草案ISO/DISl2164。经过多次修订后,于2001年颁布HSK工具系统正式ISO标准IS012164。由于其刚度和重复定位精度较标准锥度刀柄提高几倍至几十倍,因此在机械制造业界得到广泛地认同和采用。例如,德国奔驰汽车公司和大众汽车公司,HSK/J柄广泛用于铣削、钻削和车削加工。 HSK刀柄采用锥面(径向)和法兰端面(轴向)双面定位,机床实现与主轴的刚性连接。当刀柄在机床主轴上安装时,空心短锥柄与主轴锥孔能完全接触,起到定心作用。 此时,HSK刀柄法兰盘与主轴端面之间还存在约0.1mm的间隙。在拉紧机构作用下,拉杆的向后移动使其前端的锥面将弹性夹爪径向胀开,同时夹爪的外锥面作用在空心短锥柄内孔的30度锥面上,空心短锥柄产生弹性变形,使刀具端面与主轴端面靠紧,实现刀柄与主轴锥面和主釉端面同时定位和夹紧的功能。 这种刀柄结构的主要优点是: (1)有效地提高刀柄与机床主轴的结合刚度。由于采用锥面、端面过定位结合,使刀柄与主轴的有效接触面积增大,并从径向和轴向进行双面定位,大大提高刀柄与主轴的结合刚度,克服了传统的标准锥度柄在高速旋转时刚度不足的弱点。 ⑵有较高的重复定位精度,并且自动换刀动作快,有利于实现ATC的高速化。由于采用的锥度,其锥部长度缩短(约为锥柄相近规格的I/2)。每次换刀后刀柄与主轴的接触面积大,—致机床性好,提高了刀柄的重复定位精度。由于采用空心结构,重量轻,便于自动换刀。 (3)具有良好的高速锁紧性。刀柄与主轴间由弹性扩张爪锁紧,转速越高,扩张爪的离心力越大,锁紧力越大。按德国DIN标准的规定,HSK/J柄采用平衡式设计,其结构形式有A、B、C、D、E、F共6种型式。每一种型式又有多种尺寸规格。A、B型为自动换刀柄,C、D为机床手动换刀柄.E、F型为无键连接刀柄,适合超高速切削。
自HSK空心短錐柄技術出現以來,在世界各國得到廣泛應用。據瞭解,歐洲和北美洲的一些用戶,在使用HSK刀柄時遇到了一些問題。出現這些問題的主要原因在於,他們對製造HSK刀柄的材料選擇不當。 D IN標準僅規定了HSK刀柄的幾何形狀,而沒有規定所用的材料。所以,幾乎所有的刀具供應商所生產的HSK刀柄,都完全參照傳統的7:24錐柄來生產。HSK空心短錐柄的“空心”本身就說明具有潛在的問題:即軸向截面很小,顯然這是HSK空心短錐柄的薄弱環節。 傳統的刀柄一般是由合金鋼製造,然後或是表面淬火或是表面處理,得到了一個堅硬耐磨的表面和韌性的心部(HRC32~36)。這些熱處理過程(如滲碳和離子氮化,硬度可達HRC58~62,約1mm深)對7:24錐柄非常適合,價格也不貴。由於它具有足夠的橫截面,所以實際上不易變形。按照工業上能夠接受的指導準則,這種尺寸比較穩定的基體把兩種性能完美地結為一體——有較軟而韌性的芯部,可防止硬表面因變形而爆 裂脫落,又有很耐磨堅硬的表面。 但對HSK空心短錐柄就不同了,它被做成結構截面很小,對於HSK63以下的小規格HSK空心短錐柄就沒有強韌的心部來支承堅硬的表面,在每次夾緊—鬆開迴圈中都要受到很大的衝擊,切削過程中又受到動態的彎扭交變載荷,在淬硬的脆性部位可能會出現微小的裂紋,在HSK刀柄的柄部的一些部位,對較大的拉應力非常敏感。這些部位有30°夾緊面、扭矩傳遞時鍵槽與主軸接觸的表面以及徑向貫穿孔與鍵槽底部、空刀槽底部最近的部位。這些微小的裂紋隨時間而擴展難以發現,事實上不通過顯微鏡和特殊的檢測手段很難發現這些變化。一個刀柄看上去工作正常,一旦超載,在出現裂紋的部位應力集中,當達到臨界值時就很可能發生斷裂。在使用過程中,這種脆性斷裂隨時可能發生。 有些製造廠商用淬透性材料。這時,截面上不同點的性質大體相同,刀柄的延伸率、屈服強度和衝擊強度可能達到最佳組合。但是,相對於表面淬硬的刀柄,其硬度將是最低的(約低5~6HRC)。這種刀柄缺乏衝 擊強度,不耐磨,因此不得不經常更換。 所以要想達到最高的韌性、最高的耐磨性和耐腐蝕性的同時,又要成本低廉,這是不可能的。我們不能改變產品的幾何形狀,它是標準的。我們也受大量生產成本的制約,不可能採用昂貴的“空間材料和技術”。 為了能使這種具備許多優點的新介面在生產中得到廣泛應用,我們只有不斷地探索。 製造廠商和用戶必須對刀柄材料做出選擇。一種是對材料要求有高的強度、韌性並帶有適度的耐磨性;另 一種是要求有高的耐磨性兼有中等強度。 分析結果表明,HSK主軸安裝孔應力最大的橫截面,應具有較大的截面面積,而且儘量不用對應力集中敏感的材料。但必須能適應高速加工,即重量要輕,在離心力作用下徑向變形要小。 在帶有自動換刀的數控加工中心上,典型的工具介面之間的摩擦都有“多個對1個”的比率。就是說,刀柄在換刀迴圈中僅摩擦一次,而主軸孔則要與完成此工序的許多不同刀柄摩擦很多次。 例如,假定有一台CNC加工中心的刀庫有32個刀位,而且都在使用。每個工序切削時間為5分鐘,機床每天工作10小時。在同一工件加工中每把刀具只使用一次。這樣,對主軸來講,每天要摩擦120次,而對
关于HSK刀柄方面的知识 一、 简述 HSK采用锥面与端面双重定位的方式, 1:10空心工具锥柄和主轴1:10锥孔之间在整个锥面和支承平面上产生摩擦,提供封闭结构的径向定位,平面夹紧定位防止刀柄的轴向窜动,锥柄部长度短(约为标准BT锥柄长度的1/2)、重量轻,因此换刀时间短,有利于高速ATC及机床小型化。
二、型式与规格 A型
?用于带有自动换刀装置的加工中心,数控铣床,特殊加工机床。 ?通过中心和轴向冷却管路供应冷却液。 ?由锥柄端面的两个驱动键槽传动扭矩。 ?法兰上带有两个用于刀库的键槽。 ?法兰上带有定位槽。 ?法兰上钻符合DIN69873标准的数据载体孔。 B型 ?用于为了重载切削的加工中心、数据铣床和数控机床。 ?带有加大的法兰直径。 ?通过法兰的非中心冷却管路或通过冷却管的中心冷却。 ?通过法兰上的两个键槽传递扭矩。 ?法兰上带有定位槽。 ?法兰上钻符合DIN69873标准的数据载体孔。 C型 ?优先应用于没有自动换刀装置的生产传动线和特殊加工机床上,或是工具上的延长部分和缩颈部分。 ?由中心轴向冷却装置供应冷却液。 ?由锥柄端面的两个驱动键槽传递扭矩。
D型 ?应用于通过加大接触面以提供更好支持的手动换刀的所有范围。 ?带有加大的法兰直径。 ?通过法兰的非中心冷却管路或由中心冷却管路供应冷却液。 ?通过法兰上的两个键槽传递扭矩。 E型 ?应用于高速主轴和木材加工机械。 ?没有驱动键槽的对称回转体。 ?通过压紧的磨擦力传递扭矩。 ?能通过中心冷却管路提供冷却。 F型 ?带有加大的法兰。 ?能通过中心冷却管路提供冷却。