圆弧砂轮修整器

1 引言
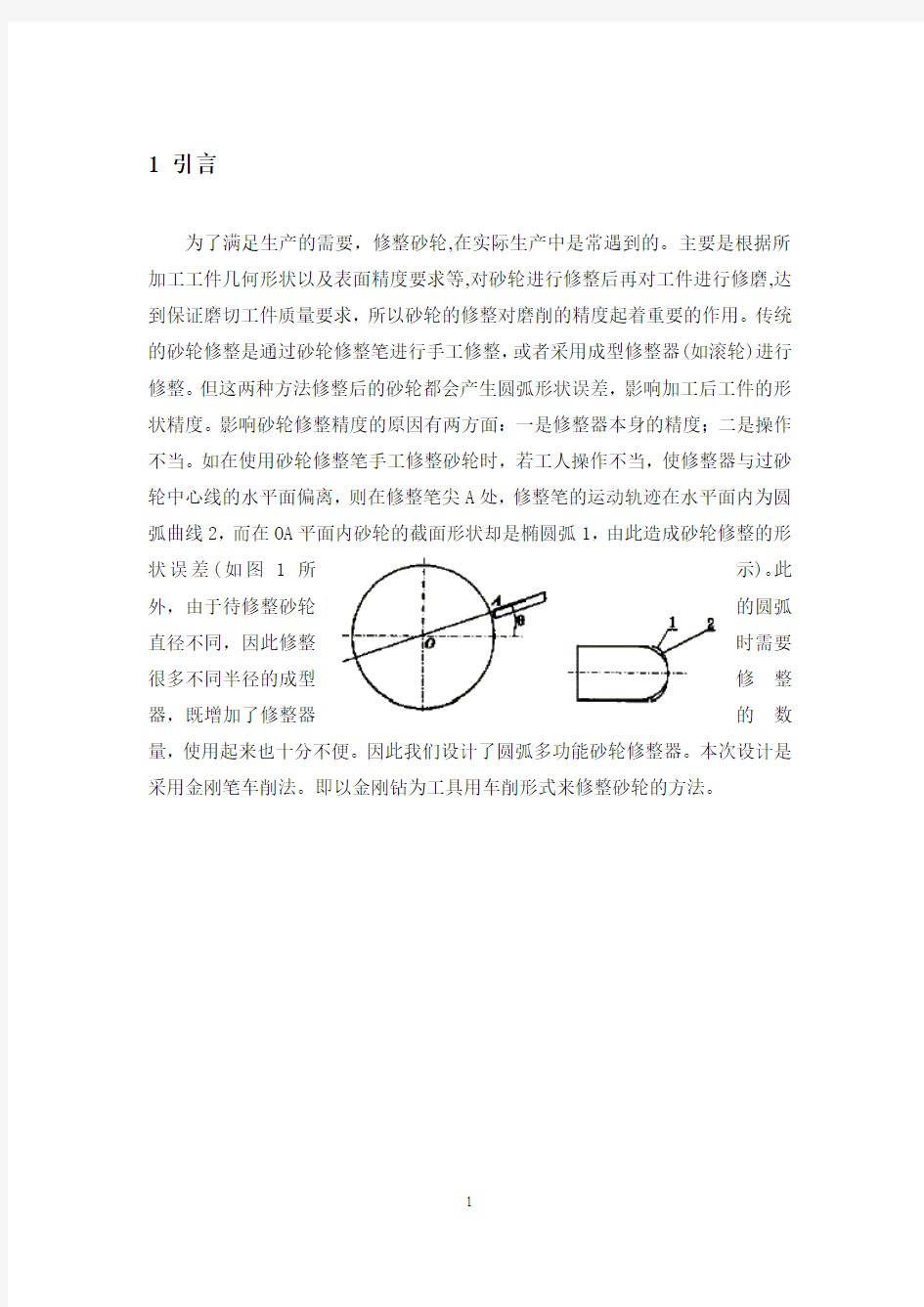
为了满足生产的需要,修整砂轮,在实际生产中是常遇到的。主要是根据所加工工件几何形状以及表面精度要求等,对砂轮进行修整后再对工件进行修磨,达到保证磨切工件质量要求,所以砂轮的修整对磨削的精度起着重要的作用。传统的砂轮修整是通过砂轮修整笔进行手工修整,或者采用成型修整器(如滚轮)进行修整。但这两种方法修整后的砂轮都会产生圆弧形状误差,影响加工后工件的形状精度。影响砂轮修整精度的原因有两方面:一是修整器本身的精度;二是操作不当。如在使用砂轮修整笔手工修整砂轮时,若工人操作不当,使修整器与过砂轮中心线的水平面偏离,则在修整笔尖A处,修整笔的运动轨迹在水平面内为圆弧曲线2,而在OA平面内砂轮的截面形状却是椭圆弧1,由此造成砂轮修整的形
状误差(如图1所示)。此外,由于待修整砂轮的圆弧直径不同,因此修整时需要很多不同半径的成型修整器,既增加了修整器的数量,使用起来也十分不便。因此我们设计了圆弧多功能砂轮修整器。本次设计是采用金刚笔车削法。即以金刚钻为工具用车削形式来修整砂轮的方法。
2 圆弧砂轮修整器的总体设计
2.1 圆弧砂轮修整器的基本结构
圆弧砂轮修整器基本结构如图所示:
图1 圆弧砂轮修整器结构示意图
1—金刚笔 2—支架 3—锥齿轮2 4—锥齿轮1 5—手柄 6—垫片 7—锁紧螺钉 8—卡紧装置 9—螺纹套
2.2圆弧砂轮修整器的工作原理
工作时将圆弧砂轮修整器安装在磨床的工作台上,调整升降机构,使修整笔的高度与砂轮的中心轴线同高,对于不同界面的形状可以通过转动手柄来实现。当需要修整的砂轮界面形状外为圆弧时,转动手柄5,2、3两齿轮啮合,通过两个锥齿轮将转动传递给修整笔1上,使修整笔绕锥齿轮2的中心轴线来回摆动。根据加工要求的不同,可以调整修整笔右端的滚花转轮来实现对砂轮内外圆弧的修整。当修整内圆弧砂轮时,使修整笔尖左移,使笔尖超出齿轮轴线一部分,修整砂轮为外圆弧时,使修整笔绕着齿轮的中心轴线右移,使笔尖向右超出轴线一部分,砂轮修整圆弧的半径取决于笔尖与该转动轴线的相对移动距离。
当磨削平面,外圆柱面时,需要修整的砂轮截面形状平直,只需要纵向移动修整笔,即可进行修整,我们把齿轮修整器安装在机床上,使它可以纵向进给,使修整笔的位置保持在上图所示位置,再进行纵向进给,就可以实现对砂轮的修整。
3 圆弧砂轮修整器的各部件设计
3.1 升降机构的设计
升降机构的主要作用使调节修整笔的高低,使修整笔的轴线能与砂轮的轴线再同一条水平线上。我们的升降机构采用的是螺旋式的锁紧机构。其中螺旋柱中间开一直径位8mm的通孔,目的是在螺纹套上下调整的时候,不至于使套筒和螺旋柱之间形成密封,高度为170mm,用螺纹套以螺纹的形式和螺旋柱配合,通过旋转螺纹套,箱体能够上下移动,当箱体上升到一定的高度时,即修整笔的轴线与砂轮的轴线再同一个水平轴线上时,通过紧固螺钉,能够把箱体固定,在螺旋柱和紧固螺钉之间,有一垫片,垫片有一的弧度如下图所示:
图2 升降机构示意图
1垫片 2锁紧螺钉 3卡紧装置 4螺纹套6图3 圆弧垫片的工作示意图
当紧固螺钉处于松开状态时,垫片和螺旋柱之间没有压力,所以箱体能够通过旋转螺纹套而上下移动,也可以绕着中心轴线旋转。当紧固螺钉旋紧的时候,垫片和螺旋柱相互作用,使箱体保持原位,因为箱体和螺旋柱之间不是以螺纹配合,防止箱体不被随意的上下移动,所以设置卡紧装置,使卡紧装置卡在螺纹套上,然后把卡紧装置用螺钉钉在箱体上,这样箱体就能够随着螺纹套而上下移动。
3.2 传动系统的设计
传动系统的主要作用是传递转动,通过用手来控制手柄5,使修整笔在水平面内左右转动,手柄5是用过盈配合的方式安装在1号轴上,1号轴上开有键槽,当修整砂时,我们采用车削的原理,用手不断的控制手柄5,使它在砂轮的外表面不同圆弧部分进行车削。其中手柄5用紧固螺钉钉在轴上。
3.2 1 轴的设计和轴承的选取
1号轴的尺寸和表面精度见附图。
2号轴的设计是根据它的位置和配和来设计的,轴的下端要和支架相连,所以下端做了一点加工,在两端分别铣出两个面一面用来配合支架,其中支架前端铣去两端,用图示的方法穿插在2号轴中间,让后用螺母旋紧。支架的下端,如图所示:
图4 传动轴与金刚笔支架连接示意图
(2)轴承的选取:轴承选取根据轴的尺寸,和轴承受力选取代1号轴承为7006c 的角接触球轴承,能够承受径向载荷和轴向载荷。2号轴承代号为7005c的角接触轴承。密封件均采用嵌入式油封。
3.2 2锥齿轮的设计与计算:
锥齿轮1的参数如下:
表1 锥齿轮1的参数
锥齿轮2参数如下:
表2 锥齿轮2的参数
两锥齿轮相互啮合如图所示:
图5 两锥齿轮相互啮合图
3.3砂轮修整方法的选用
修整砂轮,修整层的厚度一般为0.1mm左右,修整方法也是多种多样,常用的有三种:
(1)车削法利用高硬度颗粒作为刀头,车削砂轮表面。
(2)滚轧法是利用由高硬度材料制成的滚轮,与砂轮相滚轧,修除砂轮的磨钝层,滚轧时滚轮由砂轮带动高速旋转。
(3)磨削法是利用由高硬度材料制成的滚轮,磨削砂轮表面,滚轮有独立的电动机传动做高速旋转。
我们采用的是第一种方法—车削法修整砂轮。笔尖采用金刚石镶焊在特制的刀杆上的一种修整工具,修整时,磨粒碰到金刚石坚硬的尖角,就会碎裂或整个脱落,从而产生新的微刃。金刚钻与砂轮的接触面积小,引起的弹性变形小,所以能获得较精细平整的表面。这是目前应用最广的一种修整方法。
3.4金刚笔的设计
3.41金刚笔调整装置的设计
修整圆弧部分的主要部件是修整笔,修整笔的直径为10,其修整圆弧的大小主要通过千分尺来调节,千分尺固定在支架上面,当笔尖在2号轴的轴线上时,千分尺的读数为零,向前进给时,千分尺的读数为正,向后调节,千分尺读数为负。千分尺的中间部分固定连接在支架上,调节圆弧大小时,直接调节千分尺,就可以直接读出修整圆弧的半径,金刚笔部分如图所示,其中笔尖部分见图6,
图6 金刚笔结构示意图
千分尺的量程是30mm,即金刚笔以2号轴的轴线为中心,向前最大进给量为30mm。向后进给量也是30mm。
3.42金刚笔切削部分的设计
修整笔的笔尖绕着2号轴的轴线做前后移动来调节圆弧的大小,其中修整笔尖的形状如图示:
图7 金刚笔笔尖示意图
在修整笔的末端,装由金刚石笔,上面用螺钉锁紧。采用金刚石修整时,我们都知道金刚石材料是贵重材料,为了防止金刚石的磨损,我们在用金刚笔修整之前,可以用碳化硅砂条做一次粗修整。
3.5底座的设计
圆弧砂轮修整器可安装在普通砂轮机、手摇磨床、平面磨床、内外圆磨床上,主要用于修整圆弧,圆弧砂轮修整器的固定主要用螺栓把底座固定在机床上面,底座上面由螺栓孔,底座厚30mm,长200mm,宽100mm,安装在机床上的时候如图所示,
图8 底座
其中d是可变的,随着不同的机床d有所不同,所以在底座上我们是以开槽的形式来配合d的变化。
4圆弧砂轮修整器的应用
圆弧砂轮修整器工作时,修整凹圆弧的原理如下图所示:
圆弧砂轮修整器修整凸圆时,修整笔向后调节,调整到2号轴轴线的后面。
圆弧砂轮修整器修整凸圆的原理如下图:
图10 修整凸圆弧
5修整方法与注意事项
修整凹凸圆弧我们采用分层法来修整,修整时修整笔应逐步切入砂轮表面,先修去砂轮两角,然后修出砂轮整个型面,为了减小修整笔尖金刚石的磨损,可以在金刚石修整之前,采用碳化硅砂条做粗修整。
使用圆弧砂轮修整器时应注意以下问题:
(1)要使修整笔车削出来的圆弧保持正确的形状,必须使修整笔尖沿着砂轮中心线进给,否则,修整的砂轮会变形,影响砂轮工作的精度。
(2)进行车削砂轮的时候,必须要操作手柄,使修整笔能在圆弧的不同位置进行车削。金刚石笔的进给要缓慢而且要均匀。横向的进给量要小,保证车削后的砂轮表面没有阶梯状痕迹。
(3)圆弧砂轮修整器所修整的砂轮直径最大为200mm,升降机构的最大距离是60mm,使用时应该特别注意,因为在螺旋柱上有一条警戒线—上升的最大高度。
(4)要保证修整笔尖到2号轴的轴线可测量,才能保证修整后的砂轮圆弧半径为计算值。
6圆弧砂轮修整器的特点
圆弧砂轮修整器的特点如下:
(1)可安装在普通砂机、手摇磨床、平面磨床、内外圆磨床上进行修整砂轮修整凹凸圆弧。
(2)修整范围:凸圆弧R0~R 30 mm,凹圆弧R0~R30mm,角度0~180°;
(3)安全可靠、安装与操作简单方便、结构简单、制作容易、经济效率高。
设计总结
通过本次课程设计,使我不仅对圆弧砂轮修整器的原理有了比较深刻的理解,而且对书本上的许多知识有了系统的复习,通过对此圆弧砂轮修整器的设计,我也看到了同类产品的有点和缺点,从而它进行改进,同时让我知道,要做同类的设计,要考虑的方面是挺多的,在本次设计中,我出现了很多问题,我感到自己能力的不足,和经验的欠缺,因为有很多知识是自己没有学过的,而本次设计需要的偏偏是我所欠缺的,在这里幸亏有老师和其他同学的帮助,问题才得以解决,在这里我要感谢老师和我的同组人,让我学到了很多书本上没有的东西,另外,我觉得在本次设计中,同组成员的配合也是很重要的,要是靠一个人的力量,在规定的时间内根本是完成不了任务的,要靠大家的分工,大家齐心协力才能克服重重困难。总之很感谢同学的帮助和老师的教导。
参考文献
[1] 孙恒、陈作模主编。《机械原理》.北京:高等教育出版社,2005年12月
[2] 濮良贵、纪名刚主编。《机械设计》。北京:高等教育出版社,2005年12月
[3] 王多主编。《机械设计课程设计》。北京:机械工业出版社,2006年12月
[4] 天津齿轮机床研究所编 . 齿轮工手册 . 天津:天津人民出版社,1976
[5] 袁哲俊、刘华明、唐宜胜合编 . 齿轮刀具设计 . 北京:新时代出版社,1983 零件①锥齿轮1
零件②锥齿轮2
零件③M12X35
零件④一号轴
零件⑤键1
零件⑥键2
零件⑦轴承7005c
零件⑧轴承7006c
零件⑨端盖1
零件⑩垫片1
零件11箱盖
砂轮修整的四种方法【金刚石滚轮修整器】
砂轮修整的四种方法【金刚石滚轮修整器】 用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法。 单点金刚石笔HNT金刚石滚轮 1、车削修整法:以单颗粒金刚石(或以细碎金刚石制成的金刚笔)作为刀具车削砂轮,是应用最普遍的修整方法。安装在刀架上的金刚石刀具通常在垂直和水平两个方向各倾斜约5°~15°,金刚石与砂轮的接触点应低于砂轮轴线0.5~2毫米,修整时金刚石并作均匀的低速进给移动。要求磨削后的表面粗糙度越小,则进给速度应越低,如要达到Ra0.16~0.04微米的表面粗糙度,修整进给速度应低于50毫米/分。修整总量一般为单面0.1毫米左右,往复修整多次。粗修的切深每次为0.01~0.03毫米,精修则小于0.01毫米。 单点金刚石笔所用的金刚石颗粒有天然金刚石和人造金刚石之分,直径有10分、15分、20分、25分、30分、35分、40分、50分。但目前市场较杂,价格参差不齐,同时随着金刚石修整滚轮的出现,正在逐渐被替代。
2、HNT金刚石滚轮修整法:采用电镀或粉末冶金等方法把大量金刚石颗粒镶嵌在钢质滚轮表面制成的HNT金刚石滚轮,以一定转速旋转(借以降低滚轮与砂轮的相对速度),对高速旋转的砂轮表面产生磨削和辗压作用,使砂轮获得与滚轮型面吻合的锋利工作表面。HNT金刚石滚轮制造复杂,造价高,但经久耐用,修整效率高,适于在大批量生产中修整磨削特殊成形表面(如螺纹、齿轮和涡轮叶片榫齿等)的砂轮。 HNT金刚石修整滚轮的优势 (1)操作简单,修整效率高,使用寿命长,质量稳定; (2)可修整出其他修整方法无法完成的复杂形面砂轮,表面质量和精度稳定; (3)金刚石修整滚轮的角度对称性公差控制在0.5度,圆弧最小公差保证在2μm以内; (4)金刚石滚轮大幅缩短了修整时间,生产效率提高,机械设备的磨损程度减少; (5)HNT金刚石修整滚轮能实现工厂自动化,修整器浇花频率非常低,降低操作人员的负担。 3、砂轮磨削修整法:采用低速回转的超硬级碳化硅砂轮与高速旋转的砂轮对磨,以达到修整的目的。
砂轮大圆角金刚石笔修整器
utting Tools C 刀 具冷加工42砂轮大圆角金刚石笔修整器浙江太阳股份有限公司 (上虞 312300) 周其灿 栏目主持 蒋亚宝 圆角大小调整金刚石笔的位置。操作时先拧松螺母5,然后转动手柄杆25,带动齿轮9、11,由齿轮11带动回转轴21。回转轴上安装有两轴承20在导向板17环形槽内滑动,当砂轮的圆弧修整完后再拧紧螺母5,此时可修整砂轮的外圆。2. 装置的制作要求回转轴21上两轴承与环形槽的配合精度必须得到充分保证。因为两齿轮间的啮合存在间隙,压紧螺钉3与其上的轴承是为了保证回转轴不绕自身中心轴线回转,否则在修整砂轮外圆时金刚石笔会产生抖动,甚至产生危险。导向板环 形槽的半径可根据所需修整的圆角尺寸范围来确 定。独特的砂轮修整器 1.销 2、10、14.螺钉 3.压紧螺钉 4、1 2.垫圈 5.螺母 6.挡圈 7.键 8.底板 9、11.齿轮 13.弹簧 15.弹簧座 16.手柄套 17.导向板 18.手柄 19.轴承隔圈 20.轴承 21.回转轴 22.标尺 23.挡杆 24.金刚石笔 25.手柄杆3. 结语 该装置已在生产 中得到验证,效果较 好。该装置的优点 是制造成本和使用 成本低,产品具有 通用性,操作简单 实用,适用修整圆 角的范围较大,可以 修整大圆弧砂轮,能 较为精确地保证砂轮 圆弧部分和直线部分 的相切,对中小批量 的生产场合极为实用。(收稿日期:20120910) 普通外圆磨床的金刚石笔砂轮修整器可修整砂 轮的外圆及半径小于R 10mm 的圆角,当要求修整 R 10mm 以上的圆角时就无能为力了,这是因为承 载金刚石笔的轴承直径不能太大,否则修整器的旋 转体会与砂轮产生干涉, 如果针对大批量生产,我们可以制作专用的金 刚石滚轮来修整尺寸较大的砂轮圆角。但由于金刚 石滚轮价格高、通用性差,不适合小批量多品种的 生产。所以我们设计了一种独特的砂轮修整器,用 于修整大尺寸的砂轮圆角,具体结构如下(见附 图)。1. 装置的使用 金刚石笔24安装在回转轴21上,根据砂轮所需
新型丝杠磨床砂轮修整器设计
摘要 本文对砂轮修整器作了较为系统的介绍,讲述了砂轮修整器的历史背景和将来的发展方向。基于砂轮修整器的发展现状,提出了一种新型丝杠磨床砂轮修整器结构。在设计过程中,对其结构进行了分析,使其能够完成修整砂轮外轮廓的动作。修整砂轮时修整轮与被修整轮的接触面能够保持垂直。对该机构进行了简单的受力分析;确定了各个零件的尺寸,并运用Pro/E软件设计出各零件的三维结构和组装图。用CAD 软件画出了零件图和装配图。通过之前的计算选取电机,最后完成该机构的设计。 关键词修整器机械设计丝杠磨床
Abstract In this paper, a newtypes griding wheel dresser was introduced. The historical background of grinding wheel dresser and future direction was described.Through the understanding of grinding wheel dresser, had a new screw design of grinding wheel dresser. In the design process, its structure was analyzed, so that it can complete trimming the outline of the griding wheel.The paper achieved when the dressing wheel and the contact was maintained vertical.Then the force of its simple analysis carried out to determine the size of each part, and use Pro/E software to design three-dimensional map of parts and assembly https://www.360docs.net/doc/f21466562.html,ing CAD software to draw diagrams and assembly drawings of parts. Selected by the calculation before the motor, the mechine was completed. Keywords Dresser Mechanical Design lead Screw Grinding Machine
CBN砂轮的修整方法及其应用
CBN砂轮的修整方法及其应用 作者:冯宝富蔡光起盖全文 1 引言 CBN砂轮以其优良的磨削性能和磨削表面质量在高速、超高速磨削、难加工材料的高性能磨削、高效成型磨削等加工领 域获得了广泛应用。在磨削过程中,由于磨削力和磨削区域高温、粘附等作用,砂轮工作表面的磨粒会逐渐钝化;同时,砂轮工作表面的磨粒会因不均匀磨损而失去正确的原始几何形状;此外,由于高速磨削的磨屑非常细小,很容易 堵塞砂轮工作表面空隙。为使CBN砂轮始终保持良好的磨削状态,在磨削过程中必须对砂轮进行修整。CBN砂轮的整形、 修锐技术是CBN砂轮应用领域一个相当重要的研究课题。 CBN砂轮的修整可分为整形和修锐两个步骤。整形是通过改变砂轮的宏观形状,使砂轮达到要求的几何形状和尺寸精度, 并使磨粒尖端微细破碎形成锋利的磨刃;修锐则是通过去除砂轮磨粒间的结合剂,使磨粒凸出结合剂表面,形成必要的容屑空间,使砂轮具有最佳磨削能力。根据具体情况,整形和修锐可统一进行或同时完成,也可分步进行。 2 CBN砂轮的整形方法 CBN砂轮的整形方法较多,常用的有车削整形法、滚压整形法、磨削整形法、电加工整形法等,近年来又出现了激光整形法。 2.1 车削整形法 车削法是采用单颗粒金刚石笔、粉末冶金金刚石笔或金刚石修整片等整形工具车削砂轮,以达到整形目的。 1) 单颗粒金刚石笔整形 单颗粒金刚石笔具有极高硬度和良好的耐磨性,因此常用于陶瓷结合剂或树脂结合剂CBN砂轮的修整。金刚石笔的尖 端由于受到热和力的集中连续作用,磨损剧烈,因此修整时应通过合理供给冷却液进行充分冷却。采用单颗粒金刚石笔修整陶瓷结合剂CBN 砂轮后,砂轮表面状态不易达到磨削加工要求,容屑空间较小,切削刃较宽,磨削刃不锋利,若直接用于磨削,初期磨削力和磨削温度均较大,容易出现磨削烧伤和振纹,因此必须用油石对修整后的砂轮表面进行合理修锐。 2) 金刚石片状修整器整形 采用粉末冶金方法将小粒度金刚石颗粒固结在硬质合金基体上,制成片状修整器。用金刚石片状修整器修整CBN砂轮 的优点是费用较低,且片状修整器磨损后性能变化不大,整形时可以采用较大的修整进给量而不会增大修整后砂轮的表面粗糙度。 2.2 滚压整形法 滚压整形法是利用旋转的砂轮和滚压轮之间的相对滚动压裂结合剂桥,使磨粒表面崩碎出现微刃。滚压轮可用硬质合金或淬硬钢制成。滚压整形法的特点是修整压力大、修整效率及修整精度较低、修整后砂轮表面损伤层较深、切削刃密度较低、磨粒较尖锐、易磨损但不易堵塞。为降低滚压力,增加滚压稳定性,可在滚压轮表面开出斜槽或螺旋槽。为避免砂轮表面产生周期性波纹,必须控制砂轮轴与滚轮轴的同轴度。 2.3 磨削整形法 磨削整形法是用普通磨料砂轮、金刚石砂轮、金刚石滚轮等与CBN砂轮对磨整形,或用CBN砂轮磨削低碳钢进行整形。 1) 普通砂轮磨削整形 用绿色碳化硅或白刚玉陶瓷结合剂砂轮作为整形砂轮,用外圆磨削法对CBN砂轮进行整形。在整形砂轮轴上安装制动 器,使整形砂轮与CBN砂轮之间产生相对速度,可提高整形效率,相对速度越大,整形效率越高。该方法也可用于修锐,但应采用细粒度(150#?220#)修整砂轮。制动整形法的特点是整形压力较大、对磨床刚性要求高,对树脂结合剂砂轮容易产生过整形。 2)低碳钢磨削整形
砂轮修整技巧
砂轮修整的技巧 修锐是一个将超硬磨粒砂轮的磨粒修磨锋利的处理过程。在这一过程中,需去除磨粒间的结合剂和磨钝的砂轮磨粒,使具有很强磨削性能的砂轮磨粒突出结合剂之外,形成锐利的切削刃。修锐也必须从砂轮表面的气孔中,去除微小的材料,防止作用于砂轮上的磨削力增大,砂轮上的磨削力增大,将会引起振动和造成零件表面烧伤。 没有适当的修锐,即使是最好的砂轮也不可能获得加工零件的高质量和尺寸一致性。实际上,当你投资了高质量的砂轮,为了获得高的磨削性能,很好地修整它们就显得非常重要。 整形可以说是砂轮准备工作的一部分,它与普通砂轮的修锐同时进行。对于超硬磨料砂轮,两道工序是分开进行的,首先对砂轮进行整形。在使用超硬磨料砂轮磨削中,整形是使用整形工具或滚轮进行,修锐经常是使用一个陶瓷结合剂的修整棒,在整形完成后,对砂轮进行修锐处理。 在砂轮包括整形与修锐的修整之前,保证主轴轴承在一定的温度下(如通常的砂轮磨削状态)是很重要的。这样可避免损伤零件几何形状以及砂轮和修整工具的非正常磨损。对于修整用的工具必须小心处理,因为它一般由质硬、耐磨但又很脆的金刚石材料制成,且对因轻微碰撞、受力引起微小裂纹和破碎都非常敏感。 因为金刚石整形器本身就是一把刀具,需保持非常锋利。使用一个磨钝了的修整工具来修整砂轮表面,会使砂轮变钝。为了保持一个高质量和锋利的金刚石修整工具,每隔一定时间,需要1/8圈地旋转单点或带锥尖的修整工具。旋转次数可根据修整情况决定,根据经验,最少每天旋转一次。对于凿子头和成型的修整工具,一般需在它们磨钝前180°地旋转一次。大多数外圆磨床是将零件和砂轮置于一个水平线上。零件外圆的最高点与砂轮外圆的最高点称为零件/砂轮接触点,金刚石修整工具应尽可能地在接近零件/砂轮接触点处修整砂轮。对于内圆磨床用砂轮,将金刚石修整工具接近砂轮外圆的最高点(即磨孔时零件/砂轮接触点)进行修整,这一点更为重要。 采取微量修整 为减少修整时间,好象总存在一种想选择大些修除深度的诱惑。这是一种极其错误的想法。必须选择最合适的修除深度对砂轮进行修整。选择太大的修除深度,会产生高的切削温度,减少修整器的使用寿命,还会将有用的砂轮层切除。最终结果是使修整器和砂轮两者受损,适得其反。最佳的修整量为经几次修除后,既能恢复砂轮的几何形状,又能刚好产生出良好的磨削锋刃为准则。使用单点修整工具,应以10-15°的轴心线倾斜角接触砂轮的直径方向。这样将使单点修整工具在定期转动时,产生一个削尖的作用。以多点接触的修整工具不需要倾斜这一角度。改为用修整工具的整个端面与砂轮表面接触。 横向移动速度是修整工具在修整中通过砂轮表面的速度。它对加工零件要求的表面粗糙度和金属切削率都起有关键的作用。横向移动速度太慢,将会堵塞砂轮,损害零件的表面粗糙度和金属切削率。太慢的横向移动速度还可以引起砂轮振动和烧伤零件表面。均匀较快的横向移动速度能修整出好的砂轮表面,提高砂轮的磨削性能,增加磨削效率,降低零件表面粗糙度。 保持冷却 适当地使用冷却液,能加快修整速度和提高修整效率。根据经验,选用一股3/8英寸直径的冷却液,能够从修整器上排除大量热量,延长修整器的使用寿命。当金刚石修整工具通过砂轮时,安装一个冷却液喷管,充满整个砂轮表面或不断地加注冷却液到金刚石修整工具。当修整工具与砂轮接触开始修整后,决不允许修整工具,从冷却液中退出。否则会使金刚石
圆弧砂轮修整器
圆弧砂轮修整器使用方法工作原理 圆弧砂轮修整器使用方法 (1)公式修砂轮上为凸圆弧时a-R,砂轮上是凹圆弧时a +R。 圆弧修整器的中心距离为a。 (2)所用的块规用表来确定金刚钻的头部高度,高度位置即圆弧大小用千分表来量。 把圆弧修整器放在机床台面上。 b.金刚钻的头对准千分表头中心(用十字相乘法)。 c.把千分表头对在块规上,针头对在零位上,再把金刚钻头打到零位即可。(3)操作1 先用金刚钻碰面,侧面,底面碰好后取零位。 b. X进(R+0.02)mm,Y在下的时候,左手要旋转,圆弧修整器漫漫下到R+0.02mm. (4)操作2 a同样先碰面,侧面,底面,归零。 b.先抬上下,再将侧面摇至零位,上下慢慢下,下时圆弧修整器旋转到上下零位即可。 圆弧砂轮修整器工作原理 上海天然金刚石工具厂工作时将圆弧砂轮修整器安装在磨床的工作台上,调整升降机构,使修整笔的高度与砂轮的中心轴线同高,对于不同界面的形状可以通过转动手柄来实现。当需要修整的砂轮界面形状外为圆弧时,转动手柄5,2、3两齿轮啮合,通过两个锥齿轮将转动传递给修整笔1上,使修整笔绕锥齿轮2的中心轴线来回摆动。根据加工要求的不同,可以调整修整笔右端的滚花转轮来实现对砂轮内外圆弧的修整。当修整内圆弧砂轮时,使修整笔尖左移,使笔尖超出齿轮轴线一部分,修整砂轮为外圆弧时,使修整笔绕着齿轮的中心轴线右移,使笔尖向右超出轴线一部分,砂轮修整圆弧的半径取决于笔尖与该转动轴线的相对移动离。砂轮修整器价格当磨削平面,外圆柱面时,需要修整的砂轮截面形状平直,只需要纵向移动修整笔,即可进行修整,我们把齿轮修整器安装在机床上,使它可以纵向进给,使修整笔的位置保持在上图所示位置,再进行纵向进给,就可以实现对砂轮的修整。
砂轮修整
用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法。 1 车削修整法 以单颗粒金刚石(或以细碎金刚石制成的金刚笔金刚石修整块)作为刀具车削砂轮是应用最普遍的修整方法。安装在刀架上的金刚石刀具通常在垂直和水平两个方向各倾斜约5°~15°;金刚石与砂轮的接触点应低于砂轮轴线0.5~2mm,修整时金刚石并作均匀的低速进给移动。要求磨削后的表面粗糙度越小,则进给速度应越低,如要达到Ra0.16~0.04μm的表面粗糙度,修整进给速度应低于50mm/min。修整总量一般为单面0.1mm左右,往复修整多次。粗修的切深每次为0.01~0.03mm,精修则小于0.01mm。 图1 车削修整砂轮示意图 2 金刚石滚轮修整法 采用电镀或粉末冶金等方法把大量金刚石颗粒镶嵌在钢质滚轮表面制成的金刚石滚轮,以一定转速旋转(藉以降低滚轮与砂轮的相对速度),对高速旋转的砂轮表面产生磨削和辗压作用,使砂轮获得与滚轮型面吻合的锋利工作表面。金刚石滚轮制造复杂、造价高,但经久耐用、修整效率高,适于在大批量生产中修整磨削特殊成形表面(如螺纹、齿轮和涡轮叶片榫齿等)的砂轮。 3 砂轮磨削修整法 采用低速回转的超硬级碳化硅砂轮与高速旋转的砂轮对磨,以达到修整的目的。
图2 金刚石滚轮修整成形砂轮 4 滚轧修整法 采用硬质合金圆盘、一组由波浪形白口铁圆盘或带槽的淬硬钢片套装而成的滚轮,与砂轮对滚和挤压进行修整。滚轮一般装在修整夹具上手动操作,修整效率高,适于粗磨砂轮的修整。
机加工作业指导书
南京市江宁区怀银五金加工厂质量体系文件 产品图纸目录 RX/CP-7.5.1-01 受控状态: 版本号: A 编辑: 批准: 发放号: 2013-3-20 发布 2013-4-01实施
南京市江宁区怀银五金加工厂质量体系文件 机加工作业指导书 RX/CP-7.5.1-03 受控状态: 版本号: A 编辑: 批准: 发放号: 2013-3-20 发布 2013-4-01实施
HS/CP7.5-03 车床作业指导书及操作规范 1.目的:规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。2.范围:适用于本公司车床所有操作者。 3.作业内容及要求: 3.1.开机前检查机床各手柄位置及传动部位是否合理,并擦拭各滑动导轨,加施润滑油, 各油池、油盒、弹子油盅等按规定进行加油。 3.2.车头箱手柄挂到最低档,开机运行3分钟。并查看油窗油位是否达到了1/3油窗位置,否则通知有关人员按规定加油。 3.3.为了保证加工质量和提高工作效率,应根据工件材料、精度要求和机床、刀具、夹具等情况合理选择切削用量。加工铸件时,为了避免表面夹砂、硬化层等损坏刀具,在许可的条件下切削深度应大于夹砂或硬化层深度。 3.4.当粗、精加工在同一台机床上进行时,粗加工后一般应松开工件,待其冷却后重新装夹,松紧劲适中控制变形,否则要借助工装。 3.5.凡下面工序需要进行淬火、磨削或超声波探伤的工件表面,本工序加工的表面粗糙度Ra值不得大于6.3um。 3.6.粗加工时的倒角、倒园、槽深等都应按精加工余量加大或加深,以保证精加工后达到设计要求。 3.7.在本工序后无去尖角毛刺工序时,本工序加工产生的毛刺应在本工序去除。 3.8.在切削过程中,若机床、刀具、工件等发出不正常的声音,或加工表面的粗糙度突然变差,应立即退刀停车检查。 3.9.在批量生产中,必须进行首件检查,合格后方能继续加工。 3.10. 加工中进行自检测量时要正确使用量具。使用塞规、千分尺等时必须轻轻推入或旋入,不得用力过猛;使用卡尺、千分尺、百分表、千分表等时,事先应调好零位。3.11. 凡加工件成组或配加工的工件,加工后应作标记(或编号)。 3.12. 细长容易弯曲的轴类零件,在加工过程中如间断加工较长时间时,需在轴中间加中心托架,或将轴落下采取吊挂式存放。 4. 程序
CBN砂轮的修整方法及其应用
CBN砂轮的修整方法及其应用 1 引言CBN砂轮以其优良的磨削性能和磨削表面质量在高速、超高速磨削、难加工材料的高性能磨削、高效成型磨削等加工领域获得了广泛应用。在磨削过程中,由于磨削力和磨削区域高温、粘附等作用,砂轮工作表面的磨粒会逐渐钝化;同时,砂轮工作表面的磨粒会因不均匀磨损而失去正确的原始几何形状;此外,由于高速磨削的磨屑非常细小,很容易堵塞砂轮工作表面空隙。为使CBN砂轮始终保持良好的磨削状态,在磨削过程中必须对砂轮进行修整。CBN砂轮的整形、修锐技术是CBN砂轮应用领域一个相当重要的研究课题。 CBN砂轮的修整可分为整形和修锐两个步骤。整形是通过改变砂轮的宏观形状,使砂轮达到要求的几何形状和尺寸精度,并使磨粒尖端微细破碎形成锋利的磨刃;修锐则是通过去除砂轮磨粒间的结合剂,使磨粒凸出结合剂表面,形成必要的容屑空间,使砂轮具有最佳磨削能力。根据具体情况,整形和修锐可统一进行或同时完成,也可分步进行。 2 CBN砂轮的整形方法CBN砂轮的整形方法较多,常用的有车削整形法、滚压整形法、磨削整形法、电加工整形法等,近年来又出现了激光整形法。 1.车削整形法车削法是采用单颗粒金刚石笔、粉末冶金金刚石笔或金刚石修整片等整形工具车削砂轮,以达到整形目的。 1.单颗粒金刚石笔整形单颗粒金刚石笔具有极高硬度和良好的耐磨性,因此常用于陶瓷结合剂或树脂结合剂CBN砂轮的修整。金刚石笔的尖端由于受到热和力的集中连续作用,磨损剧烈,因此修整时应通过合理供给冷却液进行充分冷却。采用单颗粒金刚石笔修整陶瓷结合剂CBN砂轮后,砂轮表面状态不易达到磨削加工要求,容屑空间较小,切削刃较宽,磨削刃不锋利,若直接用于磨削,初期磨削力和磨削温度均较大,容易出现磨削烧伤和振纹,因此必须用油石对修整后的砂轮表面进行合理修锐。 2.金刚石片状修整器整形采用粉末冶金方法将小粒度金刚石颗粒固结在硬质合金基体上,制成片状修整器。用金刚石片状修整器修整CBN砂轮的优点是费用较低,且片状修整器磨损后性能变化不大,整形时可以采用较大的修整进给量而不会增大修整后砂轮的表面粗糙度。 2.滚压整形法滚压整形法是利用旋转的砂轮和滚压轮之间的相对滚动压裂结合剂桥,使磨粒表面崩碎出现微刃。滚压轮可用硬质合金或淬硬钢制成。滚压整形法的特点是修整压力大、修整效率及修整精度较低、修整后砂轮表面损伤层较深、切削刃密度较低、磨粒较尖锐、易磨损但不易堵塞。为降低滚压力,增加滚压稳定性,可在滚压轮表面开出斜槽或螺旋槽。为避免砂轮表面产生周期性波纹,必须控制砂轮轴与滚轮轴的同轴度。 3.磨削整形法磨削整形法是用普通磨料砂轮、金刚石砂轮、金刚石滚轮等与CBN砂轮对磨整形,或用CBN砂轮磨削低碳钢进行整形。 1.普通砂轮磨削整形用绿色碳化硅或白刚玉陶瓷结合剂砂轮作为整形砂轮,用外圆磨削法对CBN砂轮进行整形。在整形砂轮轴上安装制动器,使整形砂轮与CBN砂轮之间产生相对速度,可提高整形效率,相对速度越大,整形效率越高。该方法也可用于修锐,但应采用细粒度(150#~220#)修整砂轮。制动整形法的特点是整形压力较大、对磨床刚性要求高,对树脂结合剂砂轮容易产生过整形。
砂轮使用安全制度
砂轮使用安全制度 砂轮使用安全制度 磨削机械的安全管理,主要是围绕保证砂轮的安全进行。从砂轮运输、存储,使用前的检查,砂轮的安装、修整,到磨削机械的操作,其中任一环节的疏忽都会给磨削机械埋下安全隐患。 砂轮使用的安全管理包括下述检查项目和要求。 l.砂轮的检查 砂轮在安装使用前必须经过严格的检查,有裂纹等缺陷的砂轮绝对不准安装使用。 (1)砂轮标记检查。砂轮没有标记或标记不清,无法核对、确认砂轮特性的砂轮,不管是否有缺陷,都不可使用。 (2)砂轮缺陷检查。其检查方法是目测和音响检查: ①目测检查是直接用肉眼或借助其他器具察看砂轮表面是否有裂纹或破损等缺陷。 ②音响检查也称敲击试验,主要针对砂轮的内部缺陷,检查方法是用小木锤敲击砂轮。正常的砂轮声音清脆,声音沉闷、嘶哑,说明有问题。 (3)砂轮的回转强度检验。对同种型号一批砂轮应进行回转强度抽验,未经强度检验的砂轮批次严禁安装使用。 2.砂轮的安装 (1)核对砂轮的特性是否符合使用要求,砂轮与主轴尺寸是否相匹配。 (2)将砂轮自由地装配到砂轮主轴上,不可用力挤压。砂轮内径与主轴和卡盘的配合间隙适当,避免过大或过小。配合面清洁,没有杂物。 (3)砂轮的卡盘应左右对称,压紧面径向宽度应相等。压紧面平直,与砂轮侧面接触充分,装夹稳固,防止砂轮两侧面因受不平衡力作用而变形甚至碎裂。 (4)卡盘与砂轮端面之间应夹垫一定厚度的柔性材料衬垫(如石棉橡胶板、弹性厚纸板或皮革等),使卡盘夹紧力均匀分布。 (5)紧固砂轮的松紧程度应以压紧到足以带动砂轮不产生滑动为宜,不宜过紧。当用多个螺栓紧固大卡盘时,应按对角线成对顺序逐步均匀旋紧,禁止沿圆周方向顺序紧固螺栓,或一次把某一螺栓拧紧。紧固砂轮卡盘只能用标准板手,禁止用接长扳手或用敲打办法加大拧紧力。 3.砂轮的平衡试验 造成砂轮的不平衡原因是由于砂轮的重心与回转轴线不重合。它产生的原因是砂轮制造和安装缺陷,例如,砂轮的密度不均匀,端面不平行,几何形状或内外孔同心度误差,砂轮安装偏心等。不平衡的砂轮在高速旋转时会产生迫使砂轮偏离轴心的离心力,从而引起砂轮振动。其后果不仅影响磨削质量,还加速砂轮主轴轴承的磨损;当离心力超过砂轮强度允许范围时,将造成砂轮的碎裂。 新砂轮和经第一次修整的砂轮,以及发现运转不平衡的砂轮都应进行平衡试验。调整砂轮的平衡方法有动平衡和静平衡两种方法。 (1)动平衡法。该方法借助安装在机床上的传感器,直接显示出旋转时砂轮装置的不平衡量,通过调整平衡块的位置和距离,将不平衡量控制到最小。 (2)静平衡法。静平衡调整在平衡架上进行,用手工办法找出砂轮重心,加装平衡块,调整平衡块位置,直到砂轮平衡,一般可在八个方位使砂轮保持平衡。 调整平衡后的砂轮需在装好防护罩后进行空转试验。空转试验时间:直径≥400mm,空转时间大于5min;直径<400mm,空转时间大于2min。 空转试验期间,操作者应站在砂轮的侧方安全位置,不得站在砂轮前面或切线方向,以
M1432B万能外圆磨床使用操作规程
M1432B万能外圆磨床使用操作规程 机床开动前,操作者必须熟悉本机床性能、规格、安全使用要求,各手柄位置及其作用,机械、电气、液压传动原理的相互关系及其动作的先后顺序,各种保险及连锁装置等。 一、机床开动前须知 1、按“机床润滑图表”在各处加规定的润滑油(脂)。 2、按“一般电气设备的保养和维护”逐项检查。 3、熟悉“安全使用要求”。 4、熟悉“一般液压设备的故障产生原因及消除方法”。 5、用手动检查全部机械的动作情况,保证没有不正常现象。 6、保持手轮、手柄、开头均停止在所需位置上。 7、开动各类电动机,先从最低开始逐步之最高速,每级运转时间不少于2min,高速运转不少于30min。 8、调整油路压力,工作台润滑压力机油量,驱除工作台油压筒内存留的空气。 9、空运转机床,检查各传动系统工作循环是否正常,各连锁安全保险装置是否可靠。 10、检查各轴承升温情况,机床有无搬动等不正常现象。 二、工作准备 1、冷却液的准备 按规定比例调制冷却液,注满冷却液箱后,开动冷却液泵及冷却液开关,检查冷却系统是否正常。 2、按“砂轮的静平衡方法”修正及平衡砂轮。
3、根据工件直径大小选择最适宜的头架转速,根据工件的长短移动头架尾架的位置,然后安装工件,安装工件应注意砂轮架的前后位置,使砂轮与工件间保持足够的距离(包括快速进给的距离在内)。 4、慢速移动工作台将左右装块固定在适宜的位置上,然后快速引进砂轮架,并手动高速横给机构使砂轮移近工件开始磨削。 三、操作步骤(机床操作手轮、手柄见示意图) 1、检查各手轮、手柄、手把和旋钮均在停止和后退位置,然后闭合电源引入开关,接通电源。 2、按下操纵台24上油泵启动按钮使油泵运转。 3、通过操纵台24电动机调速旋钮根据不同的工件预先选择好不同的转速。 4、旋转工作台左面的放气阀旋钮1,在排尽了工作台油压筒内的空气后再关紧。 5、转动手柄12,使砂轮架快速引进或退出。砂轮架快速引进时,头架拨盘必须开始回转,冷却泵亦同时启动(冷却液量的大小由把手15调节),砂轮架快速后退时,头架拨盘和冷却泵随之停止。在转动手柄12前,必须将砂轮架摇向后方,使砂轮架快速前进时不致撞及其它部件。 6、将尾架紧固在适当位置,装上工件,将手柄8扳到开的位置,按所需行程校正工作台左、右换向撞块4、14的位置,逐渐转动旋钮10,将工作台速度调整到所需速度。 7、按操作台24砂轮电动机启动按钮,使砂轮转动(开动时操作者应避开砂轮回转平面),转动手柄12,将砂轮架快速引进(事先必须用手轮16将砂轮架摇向后方使砂轮表面与工件表面事先距离50mm以上)。 8、转动手轮16,将砂轮引向工件进行试磨,测量工件两头直径,以校正工作台或头架角度。
磨床作业指导书
磨床作业指导书 Prepared on 22 November 2020
磨床作业指导书及操作规范1.目的:明确工作职责,确保加工的合理性、正确性及可操作性;规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。 2.范围:适用于所有磨床加工作业。 3.职责:指导磨床操作者加工及设备维护、保养等工作。 4. 工作流程 .作业流程图 作业内容 查看图纸及工艺:熟读图纸及加工工艺,确定加工基准和加工步骤;确定加工所需工、量具等。 5.工艺守则 .工件的装夹 .砂轮的选用和安装 .磨削加工 6. 规范内容:
.图纸要求或有圆R要求的,要按照图纸要求加工,特别是轴类零件,否则将会影响零件强度。 .在本工序后无去尖角毛刺工序时,本工序加工产生的毛刺应在本工序去除,磨后表面严禁使用锉刀等伤及表明的工具,周边尖角不能用磨削方法取出的,需用油石打磨。 .在切削过程中,若机床、砂轮、工件等发出不正常的声音,或加工表面的粗糙度突然变差,应立即退出砂轮停车检查。 .加工中进行自检测量时要正确使用量具。 .凡加工件成组或配加工的工件,加工后应作标记。 .细长容易弯曲的轴类零件,在加工过程中如间断加工较长时间时,需在轴中间加中心托架,或将轴落下采取吊挂式存放。 7.注意事项及设备保养 .必须严格执行本工种安全操作规程,工作时按公司规定穿戴好防护用品。 .每班各机床操作者开车前确认本机台的状况是否正常。 .检查各个开关是否灵敏,安全装置是否有效,润滑油是否充足。 .检查工作台吸磁力及冷却水泵运转是否正常。 .检查机床前、后、左、右、上、下各方向移动、滑动是否正常。 .开机前检查完设备后,应用干净布将工作台上的防锈油擦净。 .加工中及砂轮旋转中,禁止打开砂轮防护盖。 .机床做清洁卫生时,不能用风管吹防止砂尘进入机床导轨;擦拭工作台需用软胶皮刮板、棉纱及软布。 .按设备要求定期更换润滑油,每1年至少更换一次切削液。 .修整砂轮及工件加工前,先确认工作台是否已上磁,防止金刚笔及工件飞出伤人。
圆弧砂轮修整器
1 引言 为了满足生产的需要,修整砂轮,在实际生产中是常遇到的。主要是根据所加工工件几何形状以及表面精度要求等,对砂轮进行修整后再对工件进行修磨,达到保证磨切工件质量要求,所以砂轮的修整对磨削的精度起着重要的作用。传统的砂轮修整是通过砂轮修整笔进行手工修整,或者采用成型修整器(如滚轮)进行修整。但这两种方法修整后的砂轮都会产生圆弧形状误差,影响加工后工件的形状精度。影响砂轮修整精度的原因有两方面:一是修整器本身的精度;二是操作不当。如在使用砂轮修整笔手工修整砂轮时,若工人操作不当,使修整器与过砂轮中心线的水平面偏离,则在修整笔尖A处,修整笔的运动轨迹在水平面内为圆弧曲线2,而在OA平面内砂轮的截面形状却是椭圆弧1,由此造成砂轮修整的形 状误差(如图1所示)。此外,由于待修整砂轮的圆弧直径不同,因此修整时需要很多不同半径的成型修整器,既增加了修整器的数量,使用起来也十分不便。因此我们设计了圆弧多功能砂轮修整器。本次设计是采用金刚笔车削法。即以金刚钻为工具用车削形式来修整砂轮的方法。
2 圆弧砂轮修整器的总体设计 2.1 圆弧砂轮修整器的基本结构 圆弧砂轮修整器基本结构如图所示: 图1 圆弧砂轮修整器结构示意图 1—金刚笔 2—支架 3—锥齿轮2 4—锥齿轮1 5—手柄 6—垫片 7—锁紧螺钉 8—卡紧装置 9—螺纹套
2.2圆弧砂轮修整器的工作原理 工作时将圆弧砂轮修整器安装在磨床的工作台上,调整升降机构,使修整笔的高度与砂轮的中心轴线同高,对于不同界面的形状可以通过转动手柄来实现。当需要修整的砂轮界面形状外为圆弧时,转动手柄5,2、3两齿轮啮合,通过两个锥齿轮将转动传递给修整笔1上,使修整笔绕锥齿轮2的中心轴线来回摆动。根据加工要求的不同,可以调整修整笔右端的滚花转轮来实现对砂轮内外圆弧的修整。当修整内圆弧砂轮时,使修整笔尖左移,使笔尖超出齿轮轴线一部分,修整砂轮为外圆弧时,使修整笔绕着齿轮的中心轴线右移,使笔尖向右超出轴线一部分,砂轮修整圆弧的半径取决于笔尖与该转动轴线的相对移动距离。 当磨削平面,外圆柱面时,需要修整的砂轮截面形状平直,只需要纵向移动修整笔,即可进行修整,我们把齿轮修整器安装在机床上,使它可以纵向进给,使修整笔的位置保持在上图所示位置,再进行纵向进给,就可以实现对砂轮的修整。 3 圆弧砂轮修整器的各部件设计 3.1 升降机构的设计 升降机构的主要作用使调节修整笔的高低,使修整笔的轴线能与砂轮的轴线再同一条水平线上。我们的升降机构采用的是螺旋式的锁紧机构。其中螺旋柱中间开一直径位8mm的通孔,目的是在螺纹套上下调整的时候,不至于使套筒和螺旋柱之间形成密封,高度为170mm,用螺纹套以螺纹的形式和螺旋柱配合,通过旋转螺纹套,箱体能够上下移动,当箱体上升到一定的高度时,即修整笔的轴线与砂轮的轴线再同一个水平轴线上时,通过紧固螺钉,能够把箱体固定,在螺旋柱和紧固螺钉之间,有一垫片,垫片有一的弧度如下图所示:
外圆磨床的维修
机床维修技术之——外圆磨床的维修 1、外圆磨床的主要作用是什么? 答:外圆磨床主要用来加工回转体工件的外圆或内孔(需配备内圆磨具)。外圆磨削的对象主要是各种圆柱体、圆锥体、带肩台阶轴,环形工件和旋转曲面等。如MGl432A高精度万能外圆磨床主要用来加工高精度轴类、套类、箔材轧辊、环规、塞规等零件。
通用磨床砂轮修整器数控改造
通用磨床砂轮修整器数控改造 张 乐 (西北轴承股份有限公司,宁夏 银川 750021) 摘 要 主要介绍了磨床砂轮修整在整个磨加工过程中的重要性和老式修整器的数控改造的过 程。并说明选择西门子数控系统的原则及各项硬件相互之间的组装、设置及各部件的功 能介绍。 关键词 控制系统 修整器 程序 1 引言 在现代的机械加工行业特别是在轴承加工行业中,磨床的使用率是相当高的。不论是老式的内圆磨床、外圆磨床、平面磨床还是现在的各种数控系统的磨床。磨床是各类金属切削机床中品种最多的一类,主要类型有外圆磨床、内圆磨床、平面磨床、无心磨床等。外圆磨床是使用的最广泛的,能加工各种圆柱形和圆锥形外表面。 磨床是利用磨具对工件表面进行磨削加工的机床。磨具指的就是砂轮,在磨加工过程中是通过砂轮的高速旋转(线速度可达35m/s)对轴承内外套进行磨加工。砂轮虽然有自锐特点,但由于磨钝后的磨粒不一定都能够自动脱落或崩裂,加上磨屑与粘连结合剂会堵塞砂轮孔隙,这样就会使砂轮失去或降低切削能力,所以砂轮工作一段时间后应进行修整。砂轮修整不及时或修整不好,加工工件的表面就会出现以下几种磨削痕迹: (1)现出现交叉螺旋线痕迹 ;(2)表面出现鱼鳞;(3)工作面拉毛; (4)工件表面出现烧伤痕迹;(5)表面粗糙度达不到要求等问题。 在精密零件的磨削加工中,圆弧形面的磨削尤其是轴承外环内滚道和内环外滚道的磨削是一个技术难点,而砂轮的修整对磨削精度起着重要作用。传统的砂轮修整是通过金刚笔进行手工修整。但这种方法修整后的砂轮都会产生圆弧形状误差,影响加工后工件的形状精度。2 砂轮修整器功能介绍2.1 传统砂轮修整器的介绍 工作原理:在修整砂轮时首先将修整器固定好,调 作者简介:张乐(1981~),男,助理工程师,主要从事电气自动化 。 整修整杆的位置,固定好金刚笔,将砂轮通过机床磨架摇到修整位置。调整微调螺丝的距离,开启液压站,通过按钮控制油缸两腔内液压油的流通方向,使活塞杆带动皮带运动。使修整杆做画圆运动,从而实现对砂轮的圆弧修整。 在修整过程中需要通过多次手动切换换向,而且修整圆弧的半径还要不断的调整。修整过程不仅加大了操作者的劳动强度,而且修整过程中的圆弧半径值及修整速度不可控,修整后的砂轮表面较粗,不能满足轴承滚道的精加工要求。 组成:底座、修整杆、拉伸油缸、传动皮带、皮带轮、金刚笔、固定螺丝、微调螺丝。(见图1) 图1 传统砂轮修整器 2.2 SINUMERIK802S 数控修整器的介绍 工作原理:改造后的砂轮修整器,可实现对X轴、Z轴的独立驱动控制,可以进行直线、斜线、圆弧的修整。在修整过程中操作者只需要通过R参数的设置就可对圆弧半径值、修整过程中的速度、修整时的进刀量等进行控制。在砂轮的修整过程中不需要操作人员进行重复调整。此设备的使用降低了砂轮修整的表面粗糙度,满足了滚道精磨的工艺要求,减轻了劳动强度。 固定螺丝 微调螺丝 金刚笔 底座 皮带 皮带轮 修整杆 油缸
砂轮的修整技巧【干货】
砂轮的修整技巧 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 修锐是一个将超硬磨粒砂轮的磨粒修磨锋利的处理过程。在这一过程中,需往除磨粒间的结合剂和磨钝的砂轮磨粒,使具有很强磨削性能的砂轮磨粒突出结合剂之外,形成锐利的切削刃。修锐也必须从砂轮表面的气孔中,往除微小的材料,防止作用于砂轮上的磨削力增大,砂轮上的磨削力增大,将会引起振动和造成零件表面烧伤。 没有适当的修锐,即使是最好的砂轮也不可能获得加工零件的高质量和尺寸一致性。实际上,当你投资了高质量的砂轮,为了获得高的磨削性能,很好地修整它们就显得非常重要。 整形可以说是砂轮预备工作的一部分,它与普通砂轮的修锐同时进行。对于超硬磨料砂轮,两道工序是分开进行的,首先对砂轮进行整形。在使用超硬磨料砂轮磨削中,整形是使用整形工具或滚轮进行,修锐经常是使用一个陶瓷结合剂的修整棒,在整形完成后,对砂轮进行修锐处理。 在砂轮包括整形与修锐的修整之前,保证主轴轴承在一定的温度下(如通常的砂轮磨削状态)是很重要的。这样可避免损伤零件几何外形以及砂轮和修整工具的非正常磨损。对于修整用的工具必须小心处理,由于它一般由质硬、耐磨但又很脆的金刚石材料制成,且对因稍微碰撞、受力引起微小裂纹和破碎都非常敏感。
由于金刚石整形器本身就是一把刀具,需保持非常锋利。使用一个磨钝了的修整工具来修整砂轮表面,会使砂轮变钝。为了保持一个高质量和锋利的金刚石修整工具,每隔一定时间,需要1/8圈地旋转单点或带锥尖的修整工具。旋转次数可根据修整情况决定,根据经验,最少天天旋转一次。对于凿子头和成型的修整工具,一般需在它们磨钝前180°地旋转一次。大多数外圆磨床是将零件和砂轮置于一个水平线上。零件外圆的最高点与砂轮外圆的最高点称为零件/砂轮接触点,金刚石修整工具应尽可能地在接近零件/砂轮接触点处修整砂轮。对于内圆磨床用砂轮,将金刚石修整工具接近砂轮外圆的最高点(即磨孔时零件/砂轮接触点)进行修整,这一点更为重要。 采取微量修整 为减少修整时间,好象总存在一种想选择大些修除深度的诱惑。这是一种极其错误的想法。必须选择最合适的修除深度对砂轮进行修整。选择太大的修除深度,会产生高的切削温度,减少修整器的使用寿命,还会将有用的砂轮层切除。终极结果是使修整器和砂轮两者受损,适得其反。最佳的修整量为经几次修除后,既能恢复砂轮的几何外形,又能恰好产生出良好的磨削锋刃为准则。使用单点修整工具,应以10-15o的轴心线倾斜角接触砂轮的直径方向。这样将使单点修整工具在定期转动时,产生一个削尖的作用。以多点接触的修整工具不需要倾斜这一角度。改为用修整工具的整个端面与砂轮表面接触。 横向移动速度是修整工具在修整中通过砂轮表面的速度。它对加工零件要求的表面粗糙度和金属切削率都起有关键的作用。横向移动速度太慢,将会堵塞砂轮,损害零件的表面粗糙度和金属切削率。太慢的横向移动速度还可以引起砂轮振动和烧伤零件表面。均匀较快的横向
金刚石滚轮成形砂轮修整器的结构设计
金刚石滚轮成形砂轮修整器的结构设计* 孙燕燕1,林东玲1,张 宇2,乔楠楠2 (1.沈阳汽车工业学院,辽宁沈阳 110015; 2.沈阳市工业技术学校,辽宁沈阳 110102) 摘 要:针对加工轴类工件时,常会遇到尺寸精度要求高、表面粗糙度值小的各种圆弧的难加工问题,提出采用成形磨削法进行圆弧的加工,并针对圆弧加工用的成形砂轮,设计出金刚石滚轮成形砂轮修整器。 关键词:成形磨削;金刚石滚轮;砂轮修整器 中图分类号:TH122 文献标识码:A 文章编号:1006-4414(2010)02-0051-02 The struct ural design of di a m ond rolli n g f or m-w hee l dresser Sun Y an-yan1,L i n Dong-li n g1,Zhang Yu2,Q i a o Nan-nan2 (1.Shenyang i ns titute of automob ile industry,Shenyang L i aoni ng 110015,China; 2.Shenyang industrial techn ical schoo l,Shenyang L iaoning 110102,Ch i na) Abstrac t:W h ile sha ft w orkpieces i s pro cessed,t he d ifficu lt pro cessi ng o f arc s uch as hi gh d i m ensiona l prec isi on and s m a ll surface roughness often co m es up.In order to solve th i s proble m,this paper puts forwa rd the for m-gr i nd i ng m ethod f o r pro cessi ng o f arc,and des i gns d i amond ro lli ng f o r m-wheel dresser especia lly for dressi ng fo r m-w hee lwh ich is used f o r arc pro cessi ng. K ey word s:for m-gr i nd i ng;d i a m ond ro lli ng w hee;l wheel dresser 1 前 言 成形磨削是把砂轮修整成与工件轮廓相吻合的形状,加工时砂轮和工件全面接触拷贝出砂轮的廓形,是一种高精度、高效率、低成本的精加工方法[1]。成形磨削时,由于砂轮各点处的圆周速度不一样,致使各点处的材料去除率不同,从而导致砂轮磨损不均匀,特别是在尖角部位容易崩碎,从而产生形状误差。由于零件的成形形状是砂轮形状的拷贝,这必然对加工精度产生影响,同时磨削余量的不均匀也会导致磨削烧伤等加工缺陷,因此成形砂轮的修整对成形磨削加工过程具有决定性影响。针对圆弧加工用的成形砂轮,设计出专门的金刚石滚轮成形砂轮修整器。 2 砂轮修整器的结构设计 2.1 主轴部件 该部件是修整装置的关键部件。金刚石滚轮安装在它的上面,其精度直接影响修整精度,进而影响被加工工件的精度。如何保证本装置的精度,设计、加工和装配是关键技术。此外,金刚石滚轮主轴还应具有足够的刚度,主要是考虑到金刚石滚轮的修整力比较大,为提高滚轮寿命,滚轮直径应尽可能的大,该设计中将滚轮直径选为140mm。金刚石滚轮修整装置主轴采用如图1所示结构。该结构简单,加工精度易保证,调整方便,精度高,径向跳动小于0.003mm,轴向窜动小于0.003mm,端跳动小于0.003mm 。 图1 金刚石滚轮修整装置主轴结构图 2.2 电机功率 金刚石滚轮修整是用磨削法成形,而金刚石笔修整是车削法成形,故前者的修整力比后者大,所以电机应有足够的扭矩。修整电机的功率是按每毫米宽度15~30W[2]计算的,电机的功率1k W为最常用。考虑到电机的具体结构及所加工的零件较宽(65mm),故电机功率选定为1.5k W。 2.3 传动部件 传动部件的作用是保证金刚石滚轮转速的高低、旋转方向符合修整工艺的要求,且将电机的旋转运动平稳的传送给主轴。该设计中,采用带传动,即可满足要求。主要是因为带传动具有以下优点: 因带有弹性,能缓冲、吸振,从而传动平稳,噪声小;当传动过载时,带在带轮上打滑,可以防止其它零件损坏;!结构简单、装拆方便;?可用于中心距离较大的传动。 # 51 # 应用与试验 #机械研究与应用# *收稿日期:2010-03-06 作者简介:孙燕燕(1982-),女,辽宁大连人,助教,研究方向:超精密加工。