数控机床传动系统设计介绍
1. 开发XXX型号数控车床的目的和理由
国内数控车床经过十几年的发展,已形成较为完整的系列产品,但用户要求越来越高,对价格性能比更为看重,尤其对某些小型零件的加工,其所需负荷较小,调速范围不宽,加工工序少,效率高,但目前国内数控车床功能多,价格高,造成很大浪费,而我厂现有的数控车床,虽然在这方面做得较好,其加工范围的覆盖面也较宽,但针对上述零件加工的机床还是空白,对用户无法做到“量体裁衣”。随着市场经济的发展和产品升级换代,上述零件加工越来越多,市场对其具有较高效率,价格较低的排刀式数控车床的要求量越来越大,综上所述,为适应市场要求,扩大我厂数控车床在国内机床市场上的占有量,特进行N-089型数控车床的开发。
2 机床概况、用途和使用范围
2.1 概述:
XXX型号是结合我厂数控机床和普通机床的生产经验,为满足高速、高效和高精度生产而设计成铸造底座、平床身、滚动导轨,可根据加工零件的要求自由排刀的全封闭式小规格数控车床。本机床采用SIEMENS 802S系统,主电机为YD132S-2/4双速电机。主传动采用富士FRN5.5G9S-4型变频器进行变频调速,进给采用德国SIEMENS公司生产的110BYG-550A 和110BYG-550B步进电机驱动的半闭环系统,两轴联动。
2.2 用途:
XXX型号型数控车床可以完成直线、圆锥、锥面、螺纹及其它各种回转体曲面的车削加工,适合小轴类、小盘类零件的单件和批量生产,特别适合于工序少,调速范围窄,生产节拍快的小轴类零件的批量生产。
2.3 使用范围:
本机床是一种小规格,排刀式数控车床,广泛用于汽车、摩托车、纺织、仪器、仪表、航空航天、油泵油嘴等各种机械行业。
3 XXX型号型数控车床的主要技术参数:
3.1 切削区域:
a. 拖板上最大回转直径75mm
b. 最大切削长度180mm
c. 纵拖板的最大行程250mm
d. 横拖板的最大行程300mm
3.2 主轴:
a. 主轴头部GB59001-86-A24
b. 主轴前轴承内径70mm
c. 主轴通孔直径42mm
d. 最大通过棒料直径25mm
3.3 主传动:
a. 主电机功率 4.5/5.5kw
b. 主轴转速3200(4000)r/min
c. 主轴最大扭矩32N?m
3.4 进给运动:
a. 快进速度:X向3m/min
Z向6m/min
b. 最小进给单位:X向0.0025mm
Z向0.005mm
c. 进给力(额定):X轴13000N
Z轴10000N
3.5 排刀:
a. 根据特定零件安排相应刀具
b. 刀具安装尺寸:外圆刀具16?16
内孔刀具?16
3.6 机床重量:约1800kg
3.7 机床外形尺寸(长×宽×高):1700?1140?1550(mm)
4 传动系统的确定和分析
4.1 主传动方案的拟定:
本机床采用YD型双速电机+变频调速,为提高扭矩,降速比为1:1.2。
4.1.1 主轴最高和最低转速的确定:
该机床主要用于加工小轴类零件和有色金属件,这样就有较高的速度要求。
根据市场调研和分析:
转速n max=3300~3400r/min
n min=190r/min
4.1.2 主电机功率的确定
主电机主要满足负荷切削的要求,现假设如下切削条件:
试件:材料:45钢;热处理:正火;工件直径:?65mm
切削速度:V=150m/min
切削用量:ap=1.5mm;f=0.3mm/n;P=200kg?f/mm
a. 主切削力
Fz=P?f?ap=200?0.3?1.5=90kg?f=900N
b. 切削扭矩
M切=Fz?R==29.25N?m
c. 切削功率
M切=Fz?V==2.25kw
该主传动效率为η=0.8
则N主/N切==2.8125kw
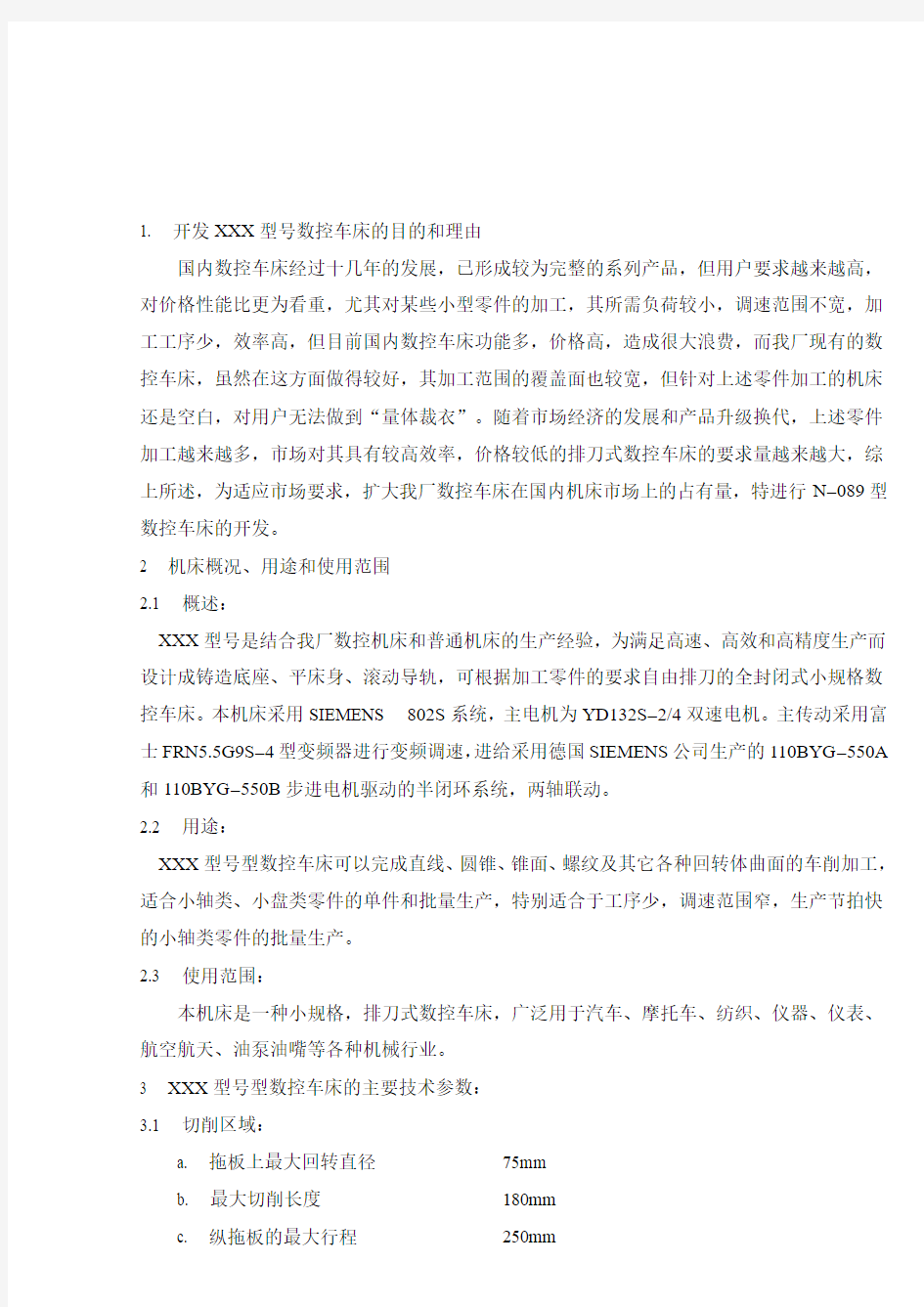
d. 根据材料考虑本机床现有一定的转速要求,又有较高的扭矩要求,而该机床定位较低,故选用普通YDS132S-2/4双速电机额定输出功率4.5/5.5kw,额定转速1440/2900r/min 采用1:1.2降速提高扭矩,并用交流变频器进行8~75HZ的低速档变频和8~66HZ的高速档变频,变速比为1:1.2时,主轴转速和输出扭矩:
低速档:
n额==1200r/min
n低==192r/min
n高==1800r/min
额定扭矩M==32.23N?m
高速档:
n额==241.6r/min
n低==386r/min
n高==3190r/min
额定扭矩M==19.56N?m
其主轴输出功率、扭矩见图1。
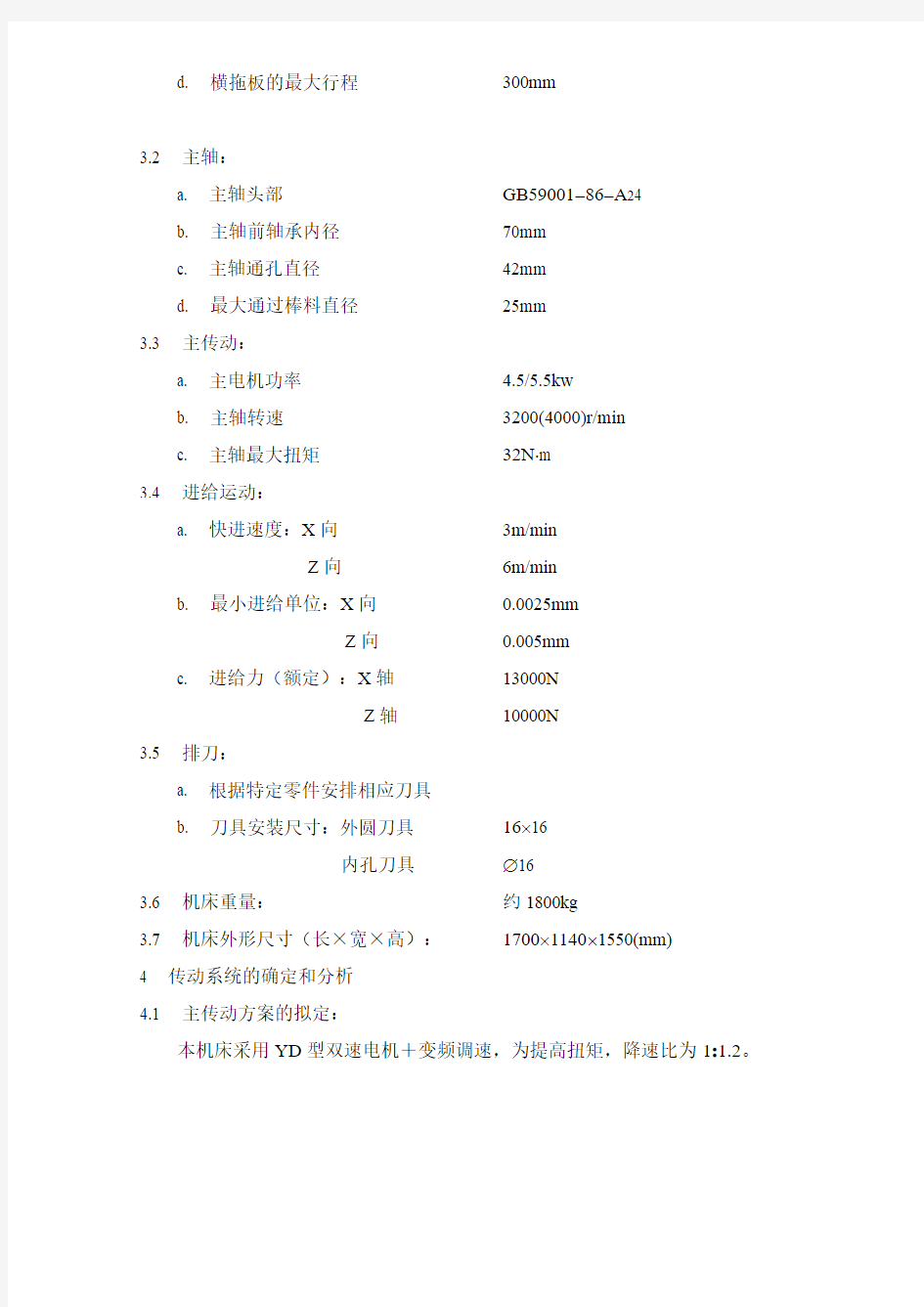
对于那些对主轴转速要求较高的用户,我们在设计中考虑采用调整其变速比的方法来满足,即将原降速比1:1.2改为1:1。实际调整就是将主传动中皮带轮的尺寸由?120mm调整为?150mm,仍用交流变速器进行8HZ~75HZ的低速档变频和8HZ~70HZ高速档变频,额定输出功率为4.5/5.5kw,额定转速1440/2900r/min。
这样在1:1传动时主轴低速档及额定输出扭矩:
n额=1440r/min
n低==230r/min
n高==1440?1.5=2160r/min
M额==26.86N?m
主轴高速档及额定输出扭矩:
n额=2900r/min
n低==464r/min
n高==4060r/min
M额==16.3N?m
其主轴输出功率、扭矩见图2。
4.1.3 三角皮带轮的校核
根据设计结构要求,选d1=125mm,考虑皮带的滑动率ε,
则大轮直径d2=
ε——皮带滑动率
I ——传动比 取:ε=1%;I=1.2
计算得:d 2=148.5,取d 2=150mm a. 中心距确定: Dm==137.5mm ?=
=12.5mm
假定:a=660mm 带长:L=π?Dm+2a+
=3.14?137.5+2?660+
=1752mm
按标准取:L 0=1800mm 则:a=
=
225.128)5.13714.31800(4
1
45.13714.31800?-?-+??
=683.9mm ,取a=684mm
b. 小轮包角: α1==-a θ
2180180?>120? c. 带速: ν=
=26.5m/s>25m/s
n 1:小轮最高转速n=4060r/min
由计算所提,机床最高转速时,带速略超许用带速,考虑综合因素,仍选用A 型带, d 1=125mm
d. 单根V 型带的基本额定功率
根据d 1=125mm 、n 1=1440r/min ,由《机械设计手册》第3册中的表22.1-13d 查得(A 型带):
N 1=1.93kw
考虑到传动比的影响i ≠1,额定功率的增量?N 1由表22.1-13d 查得: ?N=0.13kw e. 带的根数: Z=
Nc——计算功率:Nc=K A?N=1.1?5.5=6.05
N——机床传递功率
K A——工作情况系数,考虑到本机床直接传动运转平稳,无冲击,故取K A=1.1
?N1——功率增量
Kα——包角系数,由表22.1-10查得Kα=0.99486
K L——带长系数,由表22.1-11查得K L=0.99
Z==2.9
取三根A型带Z=3
f. 张紧力:
F=
q:V型带每米长质量查表q=0.1kg/m
F==188.42N
g. 径向载荷:
Q=2?Z?F0?Sin=1130.53Sin=1112.8(N)
4.1.4 主轴直径的选择:
a. 由于本机床采用的A24主轴,根据经验取前支承直径?70mm,因为考虑到最大棒料(通过)为?25,取后轴径?65mm。
b. 求支承的径向刚度:
主轴的输出扭矩:由扭矩转速图1可查得:
在n min=192r/min
Mmax=35.8N?m
若取Dmax=70mm
则Fz==1022.85N
Fy=0.5Fz=511.4N
则F==1143.58N
受力情况如图3。
图 3
图 4
支承情况如图4,设计中根据需要a=68.5,
取a l
=3,则l=3a=3?68.5=205.5
由前面计算的切削力,根据力和力矩的平衡,
F α=l l )
(a F +=1524.8N
F β=5
.2055
.6858.1143?=?l a F =381.2N
在实际设计中,根据经验,前后轴承分别选取哈轴的46114、36114二个自成组轴承和36113二个自成组轴承,这样前轴既有较高的承载力和能满足较高的转速要求。因此,向心推力球轴承间隙为零时的径向弹性位移量: δo=
Qr ——滚动体上的径向载荷 Qr=
Fr ——轴承径向载荷,此处为支反力 i ——滚动体列数 Z ——每列滚动体数 Qr α==217.2N
Qr β=
=51.6N
α:向心推力轴承推力角;36接触角15?;46接触角25? d Q :滚动体直径 则:δo α==7.4μm
δo β=
=2.79μm
设:46114轴承的预紧量为18μm(由工艺推荐)也可以通过相关样本查的63113轴承的预紧量为22μm
相对位移量:=2.43
=7.89
从图3-5查得:βα=0.24,β=0.2
由式3-2:δ1=βδo得
δα1=0.25δoα=0.24?7.4=1.7μm
δβ1=0.2δoβ=0.2?2.79=0.558μm
支承的弹性位移即包括轴承的位移,同时也包括了轴承外径与箱体孔的接触变形和轴承内径和轴的接触变形。
查哈轴样本:C46114、D36113轴承与箱体孔的装配过盈量:
?α1=0μm,?β1=0μm
由公式从图3-6查得:Kα1=0.2,Kβ1=0.2
代入式:δ=
F——外载荷(N)
K——系数,由过盈量查图3-6得
b——轴承宽度(mm)
d——轴承外径
δα2==1.387μm
δβ2==0.415μm
轴承C46114、D36113与轴的装配过盈量:
?α2=4.5μm,?β2=0μm
由公式从图3-6查得:Kα2=0.17,Kβ1=0.2
δα3==1.179μm
δβ3==0.415μm
由以上计算可以得出本主轴组前支承、后支承的综合径向刚度:
Kα==357.4N/cm
Kβ=N/cm
c. 求最佳跨距
=1.29,≈1
当主轴当量外径D当==67.5mm,当量内径d当=48时,
惯量矩I=0.05?
η=≈1.2
查图3-32,η-曲线可查得:=3.3
则:Lo=3.3a=3.3?68.5=22.605
本设计取a=67,跨距210mm
由以上计算可以看出选a=67,跨距210mm,能够满足主轴的最佳跨距和刚度的要求。
以上计算公式均取自大连工学院戴曙主编的《金属切削机床计算》。
4.1.5 轴承寿命的计算
主轴受力分析如下图5。
图 5
a. 假设切削零件:
试件尺寸:?25?100mm
夹头体重量:G=γ?V=7.8?3.14?=1.3kg
b. 设计使用时间th
设机床每天工作15h,每年使用300天,使用年限8年,在全部使用期间内切削时间占70%,则:
th=15?300?8?70%=25200小时
c. 计算平均转速n e
由于本机床是190~4000r/min范围内调速,因此需要计算平均转速,设机床的总运转时间为1,则在各种转速下所占机床的总运动时间列表如表1。
n e==1595r/min
d. 平均切削力计算:
在以上常用转速下加工零件时主轴所受的主切削力见表2。
F=P a p?f
P——单位切削量的切削力
钢为200kg?f/mm ,有色金属为80kg?f/mm
平均主切削力Fze==45.76kg?f
平均切削分力Fye=0.5?Fze=22.88kg?f
e. 根据力矩平衡原理,求α、β支承处的支反力
图 6
G在α、β支承的分力:受力分析如图6。
FαG==1.9kg=19N
FβG=1.9-1.3=0.6kg=6N
Q在α、β支承上的分力(Q为皮带张紧时,作用在主轴上的张紧力)。
根据前面皮带校核,皮带张紧时的作用主轴上的张紧力Q=112.8N,受力分析如图7。
图7
FαQ==699.5N
FβQ=1812.3N
主切削力在α、β支承上的支反力(Fze),受力分析如图8。
图8
Fαze==2Fze=2?45.76kg=915N
Fβze=915-457.6=457.4N
切削分力在α、β支承上的支反力:
Fαy==2Fy=2?22.88=45.76kg=457.6N
Fβy=Fαy-Fy=228.2N
根据以上计算α、β两支承所受的总支反力如图9所示。
图9
Fα'=FαQ+Fαze-FαG=1595.5N
Fβ=FβQ+Fβze-FβG=1812.3+457.4-6=2263.7N
Fα==1659.8N
Fβ==12275.2N
f. 轴承寿命计算:
Lh=
n e——平均计算转速
P——轴承支反力(此处Fα、Fβ)
前轴承(α支承)
α支承是一个46114和一个36114自成组轴承,额定负荷取46114轴承的额定负荷。
Lhα==79904.8h>30000h
后轴承取2个36113自成组轴承C=28.6KN
Lhβ==20755.6(h)
通过计算,后轴承若采用36113轴承,其寿命不能满足要求,因此,后轴承重选,采用2个36213自成组轴承。
C=56.1KN
则:Lhβ==15664.86(h)>30000h
4.2 伺服系统的确定
本机床X、Z的进给均采用SIEMENS公司的802S数控系统的交流步进电机,X、Z轴的丝杆均采用25mm直径,螺距均为5mm,X轴轴承2个46104自成组,Z轴选用3个46204三个自成组,并分别采用施加预紧力来消除丝杆间隙,以提高其刚度。
5.2.1 传动比和进给速度计算:
根据以往数控机床设计经验,选步进电机,电机技术参数如表3示。
a. X向传动比计算:
i=;?——步距角;S——丝杆导程;?——脉冲当量
为了保证机床有一定的加工精度,取?=0.0025mm
则i==2
取Z1=20,则Z2=iZ1=40
b. 进给速度计算:
根据该电机的频一距特性曲线(802S步进电机样本)
取H'=10kpps=10000HZ
V'=
V'j==1.5m/min
这样快进速度太慢,由H-m特性曲线,取H=20kpps=20?10 HZ
V==6m/min
这样Vj==3m/min
由以上计算,再根据H-m特性曲线,X向采用1:2降速,即提高了其进给精度,又提高进给扭矩。虽进给速度降低,但对此排刀数控机床不存在刀具的换位,让刀空行程较少,效率高,因此Vj=3m/min足够了。
c. Z向传动比的计算:
i=;?——步距角;S——导程;?——脉冲当量
取?=0.005mm;则i==1
Z向采用直接传动,从而减少了中间传动环节,提高传动的精度。
d. 进给速度的计算:
根据其H-m特性曲线(SIEMENS电机样本)
Vj==6m/min
由图线可知电机在此速度下快进,仍有较高的扭矩。
4.2.2 惯量匹配计算:
工作台折算到电机轴上的惯量:
J=J I+Js+J其它
Js——丝杆的转动惯量
J I——移动部件转化到丝杆上的惯量
惯量匹配的计算,主要用以检查负载惯量对系统的灵敏度和加速度,如果负载惯量过大,则电机加速时间较长。若负载发生变化,则加速时间也将发生变化,因此要负载惯量与电机的惯量要合理匹配。一般负载惯量与电机惯量Jm之比应满足 通过表4计算,可见本机床选用的此两电机均可满足 4.2.3 电机转矩匹配的计算: 由于数控机床对动态响应特性要求较高,所以电机的转矩主要用来产生加速度。 M=Mamax+Mf+Mo Mamax——空载启动时折算到电机轴上的加速度力矩 M f——折算到电机轴上的摩擦力矩 Mo——由丝杆预紧时折算到电机轴上的附加摩擦力矩 Mamax=kgf?m Jr:kg?m M f=kgf?m Mo=kgf?m T——系统响应时间常数 n max——电机最大转速(r/min) Fo——导转摩擦力(kgf) S——丝杆导程(mm) η——传动链效率,一般η=0.8~0.85 Po——滚轴丝杆的预加载荷 ηo——滚珠丝杆预紧时的效率,ηo=0.9 Jr=J L+J M T为,KS为系统开环增益,KS值越大机床灵敏度越高,但KS值大到一定程度时,由于系统的灵敏度过高而使系统的运动部件惯量过大,从而影响定位精度。对一般数控机床取KS=8~25。本机床取KS=10。根据以上公式计算X、Z向的加速力矩,忽略Mo、M f的影响, 则:=1.23N?m< =3.1N?m< 通过以上计算,本机床电机匹配合适。 进给部份主要运动参数如表5。 4.2.4 加速能力计算: 系统要求的最大加速度: =1m/s =2m/s 上滑板能达到的最大加速度: a x==4.84m/s >a max 十字拖板能达到的最大加速度: a z==2.87m/s >a max 因a x>a max、a z>a max因此本机床能够达到加速性能要求。 4.2.5 进给力的计算: a. X向进给力的计算: X向电机能够提供的最大静扭矩为6N?m,经1:2降速,机械效率0.9, 则Fx==6782.4?2=13564.8N Fx的最大值主要在机床进行粗切端面时出现,假设下列切削条件:刀具材料:YT5车刀,Kr=90? 切削用量:t=2m,f=0.3,Cpy=141 工件材料:结构钢,σb=65kg/mm Fgx==1050N Fx>Fgx,电机满足要求。 b. Z向进给力的计算: Z向电机能够提供的最大静扭矩9N?m,机械效率η为0.9, 则Fz==10173.6N Fz的最大进给力主要用于孔加工,假定下列切削条件: 钻孔直径:?15mm 走刀量:S=0.15mm 主轴转速:n=300r/min 刀具材料:工具钢 工件材料:结构钢,σb=65kg/mm Fgz==4615N Fy>Fgz,故Z向电机满足要求。 4.2.5 丝杆的预拉伸量计算: 本机床通过对机床丝杆进行预拉伸来消除加工过程中由于丝杆的热变形对加工精度的影响,并进一步提高丝杆的刚度。 a. X轴丝杆方向目标值的确定: 丝杆的热膨胀变形: ?L=α?L??t==0.019332mm α——丝杆的热膨胀系数,α=/℃ ?t——丝杆与床身之间的温升,?t=3℃ L——丝杆两锁紧螺母之间的距离 根据以往经验,考虑到丝杆除环境温度的变化而引起丝杆变形外,还有其它因素的影响,取丝杆的预拉伸量为0.035mm。因丝杆螺纹整个丝杆部分全长为67.9%,则丝杆的方向目标值为-0.025mm。 b. Z轴丝杆方向目标值的确定: 丝杆的热膨胀变形: ?L=α?L??t==0.0222mm 取预拉伸量为0.04mm,螺纹占丝杆全长的60.1%、0.04?60.1%, 则方向目标值为-0.025。 5 设计原则 5.1 采用成熟的结构和技术 5.2 尽可能采用通用部件,以减少制造成本、生产周期。 5.3 配套件的选用 由于本机床目标售价较低,除系统X、Y向电机外,其它的全部选用国内配套件。 5.4 设计出图贯彻NJB/Z27-1《产品设计、生产、检测用标准目录》中的下列项目,见表6。 6 机床精度 本机床精度贯彻《简式数控卧式车床精度》JB/T8324.1-96。 本机床技术条件贯彻《简式数控卧式车床技术条件》JB/T8324.2-96。 7 成本 7.1 成本分析见表7。 7.2 成本计算: 厂内自制件加50%管理费,外购、外配加15%管理费,税金17%,利润率按10%计算。 则理论售价=(2.5?1.5+5.486?1.15)?1.1+(2.5?1.5?1.1+5.486?1.15?1.1-5.486)?0.17 =11.065+0.95≈12(万元) 本机床目标售价为12万元。 8 工作进度 摘要 本论文针对目前国内外数控车床的现状、发展动态和发展方向及其在现代工业中的重要作用,运用液压元件的基本理论,对其主关键结构液压系统箱进行了原理分析和优化设。根据设计的实际需要,对车床液压系统开展研究,并对液压系统的结构元件和液压控制系统的结构进行了优化设计。并介绍了一种在三爪卡盘上加装摆动式液压缸和平面螺旋机构的螺旋摆动式液压缸增力机构的结构。叙述了主要的设计步骤和参数的确定。 关键词:数控车床液压油泵液压油缸液压控制阀三爪卡盘性能分析参数优化设计 G RADUATE D ESIGN (T HESIS) 设计(论文)题目:数控机床液压系统设计 指导教师:李洪奎 I Abstract The present paper in view of the present domestic and foreign numerical control lathe present situation, the development tendency and the development direction and in the modern industry vital role, the utilization hydraulic unit basic theory, has carried on the static analysis and the optimized design to its important structure lathe bed, then achieved the instruction designs and enhances the numerical control lathe technical performance the goal. According to the design actual need, the method of hydraulics systems used in the actual project the related theory and the realization principle has carried on the elaboration, and has carried on the lathe bed champing and drive module design as well as the optimized design. The research process mainly divides into hydraulic system analysis and hydraulic control of the optimization designs, obtained the lathe bed static stress and the strain, and has carried on the optimized design to the lathe bed structure, has carried on a more scientific appraisal to the product. Key word:Numerical control lathe ;Hydraulic pumps ;Hydraulic cylinders ;control valves;performance analysis ;Optimized design II 数控机床进给系统设计 第一章、数控机床进给系统概述 数控机床伺服系统的一般结构如图图1-1所示: 图1-1数控机床进给系统伺服 由于各种数控机床所完成的加工任务不同,它们对进给伺服系统的要求也不尽相同,但通常可概括为以下几方面:可逆运行;速度范围宽;具有足够的传动刚度和高的速度稳定性;快速响应并无超调;高精度;低速大转矩。 1.1、伺服系统对伺服电机的要求 (1)从最低速到最高速电机都能平稳运转,转矩波动要小,尤其在低速如0.1r /min 或更低速时,仍有平稳的速度而无爬行现象。 (2)电机应具有大的较长时间的过载能力,以满足低速大转矩的要求。一般直流伺服电机要求在数分钟内过载4-6倍而不损坏。 (3)为了满足快速响应的要求,电机应有较小的转动惯量和大的堵转转矩,并具有尽可能小的时间常数和启动电压。电机应具有耐受4000rad/s2以上的角加速度的能力,才能保证电机可在0.2s以内从静止启动到额定转速。 (4)电机应能随频繁启动、制动和反转。 随着微电子技术、计算机技术和伺服控制技术的发展,数控机床的伺服系统已开始采用高速、高精度的全数字伺服系统。使伺服控制技术从模拟方式、混合方式走向全数字方式。由位置、速度和电流构成的三环反馈全部数字化、软件处理数字PID,使用灵活,柔性好。数字伺服系统采用了许多新的控制技术和改进伺服性能的措施,使控制精度和品质大大提高。 数控车床的进给传动系统一般均采用进给伺服系统。这也是数控车床区别于普通车床的一个特殊部分。 1.2、伺服系统的分类 数控车床的伺服系统一般由驱动控制单元、驱动元件、机械传动部件、执行件和检测反 馈环节等组成。驱动控制单元和驱动元件组成伺服驱动系统。机械传动部件和执行元件组成机械传动系统。检测元件与反馈电路组成检测系统。 进给伺服系统按其控制方式不同可分为开环系统和闭环系统。闭环控制方式通常是具有位置反馈的伺服系统。根据位置检测装置所在位置的不同,闭环系统又分为半闭环系统和全闭环系统。半闭环系统具有将位置检测装置装在丝杠端头和装在电机轴端两种类型。前者把丝杠包括在位置环内,后者则完全置机械传动部件于位置环之外。全闭环系统的位置检测装置安装在工作台上,机械传动部件整个被包括在位置环之内。 开环系统的定位精度比闭环系统低,但它结构简单、工作可靠、造价低廉。由于影响定位精度的机械传动装置的磨损、惯性及间隙的存在,故开环系统的精度和快速性较差。 全闭环系统控制精度高、快速性能好,但由于机械传动部件在控制环内,所以系统的动态性能不仅取决于驱动装置的结构和参数,而且还与机械传动部件的刚度、阻尼特性、惯性、间隙和磨损等因素有很大关系,故必须对机电部件的结构参数进行综合考虑才能满足系统的要求。因此全闭环系统对机床的要求比较高,且造价也较昂贵。闭环系统中采用的位置检测装置有:脉冲编码器、旋转变压器、感应同步器、磁尺、光栅尺和激光干涉仪等。 数控车床的进给伺服系统中常用的驱动装置是伺服电机。伺服电机有直流伺服电机和交流伺服电机之分。交流伺服电机由于具有可靠性高、基本上不需要维护和造价低等特点而被广泛采用。 直流伺服电动机引入了机械换向装置。其成本高,故障多,维护困难,经常因碳刷产生的火花而影响生产,并对其他设备产生电磁干扰。同时机械换向器的换向能力,限制了电动机的容量和速度。电动机的电枢在转子上,使得电动机效率低,散热差。为了改善换向能力,减小电枢的漏感,转子变得短粗,影响了系统的动态性能。 交流伺服已占据了机床进给伺服的主导地位,并随着新技术的发展而不断完善,具体体现在三个方面。一是系统功率驱动装置中的电力电子器件不断向高频化方向发展,智能化功率模块得到普及与应用;二是基于微处理器嵌入式平台技术的成熟,将促进先进控制算法的应用;三是网络化制造模式的推广及现场总线技术的成熟,将使基于网络的伺服控制成为可能。 1.3、主要设计任务参数 车床控制精度:0.01mm(即为脉冲当量);最大进给速度:V max=5m/min。最大加工直径为D =400mm,工作台及刀架重:110㎏;最大轴,向力=160㎏;导轨静摩擦系数=0.2; max 行程=1280mm;步进电机:110BF003;步距角:0.75°;电机转动惯量:J=1.8×10-2㎏.m2。 1 引言 1.1毕业设计的背景及目的 制造业是一个国家或地区经济发展的重要支柱,其发展水平标志着该国或地区经济的实力,科技水平,生活水准和国防实力。国际市场的竞争归根到底是各国制造生产能力及机械制造装备的竞争。 随着机械制造生产模式的演变,对机械制造装备提出了不同的要求.在50年代“刚性”生产模式下,通过提高效率,自动化程度,进行单一或少品种的大批量生产,以“规模经济”实现降低成本和提高质量的目的。在70年代主要通过改善生产过程管理来进一步提高产品质量和降低成本。在80年代,较多地采用数控机床,机器人,柔性制造单元和系统等高技术的集成来满足产品个性化和多样化的要求,以满足社会各消费群体的不同要求。从90年代开始,为了对世界生产进行快速响应,逐步实现社会制造资源的快速集成,要求机械制造装备的柔性化程度更高,采用拟实制造和快速成形制造技术[1]。 工业发达国家都非常注重机械制造业的发展,为了用先进技术和工艺装备制造业,机械制造装备工业得到先发展。对比之下,我国目前机械制造业的装备水平还比较落后,表现在大部分工厂的机械制造装备基本上是通用机床加专用工艺装备,数控机床在机械制造装备中的比重还非常低,导致“刚性”强,更新产品速度慢,生产批量不宜太小,生产品种不宜过多;自动化程度基本上还是“一个工人,一把刀,一台机床”,导致劳动生产率低下,产品质量不稳定。因此,要缩小我国同工业发达国家的差距,我们必须在机械制造装备方面大下功夫,其中最重要的一个方面就是增加数控机床在机械制造装备中的比重[1]。 通过这次毕业设计,可以达到以下目的:1,培养综合运用专业基础知识和专业技能来解决工程实际问题的能力;2,强化工程实践能力和意识,提高本人综合素质和创新能力;3,使本人受到从事本专业工程技术和科学研究工作的基本训练,提高工程绘图、计算、数据处理、外文资料文献阅读、使用计算机、使用文献资和手册、文字表达等各方面的能力;4,培养正确的设计思想和工程经济观点,理论联系实际的工作作风,严肃认真的科学态度以及积极向上的团队合作精神。 数控铣床的进给传动系统 摘要: 在国际贸易中,很多发达国家把数控机床视为具有高技术附加值、高利润主要电机出口产品。世界贸易强国在进行国内机电产品贸易的同时,把高技术的机电产品出口打入国际市场,作为发展出口经济的重要战略措施,数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。数控铣床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置。 关键词:数控铣床发展趋势智能化柔性化 英文: In international trade,many centuries view digital lathesare as hi-techvalue-adds and profitable exports.Digital lathesare expensive mechanical and electrical products.The powerful trade nations export hi-texh mechanical snd electrical products to the world market whiledoing such business at home ,Which is now an important strategy of develop-ing their export economy Key words digital lathe ; development tendency; intelligence; tenderness 1.引言: 科学技术的发展以及世界先进制造技术的兴起和不断成熟,对数控加工技术提出了更高的要求;超高速切削、超精密加工等技术的应用,对数控机床的数控系统、伺服性能、主轴驱动、机床结构等提出了更高的性能指标;FMS的迅速发展和CIMS的不断成熟,又将对数控机的可靠性、通信功能、人工智能和自适应控制等技术提出更高的要求。随着微电子和计算机技术的发展,数控系统的性能日益完盖,数控技术的应用颔域日益扩大。 数控铣床是在数控加工中心领域中最具代表性的一种典型机床,在数控机床中所占的比率最大,数控加工中心、柔性制造单元等都是数控铣床基础上派生或发展起来的。它具有功能性强、加工范围广、工艺较复杂等点,主要用于各种复习的平面、轮廓、曲面等零件的铣削加工,同时还可以进行钻、扩、镗、攻螺纹等加工,在航空航天、汽车制造、机械加工和模具制造业中应用非常广泛。 2.数控铣床的组成 数控铣床一般由数控系统、机床基础部件、主轴箱、进给伺服系统及辅助装置等几大部分组成。 (1)数控系统 数控系统是机床运动控制的中心,通常数控铣床都配有高性能、高精度、集 第一章、数控机床进给系统概述 数控机床伺服系统的一般结构如图图1-1所示: 图1-1数控机床进给系统伺服 由于各种数控机床所完成的加工任务不同,它们对进给伺服系统的要求也不尽相同,但通常可概括为以下几方面:可逆运行;速度范围宽;具有足够的传动刚度和高的速度稳定性;快速响应并无超调;高精度;低速大转矩。 1.1、伺服系统对伺服电机的要求 (1)从最低速到最高速电机都能平稳运转,转矩波动要小,尤其在低速如0.1r /min或更低速时,仍有平稳的速度而无爬行现象。 (2)电机应具有大的较长时间的过载能力,以满足低速大转矩的要求。一般直流伺服电机要求在数分钟内过载4-6倍而不损坏。 (3)为了满足快速响应的要求,电机应有较小的转动惯量和大的堵转转矩,并具有尽可能小的时间常数和启动电压。电机应具有耐受4000rad/s2以上的角加速度的能力,才能保证电机可在0.2s以内从静止启动到额定转速。 (4)电机应能随频繁启动、制动和反转。 随着微电子技术、计算机技术和伺服控制技术的发展,数控机床的伺服系统已开始采用高速、高精度的全数字伺服系统。使伺服控制技术从模拟方式、混合方式走向全数字方式。由位置、速度和电流构成的三环反馈全部数字化、软件处理数字PID,使用灵活,柔性好。数字伺服系统采用了许多新的控制技术和改进伺服性能的措施,使控制精度和品质大大提高。 数控车床的进给传动系统一般均采用进给伺服系统。这也是数控车床区别于普通车床的一个特殊部分。 1.2、伺服系统的分类 数控车床的伺服系统一般由驱动控制单元、驱动元件、机械传动部件、执行件和检测反馈环节等组成。驱动控制单元和驱动元件组成伺服驱动系统。机械传动部件和执行元件组成机械传动系统。检测元件与反馈电路组成检测系统。 1、数控机床进给系统概述 1.1 伺服进给系统概述 数控机床的伺服进给系统由伺服驱动电路、伺服驱动装置、机械传动机构和执行部件组成。它的作用是接收数控系统发出的进给速度和位移指令信号,由伺服驱动电路作转换和放大后,经伺服驱动装置(直流、交流伺服电动机,功率步进电机,电业脉冲马达等)和机械传动机构,驱动机床的工作台、主轴刀架等执行部件实现工作进给和快速移动。数控机床的伺服进给系统与一般机床的进给系统有本质的差别,他能根据指令信号精确地控制执行部件的运动速度与位置,以及几个执行部件按一定运动规律所合成的运动轨迹。 1.2 伺服进给系统分类 数控私服进给系统按有无位置检测和反馈进行分类,有以下三种: (1)开环伺服系统 (2)半闭环伺服系统 (3)闭环伺服系统 1.3 伺服进给系统的基本要求 (1)精度要求 (2)响应速度 (3)调速范围 (4)低速、大转矩 2、运动设计 2.1传动方案拟定 数控机床按控制方式分为开环、闭环、半闭环,由于采用直流式交流伺服电机的闭环控制方案,结构复杂,技术难度大,调试和维修困难,造价也高。闭环控制可以达到很好的机床精度,能补偿机械传动系统中各种误差,消除间隙、干扰等对加工精度的影响,一般应用于要求高的数控设备中,由于数控车床加工精度不十分高,采用闭环系统的必要性不大。若采用直流或交流伺服电机的半闭环控制,精度较闭环控制的查,但是稳定性好,成本较低,调试维修较容易;但是对于经济型数控机床来说必要性不大。故在本次设计中,采用开环控制步进电机驱动。 确定设计任务后,初步拟定三种传动方案即1电机直接与丝杠相连;2电机通过同步带的传动带动丝杠转动;3电机通过齿轮传动带动丝杠转动。 步进电机具有如下优点 : 液压传动系统三级项目 ——机床液压传动系统 学院: 班级: 成员: 指导教师: 日期:2012年6月22日 一、液压传动系统概述 液压传动是用液体作为工作介质来传递能量和进行控制的传动方式。液压传动技术广泛应用于现代机床生产中,我们以数控车床为例,介绍液压传动系统在机床中的应用。 现代数控机床在实现整机的全自动化控制中,除数控系统外,还需要配备液压传动装置来辅助实现整机的自动运行功能。液压传动装置由于使用工作压力高的油性介质,因此机构输出力大,机械机构紧凑,动作平稳可靠,易于调节,噪声较小。 液压传动系统在数控机床中具有如下辅助功能: (1)自动换刀所需的动作。如机械手的伸、缩、回转和摆动及刀具的松开和夹紧动作。 (2)机床运动部件的运动、制动和离合器的控制、齿轮拨叉挂档等。 二、设计机床液压传动系统的依据 (1)机床的总体布局和工艺要求,包括采用液压传动所完成的机床运动种类、机械设计时提出可能用的液压执行元件的种类和型号、执行元件的位置及其空间的尺寸范围、要求的自动化程度等。 (2)机床的工作循环、执行机构的运动方式(移动、转动或摆动),以及完成的工作范围。 (3)液压执行元件的运动速度、调速范围、工作行程、载荷性质和变化范围。(4)机床各部件的动作顺序和互锁要求,以及各部件的工作环境与占地面积等。(5)液压系统的工作性能,如工作平稳性、可靠性、换向精度、停留时间和冲出量等方面的要求。 (6)其它要求,如污染、腐蚀性、易燃性以及液压装置的质量、外形尺寸和经 济性等。 三、设计液压传动系统的步骤 1、明确对液压传动系统的工作要求,是设计液压传动系统的依据,由使用部门以技术任务书的形式提出。 2、拟定液压传动系统图。(1)根据工作部件的运动形式,合理地选择液压执行元件;(2)根据工作部件的性能要求和动作顺序,列出可能实现的各种基本回路。此时应注意选择合适的调速方案、速度换接方案,确定安全措施和卸荷措施,保证自动工作循环的完成和顺序动作和可靠。 液压传动方案拟定后,应按国家标准规定的图形符号绘制正式原理图。图中应标注出各液压元件的型号规格,还应有执行元件的动作循环图和电气元件的动作循环表,同时要列出标准(或通用)元件及辅助元件一览表。 3、绘制液压系统工作图,编制技术文件。 四、设计液压传动系统时应注意问题 1、在组合基本回路时,要注意防止回路间相互干扰,保证正常的工作循环。 2、提高系统的工作效率,防止系统过热。例如功率小,可用节流调速系统;功率大,最好用容积调速系统;经常停车制动,应使泵能够及时地卸荷;在每一工作循环中耗油率差别很大的系统,应考虑用蓄能器或压力补偿变量泵等效率高的回路。 3、防止液压冲击,对于高压大流量的系统,应考虑用液压换向阀代替电磁换向阀,减慢换向速度;采用蓄能器或增设缓冲回路,消除液压冲击。 4、系统在满足工作循环和生产率的前提下,应力求简单,系统越复杂,产生故障的机会就越多。系统要安全可靠,对于做垂直运动提升重物的执行元件应设有平衡回路;对有严格顺序动作要求的执行元件应采用行程控制的顺序动作回路。此外,还应具有互锁装置和一些安全措施。 5、尽量做到标准化、系列化设计,减少专用件设计。 五、数控车床液压系统的原理图 数控车床液压系统设计 【摘要】本论文针对目前国内外数控车床的现状、发展动态和发展方向及其在现代工业中的重要作用,运用液压元件的基本理论,对其主关键结构液压系统箱进行了原理分析和优化设计。 根据设计的实际需要,对车床液压系统开展研究,并进行了主油箱液压动力站、静压油箱液压动力站及液压卡盘的设计以及优化设计。 并对液压系统的结构元件和液压控制系统的结构进行了优化设计。 【关键词】数控车床、液压油泵、液压油缸、液压控制阀、性能分析、优化设计【ABSTRACT】The present paper in view of the present domestic and foreign numerical control lathe present situation, the development tendency and the development direction and in the modern industry vital role, the utilization hydraulic unit basic theory, has carried on the static analysis and the optimized design to its important structure lathe bed, then achieved the instruction designs and enhances the numerical control lathe technical performance the goal. According to the design actual need, to the lathe bed development research, the method of hydraulics systems used in the actual project the related theory and the realization principle has carried on the elaboration, and has carried on the lathe bed champing and drive module design as well as the optimized design. The research process mainly divides into hydraulic system analysis and hydraulic control of the optimization designs, analyzed the hydraulic tool to use hydraulic power station and hydraulic systems, obtained the lathe bed static stress and the strain, and has carried on the optimized design to the lathe bed structure, has carried on a more scientific appraisal to the product. 【Key word】Numerical control lathe 、Hydraulic pumps 、Hydraulic cylinders 、control valves、performance analysis 、Optimized design 数控机床进给模块之机械部件装配一.进给传动系统图 纵向和横向进给传动系统图 二.系统图的主要构造和功用 电动机: 1. 步进电动机 步进电动机是一种将电脉冲信号转换成机械角位移的驱动元件。步进电动机 是一种特殊的电动机,一般电动机通电后都是连续转动的,而步进电动机则有定位与运转两种状态。当有一个电脉冲输入时,步进电动机就回转一个固定的角度,这角度称为步距角,一个步距角就是一步,所以这种电动机称为步进电动机。又由于它输入的是脉冲电流,也称作脉冲电动机。当电脉冲连续不断地输入,步进电动机便跟随脉冲一步一步地转动,步进电动机的角位移量和输入的脉冲个数严格成正比例,在时间上与输入脉冲同步。因此,只需控制输入脉冲的数量、频率及电动机绕组的通电顺序,便可获得所需转角、转速和方向。在无脉冲输入时,步进电动机的转子保持原有位置,处于定位状态。步进电动机的调速范围广、惯量小、灵敏度高、输出转角能够控制,而且有一定的精度,常用作开环进给伺服系统的驱动元件。与闭坏系统相比,它没有位置速度反馈回路,控制系统简单,成本大大降低,与机床配接容易,使用方便,因而在对精度、速度要求不十分高的中小型数控机床上得到了广泛地应用。 2. 直流伺服电动机 由于数控机床对进给伺服驱动装置的要求较高,而直流电动机具有良好的调速特性,因此在半闭坏、闭坏伺服控制系统中,得到较广泛地使用。直流进给伺服电动机就其工作原理来说,虽然与普通直流电动机相同。然而,由于机械加工的特殊要求,一般的直流电动机是不能满足需要的。首先,一般直流电动机转子的转动惯量过大,而其输出转矩则相对较小。这样,它的动态特性就比较差,尤其在低速运转条件下,这个缺点就更突出。在进给伺服机构中使用的是经过改进结构,提高其特性的大功率直流伺服电动机,主要有以下两种类型:(1)小惯量直流电动机。主要结构特点是其转子的转动惯量尽可能小,因此在结构上与普通电动机的最大不同是转子做成细长形且光滑无槽。以此表现为转子的转动惯量小,仅为普通直流电动机的1/10左右。因此,响应特别快,机电时间常数可以小于10 ms,与普通直流电动机相比,转矩与惯量之比要大出40~50倍。且调速范围大,运转平稳,适用于频繁起动与制动,要求有快速响应(如数控钻床、冲床等点定位)的场合。但由于其过载能力低,并且电动机的自身惯量比机床相应运动部件的惯量小,因此应用时都要经过一对中间齿轮副,才能与丝杠相连接,在某些场合也限制了它广泛地使用。 (2)大惯量直流电动机。又称宽调速直流电动机,是在小惯量电动机的基础上发展起来的。在结构上和常规的直流电动机相似,其工作原理相同。当电枢线圈通过直流电流时,就会在定子磁场的作用下,产生带动负载旋转的电转矩。小惯量电动机是从减小电动机转动转量来提高电动机的快速性,而大惯量电动机则是在维持一般直流电动机转动惯量的前提下,尽量提高转矩的方法来改善其动态特性。它既具有一般直流电动机便于调速、机械特性较好的优点,又具有小惯量直流电动机的快速响应性能。因此,可归纳为以下特点: 1)转子惯量大。这种电动机的转子具有较大的惯量,容易与机床匹配。可以和机床的进给丝杠直接连接,省掉了减速机构,故可使机床结构简单,即避免了齿轮等传动机构产生的噪声和振动,又提高了加工精度。 2)低速性能好。这种电动机低速时输出转矩大,能满足数控机床经常在低速进给时进给量大、转矩输出大的特点,如能在1 r/min甚至0.1 r/min下平稳运转。 3)过载能力强、动态响应好。由于大惯量直流电动机的转子有槽,热容量大,同时采用了冷却措施后,提高了散热能力。因此可以过载运行30分钟。另外,电动机的定子采用矫顽力很高的铁氧体永磁材料,可使电动机过载10倍而不会去磁,这就显著地提高了电动机的瞬间加速力矩,改善了动态响应,加减速特性好。 4)调速范围宽。这种电动机机械特性和调速特性的线性度好,所以调速范围宽而运转平稳。一般调速范围可达1∶10000以上。 数控机创进给系统 数控机床的进给传动系统常用伺服进给系统来工作。 伺服进给系统的作用是根据数控系统传来的指令信息,进行放大以后控制执行部件的运动,不仅控制进给运动的速度,同时还要精确控制刀具相对于工件的移动位置和轨迹。因此,数控机床进给系统,尤其是轮廓控制系统,必须对进给运动的位置和运动的速度两方面同时实现自动控制。 数控机床进给系统的设计要求除了具有较高的定位精度之外,还应具有良好的动态响应特性,系统跟踪指令信号的响应要快,稳定性要好。 一个典型的数控机床闭环控制的进给系统组成:位置比较、放大元件、驱动单元、机械传动装置和检测反馈元件等几部分。 机械传动装置:是指将驱动源旋运动变为工作台直线运动的整个机械传动链,包括减速装置、丝杠螺母副等中间传动机构。 第一节概述 一、数控机床对进给传动系统的要求 1.减少摩擦阻力:在数控机床进给系统中,普遍采用滚珠丝杠螺母副、静压丝杠螺母副,滚动导轨、静压导轨和塑料导轨。 2.减少运动惯量 3.高的传动精度与定位精度设计中,通过在进给传动链中加入减速齿轮,以减小脉冲当量(即伺服系统接收一个指令脉冲驱动工作台移动的距离),预紧传动滚珠丝杠,消除齿轮、蜗轮等传动件的间隙等办法,可达到提高传动精度和定位精度的目的。 4.宽的进给调速范围:伺服进给系统在承担全部工作负载的条件下,应具有很宽的调速范围,以适应各工件材料、尺寸和刀具等变化的需要,工作进给速度范围可达3~6000mm/min(调速范围1:2000)。 5.响应速度要快:所谓快响应特性是指进给系统对指令输入信号的响应速度及瞬态过程结束的迅速程度,即跟踪指令信号的响应要快;定位速度和轮廓切削进给速度要满足要求;工作台应能在规定的速度范围内灵敏而精确地跟踪指令,进行单步或连续移动,在运行时不出现丢步或多步现象 6.无间隙传动:进给系统的传动间隙一般指反向间隙,即反向死区误差,它存在于整个传动链的各传动副中,直接影响数控机床的加工精度。因此,应尽量消除传动间隙,减小反向死区误差。设计中可采用消除间隙的联轴节及有消除间隙措施的传动副等方法。 7.稳定性好、寿命长:稳定性是伺服进给系统能够正常工作的最基本的条件,特别是在低速进给情况下不产生爬行,并能适应外加负载的变化而不发生共振。所谓进给系统的寿命,主要指其保持数控机床传动精度和定位精度的时间长短,即各传动部件保持其原来制造精度的能力。 8.使用维护方便 二、联轴器 联轴器是用来连接进给机构的两根轴使之一起回转,以传递转矩和运动的一种装置。机器运转时,被连接的两轴不能分离,只有停车后,将联轴器拆开,两轴才能脱开。 联轴器的类型:有液压式、电磁式和机械式;而机械式联轴器是应用最广泛的一种,它借助于机械构件相互间的机械作用力来传递转矩, 数控拉床液压系统的维修与维护 一、液压系统的维修与维护 由于数控机床在生产加工过程中的普遍应用,对数控车床液压系统的维护保养要求标准更高,如果使用维护不当,则严重影响车床的可靠性和使用寿命。目前拉床液压系统存在问题主要有:溜板工作时产生振动;噪声超过85dB;维修困难和维修费用高;耗能大、油温高等问题。造成这几种问题的主要原因是选用的标准液压元件为淘汰产品和有关的液压元件设计不正确。 数控拉床液压技术驱动方式是利用油泵的,在技术上优势特别明显,加工工艺更加精密,并且硬度也有了明显的提高,产品的耐磨性更加好。液压拉床可以加工各种不同形状的零件,如方孔、花键、各种角等等。液压是液压拉床的传动方式,并且传动的方向可以进行变化,并不是单一的,因此具有很好 的灵活性。液压拉床可以实现多种操作方式,使机床和液压形成一体化,在使用功能上有了成倍提升。液压拉床冷却系统有着良好 的构造结构,只要操作正确,不会出现问题。如出现切屑问题,一般均是由于操作不当。要避免操作不当,先要利用正确的切屑方式,把切削液放到容器里面的时候,就要注意不能全部倒满,留有空间可以让切屑充分储存住。否则过多的切屑就会导致车削液的空间被占用,最终导致液面的上升。对于多余的切屑进行清理,维护液压拉床生产的清洁卫生。 另一方面,应注意根据额定拉力来进行具体的拉削作业。因为拉床在生产过程中,拉削能获得较高的尺寸精度和较小的表面粗糙度,提高生产效率。保护好拉刀,因为锋利拉刀可以针对不同形状的拉床进行加工,特别是硬质合金可转位拉刀在拉削效率上更高,更要特别养护。 二、维护保养内容及要求 1日常保养 1.1定期时间:每班班前、班后。1.2作业时间:各15分钟内。1.3班前 1.3.1擦干净外露导轨、活塞杆尘土及油污。132按润滑规定 注油。1.3.3空车试运转。 1.3.4检查油泵压力、油缸工作情况。 1.4班后 1.4.1清理拉屑。 1.4.2擦拭拉床各部外表。1.4.3机床各部位归位。2 一级保养 2.1定期时间:每季度一次。2.2作业时间:4小时内。2.3外表 2.3.1擦拭机床外表,罩盖及附件,达到内外清洁,无锈蚀,无黄袍。2.3.2检查补齐螺钉、螺母、手柄(球)、油杯等。2.4工作台、拖板与导轨。 摘要 在现代的工业生产过程中,数控车床得到了大量的运用,而我国也在这个领域得到了长足的发展。数控车床主要包括电气系统、液压系统以及机械部分。本课题则是主要介绍了典型的液压系统主要方向以及办法,应此本课题的研究具有重要的现实意义。 关键词:数控机床;液压系统; Abstract In the modern industrial production process, the numerical control lathe obtained the massive utilization, but our country also obtained the considerable development in this domain. The numerical control lathe mainly includes the electrical system, the hydraulic system as well as the machine part.This topic introduces the typical direction as well as the way of the hydraulic system, should the study of this topic has important practical significance. Key words: Numerical control engine bed;Hydraulic system; 绪论...................................... ................................................................................. .. (4) 第一章主轴卡盘工作原理的设计、优势及意义................................... ........... (5) 1.1 工作原理.................................................... .............. .. (5) 1.2 设计优势.............................................. .......... .......... .......... .......... .......... . (6) 1.3 设计意义........................................... .......... .......... .......... .......... .......... . (7) 第二章.CK6152数控机床液压系统设计的立题依据及方案论证 (7) 2.1液压系统设计的立题依据及课题来源 (7) 2.2液压系统方案的制定与论证................................. ............................ ..... (8) 第三章.CK6152数控机床液压系统工况分析............ .............. .............. ............... . (10) 3.1液压系统的运动分析 (10) 3.2液压系统的负载分析 (11) 第四章.CK6152数控机床液压系统设计计算 (11) 4.1 CK6152数控机床液压系统的设计要求.................... ............................... . (11) 4.2CK6152机床液压系统选型 (12) 4.3确定液压缸参数计算与结构设计...................... (13) 4.4液压元件和装置的选择...................... ........... .............. . (19) 第五章.液压控制装置集成块的设计.......................... .. (20) 5.1液压控制装置的总体设计............................. ........... .. (20) 5.2通道体设计的技术要求 (20) 5.3 通道体设计...................................................................... .. (20) 5.4叠加阀的选择............................ ................ (21) 第六章.液压站的设计 (21) 6.1液压油箱的设计............................. ........... ......................... ....... .. (21) 6.2泵-电动机装置的选择..................... ............. (23) 6.3液压站的结构设计........................................................... .. (25) 第七章.液压系统的验算 (26) 结论 (26) 致谢 (27) 参考文献 (27) 数控机床系统总体设计方案的确定和设计内容 注:下面内容中所指:横向即为X轴方向,纵向即为Y轴方向 最大加工直径为400和500mm的设计方案确定计算内容和公式与320mm的一样,把各自的参数代入即可。 总体方案设计的内容 接到一个数控装置的设计任务以后,必须首先拟订总体方案,绘制系统总体框图,才能决定各种设计参数和结构,然后再分别对机械部分和电气部分进行设计计算。 机床数控系统总体方案的拟订包括以下内容:系统运动方式的确定,伺服系统的的选择,执行机构的结构及传动方式的确定,计算系统的选择等内容。 一般应根据设计任务和要求提出数个总体方案,进行综合分析,比较和论证,最后确定一个可行的总体方案。 2.2 总体方案设计 2.2.1 设计任务 用微机数控技术改造最大加工直径为320毫米普通车床的进给系统 主要技术参数: 最大加工直径(mm):在床身上:320 在床鞍上:175 最大加工长度(mm): 750 溜板及刀架重量(N):纵向:800 横向:400 刀架快移速度(m/min):纵向:2 横向:1 最大进给速度(m/min):纵向:0.8 横向:0.4 最小分辨率(mm) : 纵向:0.01 横向:0.005 定位精度(mm) : 0.02 主电机功率(KW):3 起动加速时间(ms):25 2.2.2 总体方案确定 (1)系统的运动方式与伺服系统的选择 由于改造后的经济型数控车床应具有定位,直线插补,顺。逆圆,暂停,循环加工,公英制罗纹加工等功能,故应选择连续控制系统。考虑到属于经济型数控机床加工精度要求不高,为了简化结构,降低成本,采用步进电机开环控制系统。 (2)数控系统 根据机床要求,采用8位微机。由于MCS-51系列单片机具有集成度高,可靠性好,功能强,速度快,抗干扰性强,具有很高的性能价格比等特点,决定采用MCS-51系列的80C51单片机扩展系统。 控制系统由微机部分,键盘及显示器,I/O接口,步进电机驱动器等组成,系统的加工程序和控制命令通过键盘操作实现,显示器采用液晶显示模块显示加工数据及机床状态等信息。 (3)机械传动方式 为实现机床所要求的分辨率,采用步进电机经齿轮减速再传动丝杠,为保证一定的传动精度和平稳性,尽量减少摩擦力,选用滚珠丝杠螺母副。同时,为提高刚度和消除间隙。采用有预加负荷的结构。齿轮传动也要消除齿侧间隙的结构。 综上所述,系统总体方案框图见下图。 数控机床液压系统的保养与维护 一、选择适合的液压油 液压油在液压系统中起着传递压力、润滑、冷却、密封的作用,液压油选择不恰当就是液压系统早期故障与耐久性下降的主要原因。应按随机《使用说明书》中规定的牌号选择液压油,特殊情况需要使用代用油时,应力求其性能与原牌号性能相同。不同牌号的液压油不能混合使用,以防液压油产生化学反应、性能发生变化。深褐色、乳白色、有异味的液压油就是变质油,不能使用。 二、防止固体杂质混入液压系统 清洁的液压油就是液压系统的生命。液压系统中有许多精密偶件,有的有阻尼小孔、有的有缝隙等。若固体杂质入侵将造成精密偶件拉伤、发卡、油道堵塞等,危及液压系统的安全运行。一般固体杂质入侵液压系统的途径有:液压油不洁;加油工具不洁;加油与维修、保养不慎;液压元件脱屑等。可以从以下几个方面防止固体杂质入侵系统: 1加油时 液压油必须过滤加注,加油工具应可靠清洁。不能为了提高加油速度而去掉油箱加油口处的过滤器。加油人员应使用干净的手套与工作服,以防固体杂质与纤维杂质掉入油中。 2 保养时 拆卸液压油箱加油盖、滤清器盖、检测孔、液压油管等部位,造成系统油道暴露时要避开扬尘,拆卸部位要先彻底清洁后才能打开。如拆卸液压油箱加油盖时,先除去油箱盖四周的泥土,拧松油箱盖后,清除残留在接合部位的杂物(不能用水冲洗以免水渗入油箱),确认清洁后才能打开油箱盖。如需使用擦拭材料与铁锤时,应选择不掉纤维杂质的擦拭材料与击打面附着橡胶的专用铁锤。液压元件、液压胶管要认真清洗,用高压风吹干后组装。选用包装完好的正品滤芯(内包装损坏,虽然滤芯完好,也可能不洁)。换油时同时清洗滤清器,安装滤芯前应用擦拭材料认真清洁滤清器壳内底部污物。 三、液压系统的清洗 清洗油必须使用与系统所用牌号相同的液压油,油温在45~80℃之间,用大流量尽可能将系统中杂质带走。液压系统要反复清洗三次以上,每次清洗完后,趁油热时将其全部放出系统。清洗完毕再清洗滤清器、更换新滤芯后加注新油。 CKJ61100数控车床液压系统设计毕业论文 目录 引言 (2) 第一章液压系统设计计算 (2) 1.1液压系统的设计要求 (2) 1.2液压系统方案设计 (2) 1.2.1确定液压泵类型及调速方式 (2) 1.2.2选用执行原件 (2) 1.2.3换向回路和压力回路的选择 (2) 1.2.4组成液压系统绘原理图 (2) 1.3液压系统的参数计算 (2) 1.3.1液压缸参数计算 (2) 1.3.2液压缸的结构设计 (2) 1.3.3液压泵性能参数计算 (2) 1.4液压元件的选择 (2) 1.4.1液压阀及过滤器的选择 (2) 1.4.2油管的选择 (2) 1.4.3油箱容积的确定 (2) 第二章液压站的设计 (2) 2.1液压油箱的作用及外形尺寸 (2) 2.1.1液压油箱的作用 (2) 2.1.2液压油箱的外形尺寸 (2) 2.2液压油箱的结构设计 (2) 2.3液压泵装置 (2) 2.3.1液压泵的工作原理 (2) 2.3.2液压控制装置 (2) 2.4液压系统的安装 (2) 2.4.1液压泵装置的安装要求 (2) 2.4.2油箱装置的安装要求 (2) 2.4.3液压阀的安装要求 (2) 2.4.4液压缸的安装要求 (2) 2.5电动机与液压泵的联接方式 (2) 第三章集成块的设计 (2) 3.1集成块及其工作 (2) 3.2集成块的工作要求 (2) 3.2.1集成块的工作要求 (2) 3.2.3集成块的总体设计 (2) 3.2.4液压阀位置的确定 (2) 3.2.5视图及尺寸标注 (2) 3.2.6加工精度的要求 (2) 3.2.7集成块的设计结果 (2) 3.2.8集成块装配与调试 (2) 第四章液压系统的性能验算及维护 (2) 数控机床进给传动系统 一.进给传动体系图 纵向和横向进给传动体系图 二.体系图的重要构造和功用 电念头: 1. 步进电念头 步进电念头是一种将电脉冲旌旗灯号转换成机械角位移的驱动元件。步进电 念头是一种特别的电念头,一般电念头通电后都是持续迁移转变的,而步进电念头则有定位与运转两种状况。当有一个电脉冲输入时,步进电念头就反转展转一个固定的角度,这角度称为步距角,一个步距角就是一步,所以这种电念头称为步进电念头。又因为它输入的是脉冲电流,也称作脉冲电念头。当电脉冲持续赓续地输入,步进电念头便跟随脉冲一步一步地迁移转变,步进电念头的角位移量和输入的脉冲个数严格成正比例,在时光上与输入脉冲同步。是以,只需控制输入脉冲的数量、频率及电念头绕组的通电次序,便可获得所需转角、转速和偏向。在无脉冲输入时,步进电念头的转子保持原有地位,处于定位状况。步进电念头的调速范围广、惯量小、灵敏度高、输出转角可以或许控制,并且有必定的精度,常用作开环进给伺服体系的驱动元件。与闭坏体系比拟,它没有地位速度反馈回路,控制体系简单,成本大年夜大年夜降低,与机床配接轻易,应用便利,因而在对精度、速度请求不十分高的中小型数控机床上获得了广泛地应用。 2. 直流伺服电念头 因为数控机床对进给伺服驱动装配的请求较高,而直流电念头具有优胜的调速特点,是以在半闭坏、闭坏伺服控制体系中,获得较广泛地应用。直流进给伺服电念头就其工作道理来说,固然与通俗直流电念头雷同。然而,因为机械加工的特别请求,一般的直流电念头是不克不及知足须要的。起首,一般直流电念头转子的迁移转变惯量过大年夜,而其输出转矩则相对较小。如许,它的动态特点就比较差,尤其在低速运转前提下,这个缺点就更凸起。在进给伺服机构中应用的是经由改进构造,进步其特点的大年夜功率直流伺服电念头,重要有以下两种类型: (1)小惯量直流电念头。重要构造特点是其转子的迁移转变惯量尽可能小,是以在构造上与通俗电念头的最大年夜不合是转子做成细长形且滑腻无槽。以此表示为转子的迁移转变惯量小,仅为通俗直流电念头的1/10阁下。是以,响应特别快,机电时光常数可以小于10 ms,与通俗直流电念头比拟,转矩与惯量之比要大年夜出40~50倍。且调速范围大年夜,运转安稳,实用于频繁起动与制动,请求有快速响应(如数控钻床、冲床等点定位)的场合。但因为其过载才能低,并且电念头的自身惯量比机床响应活动部件的惯量小,是以应用时都要经由一对中心齿轮副,才能与丝杠相连接,在某些场合也限制了它广泛地应用。 (2)大年夜惯量直流电念头。又称宽调速直流电念头,是在小惯量电念头的基本上成长起来的。在构造上和惯例的直流电念头类似,其工作道理雷同。当电枢线圈经由过程直流电流时,就会在定子磁场的感化下,产生带动负载扭转的电转矩。小惯量电念头是从减小电念头迁移转变转量来进步电念头的快速性,而大年夜惯量电念头则是在保持一般直流电念头迁移转变惯量的前提下,尽量进步转矩的办法来改良其动态特点。它既具有一般直流电念头便于调速、机械特点较好的长处,又具有小惯量直流电念头的快速响应机能。是以,可归纳为以下特点: 1)转子惯量大年夜。这种电念头的转子具有较大年夜的惯量,轻易与机床匹配。可以和机床的进给丝杠直接连接,省掉落了减速机构,故可使机床构造简单,即避免了齿轮等传念头构产生的噪声和振动,又进步了加工精度。 2)低速机能好。这种电念头低速时输出转矩大年夜,能知够数控机床经常在低速进给时进给量大年夜、转矩输出大年夜的特点,如能在1 r/min甚至0.1 r/min下安稳运转。 3)过载才能强、动态响应好。因为大年夜惯量直流电念头的转子有槽,热容量大年夜,同时采取了冷却办法后,进步了散热才能。是以可以过载运行30分钟。别的,电念头的定子采取矫顽力很高的铁氧体永磁材料,可使电念头过载10倍而不会去磁,这就明显地进步了电念头的刹时加快力矩,改良了动态响应,加减速特点好。 4)调速范围宽。这种电念头机械特点和调速特点的线性度好,所以调速范