Homogenization on microstructure and mechanical properties of 2A50

Homogenization on microstructure and mechanical properties of
2A50 aluminum alloy prepared by liquid forging
DU Zhi-ming1, 2, 3, CHEN Gang1, HAN Fei1, CAO Guang-xiang1, LIU Jun1,
LI Hong-wei3, 4, ZHANG Xin3, 4, XIE Shui-sheng2
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. State Key Laboratory for Fabrication and Processing of Nonferrous Metals,
Beijing General Research Institute for Nonferrous Metals, Beijing 100088, China;
3. Beijing Engineering Research Center for Advanced Manufacturing and Elevation of Special Vehicle Parts,
Beijing 100072, China;
4. Technology Institute, Beijing North Vehicle Group Corporation, Beijing 100072, China
Received 23 September 2010; accepted 11 March 2011
Abstract: The homogenization on microstructure and mechanical properties of 2A50 aluminum alloy prepared by liquid forging was investigated. Wheel hubs were produced using direct and compound loading. The results show that the microstructure and mechanical properties are inhomogeneous in direct forged samples. The microstructure of the wall is coarser than that of the base, and the mechanical properties are lower and some defects are detected at the wheel corner. Using compound loading, the microstructure and mechanical properties of the wall are improved evidently. With increasing feeding amount, the microstructure and mechanical properties become more homogeneous. The defects disappear when the feeding amount is 4 mm. The forged wheel hubs could obtain fine and homogeneous microstructure with grain size of 20?30 μm, tensile strength of 355 MPa and elongation of 10% when the feeding amount is 10 mm. The microstructure and mechanical properties of liquid forged workpieces could be controlled and homogenized using compound loading.
Key words: homogenization; aluminum alloy; liquid forging; compound loading
1 Introduction
Aluminum alloys are widely used as construction materials because of their high specific strength and rigidity, erosion resistance and excellent formability [1?3]. Liquid forging is one of the most promising techniques for preparing aluminum alloys [4?9]. The liquid alloy is decanted into cavity die, solidified under high pressure and last plastically deformed to near-net-shaped products [10]. Compared with casting, liquid forging formed parts with fewer defects and better mechanical properties could be obtained thorough feeding. Compared with traditional forging, liquid forging needs much lower forming force and could achieve higher working efficiency. Liquid forging could prepare workpieces with complex shape and excellent mechanical properties in one procedure.
Solidification of liquid alloy is still dominant during liquid forging process, and it becomes more inhomogeneous due to applied load and mechanical constraints. For this reason, the microstructure and mechanical properties become more inhomogeneous, which could result in considerable tensile stress. Hot cracks are thought to occur in the terminal stage of solidification, while the capability of ductility cannot sustain the tensile strains caused by the temperature gradients and/or mechanical constraints [11?17]. It is the general rule of hot tears occurring during casting. During liquid forging, the distribution of tensile stress would be even more inhomogeneous due to applied load.
Although many works have been reported on how to improve the mechanical properties and avoid defects during casting process, there have been few reports about the homogenization on microstructure and mechanical properties during the liquid forging process. In this work,
Foundation item: Projects (50774026, 50875059) supported by the National Natural Science Foundation of China; Project (20070420023) supported by the China Postdoctoral Science Foundation; Project (2008AA03A239) supported by the National High-tech Research and Development
Program of China
Corresponding author: DU Zhi-ming; Tel: +86-451-86415464; E-mail: duzm@https://www.360docs.net/doc/fe7630147.html,
DOI: 10.1016/S1003-6326(11)61024-8
DU Zhi-ming, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2384?2390 2385 wheel hubs of 2A50 aluminum alloy were prepared using
direct and compound loading. The homogenization on microstructure and mechanical properties was investigated with different feeding amounts.
2 Experimental
The composition of 2A50 aluminum alloy investigated in this study is listed in Table 1. The solidus and liquidus temperatures of this alloy were obtained at 521 and 615 °C using differential thermal analysis (DTA).
Table 1 Composition of 2A50 aluminum alloy (mass fraction, %)
Si Fe Cu Mn Mg Ni Zn Ti Al
0.7?1.2 0.7 1.8?2.6 0.4?0.8 0.4?0.8 0.10 0.30 0.15Bal.
Wheel hubs were prepared using direct and compound loading, as shown in Fig. 1. The external diameter, internal diameter and thickness are 440, 418 and 13 mm, respectively. Figure 2 shows the direct and compound loadings. As shown in Fig.2, the left side shows the direct loading, the punch applies pressure on the liquid aluminum alloy directly. The right side shows the compound loading, the external and internal punch apply on the liquid alloy, respectively, and the wall could obtain partial loading and liquid feeding.
Fig. 1 Dimension of wheel hub (Unit: mm)
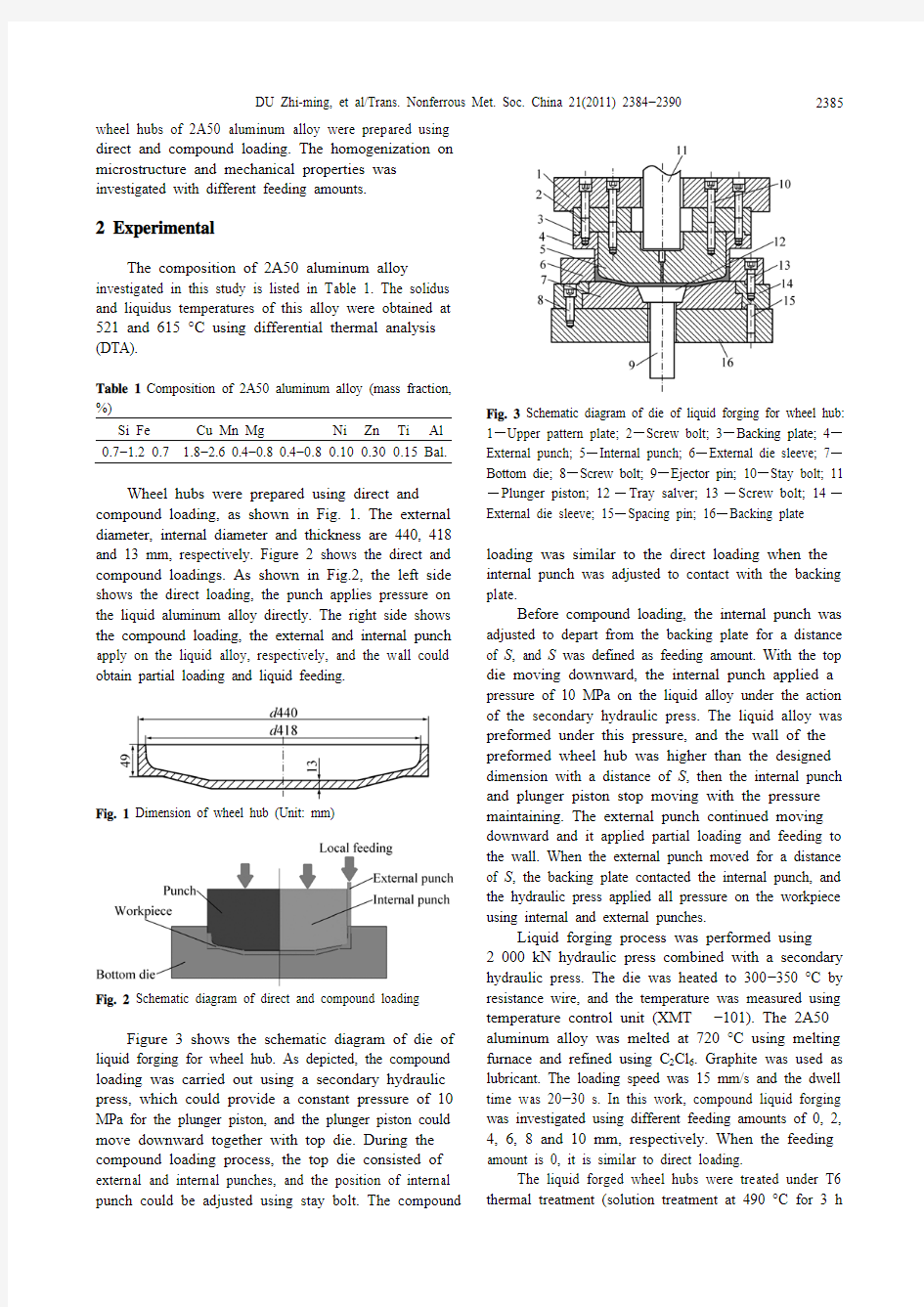
Fig. 2 Schematic diagram of direct and compound loading Figure 3 shows the schematic diagram of die of liquid forging for wheel hub. As depicted, the compound loading was carried out using a secondary hydraulic press, which could provide a constant pressure of 10 MPa for the plunger piston, and the plunger piston could move downward together with top die. During the compound loading process, the top die consisted of external and internal punches, and the position of internal punch could be adjusted using stay bolt. The compound
Fig. 3 Schematic diagram of die of liquid forging for wheel hub: 1—Upper pattern plate; 2—Screw bolt; 3—Backing plate; 4—External punch; 5—Internal punch; 6—External die sleeve; 7—Bottom die; 8—Screw bolt; 9—Ejector pin; 10—Stay bolt; 11—Plunger piston; 12—Tray salver; 13—Screw bolt; 14—External die sleeve; 15—Spacing pin; 16—Backing plate
loading was similar to the direct loading when the internal punch was adjusted to contact with the backing plate.
Before compound loading, the internal punch was adjusted to depart from the backing plate for a distance of S, and S was defined as feeding amount. With the top die moving downward, the internal punch applied a pressure of 10 MPa on the liquid alloy under the action of the secondary hydraulic press. The liquid alloy was preformed under this pressure, and the wall of the preformed wheel hub was higher than the designed dimension with a distance of S, then the internal punch and plunger piston stop moving with the pressure maintaining. The external punch continued moving downward and it applied partial loading and feeding to the wall. When the external punch moved for a distance of S, the backing plate contacted the internal punch, and the hydraulic press applied all pressure on the workpiece using internal and external punches.
Liquid forging process was performed using 2 000 kN hydraulic press combined with a secondary hydraulic press. The die was heated to 300?350 °C by resistance wire, and the temperature was measured using temperature control unit (XMT?101). The 2A50 aluminum alloy was melted at 720 °C using melting furnace and refined using C2Cl6. Graphite was used as lubricant. The loading speed was 15 mm/s and the dwell time was 20?30 s. In this work, compound liquid forging was investigated using different feeding amounts of 0, 2, 4, 6, 8 and 10 mm, respectively. When the feeding amount is 0, it is similar to direct loading.
The liquid forged wheel hubs were treated under T6 thermal treatment (solution treatment at 490 °C for 3 h
DU Zhi-ming, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2384?2390 2386
plus aging treatment at 160 °C for 10 h), and then some samples were sectioned for investigation. Samples for optical metallography were grind and polished by standard techniques, and then etched for about 20 s with 2.5%HNO3+1.5%HCl+1%HF aqueous solution [18?20]. Fracture surface of cracks was investigated using S?4700 scanning electronic microscope. The true density of samples was obtained using Archimedes principle, and the equation for calculating the density is as follows:
Ρ=ρ1×m/(m?m1+m2) (1) where m is the tested mass of sample in air; m1 is the tested mass of sample and hang spring in distilled water; m2 is the tested mass of hang spring in distilled water; and ρ1 is the density of distilled water at tested temperature. Tensile tests were carried out using INSTRON 5582 universal testing machine. Each tensile or density result is the average of three measurements.
Figure 4 shows different regions of samples for investigations. As depicted in Fig. 4(a), regions I and IV
Fig. 4 Different regions for optical metallography and density (a) and mechanical property (b) tests were chosen for optical metallography, and these four different regions were chosen for density measurements. Samples for tensile tests were machined from three different regions, as shown in Fig. 4(b).
3 Results and discussion
3.1 Defects of samples prepared by direct loading
Some shrinkage porosity, voids and cracks are detected at the corner of the samples forged by direct loading, as shown in Fig. 5. As depicted in Fig. 5 (a), there are a number of voids along the grain boundaries, and some even combine together to form big voids. Macro-voids are detected at the corner due to the concentration and combination of lots of shrinkage voids, as shown in Fig. 5(b). Some micro-cracks and even macro-cracks are also detected at the corner, and the cracks propagate along the grain boundary, as depicted in Figs. 5 (c) and (d).
The solidification of wheel hub is inhomogeneous due to its large dimension and mechanical constraints. The liquid alloy at the base solidifies firstly due to its small thickness and large contact area with dies, while the solidification at the wall and corner has not finished. The solidified alloy at the base endures most pressure and prevents the punch moving downward, so the liquid alloy at the corner and wall would solidify under low pressure. The thermal center is at the corner where is the thickest, where no enough liquid feeding exists for solidification shrinkage. The solidified alloy at the base and wall could not move to the thermal center inflexibly
Fig. 5 Defects detected at corner of samples forged by direct loading: (a) Micro-void; (b) Macro-void; (c) Micro-crack;
(d) Macro-crack
DU Zhi-ming, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2384?2390 2387
Fig. 6 Fracture surface morphology of hot cracks
due to the mechanical constraints, so porosity and cavity are likely to appear in this region. Considerable tensile stress is caused by solidification shrinkage at the corner too. Hot cracks would appear in the region where the stress surpasses the tensile strength in combination with limited liquid feeding and low ductility.
Figure 6 shows the fracture surface morphology of hot cracks. As depicted in Fig. 6, the left side shows hot cracks formed during liquid forging, and the right side is torn artificially. Most surface on the left side is dominated by a smooth topography, indicating that liquid plays an important role when the sample fails. The grain boundaries are clearly seen and most surfaces are covered with a smooth and thin liquid film. This shows that hot cracks appear at the grain boundary due to separation of solid particles in the terminal stage of solidification, and there is not enough liquid feeding for filling it. Most surfaces on the right side are dominated by complex topography, which shows typical ductile fracture features. A few regions appear smooth with evident grain boundary which shows small voids, as a result, the hot cracks could easily propagate along these voids.
3.2 Homogenization on microstructures with
increasing feeding amount
Figure 7 shows the microstructure of samples prepared using different feeding amounts of 0, 2, 6 and 10 mm, respectively. The microstructure of the wall is shown in Figs. 7(a), (c), (e) and (g), and the microstructure of the base is shown in Figs. 7(b), (d), (f) and (h).
As shown in Figs. 7(a) and (b), the microstructure of the wall consists of typical dendritical structures with large size, and the base consists of spherical grains with a relatively small size. The liquid alloy at the base solidifies firstly, and the solidified alloy endures most pressure and prevents the punch moving downward, so the liquid alloy of the wall solidifies under low pressure, which is similar to casting. Liquid alloy at the base obtains considerable condensate depression due to the large contact area with dies and then deforms plastically, so the microstructure is fine in this region.
With increasing feeding amount, dendritical structures of the wall disappear gradually with decreasing grain size, as shown in Figs. 7(c?h). The wall and base all consist of fine spherical grains with size of 20?30 μm, when feeding amount is 10 mm. Furthermore, the grain size is homogeneous in these two regions. During compound loading process, liquid alloy of the wall solidifies under a much higher pressure, which is transmitted to the thermal center synchronously. The dimension of the preformed wall is higher than the designed height with a distance of S, and the excessive alloy is fed to the thermal center when the external punch moves downward. The solidified alloy of the wall deforms plastically under partial loading of the external punch, and then the deformation of the base is also promoted, so homogeneous and fine microstructures could be obtained.
The defects of liquid forged samples disappear with increasing feeding amount. Wheel hubs with good surface quality and no hot cracks could be prepared with feeding amount of 4 mm, the photograph of which is shown in Fig. 8.
3.3 Homogenization on true densities with increasing
feeding amount
Figure 9 shows the true densities in different regions with increasing feeding amount. As depicted in Fig. 9, when the feeding amount is 0, the true densities in Regions I and II are much lower than those in Regions III and IV, and increase rapidly with increasing feeding amount. When the feeding amount is 6 mm, the true densities in Regions I and II approximate to those in Regions III and IV, and present stable values with further increasing feeding amount. The true densities in Regions III and IV change little with different feeding amounts. Defects such as shrinkage porosity, voids and cracks disappear with increasing feeding amount due to the partial loading and feeding of the external punch, so the true densities increase and become homogeneous in every region.
3.4 Homogenization on mechanical properties with
increasing feeding amount
Figure 10 shows the mechanical properties in different regions with increasing feeding amount. As depicted in Fig. 10 (a), when the feeding amount is 0, tensile strength of Region V is much lower than that in Regions VI and VII, and increases markedly with increasing feeding amount. When the feeding amount is
DU Zhi-ming, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2384?2390
2388
Fig. 7 Microstructures of samples prepared with different feeding amounts: (a) 0 mm, wall; (b) 0 mm, base; (c) 2 mm, wall; (d) 2 mm, base; (e) 6 mm, wall; (f) 6 mm, base; (g) 10 mm, wall; (h) 10 mm, base
8 mm, the liquid forged samples could obtain homogeneous tensile strength in Regions V, VI and VII. The elongations exhibit similar trends with tensile strength when feeding amount increases, as depicted in Fig. 10 (b). Figure 10 indicates that the mechanical properties improve evidently due to the disappearance of defects, increasing true densities and finer microstructures. When the feeding amount is 8?10 mm, the mechanical properties in every region are homogeneous. As shown in Fig. 9, the true densities are homogeneous when the feeding amount is 4?6 mm, which is different from the mechanical properties. It is mainly because that the microstructure of the wall is still coarser than that of the base, when the feeding amount is 4?6 mm. In this work, the 2 000 kN hydraulic press could only apply a pressure of 16 MPa upon the
DU Zhi-ming, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2384?2390 2389
Fig. 8 Photograph of liquid forged wheel hub
Fig. 9 True densities in different regions with increasing feeding amount
Fig. 10 Tensile strength (a) and elongation (b) in different regions with increasing feeding amount workpieces, so excellent mechanical properties could be obtained in the liquid forged wheel hubs (tensile strength of 355 MPa and elongation of 10%), considering the limited forming pressure.
4 Conclusions
1) The microstructure and mechanical properties are inhomogeneous in direct forged samples. The microstructure of the wall is coarser than that of the base, and the mechanical properties are lower. Some defects such as shrinkage voids, porosity and cracks appear at the wheel corner in the terminal stage of solidification.
2) With increasing feeding amount, the microstructure, true densities and mechanical properties are improved evidently and become more homogeneous. The defects disappear when the feeding amount is higher than 4 mm.
3) Fine and homogeneous microstructure could be obtained in the wheel hubs of 2A50 aluminum alloy prepared by compound loading, with grain size of 20?30 μm, tensile strength of 355 MPa and elongation of 10%, when the feeding amount is 10 mm.
4) Homogenization of microstructures and mechanical properties of liquid forged workpieces could be achieved using compound loading.
References
[1]MURALI S, YONG M S. Liquid forging of thin AL-Si structures [J].
Journal of Materials Processing Technology, 2010, 210(10):
1276?1281.
[2]YIN F, WANG G X, HONG S Z, Zeng Z P. Technological study of
liquid die forging for the aluminum alloy connecting rod of an air
compressor [J]. Journal of Materials Processing Technology, 2003,
139(1?3): 462?464.
[3]LUO Shou-jing, HE Shao-yuan, MA Shi-min. The optimum selection
of technological parameters for liquid forging of pumic—Aluminum
composite materials [J]. Journal of Materials Processing Technology,
1993, 39(1?2): 145?151.
[4]LI He-jun, LUO Shou-jing, QI Le-hua. The stress states of a
workpiece in the process of liquid-metal forging [J]. Journal of
Materials Processing Technology, 1992, 30(3): 287?296.
[5]ZHAO Zu-de, CHEN Qiang, HU Chuan-kan, HUANG Shu-hai,
WANG Yuan-qing. Near-liquidus forging, partial remelting and
thixoforging of an AZ91D+ Y magnesium alloy [J]. Journal of Alloys
and Compounds, 2009, 485(1?2): 627?636.
[6]ZHAO Z D, CHEN Q, WANG Y B, SHU D Y. Microstructural
evolution of an ECAE-formed ZK60-RE magnesium alloy in the
semi-solid state [J]. Materials Science and Engineering A, 2009,
506(1?2): 8?15.
[7]HWU Boq-kong, LIN Su-jien, JAHN Min-ten. Effects of process
parameters on the properties of squeeze-cast SiCp-6061 Al
metal-matrix composite [J]. Materials Science and Engineering A,
1996, 207(1): 135?141.
[8]ZHAO Z D, CHEN Q, HUANG S H, CHAO H Y. Microstructural
evolution and tensile mechanical properties of thixoforged ZK60-Y
magnesium alloys produced by two different routes [J]. Materials and
Design, 2010, 31(4): 1906?1916.
DU Zhi-ming, et al/Trans. Nonferrous Met. Soc. China 21(2011) 2384?2390 2390
[9]HWANG Lih-ren, GUNG Chung-hau, SHIH Teng-shih. A study on
the qualities of GTA-welded squeeze-cast A356 alloy [J]. Journal of
Materials Processing Technology, 2001, 116(2?3): 101?113.
[10]ZHAO Zu-de, CHEN Qiang, TANG Ze-jun, WANG Yan-bin, NING
Hai-qing. Microstructure evolution and mechanical properties of Al2O3sf/AZ91D magnesium matrix composites fabricated by squeeze
casting [J]. Journal of Materials Science, 2010, 45(13): 3419?3425. [11]DU Zhi-ming, SHAN Wei-wei, CUI Yun-tao, PENG Qiu-cai.
Numerical simulation of pressure influence on workpiece properties
during thixoforging [J]. Solid State Phenomena, 2006, 116?117:
167?172.
[12]PHILLION A B, COCKCROFT S L, LEE P D. X-ray micro-
tomographic observations of hot tear damage in an Al-Mg commercial alloy [J]. Scripta Materialia, 2006, 55(5): 489?492. [13]TOMAS R O, FEDERICO C A, VICTOR M. Microstructure and
tensile properties of a continuous-cast Al-Li-Hf alloy [J]. Journal of
Materials Processing Technology, 2005, 159(2): 164?168.
[14]HU K, PHILLION A B, MAIJER D M, COCKCROFT S L.
Constitutive behavior of as-cast magnesium alloy Mg-Al3-Zn1 in the
semi-solid state [J]. Scripta Materialia, 2009, 60(6): 427?430.
[15]PHILLION A B, THOMPSON S, COCKCROFT S L, WELLS M A.
Tensile properties of as-cast aluminum alloys AA3104, AA6111 and
CA31218 at above solidus temperatures [J]. Materials Science and
Engineering A, 2008, 497(1?2): 388?394.
[16]QI Le-hua, HOU Jun-jie, CUI Pei-ling, LI He-jun. Research on
prediction of the processing parameters of liquid extrusion by BP
network [J]. Journal of Material Processing Technology, 1999, 95(1?3): 232?237.
[17]PHILLION A B, COCKCROFT S L, LEE P D. A new methodology
for measurement of semi-solid constitutive behavior and its application to examination of as-cast porosity and hot tearing in aluminum alloys [J]. Materials Science and Engineering A, 2008,
491(1?2): 237?247.
[18]DU Zhi-ming, CHEN Gang, LIU Jun, XIE Shui-sheng. Tensile
properties of as-deformed 2A50 aluminum alloy in the semi-solid
state [J]. Transactions of Nonferrous Metals Society of China, 2010,
20(9): 1597?1962.
[19]de FREITAS E R, FERRACINI E J, FERRANTE M. Microstructure
and rheology of an AA2024 aluminium alloy in the semi-solid state,
and mechanical properties of a back-extruded part [J]. Journal of
Materials Processing Technology, 2004, 146(2): 241?249.
[20]CHENG Yuan-sheng, CHEN Qiang, HUANG Zhe-qun, HUANG
Shu-huai. Microstructure evolution and thixoextrusion of AZ91D magnesium alloy produced by SSTT [J]. Transaction of Nonferrous
Metals Society of China, 2010, 20(S3): s739?s743.
液态模锻2A50铝合金的组织和性能均匀化控制杜之明1, 2, 3,陈刚1,韩飞1,曹广祥1,柳君1,李宏伟3, 4,张新3, 4,谢水生2
1. 哈尔滨工业大学材料科学与工程学院,哈尔滨 150001;
2. 北京有色金属研究总院有色金属制造与加工国家重点实验室,北京 100088;
3. 北京市特种车辆部件先进制造与评估工程技术研究中心,北京 100072;
4. 北京北方车辆集团有限公司工艺研究所,北京 100072
摘 要:对2A50铝合金液态模锻组织性能均匀化控制进行研究,采有简单加载和复合加载两种方式成形负重轮制件。结果表明:简单加载方式成形的制件,各部之间存在组织和性能的不均匀性,壁部的组织较底部粗大,力学性能也较低,制件的转角处存在缺陷。通过采用复合加载,制件壁部的组织和性能得到明显提高。随着补缩量的增加,制件各部之间的组织和性能趋于均匀化。补缩量为4 mm时,转角处的缺陷逐渐消失;补缩量为10 mm 时,制件可以获得均匀细小的微观组织,晶粒大小为20?30 μm,抗拉强度为355 MPa,伸长率为10%。采用复合加载可以控制液态模锻制件的组织和性能。
关键词:铝合金;液态模锻;均匀化;复合加载
(Edited by FANG Jing-hua)
全口义齿制作流程精精编
全口义齿制作流程精精 编 Document number:WTT-LKK-GBB-08921-EIGG-22986
全口义齿制作流程(精) 一、印模 全口义齿印模的分类 1.根据取印模的次数 一次印模法:用牙合适的成品托盘以及海藻酸盐印模材一次完成 二次印模法:由初印模和终印模组成 2.根据取印模时,患者张闭口 开口式印模 闭口式印模 3.根据取印模时是否对黏膜造成压力 黏膜静止式印模 黏膜运动式印模 4.制作个别托盘
室温固化塑料制作的个别托盘画边缘线,适当添倒凹,涂分离剂,调拌自凝塑料材料,均匀涂布,个别托盘2——3mm就可以 然后用修改初印模的方法制作个别托盘在初印模组织面均匀刮去一层,四周边缘刮去1-2mm. 5.边缘整塑 6.取终印模 印模取出时候要注重让患者含漱或鼓气,从唇侧边缘滴水,使印模取下。 取印模的步骤 1.取印模前的预备 2.取初印模 槽嵴外形的凹形,医生要站在患者的右后方,用右手持托盘,左手示指拉开患者的左口角,将托盘旋转进入患者口内,托盘柄对准面部中线,拉开上唇,托盘对向无牙颌,向上后方加压,以右手中指和示指稳定托盘,左手拇指置于颊的外侧,示指在颊的内侧,向下前内运动数次,另一
侧同理,换手。唇侧,两手中指稳定托盘,拇指在唇的外侧,示指在唇的内侧,牵动上唇向下内运动多次。 二、模型 1.围模灌注法 2.一般灌注法:a.注重后堤区的制作b.硬石膏硬固时间大约一个小时c.普通石膏硬固时间大约半个小时 三、颌位关系记录 颌位记录是指用牙牙合托来确定并记录在患者面部下1/3的适宜高度和两侧髁突在下颌关节凹生理后位时的上下颌位置关系。包括垂直和水平关系记录两部分区分下列几个位置:正中关系位;正中牙合位;前伸牙合位和侧方牙合位。 确定垂直距离 垂直距离:为天然牙列成正中牙合时,鼻底到颏底的距离,也就是面下1/3的距离。 1.方法 利用息止颌位垂直距离减去息止牙合间隙
小蜜蜂的作文100字
小蜜蜂的作文100字 导读:篇一:小蜜蜂 一个阳光灿烂的早晨,小蜜蜂高高兴兴去采蜜。 他想:今天肯定花开得特别多特别美。没想到,刚刚飞过一个荷花池,突然,乌云密布,不一会儿,电闪雷鸣,雷声隆隆,大雨哗哗。小蜜蜂想:来不及回家,我得赶快找个避雨的地方。于是他马上躲在一片荷叶下。这把伞真不错。小蜜蜂一点儿都没有淋到雨。还好不久雨就停了。小蜜蜂大声说:“谢谢太阳公公!” 这个早晨他采的蜜比往日还多。 篇二:一只小蜜蜂 上语文课的.时候,一只小蜜蜂从窗外飞了进来,我想那只小蜜蜂可能是迷了路。蜜蜂在倪瑜跃的头上飞来飞去,好像把倪瑜跃像小花一样,他来采蜜了。 倪瑜跃和蜜蜂玩起了猫抓老鼠的游戏,张老师和同学们看到都笑了。 篇三:快乐的小蜜蜂 周末两天,我每天中午洗碗,擦桌子。 洗碗不难洗,先把碗用水冲一下,然后用海绵擦上洗洁精,最后用清水将泡沫冲干净,把碗翻过来抖一抖,放入盆里晾干。擦桌子也很方便,先用毛巾将桌子上的垃圾收集起来扔到垃圾桶里,冲一冲毛巾,再擦一遍桌子,将毛巾洗干净就可以了。 我好快乐啊,可以帮帮妈妈做家务。
篇四:一只小蜜蜂 上语文课的时候,嗡嗡嗡一只小蜜蜂从窗外飞了进来。只见那只小蜜蜂在倪瑜跃的头上飞来飞去,好像把倪瑜跃当成了小花一样。 倪瑜跃吓坏了,一个劲儿东躲西藏,和蜜蜂玩起了躲猫猫的游戏。他的动作引起了大家的注意。老师和同学们看到都笑了。 篇五:有趣的小蜜蜂 上课了,我们突然发现了一只小蜜蜂飞进了教室。李老师大喊一声:“看!”大家转头一瞧,发现了一只小蜜蜂在教室的窗上爬,不知它在干什么,可真有趣。我仔细地观察,发现它着急地趴在窗户上:“bzzzbzzz”的叫,我想,小蜜蜂在说:“我要飞回大自然,但我爬不出去,谁来帮帮我!”它爬了半天还是没有爬出去。最后,李老师说:“它一定能靠自己的本领爬出去的。” 不一会儿,小蜜蜂不见了,它终于爬出去了,飞回了大自然的怀抱中。 多么有趣的小蜜蜂啊! 有关小蜜蜂的作文100字 1.有关小蜜蜂的作文500字 2.有关写小蜜蜂的作文 3.有关小蜜蜂的作文 4.和小蜜蜂有关的作文 5.《小蜜蜂》作文 6.小蜜蜂的作文
小学语文《想象作文》教案设计之一
小学语文《想象作文》教案设计之一 小学语文《想象作文》教案设计之一 一、教学目的 1.启发学生自由地想象,培养学生的创新思维能力。 2.指导学生有序地、重点突出地、主次分明地说和写。 3.培养学生热爱学校、热爱生活、热爱科学的思想感情。 二、教学重点 启迪学生展开大胆、丰富、新奇的想象,并指导学生有序地、主次分明地说和写。 三、课前准备 1.课前学生绘制自己心目中《未来的......》构想图。 2.制作多媒体课件。 四、教学时间 二课时(第二课时为写作及讲评) 五、教学过程 第一课时 (一)导入
1.谈话:(出示课件1后)小的时候,我就曾经幻想过,如果我能够像小鸟一样,有那样一对翅膀,那该多好啊!现在你们又有怎样的想象呢?(板书:想象) 2.结合学生回答表扬“你的想象真大胆!”.“你的想象真丰富!”.“你的想象真新奇!”(教师板书:大胆.丰富.新奇) 3.小结:希望同学们能把大胆.丰富.新奇的想象,在自己的作文中体现出来。(4分钟) (二)本次作文指导经过。 1.让我们乘上宇宙飞船,穿越时空隧道,去未来看一看吧!(出示课件2)(1分钟) 2.我们还在去未来的路上,但是伟大的科学家爱因斯坦曾经说过:“想象是一切创造之源。”(出示课件3)这节课让我们用想象创设一下未来吧!同学们,今天这节课,我们就来写一写未来的......(板书:未来的......)(出示课件4)(1分钟) 1.读一下课题,你觉得可以写什么?进行讨论。(3分钟) 提示:人物、事物、军事、科技、农业、环境、体育等等。 估计可能有的题目:《未来的我》、《未来的生日》、《未来的母校》、《未来的教师》、《未来的祖国》,以及《未来的地球》、《未来的汽车》、《未来的学校》。 明确:在现实生活的基础上,随着科技发展,将来可能实现的设想或可能拥有的事物才可写。 2.我们选好了要写的题目,那么怎么来写,具体写些什么呢? 3.学习小组进行讨论,要求:
全口义齿制作流程(精)
全口义齿制作流程(精) 一、印模 全口义齿印模的分类 1.根据取印模的次数 一次印模法:用牙合适的成品托盘以及海藻酸盐印模材一次完成 二次印模法:由初印模和终印模组成 2.根据取印模时,患者张闭口 开口式印模 闭口式印模 3.根据取印模时是否对黏膜造成压力 黏膜静止式印模 黏膜运动式印模 4.制作个别托盘 室温固化塑料制作的个别托盘画边缘线,适当添倒凹,涂分离剂,调拌自凝塑料材料,均匀涂布,个别托盘2——3mm就可以 然后用修改初印模的方法制作个别托盘在初印模组织面均匀刮去一层,四周边缘刮去1-2mm. 5.边缘整塑 6.取终印模 印模取出时候要注重让患者含漱或鼓气,从唇侧边缘滴水,使印模取下。 取印模的步骤 1.取印模前的预备 2.取初印模
槽嵴外形的凹形,医生要站在患者的右后方,用右手持托盘,左手示指拉开患者的左口角,将托盘旋转进入患者口内,托盘柄对准面部中线,拉开上唇,托盘对向无牙颌,向上后方加压,以右手中指和示指稳定托盘,左手拇指置于颊的外侧,示指在颊的内侧,向下前内运动数次,另一侧同理,换手。唇侧,两手中指稳定托盘,拇指在唇的外侧,示指在唇的内侧,牵动上唇向下内运动多次。 二、模型 1.围模灌注法 2.一般灌注法:a.注重后堤区的制作b.硬石膏硬固时间大约一个小时c.普通石膏硬固时间大约半个小时 三、颌位关系记录 颌位记录是指用牙牙合托来确定并记录在患者面部下1/3的适宜高度和两侧髁突在下颌关节凹生理后位时的上下颌位置关系。包括垂直和水平关系记录两部分区分下列几个位置:正中关系位;正中牙合位;前伸牙合位和侧方牙合位。 确定垂直距离 垂直距离:为天然牙列成正中牙合时,鼻底到颏底的距离,也就是面下1/3的距离。 1.方法 利用息止颌位垂直距离减去息止牙合间隙 瞳孔到口裂的距离等于垂直距离的方法 面部外形观察法 垂直距离恢复不正确:恢复过大,面下1/3增大;恢复过小,面下1/3减小 水平颌位关系记录 1.哥特式弓描记法 2.直接咬合法:卷舌后舔法吞咽咬牙合法后牙咬牙合法 3.肌监测仪法 确定垂直距离和正中关系位记录的具体步骤
三年级下册语文第五单元作文《奇妙的想象》
三年级下册语文第五单元作文《奇妙的想象》写作指导 一、审题 写一个想象故事。展示自己的奇妙想象,创造出属于自己的想象世界。 二、选材 写想象的故事。,而不是现实生活中的事,如矮人国的故事、大熊开面馆的故事、小狗变巨人、我有魔法了……只要是你能想到的故事都可以。 三、构思 我们以《最好玩的国王》为例进行构思,简要列出习作提纲。 开头:交代国王的爱好:微服私访。(略) 中间:微服私访时发现了一本畅销书,他大受启发,自己也写了一本书,后来这本书也非常畅销。(详) 结尾:交代畅销的原因:这本书太无聊,人们买来治疗失眠。(略) 四、表达 ①为习作起一个有趣的名字,如《播种女巫》:②大胆想象,让想象的内容神奇、有趣;③记得上自己平时积累的一些好词佳句哟!
写作素材 一、题目 《瞌睡虫多多》《小豆苗历险记》《白雪公主后传》《月亮又瘦了》 二、好词 无影无踪大摇大摆活灵活现转瞬即逝 神秘莫测窃窃私语一模一样大吃一惊 远走高飞 三、好句 开头 1.晚上,一道金光闪过,我突然发现睡在身边的妹妹变成了一个巨大的金蛋。我急坏了,怎么才能把妹妹救出来呢?把蛋砸破,可能会伤到里面的妹妹。把蛋刹开妹妹会不会变成蛋清流出来呢?我想了又想,最后决定把妹妹从蛋里孵 出来。 2.在离天河不远的地方,有三颗小星星。说来也巧,这三颗小星星是同年、同月、同日、同时生的,可它们彼此都不一样:一颗是蓝的,一颗是红的,第三颗最小,似乎没有什么颜色,只有一点儿微弱得可怜的光。 结尾 1.从此,绿森林里多了一个永久性的居民,绿森林的动物们多了一个永远的朋 友,绿森林的故事里多了一份传奇。 2.大力士风孩子回来了,呼呼吹了几口气,白烟被吹跑了,烟筒和房子被吹倒了那几个黑衣人被吹到了森林外。大树们开心地笑了。
全口义齿工艺技术
全口义齿工艺技术切牙次之,侧切牙最短。下14. 正中关系位:当下颌踝突位于关节凹居中,而周围组织颌尖牙牙根外形最长,侧切 1. 牙列缺失后的组织改变主要是牙槽嵴的萎缩。不受限的生理位置。牙其次,中切牙最短。 2. 牙槽嵴的吸收速度与缺失15. 垂直距离:天然牙列呈正中29. 全口义齿的装盒采用反装牙的原因、时间及骨质致密颌时,即尖窝交错的接触关法。程度有关。系时,鼻底至颏低的距离,30. 磨光遵循由粗到细、先平后光的原则。 3. 无牙颌分成四个区,即主承也就是面部下1/3的距离. 托区、副承托区、边缘封闭16. 颌间距离:牙列缺失和牙周31. 选磨调颌的原则就是注意区和缓冲区。保护功能尖。组织吸收后,上下无牙颌形4. 缓冲区主要指无牙颌的上成的间隙. 32. 义齿戴在口中练习,摘下时颌隆突、颧突、上颌结节的浸泡于冷水中。 17. 颌托由基托和颌堤两部分颊侧、切牙乳突、下颌隆突、组成. 33. 人工牙排列的覆盖、舌侧的下颌舌骨嵴以及牙槽嵴上反覆盖偏小或对刀刃。18. 口角线:当上下唇轻轻闭合的骨尖、骨棱等部位时,刻出口角在颌托上的位34. 基托不密合的原因:随着义齿使用时间的延长,可使牙5. 义齿间隙:是天然牙列所占置,口角线也是垂直于颌平据的空间,又称其为中性槽嵴逐渐吸收,造成基托组面的直线. 区,指义齿和周围软组织处织面与牙槽嵴黏膜间出现19. 人工牙分为:树脂牙、陶瓷于平衡的区域。牙、金属人工牙。间隙,进而影响义齿固位,严重的可造成义齿折裂或 6. 义齿表面包括:组织面、咬20. 人工牙的形态:解剖式、非合面、磨光面。解剖式、半解剖式。折断。7. 固位:指义齿抵抗从口内垂21. 选择后牙近远中宽度,一般35. 重衬术:在全口义齿基托的直脱位的能力。以下颌后牙近远中径总长组
全口义齿的制作流程图
全口义齿的制作流程图 一、制取印模 [操作要点] 1.用修改的旧义齿制取初印模。 2.通过初印模制作研究模型和个别托盘,制取终印模。 [注意事项] 1.根据临床的具体情况,制取相应的个别托盘。 2.取功能印模时要求所运用的印模材料流动性好、精细、有弹性。 二、制作工作模型 利用印模灌注石膏工作模型。 [操作要点] 1.围模。 2.灌注石膏。 3.模型的修整与完成。 4.上颌模型后堤区的形成。 [注意事项] 1.围模时应保护无牙颌印模的边缘和保持模型的厚度。 2.灌注硬石膏时,采用真空调拌和振荡器振荡来防止气泡产生。 3.注意上颌后堤区的解剖标志和刻画的深度。 三、颌位记录 对于无牙颌患者,必须借助于上下合托的均匀接触来记录上下颌的颌间关系,这一操作过程称为颌位关系记录。 [操作要点] 1.描记基托边缘线和记录标志线。标志线有利于合托高度的确认。合托标志线包括中线、口角线和唇高线、唇低线。 2.合托的制作合托由基托与合堤所组成.基托将成为终义齿的基托,合堤是相当于义齿人工牙的部分。 [注意事项] 1.制作蜡基托时应有足够的强度。可在足够厚度的蜡基托内放置不绣钢丝。最好是采用自凝树脂基托,以保证在口腔的温度下不变形,并能承受咬合压力。 2.合堤要保证足够的高度和宽度,用热蜡刀固定合堤与基托使之密合。 四、上合架 通过合托记录的上下颌位置关系,将工作模型转移到合架上的操作过程。合架可在口外模拟患者的口内情况,以便排牙及作排牙后的调合。 [操作步骤] 以Hanau H2合架为例: 1.调整好合架。 2.标记出髁突外侧面中央部的位置。 3.将合叉插入合堤内。· 4.将下合托和附有合叉的上合托分别就位于口内;按正中颌位记录使上下合托咬合在一起。5.固定面弓于合架上。 6.固定上颌模型。 7.固定下颌模型。 8.确定前伸髁导斜度。
一年级小学生作文100字(六篇)
一年级xx作文100字(六篇) 【篇一】 今天,我和爸爸妈妈去踏春,暖暖的春风吹在我的脸上,就像妈妈的手温柔地抚摸着我的脸。走着走着,我发现路两边的树干上都冒出了嫩嫩的小芽芽,成片成片的麦苗绿油油的,大地就像穿上了一件绿色的大衣,一排排麦苗排列的整整齐齐,就像小朋友们在做早操。 快看,一群小白羊在草地里,有的在吃草,有的在玩耍,还有两只小羊头抵着头在打架呢!好可爱呀! 【篇二】 哗哗的大雨过去了,晴朗的天空又来了。天空出现了彩虹,雨后的空气比原来更清新了,雨后的花儿比原来更美丽了,雨后的草地更绿了,雨后的天空特别的蓝……雨后让我感觉到了万物变了样,比原来更美了。 我喜欢雨后! 【篇三】 冬天像一位和蔼可亲的老奶奶,脸上总是带着幸福的微笑。她手里拿着一只大篮子,里面装满了洁白的雪花。老奶奶日夜不停地忙着给房屋、田野、大树穿上了一件件羽绒服。人们围上了围巾,穿上了厚厚的大棉袄,戴上了漂亮又可爱的帽子。小朋友都跑出来玩了:有的在打雪仗,有的在堆雪人,还有的在跟小狗一起赛跑……玩得开心 极了。 冬天,是个既好看又好玩的季节。我爱您,美丽的冬天! 【篇四】 寒冷的冬天过去了,春姑娘悄悄的来到了我们身旁。春天在哪里呢?星期天,妈妈带我到山上找春天。一路上,我看见桃花红了,像春天的笑脸,朝着我们微笑。油菜花黄了,一阵微风吹来,花儿散发出阵阵清香,引来
了一只只勤劳的小蜜蜂它们不停地采着花粉。山涧的小溪哗哗哗的往下流,溪水清澈见底。几条小鱼在石头缝里,游来游去,好像在捉迷藏。小溪旁的柳树也发芽了,长长的柳枝垂到了溪水里,像少女的头发。 春天的景色多美呀! 【篇五】 在回家的路上,我看见了日落。 太阳先是金黄的,慢慢的,太阳挂在了树上,真像大树结了一个大大的果实啊!一刹那,它的颜色从黄变成了红彤彤的脸,很红很红,好像见我在看她,脸刷刷地红了,说:“不要看我嘛!多不好意思啊!”阳光照在玻璃上,一闪一闪的,漂亮极了!转眼间,这害羞的小姑娘已经在山顶了,脸更红了,旁边是她扔的纱巾。短短的几十秒,她的大半边脸已经落下去,她说:“再见啊!明天见”渐渐地,她不见了,连旁边的纱巾也被她拿走了…… 【篇六】 刘老师带我们找春天,有的同学发现树枝软了,树梢绿了;有的同学发现松树长出了细小的绿针;有的同学发现向阳的地方小草发芽了……我在一棵不高的树上发现了淡粉色的圆球。刘老师告诉我那是花苞,我还会继续观察的。多么盼望花苞快点变成美丽的花瓣啊! xx果真悄悄地回来了!我喜欢春天。 网络搜集整理,仅供参考
小学语文想象类作文的构思技巧整理
小学语文想象类作文的构思技巧整理 给文字插上想象的翅膀,想象类作文的构思技巧整理! 学生在作文时,往往觉得没有合适的素材可写,或是不知从何想象。其实呢,不是生活中没有作文素材,而是学生缺少善于捕捉作文素材的能力。连素材都有限,自然就很难展开想象了。因此,培养学生的观察生活的能力,养成留心观察周围事物的习惯显得十分重要。 01 怎样指导孩子观察呢? 1.观察周围尽可能看到的所有事物,捕捉典型材料。 孩子的视线往往局限于一个小圈子,觉得一些司空见惯的小事没什么可写的。其实,平常的小事也可写出新意来。要选择最佳的观察对象,安排合理的观察顺序,认真观察。2.动用多种感官,丰富写作素材。 心理学认为,观察是思维的知觉,没有思维的观察是肤浅的,不是真正的观察。观察不仅仅是看,要动用耳、口、鼻、手、脑等感官去多方面地感知或判断,获得真实、全面、深刻的印象,为作文提供丰厚的材料。3.填写观察记录,养成观察习惯。 观察不应只是一次作文之前的例行公事。还应填写观察记录(观察顺序、观察方法)。 02 如何构思 以《卖火柴的小女孩》为例题,小女孩五次擦燃火柴所看到的奇异景象是作者的想象。这些想象奇特而大胆,而读者仍然觉得合情合理。
为什么呢?因为作者亲眼目睹了穷苦孩子的悲惨遭遇,深深地理解他们的内心需求。在文章中,想象与现实有着相似的地方,那就是穷孩子对幸福生活的渴望。 作者想象小女孩在神志不清时见到了温暖的火炉,喷香的烤鹅,美丽的圣诞树,慈祥的奶奶并和奶奶一起飞走,就显得自然而合理了。 无论写哪类想象作文,我们都必须做到以现实生活为基础,想象要合理、丰富,表达要真实、具体。 03 以现实生活为基础 现实生活是我们想象的源泉,离开了现实生活,想象就如同空中楼阁,成为无本之木、无源之水,变成空想或幻想。 所以,写想象作文必须勤于观察,丰富自己的生活,积极思考,驰骋想象,创新思维,这样才能引发你进行写作的灵感,进而写出优秀的想象作文。 04 怎样做到想象合理、丰富呢 1.再现 侧重于写景状物或叙事的想象作文,可以搜寻脑海中对相关事物的印象,加以再现。2.移植 有时候,想象可以进行嫁接、移植,把优美的景色移为一处,或把有趣的现象归为一物,或把美好的品质浓缩在一人之身。即,学生可以按自己的意愿中的特定形象,结合生活实际,进行移植想象。只有善于把想象与现实生活中的事实联系起来,巧妙地设计人物之间的关系,才能使文章生动有趣。3.幻想
小学语文教学论文 想象作文教学浅谈
小学语文教学论文:想象作文教学浅谈 作文是语文教学的重点,也是难点,而想像作文更是难中之难,小学生大都有“恐作症”,老师也常常为此头疼不已。那么怎样才能让学生在想象作文中有内容可写,有话可说呢?我认为可以从以下几方面训练。 一、观察现实生活,激发相关想象。 想像离不开现实,离开现实的想象是空洞的,无论哪一类想象作文都脱离不了现实生活。例如童话式想象作文,它是根据小学生喜爱动物的特点,用动物代替人类的形象来表达他们对世界的认识,在想像力作用下的动物附上了人的动作、语言、神态和思维。这类作文实际上是对现实的再现。 如想像作文“未来的×××”,这一类写未来生活的想象作文对学生而言有难度。未来是什么样的,学生除了接触到一些科幻片、科幻小说以外,其他的十分抽象,不知如何写。教师可引导学生仔细观察现实生活,展开想像的翅膀。例如现在的房屋,一旦完工,它便固定下来。如果让学生大但想象,让未来的建筑由一个个组装件构成,根据不同的需要进行不同的组合,这样既适合不同人的需求,又便于搬迁、移动,还可以维修,那该多好。又如当看到学校操场只有一处,空间过于狭小时,可以引导学生想象地下或空中操场,用电梯或升降机来回启用……这些现实中人们追求的更加便捷、完美的东西,都可以大胆想象它的样子、形状、功能。如果激发了学生想象的火花,那么展现在学生面前的空间不知有多大! 二、结合课文内容,进行再造想象。
课文是学生学习文化知识的重要材料,也是学生写作的典型范例。教师可充分利用课文资源,结合课文内容,让学生练习改写、续写、扩写等想象性作文,是一种行之有效的再造想象途径,能有效提高学生的想像能力。 例如《凡卡》一文,当凡卡满怀希望地把信寄出去后,爷爷能收到吗?爷爷在乡下会怎样想念凡卡呢?小凡卡后来的命运又会如何呢?让学生大胆去想象,续写出符合事情发展的故事,这样既加深了对课文内容的理解,又激活了学生想象的火花。 另外,还可以根据文中的插图进行补充或扩写。如《我的战友邱少云》一文在的插图,邱少云被烈火烧身时的巨大痛苦,是通过作者的心理活动侧面描写的,那么邱少云的心理感受会怎样呢?可引导学生观察他的神态、动作进行想象。 三、填补一些空白,设置整体形象。 在教学中选取一些相关的事物或词语,让学生进行整合,填补其中的空白,也是提高学生想象能力的重要手段。例如:画下几种不同的小动物,让学生按照自己的思维说出它们之间的关系,并想象出这些小动物之间会发生什么样的故事,然后进行口述表演,这样激起学生的童趣,他们的想象力就会更活跃。或者随便写下几个词语,让学生编上一段故事,用上这几个词语。这类填空白的训练,可以让学生的想象能力得到逐步提高。坚持长期训练,会收到意想不到的效果。 总之,学生作文能力的提高与教师的训练密不可分。我们应该在平时的作文教学中善动脑子,力求科学、有效,为学生作文插上想像的翅膀,让他们飞得更高、更远。
小动物作文100字_作文100字
小动物作文100字 我家的小动物陈恺曦我家里有很多可爱的小动物,你看一只小猫,它是我们人类的好朋友,帮助我们抓老鼠,它最喜欢吃鱼了。 小狗也是我们的人类的好朋友,它帮助我们看门,它最喜欢吃肉了,一看见肉啊,口水滴滴的流。而在门口草地上市小马和小牛,它们最喜欢就是吃草了,绿绿的青草是它们的最爱。这些可爱的动物都是我们的朋友,大家一起爱护它们吧。 池塘里的小动物仲梓文我在花园里的池塘里看到了两只天鹅、三只鸭子。那两只天鹅浑身长着雪白的羽毛,黑黄相见的嘴巴,黑色的脚蹼,它们游到岸上突然朝我和妈妈扑过来,掐我们,把我和妈妈吓得赶紧往上跑;它们一会又游到岸上来吃草,吃了一会后就张开翅膀,伸长了脖子,咯咯地叫,好像吃饱了要跳舞的样子。 我还发现有一只陌生的鸟飞过来,它看起来像是一只幼小的鹤吧。 我家的小动物们胡逸尧我们家有许多小动物,有兔子、狗、仓鼠、乌龟、金鱼。我们家的兔子是去年买的,买回来的时候只有我掌心这么大,现在已经有十斤了!然后是狗,狗已经听得懂命令了。还有仓鼠,今天我爸爸给它洗澡,洗完以后,它头上一点毛都翘起来了。乌龟嘛,它吃食的时候把嘴巴张的大大的,差点咬到我妈妈的手。金鱼在荷叶间游泳,有红的、黑的、白的、金的还有花的,金鱼的尾巴像剪刀一样,还有像丝带一样。 我们家的小动物可爱极了! 我最喜欢的小动物朱俊林我最喜欢的小动物是小狗,有一次大姨送给我一只西施狗。我非常喜欢它,给它取名叫“史努比”。它有一双又黑又亮的眼睛,它的毛是三色的,尾巴翘翘的,很好看。 它给我带来了许多快乐,它不仅不吵不叫,还会照顾我不让别的小朋友欺负我。可是妈妈却把它送人了,因为妈妈怕影响到我的学习和健康,“史努比”走后我很伤心,每当我看见别人家的小狗时我就会想起它,我盼望我快点长大,再自己重新养一条和史努比一样的小狗。 小动物们的聚会解付义薄风和日丽的一天,小动物们都到池塘边来玩耍了,有长得色彩斑斓的小公鸡,有蹦蹦跳跳专为庄稼除害虫的小青蛙,还有整天飞来飞去忙忙碌碌的小蜜蜂,他们在一起谈论着,说这里的景色可真美呀!小公鸡说岸边有绿油油的青草,小青蛙说清澈见底的湖面飘着像盘子一样的荷叶,蜜蜂说到处都开着红艳艳的鲜花。 这时小公鸡说咱们也叫其他的小动物们来这里一起玩吧!大家齐声说好。然后小公鸡就喔喔喔大声的叫了起来。 我喜欢的一种小动物我家曾经养过一只小兔子,小兔子的耳朵长长的,而且小兔子的耳朵上的毛特别特别的柔软,让人摸了小兔子的耳朵就感觉特别的舒服。小兔子的耳朵里面还有一条粉色的竖线。 小兔子的头圆圆的,真像一个长满白色的毛的小皮球,小皮球可以摸,摸了之后很舒服!小兔子的眼睛是红色的,在我小的时候,我还以为小兔子的眼睛流血了。我一见小兔子我就向爷爷要一张纸,去擦小兔子的眼睛。可是小兔子跑得太快了,我连追都没有追上!。
【部编人教版】最新版语文六年级上册-小学分类作文全攻略之怎样写好想象类作文
小学分类作文全攻略之怎样写好想象类作文未来因为不可预知而显得神秘莫测,令人神往;想象,因为未能定格而让人激情膨胀。当我们置身于高科技时代,我们其实就是在不断地享受着人类的创造之果给我们的生活带来的舒适、方便与快捷。人类社会,在想象中不断完善,在创造中走向壮大。 <一>想象 1.定义:想象是人在头脑里对已储存的表象进行加工改造形成新形象的心理过程。想象作文与平时作文中的“想象”有所不同。如写桃花,可根据桃花的形想象它像一颗颗五角星,根据它盛开的样子想象它像小姑娘绽开的笑脸,这样就可以把桃花这个事物写具体生动。以上例子只能说是平时作文中一个想象的小节,并不代表它就是想象作文,想象作文不是细节和局部情节的想象,而是整篇作文的想象。 2.想象的分类 (1)再造想象含义:根据别人的描述或图样,在头脑中形成新形象的过程。意义:使人能超越个人狭隘的经验范围和时空限制,获得更多的知识;使我们更好理解抽象的知识,使之变得具体、生动、易于掌握。 形成正确再造想象的基本条件:一是能正确理解词与符号、图样标志的意义;二是有丰富的表象储备。 (2)创造想象含义:不根据现成的描述,而在大脑中独立地产生新形象的过程。创造想象的特殊形式——幻想:与个人生活愿望相联系并指向未来的想象。两个特点:体现了个人的憧憬或寄托,不与当前的行动直接联系而指向于未来。具有积极意义:积极的幻想是创造力实现的必要条件,是科学预见的一部分;是激励人们创造的重要精神力量;是个人和社会存在与发展的精神支柱。 <二>想象类作文的分类: 【1】童话 童话写作时,首先要有一定的故事情节,在设计情节时不要太复杂,可采用拟人的手法,把物当做人来写,让物具有人的思想感情。其次要充分发挥想象,把生活中本质的事物,通过想象编成趣味性的故事,展现在读者面前。再次要注意想象与现实生活的联系。现实生活时想象的基础,通过艺术加工后,表达一种
我喜欢春天一年级作文100字范文10篇
我喜欢春天一年级作文100字范文10篇 春天来了,天气变的暖洋洋的,小草偷偷地从土里钻出来,大地一片新绿,各种各样 的花儿也开放了,有粉红的桃花、雪白的梨花、黄灿灿的迎春花……小燕子从南方飞回来了,冬眠的动物也苏醒过来了,人们再也不用穿着厚厚的棉衣了,小朋友们已经开始放风筝了。 “一年之计在于春”,春天真是一个美好的季节,我喜欢春天! 阳光明媚的上午,老师带我们去公园观察春天到底有什么变化。突然,我和同学们都 听到“嗡嗡、嗡嗡”的声音,我们四处寻找,看到一只蜜蜂围着一个盒子转,我们都很好奇,凑近一看原来盒子里有好多花瓣,小蜜蜂在采蜜啊!老师告诉我们,春天来了,小蜜蜂多 勤劳,我们要向小蜜蜂学习,做个勤劳的好孩子。 今天我去郊外了,我发现一排排的树上发出了嫩绿的叶子。 春天来了,小草从地地下钻了出来,嫩嫩的绿芽。流动的小溪好像在说:“我要去郊 游了。” 我喜欢春天,春风刮在脸上感觉好极了。 春天来啦!春天的变化可大了! 我脱掉棉袄,和爸爸妈妈去找春天。 化了冰的小溪丁丁冬冬唱着好听的歌,柳树长出了嫩绿的芽,动物们都出来活动了……放风筝的人可真多呀!春风用手轻轻地托着风筝,在天空中跳舞,小鸟们叽叽喳喳地 叫着,好像在说:“春天来啦!” 我觉得春天是一个多彩的季节。 在春天之前,树木不像夏天那样茂盛,远处的鸟儿渐渐变少了。可是春天,鸟儿变多了,树木发芽了。
在冬天时,雪花慢慢地落下来,像给大地穿上厚厚的毛衣。春天,雪花漫漫地融化了,天气慢慢地暖和了,融化在雪水的小溪浸在太阳公公的怀抱里。春天,树木又长了一岁, 所以树木的年轮又多了一圈。小松鼠的松果吃光了,青蛙跳出来了。 春天的变化可真多,让我们一起去发现春天的变化! 春天到了,大自然正在慢慢变化。 春天田野里的小草像一根根针一样插在泥土里,田野里的油菜花金黄金黄的,大树的 叶子像一只只小船。 春天公园里的小花五颜六色的,远远望去像一片灿烂的朝霞,公园里的柳树发芽了, 柳树上的柳条长长的像小姑娘的头发。 燕子飞回来了在2上叽叽喳喳的唱歌,冬眠的小动物都醒过来了,小松鼠在和小猴子 比赛爬树。 果园里农民伯伯种的树都发芽了,开出美丽的花朵。 人们脱掉棉衣换上漂亮的春装。 春天的变化真大呀! 每天上学时,我都发现春天的变化。 今天,我发现树木们都长出了一些小叶子,小花们张开了笑脸,小草从泥土里探出了 小脑袋,小溪唱着欢快的歌曲,动听极了!我们也发生了变化,我们的衣服穿少了,裤子 也穿薄了。 啊!春天真美,我喜欢这美丽的春天! 风,吹绿了树的枝条;水,漂白了鸭的羽毛。盼望了整整一个冬天,你看春天已经来到。 南湖公园又开始那么的热闹,这天,我去南湖放风筝,蔚蓝色的天空中飘着几朵雪白 的云朵,还有好几十只风筝飞舞在天空中,五颜六色,美丽极了! 树木已经开始变成浅绿色,小河里的水叮叮咚咚,那是春天的琴声吧。可爱的小花可 能早想开放,你看,朵朵盛开的樱花多么迷人漂亮。
勤劳的小蜜蜂作文范文参考
勤劳的小蜜蜂作文范文参考 篇一:勤劳的小蜜蜂 蜜蜂们住在一座花园附近,它们每天早上飞出去,晚上飞回家,采回甜甜的 蜜给人吃。 花园里长着五颜六色的花,草也青青的,空气很新鲜。可是最近天旱了,花 草也快死了,蜜蜂们很着急。 这时, 一只最小的蜜蜂想了一个办法, 它找来一个水桶, 从河里提水去浇花, 一天浇好几次,不怕累也不怕苦,花慢慢地又长高了。 其它的蜜蜂看见了, 都夸小蜜蜂勤劳。 它们也像小蜜蜂学习, 每天早早出去, 晚晚的回家,采回了很多的蜜给人吃。 篇二:勤劳的蜜蜂 清晨,我站在阳台边上背唐诗,突然,一只小蜜蜂飞了过来,我曾经在一本 书上看到这样的一个消息:蜜蜂的后面有一根针,当你惹怒了它的时候,它就会 用它的这根针,来咬你,你的身上会起一个大包的,蜜蜂身上的针,连着它的内 脏, 它攻击你, 是自杀式的攻击, 一只蜜蜂攻击你后, 会有许多只蜜蜂来攻击你。 所以,我生怕惹怒了它。谁知道,这只蜜蜂居然看中了我养得这些太阳花,赖在 花丛中间不走了。唉…… 这个时候,妈妈走了过来,她看到这里有一个蜜蜂,莞尔一笑说:“放心地 背书吧!它不会叮咬你的。只要你不打它,不驱赶它,它是不会伤害你的。你看! 它多么勤劳,这么早就起来了,它的腿上已经有很多花粉了,说明,它在我们起 来之前就起来了。这里不是还有两只勤劳的大‘蜜蜂’吗?”我看了半天,也没 有发现第二只蜜蜂。 我不再理会,继续背诗……我突然明白了:妈妈说得那两只勤劳的大蜜蜂就 是我和妈妈,妈妈早起洗衣服,我早起背书。的确是两只勤劳的大“蜜蜂”啊! 篇三:勤劳的小蜜蜂 有一天,一只小蜜蜂出去采蜜。它飞到一朵花上刚要开始采花粉,忽然,天 上响起了阵阵春雷。轰隆隆的雷声把小蜜蜂吓了一跳,它知道要下雨了,于是马 上飞回家里躲雨。不一会儿,雨停了,太阳出来了,一条彩虹挂在了天空。勤劳 的小蜜蜂又出去采花蜜了。 篇四:勤劳的小蜜蜂
1/6
最新小学三年级下册语文想象作文范文
小学三年级下册语文想象作文范文 【导语】想象作文,就是在一定的时间、空间里随心所欲地放开胆量去想象,然后再把想象的人或事描述出来,表达自己的一种愿望、一种情感或一种感悟。以下是整理的《小学三年级下册语文想象作文范文》相关资料,希望帮助到您。【篇一】小学三年级下册语文想象作文范文未来的房子可神奇了,它能让人类的生活更加便利。 首先,每当我回到家门口,拿出一个正方形遥控器,按下按钮,门就马上开了。我走进去,机器人急忙向我鞠了个躬,彬彬有礼地说:“请!”我走到客厅,客厅很大,家用电器一应俱有。 我走进书房,选中一本书,按一下红色的按钮,书就会自动跳出来,蹦到我面前。如果看书的时间太长,房子就会变成美丽的风景,等我欣赏风景,再按一下黄色的按钮,房子就会变回原来的’布置。 如果我吃东西的时候,食物的渣子掉到地上,地面会马上发出警报,机器人就会用扫把打扫干净,垃圾立即消失的无影无踪。 未来的房子功能就是如果人们遇到灾难,它会帮助人类躲避灾难,人们不用再惊慌失措。例如:洪水来了,房子马上变成一个大圆球,利用房子的吸水功能,马上把洪水吸干,然后再用肮脏的洪水变成干净的自来水。 怎么样?未来的房子很神奇吧?【篇二】小学三年级下册语文想象作文范文我是生长在马路旁的一棵米兰树,由于马路旁泥土肥沃,还经常有护路工人除草施肥、浇水、治虫,和天真活泼的小朋友们一样我一天天长大,没过几年,长成了一棵枝繁叶茂的大树
夏天,三五成群的人在农田里劳动动后,到我的树荫下乘凉、吹风谈论着今年的收成,不时发出爽朗的笑声。一些不知名的鸟儿在我的头顶上、身上欢快地唱着歌,有的干脆把家也安在我的身上,我为人们吸收二氧化碳,释放出新鲜的氧气。每当听到人们为我的枝繁叶茂而惊叹不已的时候,我是多么的自豪…… 然而有一天,灾难终于降临到了我的身上,一些在马路上里打草晒谷的人对我的安全造成了威胁。他们把一些打粮后的杂草放在马路边放火焚烧。每当我看到滚滚浓烟侵蚀着我的同伴时,我的心都碎了。熊熊大火烧掉了我同伴的枝叶,原来洁白挺直的腰杆霎时变成了灰黑色。如果有一天,我也成了受害者。骄阳似火的晌午,一场无情的大火把我烧得面目全非,原来高大挺拔的身躯变成了灰炭。更为可恨的是有些人干脆拿来刀和锄剥我的皮、砍我的肉。此时我两眼泪汪汪,心想,你们可别太残忍了,我们都是好朋友,何必为了区区利益就不择手段的*我呢? 如今,我成了一棵枯树,只能呆呆的站在路旁,向过路的人们求援,向所有的人呼吁:希望你们不要再这样下去了,否则后果不堪设想。【篇三】小学三年级下册语文想象作文范文森林里有一只小白兔叫丽丽。它非常喜欢打扮,老是想让自己变成全世界最美的动物。 一天,小熊过生日,邀请了许多小动物来参加它的聚会,小白兔丽丽也收到了请帖,丽丽想:我要怎么样才可以显示出我的美丽呢?它看到小鸟在天空中挥动着翅膀,在天空中自由翱翔,心想:翅膀多好看啊!于是,它把鸡毛一根一根的拔下来,织成了翅膀,丽丽看了看说:
全口义齿工艺技术试题及答案
全口义齿工艺技术试题及答案 一、名词解释 第一章 1.口腔固定修复工艺技术:研究牙体缺损或牙列缺损时,如何用固定修复体修复牙冠的一部分或全部以及修复牙齿缺失的学问。 2.修复体:用人工材料制成的替代缺损、缺失的牙齿和口腔软组织的物体。3.嵌体:嵌入牙体内部,用于恢复牙体缺损的形态和功能的修复体或冠内固位体。 4.部分冠:覆盖部分牙冠表面的修复体。 5.全冠:覆盖全部牙冠整个表面的帽状修复体。 6. 桩冠:利用桩钉插入残根根管内固位的全冠修复体。 7. 桩核冠:在残冠或残根上先形成金属桩核或树脂核,然后再制作全冠修复体。 8. 种植义齿:将人工材料制成的种植体经手术植入失牙区颌骨内或骨膜下,并在穿过牙槽嵴黏膜的种植基桩上制作上部义齿的方法。 9.固定桥:利用缺牙间隙相邻两侧或一侧的天然牙作为基牙,在基牙上制作义齿的固位体,并与人工牙连接成为一个整体,通过粘固剂将义齿粘固在基牙上,患者不能自行摘戴的一种义齿。 10.PFM:将烤瓷材料涂塑于金属基底冠表面,在真空高温条件下烧烤而成的金-瓷复合结构的全冠。 11.抗力形:指在完成修复后要求修复体和患牙或基牙均能抵抗牙合力而不致破坏或折裂。 12.固位形:修复体在行使功能时,能抵御各种作用力而不发生移位或脱落的能力。
第二章 1.牙体缺损:各种牙体硬组织不同程度的质地和生理解剖外星的损坏或异常,它常表现为正常牙体形态、咬合及邻接关系的破坏。 2. 牙合力:在咀嚼过程中,通过个别牙或部分牙所发挥的力量。 第三章 1.固定桥:在基牙上制作的全冠、部分冠、桩冠、嵌体等,通过连接体与桥体相连接,并借助粘固剂使固定桥和基牙形成一个稳固的功能整体,并使固定桥获得固位。 2.桥体:即人工牙,是固定桥修复缺失牙的形态和功能的部分。 3.连接体:连接桥体和固位体的部分。 4.双端固定桥:又称完全固定桥,桥体与两端固位体之间均为不动连接,当固位体粘固于基牙后,基牙、固位体、桥体连接成一个不动的整体,从而组成了新的咀嚼单位。 5.单端固定:又称悬臂固定桥,此种固定桥仅一端有固位体,桥体与固位体之间为不动连接体。 6.牙合力:在咀嚼过程中,通过个别牙或部分牙所发挥的力量。 第四章 1.口腔印模:一种与口腔或颌面部某些组织或器官的解剖形态相反的阴性模型。第五章 1.口腔模型:将模型材料在其可塑或流动的状态下灌注到口腔印模中而形成的阳模。 2.代型:口腔固定修复的工作模型经过修整、制作形成便于修复体制作的模型,该模型上的基牙模型就称为代型。
小学生小蜜蜂作文10篇
小学生小蜜蜂作文10篇 导读:小学生小蜜蜂作文1 上课铃响了,同学们迅速地冲进教室。我们正聚精会神地听老师讲课。忽然,一只可爱的小蜜蜂“嗡嗡嗡……”地闯进来,在空中盘旋,大家惊慌失措。这时,有一些女生都差点叫了起来,男生的胆子特别大,竟然伸出了手,想打死蜜蜂。小蜜蜂可真机灵,一会飞到东,一会儿飞到西,好像在对我们说:“怎么样,还想来打我吗?”这时,老师对我们说:“别管它,我们不打它,它也不会用毒针蜇我们。”我想起了妈妈说过:蜜蜂是益虫,没有了它,也就酿不出我最爱喝的蜜了。 我们连忙收回了手。小蜜蜂扇动着翅膀,在教室里飞了一圈,我心想:“小蜜蜂为什么会飞进来呢?不会也想上一节语文课吧!它的妈妈找不到它,该多着急呀!”我真想对它说:快点回家吧!快去采蜜吧!别再打扰我们,去为人民做贡献吧!可小蜜蜂还在飞,我们索性不管它了,又开始认认真真地听课。 过了一会儿,小蜜蜂好像知道了什么,急急忙忙地飞出了明亮的教室。这时,教室又恢复了平静,我们又开始专心致志地听课。 小学生小蜜蜂作文2 蜜蜂们住在一座花园附近,它们每天早上飞出去,晚上飞回家,采回甜甜的蜜给人吃。 花园里长着五颜六色的花,草也青青的,空气很新鲜。可是最近天旱了,花草也快死了,蜜蜂们很着急。
这时,一只最小的蜜蜂想了一个办法,它找来一个水桶,从河里提水去浇花,一天浇好几次,不怕累也不怕苦,花慢慢地又长高了。 其它的蜜蜂看见了,都夸小蜜蜂勤劳。它们也像小蜜蜂学习,每天早早出去,晚晚的回家,采回了很多的蜜给人吃。 小学生小蜜蜂作文3 春暖花开,万物复苏。在万紫千红的花丛中闪过那细小的身影。“嗡嗡嗡”,“嗡嗡嗡”,勤劳的小蜜蜂飞来飞去地采花粉。如此细小的身躯中却隐藏了一种伟大的精神——勤劳,坚持。 太阳高挂,我们可能还在床上睡懒觉,可小蜜蜂却早早地起了床,飞到花丛中,开始她忙碌而又辛苦的一天。她停在花上采蜜,一朵又一朵,她从不偷懒,也没有丝毫怠慢之情,她的额角挂满汗珠,可是她也不休息,继续飞来飞去。她飞了一程又一程,采了一朵又一朵花,她一直坚持着做她的工作——采蜜。 多么伟大的小东西!她勤劳、执者,从每朵小花里采一点蜜,或许,几十朵花中的蜜都不足以完成她的任务,可这小东西却依然坚持做着,始终没有松懈过,那是因为她懂得一个道理,而且一直在实践这个道理:世上无难事,只怕有心人。这个道理人人都懂,可是,我想问一句,古往今来又有几个人能够真正去实践他、坚守他呢? 让我们向蜜蜂学习,让我们去歌颂她,记住她——那小小的蜜蜂。 作为一个学生,我们应当向蜜蜂一样,从书本中汲取知识,在知识的海洋里找到启航灯,找到做人的道理。只要坚持不懈,只要执着认真,就能为自己开辟出一片崭新的天地。
小学生想象类作文5篇
小学生想象类作文5篇 各位读友大家好!你有你的木棉,我有我的文章,为了你的木棉,应读我的文章!若为比翼双飞鸟,定是人间有情人!若读此篇优秀文,必成天上比翼鸟! 小学生想象类作文一:20年后的同学(536字)小百灵、长跑健将╠╠吴静成为歌坛的“鲜花”,打破雅典奥运会长跑记录的她颇负盛名,深受亿万人名的爱戴。马超具有表演的天赋,坐上了著名喜剧演员的宝座,搞笑传千里的他,最近拍摄了两部大型喜剧片:《闲人马大哥》与《马中超人》,只要收看的人都会把不愉快的事情忘掉。我拎着篮子去农贸市场去买菜,阔别已久的小学同学╠╠李腾飞左手拿刀,对一条鲤鱼开刀问斩,鲤鱼也不甘示弱,直摇带有水珠的鱼鳞,溅的李腾飞满脸的“小豆豆”,令人哑然失笑,我还记得他的外号╠╠小李飞刀。呵,鄢昭文居然“沦落”到卖臭豆腐的份上。更令我吃惊的是。王洁在大棚里搭
起了戏台,唱着自编自导的戏曲,听戏的人里三层外三层。我买完了菜,路过一家买卫生纸的店,进了去。里面柜台上座着一个大胖子,竟是王楼楼。王楼楼也认得我,幽默的说:“上小学的时候,我总是在班上擤鼻涕,家里的卫生纸总是不够用,爷爷隔三岔五的去买卫生纸。现在好啦,全都是现成的了!”说罢,用手指了指堆着整个房间的卫生纸。顿时,前面传来一阵熟悉的声音,原来是王欢。欢姐从事“铁齿铜牙”的工作,说明白点就是专门说服人们买保险的事。欢姐笑着说:“小时侯,我总是与陈凌琦、袁朋势不两立,现在回忆起来还真好笑。”回家的路上我还碰见……20年后小学同学重逢,滋味说不出来的甜。小学生想象类作文二:两只小青蛙(457字)二零零四年的春天,中国有两只小青蛙想要迁居到别的地方去住。小青蛙牛牛是宣城里的一条臭水沟里的青蛙,他想要到泾县去住。他想到他将要在美丽的桃花潭度过自己的余生,不由得兴奋起来。小
全口义齿制作流程
全口义齿制作流程 一个成功的修复体,是医生和技工按照患者的要求和其自身的口腔状况,共同合作的结晶。如何满足医生和患者的要求,如何把临床要求在制作中完美的体现出来,是许多义齿加工厂现在阶段急需解决的问题。许多义齿加工厂的技术水平完全有能力,满足临床医生的合理的制作要求。但是有许多医生备牙、取模、设计不符合要求,从而导致义齿经常返工。 全口义齿制作失败原因简要分析(6点): ⒈正中咬合:关系记录错误是最主要的返工原因。义齿制作时很多因素可导致关系改变。我指的是义齿完成后戴入口,发现下颌处于比建时更后退的领位。如后退程度在1 mm之,因调量少,基本上还能在保持原有解剖形态下重建良好的关系而不致返工。如超过1 mm,调经常会破坏人工牙应有的解剖外形,尤其瓷牙,调更为困难。颌位记录的不正确,不可否认和医生经验及患者配合有关,但是,最直接的原因还是和无牙颌患者颌位的不稳定性有关。为无牙颌患者确定颌位关系时,常见的错误是下颌前伸或出现偏侧咬。如误将下颌前伸位当做正中关系位,那么戴义齿时患者的下颌退回正中咬位时,就会呈现前牙水平开,后牙呈尖对尖咬,因而垂直距离也相应增高。造成前伸的原因,应从患者和医师两方面分析。从患者角度分析,无牙颌患者常习惯于下颌前伸位进食,不易退回正中咬位。有些患者则由于就诊时心
情紧而不由自主地前伸下颌。从医师的角度分析:一是未能向患者交待清楚做咬动作的具体要求,特别是医师与患者的语言不完全相同时致使患者未能理解医师的意图。患者为配合医师而尽量将下颌向前伸。医师方面的第二个原因是未做认真检查或虽然检查了而未发现实际上存在的问题,出现偏侧咬。个人认为咬好蜡堤后再嘱患者作正中咬,医师双手尾指按压在双侧外耳孔颞下颌关节区,嘱患者作正中咬动作,检查尾指有否弹力,如果有弹力即为正中咬,否则应重新咬蜡堤(上咬合时一定要将咬蜡削到最薄以达到咬合正确)。 ⒉垂直距离过高:正常人在咀嚼、吞咽时上下颌牙齿的咬面相互接触。其余时间上下牙之间都有一边2~3mm的间空隙,即息止颌间隙。间空隙的存在保证了升颌与降颌肌群的休息与平衡。制作全口义齿时,如咬垂直距离等于或大于休息位垂直距离,升颌肌群和降颌肌群就会始终处于紧状态,患者就会出现颞颌关节区和颞部疼痛,面部变形,说话时上下牙发出碰撞声,进食时口度要比平时的口度更大,因而影响义齿的固位,牙槽嵴因压力过大而产生疼痛等症状.有时定垂直距离时宁低勿高,对下颌牙槽脊条件差的患者要适当将垂直距离减小约 1~2mm. ⒊反复压痛:一般有明显原因的疼痛,如系带、骨尖等部位的基托缓冲不足、基托边缘过长或过锐等等,(需要提醒的是切牙乳头受到压迫时,会引起头昏,头痛等症状,)一旦原因去除疼痛即消失。