作业指导书模板
单位B线
修改日期作业名称
修改人
品质
安全
操作
注意事项
1
○○
安全帽佩戴时须将帽带扣在下颚,劳保手套戴双层,外板件生产时需用专用帆布手套2
○○机长填写工装领用单,调整模具闭合高度通过观察保护油
压、油滴或垫纸片验证模具到位情况,用无尘纸擦拭模腔,检查排气孔,模具导柱,导套,斜锲,导板重点进行
清洁润滑3
○○板材流转需由起吊工专人负责,检查板材表面质量,须确保无锈蚀、砂眼、桔皮、变形、少料边及止口大毛刺等,规范记录板材的捆包号,对照工艺检查材质和尺寸是否符
合要求4
20''
○○○杜绝违章野蛮操作,检查拉延油的清洁度,根据涂油标准涂抹拉延油,设备工艺参数必须符合工艺要求,如滑块闭
合高度、顶杆数量/高度气垫行程、工艺压边力等
5
10''
○○○认真做好“三检”并记录,严禁弄虚作假;610''
○○
本工序件拉延印记清晰,检验板件外观确保无变形、划痕
、拉毛等;R角无暗伤开裂;无变形、料边不齐等
8
30''
○加强员工质量意识,确保产品质量提升及模具的使用寿命10
30''
○○○
认真按照设备操作流程生产,正确添加拉延油、操作工熟
知基本质量信息;
11
2'
○○
12
4'
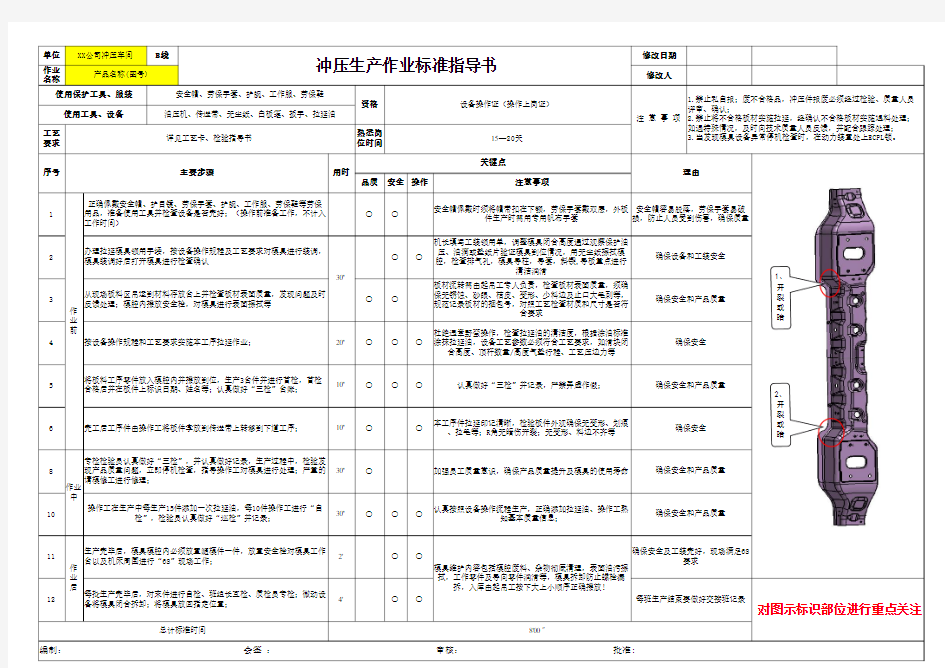
○○产品名称(图号)
对图示标识部位进行重点关注
1.禁止私自报;废不合格品,冲压件报废必须经过检验、质量人员评审、确认;
2.禁止将不合格板材实施拉延,经确认不合格板材实施退料处理;如遇特殊情况,及时向技术质量人员反馈,并配合跟踪处理;
3.当发现模具设备异常停机检查时,在动力装置处上ECPL锁。
详见工艺卡、检验指导书
主要步骤资格
熟悉岗位时间
注 意 事 项
设备操作证(操作上岗证)
15—20天关键点
理由
编制: 会签 : 审核: 批准:
作业后生产完毕后,模具模腔内必须放置随模件一件,放置安全栓对模具工作台以及机床周围进行“6S”现场工作;
确保安全及工装完好,现场满足6S
要求
每批生产完毕后,对末件进行自检、班组长互检、质检员专检;微动设备将模具闭合拆卸;将模具放回指定位置;
模具维护内容包括模腔废料、杂物彻底清理,表面油污擦拭,工作零件及导向零件润滑等,模具拆卸防止螺栓漏
拆,入库由起吊工按下大上小顺序正确摆放!
每班生产结束要做好交接班记录
总计标准时间
8'00〞
专检检验员认真做好“三检”,并认真做好记录,生产过程中,检验发现产品质量问题,立即停机检查,指导操作工对模具进行处理;严重的请模修工进行修理;
确保安全和产品质量
操作工在生产中每生产15件添加一次拉延油,每10件操作工进行“自
检”,检验员认真做好“巡检”并记录;
确保安全和产品质量
作业中按设备操作规程和工艺要求实施本工序拉延作业;确保安全
30''
将板料工序零件放入模腔内并摆放到位,生产3台件并进行首检,首检合格后并在板件上标识日期、姓名等;认真做好“三检”台账;
确保安全和产品质量
完工后工序件由操作工将板件拿放到传送带上转移到下道工序;确保安全
序号 正确佩戴安全帽、护目镜、劳保手套、护腕、工作服、劳保鞋等劳保用品,准备使用工具并检查设备是否完好;(操作前准备工作,不计入工作时间)
安全帽容易脱落,劳保手套易破
损,防止人员受到伤害,确保质量办理拉延模具领用手续,按设备操作规程及工艺要求对模具进行装调,模具装调好后打开模具进行检查确认
确保设备和工装安全
从现场板料区吊运到材料存放台上并检查板材表面质量,发现问题及时反馈处理;模腔内摆放安全栓,对模具进行表面擦拭等
确保安全和产品质量
作业前XX公司冲压车间
冲压生产作业标准指导书
用时
使用保护工具、服装安全帽、劳保手套、护腕、工作服、劳保鞋
使用工具、设备油压机、传送带、无尘纸、白板笔、扳手、拉延油工艺要求
2、开裂或暗
1、开裂或暗