实训四、游标万能角度尺测量角度
游标万能角度尺的测量
一、实验目的
掌握游标万能角度尺的使用方法及角度检测方法。
二、实验设备
游标万能角度尺,待测角度
三、实验内容
1.了解游标万能角度尺的结构
2.掌握游标万能角度尺的不同组合功能;
3.用游标万能角度尺测0°—320°的角。
四、游标万能角度尺
1.量仪的说明和测量原理
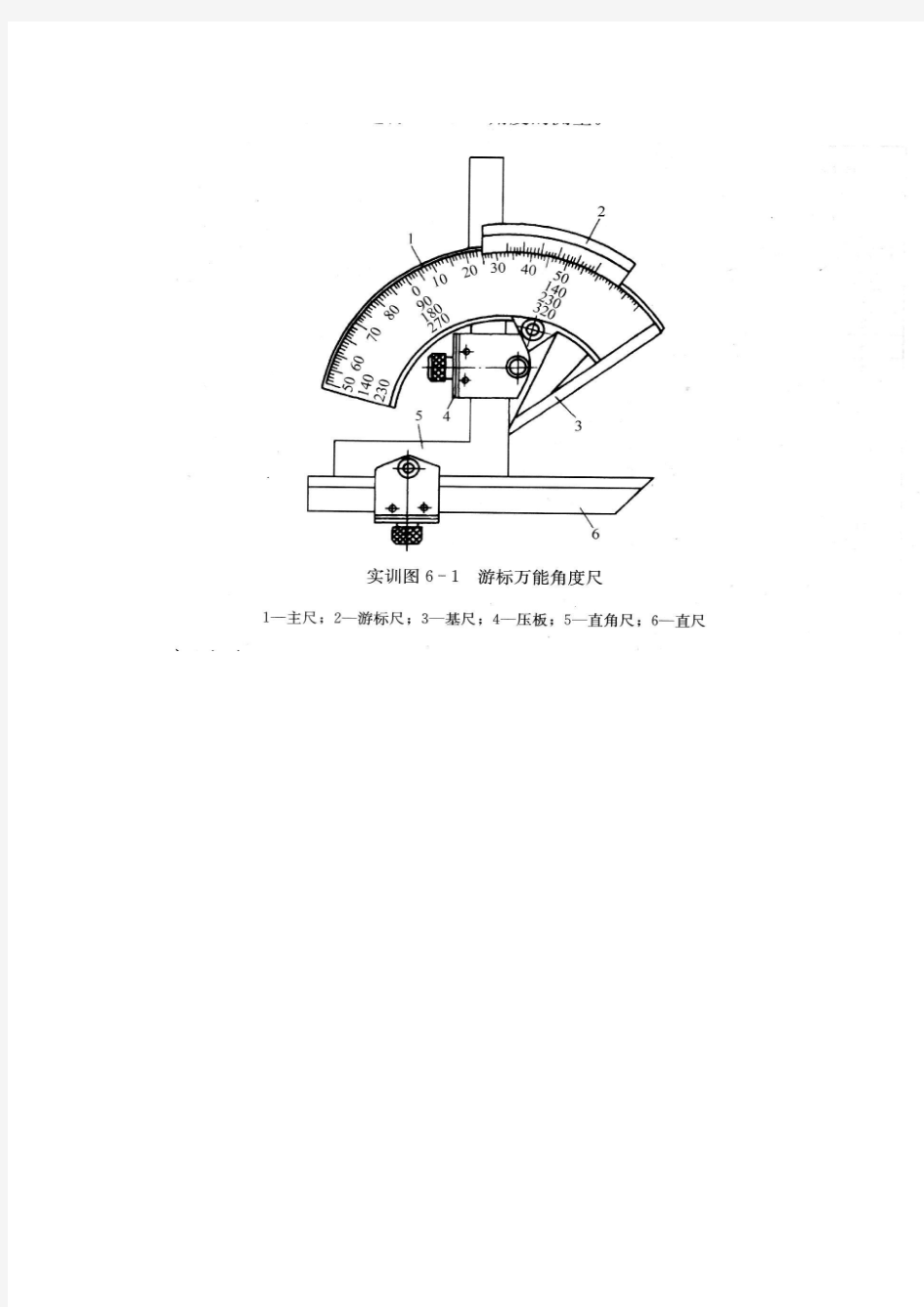
万能角度尺是一种结构简单的通用角度量具,其读数原理为游标读数原理。结构如实训图6_1所示,由主尺1、游标尺2、基尺3、压板4、角尺5、和直尺6组成。利用基尺、角尺和直尺的不同组合,可进行0°—320°角度的测量。
2.测量步骤
a.使用前,先将万能角度尺擦拭干净,再检查各部件的相互作用是否移动平稳可靠、止动后的读数是否不动,然后对零位。
b.测量时,放松制动器上的螺帽,移动主尺座作粗调整,再转动游标背面的手把作精细调整,直到使角度尺的两测量面与被测工件的工作面密切接触为止。然后拧紧制动器上的螺帽加以固定,即可进行读数。
c.测量完毕后,应用汽油把万能角度尺洗净,用干净纱布仔细擦干,涂以防锈油,然后装入匣内
五、实验报告单
游标卡尺及万能角度尺的使用说明(有图示)
一、游标卡尺的使用说明 利用游标原理对两测量面相对移动分隔的距离进行读数的测量器具。游标卡尺(简称卡尺)。 游标卡尺可以测量产品的、外尺寸(长度、宽度、厚度、径和外径),孔距,高度和深度等。 游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。 (1)单面卡尺带有外量爪,可以测量侧尺寸和外侧尺寸(图1-1)。 (2)双面卡尺的上量爪为刀口形外量爪,下量爪为外量爪,可测外尺寸(图1-2)。 (3)三用卡尺的量爪带刀口形,用于测量尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度(图1-3)。 (4)标卡尺读数原理与读数方法 为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。 游标卡尺的读数装置,是由尺身和游标两部分组成,当尺框上的活动测量爪与尺 身上的固定测量爪贴合时,尺框上游标的“0”刻线(简称游标零线)与尺身的 “0”刻线对齐,此时测量爪之间的距离为零。测量时,需要尺框向右移动到某 一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。 假如游标零线与尺身上表示30mm的刻线正好对齐,则说明被测尺寸是30mm;如 果游标零线在尺身上指示的尺数值比30mm大一点,应该怎样读数呢?这时,被 测尺寸的整数部分(为30mm),如上所述可从游标零线左边的尺身刻线上读出来
(图中箭头所指刻线),而比1mm小的小数部分则是借助游标读出来的(图中● 图1-4:游标卡尺测量尺寸 游标的小数部分读数方法是首先看游标的哪一条线与尺身刻线对 齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即 游标的读数=游标读数值X游标对齐刻线的顺序数 游标卡尺读数时可分三步: A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分; B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数); C、得出被测尺寸——把上面两次读数的整数部分和小数部分相加, 就是卡尺的所测尺寸。 (1)注意事项 A、清洁量爪测量面。 B、检查各部件的相互作用;如尺框和微动装置移动灵活,紧固螺钉能否起作用。 C、校对零位。使卡尺两量爪紧密贴合,应无明显的光隙,主尺零线与游标尺零线应对齐。 D、测量结束要把卡尺平放,尤其是大尺寸的卡尺更应该注意,否则尺身会弯曲变形。 E、带深度尺的游标卡尺,用完后,要把测量爪合拢,否侧较细的深度尺露在外边,容易变形甚至折断。 F、卡尺使用完毕,要擦净上油,放到卡尺盒,注意不要锈蚀或弄 脏。
角度尺使用方法
万能角度尺又被称为角度规、游标角度尺和万能量角器,它是利用游标读数原理来直接测量工件角或进行划线的一种角度量具。 适用于机械加工中的内、外角度测量,可测0°-320° 外角及 40°-130° 内角。 原理 万能角度尺是用来测量工件内、外角度的量具,其结构如图所示。 万能角度尺的读数机构是根据游标原理制成的。主尺刻线每格为1°。游标的刻线是取主尺的29°等分为30格,因此游标刻线角格为29°/30,即主尺与游标一格的差值为,也就是说万能角度尺读数准确度为2/。其读数方法与游标卡尺完全相同。 使用方法 测量时应先校准零位,万能角度尺的零位,是当角尺与直尺均装上,而角尺的底边及基尺与直尺无间隙接触,此时主尺与游标的“0”线对准。调整好零位后,通过改变基尺、角尺、直尺的相互位置可测试0-320°范围内的任意角。 应用万能角度尺测量工件时,要根据所测角度适当组合量尺, 万能角度尺的结构:它由尺身、90°角尺、游标、制动器、基尺、直尺、卡块等组成。 万能角度尺的测量范围 游标万能角度尺有Ⅰ型Ⅱ型两种,其测量范围分别为0°~320°和 0°~360°。
万能角度尺的读数方法 先读出游标零线前的角度是几度,再从游标上读出角度“分”的数值,两者相加就是被测零件的角度数值。在万能角度上,基尺是固定在尺座上的,角尺是用卡块固定在扇形板上,可移动尺是用卡块固定在角尺上。若把角尺拆下,也可把直尺固定在扇形板上。由于角尺和直尺可以移动和拆换,使万能角度尺可以测量0º~320º的任何角度。 角尺和直尺全装上时,可测量0º~50的外角度,仅装上直尺时,可测量50º~140º的角度,仅装上角尺时,可测量140º~230’的角度,把角尺和直尺全拆下时,可测量230º~320º的角度(即可测量40º~130º的内角度)。 万能量角尺的尺座上,基本角度的刻线只有0~90º,如果测量的零件角度大于90º,则在读数时,应加上一个基数(90º; 180º;270º;)。当零件角度为:>90º~180º,被测角度=90º+量角尺读数,>180º~270º,被测角度 =180º+量角尺读数,>270º~320º被测角度=270º+量角尺读数。 用万能角度尺测量零件角度时,应使基尺与零件角度的母线方向一致,且零件应与量角尺的两个测量面的全长上接触良好,以免产生测量误差。
游标卡尺及万能角度尺的使用说明(有图示)
游标卡尺及万能角度尺的使用说明(有图示)
一、游标卡尺的使用说明 利用游标原理对两测量面相对移动分隔的距离进行读数的测量器具。游标卡尺(简称卡尺)。 游标卡尺可以测量产品的内、外尺寸(长度、宽度、厚度、内径和外径),孔距,高度和深度等。 游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。 (1)单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺 寸(图1-1)。 (2)双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测 内外尺寸(图1-2)。 (3)三用卡尺的内量爪带刀口形 ,用于测量内尺寸;外量爪带平面 和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度(图1-3)。 (4)标卡尺读数原理与读数方法 为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。 游标卡尺的读数装置,是由尺身和游标两部分组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0”刻线(简称游标零线)与尺身的“0”刻线对齐,此时测量爪之间的距离为零。测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。假如游标零线与尺身上表示30mm 的刻线正好对齐,则说明被测尺寸是30mm ;如果游标零线在尺身上指示的尺数值比30mm 大一点,应该怎样读数呢?这时,被 刀口内测量爪 尺身尺框紧固螺钉 游标深度尺外测量爪图1-3
测尺寸的整数部分(为30mm),如上所述可从游标零线左边的尺身刻线上读出来 (图中箭头所指刻线),而比1mm小的小数部分则是借助游标读出来的(图中● 图1-4:游标卡尺测量尺寸 游标的小数部分读数方法是首先看游标的哪一条线与尺身刻线对 齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即 游标的读数=游标读数值X游标对齐刻线的顺序数 游标卡尺读数时可分三步: A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分; B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数); C、得出被测尺寸——把上面两次读数的整数部分和小数 部分相加,就是卡尺的所测尺寸。 (1)注意事项 A、清洁量爪测量面。 B、检查各部件的相互作用;如尺框和微动装置移动灵活,紧固螺钉能否起作用。 C、校对零位。使卡尺两量爪紧密贴合,应无明显的光隙,主尺零线与游标尺零线应对齐。 D、测量结束要把卡尺平放,尤其是大尺寸的卡尺更应该注意,否则尺身会弯曲变形。 E、带深度尺的游标卡尺,用完后,要把测量爪合拢,否侧较细的深度尺露在外边,容易变形甚至折断。 F、卡尺使用完毕,要擦净上油,放到卡尺盒内,注意不要锈 蚀或弄脏。
万能角度尺原理及使用说明
万能角度尺原理及使用说明 万能角度尺 科技名词定义 中文名称: 万能角度尺 universal bevel protractor 英文名称: 定义: 用游标读数,可测任意角度的量尺。 。 国家标准: GB/T6315-2008游标、带表和数显万能角度尺 目录 简介...................................................................... . (1) 原理...................................................................... . (2) 结构说明...................................................................... (2) 万能角度尺的使用方 法 ..................................................................... (3)
万能角度尺的读数方 法 ..................................................................... (6) 简介 万能角度尺又被称为角度规、游标角度尺和万能量角器,它是利用游标读数原理来直接测量工件角或进行划线的一种角度量具。 适用于机械加工中的内、外角度测量,可测 0?-320? 外角及 40?-130? 内角。 原理 万能角度尺是用来测量工件内、外角度的量具,其结构如图所示。 万能角度尺的读数机构是根据游标原理制成的。主尺刻线每格为1?。游标的刻线是取主尺的29?等分为30格,因此游标刻线角格为29?/30,即主尺与游标一格的差值为,也就是说万能角度尺读数准确度为2’。其读数方法与游标卡尺完全相同。结构说明 测量时应先校准零位,万能角度尺的零位,是当角尺与直尺均装上,而角尺的底边及基尺与直尺无间隙接触,此时主尺与游标的“0”线对准。调整好零位后,通过改变基尺、角尺、直尺的相互位置可测试0,320?范围内的任意角。
0-320-游标万能角度尺-使用说明书
0-320-游标万能角度尺-使用说明书
游标角度尺(0-320°2′)使用说明书 在机械制造过程中及计量仪器校准中,有许多带角度的工件需要测量,而测量角度的方法与量具有多种多样的选择,使用游标万能角度尺来测量工件角度是比较方便的,如(图A )所示。 图A 一、读数方法 ①先读度数:被游标尺零刻线所指的主尺上刻线是表示被测工件测量角的度数。 ② 读分数:与主尺上刻线重合的游标尺上刻线是被测工件测量角的分数。 ③ 相加求得测量值:将被测工件测量角的度数与分数相加起来,即为被测角度值。 二、结构与用途 游标万能角度尺的结构如(图A )所示。角尺和直尺在卡块的作用下分别固定于扇形板部件和角尺上,当转动卡块上的螺帽时,即可紧固或放松角尺或直尺,在扇形板部件的后面有一与齿轮杆相连接的手把,而该齿轮杆又与固定在主尺上的弧形齿板相啮合这个就是微动装置。当转动微动装置就能使主尺和游标尺作细微的相对移动,以精确地调整测量值,但当把制动头上的螺帽拧紧后,则扇形板部件与主尺被紧固在一起,而不能有任何相对移动。 游标万能角度尺主要用于测量各种形状工件与样板的内、外角度以及角度划线。 主尺 直角尺 游标 基尺制动头扇形板 卡块直尺
三、使用和注意事项 1、零值检查:使用前将游标万能角度尺擦拭干净,检查各部分相互作用是否灵活可靠,然后移动直尺使其与基尺的测量面相互接触,直到无光隙可见为止。同时观察主尺零刻线与游标零刻线是否对准;游标尺的尾刻线与主尺相应刻线是否对准,如对准便可使用,不对准则需要调整。 2、测量0°~50°之间的角度时,被测工件放在基尺和直尺的测量面之间,如图(B-4)所示。 3、测量50°~140°之间的角度时,把角尺取下,将直尺换在角尺位置上,把被测工件放在基尺和直尺的测量面之间,如图(B-1),(B-2)所示。
万能角度尺使用说明
万能角度尺使用说明书 万能角度尺是用来测量精密零件内外角度或进行角度划线的角度量具。 万能角度尺的读数机构,如图所示。是由刻有基本角度刻线的主尺,和固定在扇形板上的游标组成。扇形板可在主尺上回转移动(有制动器),形成了和游标卡尺相似的游标读数机构。万能角度尺的精度为2′ Ⅰ型万能角度尺的结构 Ⅱ型万能角度尺的结构
万能角度尺的读数及使用方法 测量时,根据产品被测部位的情况,先调整好角尺或直尺的位置,用卡块上的螺钉把它们 紧固住,再来调整基尺测量面与其它有关测量面之间的夹角。这时,要先松开制动头上的螺母,移动主尺作粗调整,然后再转动扇形板背面的微动装置作细调整,直到两个测量面与被测表面 密切贴合为止。然后拧紧制动器上的螺母,把角度尺取下来进行读数。 (1)测量0°-50°之间角度 角尺和直尺全都装上,产品的被测部位放在基尺各直尺的测量面之间进行测量。 (2)测量50°-140°之间角度 可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。工件的被测部位放在基尺和直尺的测量面之间进行测量。
也可以不拆下角尺,只把直尺和卡块卸掉,再把角尺拉到下边来,直到角尺短边与长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。 (3)测量140°-230°之间角度
把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。 4)测量230°-320°之间角度(即40°-130°的内角) 把角尺、直尺和卡块全部卸掉,只留下扇形板和主尺(带基尺)。把产品的被测部位放在基尺和扇形板测量面之间进行测量。
万能角度尺的使用方法【干货技巧】
万能角度尺的使用方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 万能角度尺是用来测量精密零件内外角度或进行角度划线的角度量具,它有以下几种,如游标量角器、万能角度尺等。万能角度尺的读数机构,如图1所示。是由刻有基本角度刻线的尺座1,和固定在扇形板6上的游标3组成。扇形板可在尺座上回转移动(有制动器5),形成了和游标卡尺相似的游标读数机构。万能角度尺尺座上的刻度线每格1o。由于游标上刻有30格,所占的总角度为29o,因此,两者每格刻线的度数差是即万能角度尺的 精度为2′。
万能角度尺的读数方法,和游标卡尺相同,先读出游标零线前的角度是几度,再从游标上读出角度“分”的数值,两者相加就是被测零件的角度数值。在万能角度上,基尺4是固定在尺座上的,角尺2是用卡块7固定在扇形板上,可移动尺8是用卡块固定在角尺上。若把角尺2 拆下,使万能角度尺可以测量0o~320o的任何角度,如图2所示。 由图2可见,角尺和直尺全装上时,可测量0o~50的外角度,仅装上直尺时,可测量50o~140o的角度,仅装上角尺时,可测量140o~230’的角度,把角尺和直尺全拆下时,可测量230o~320o的角度(即可测量40o~130o的内角度)。万能量角尺的尺座上,基本角度的刻线只有0~90o,如果测量的零件角度大于90o,则在读数时,应加上一个基数(90o;180o;270o;)。当零件角度为:>90o~180o,被测角度=90o+量角尺读数,>180o~270o,被测角度=180o+量角尺读数,>270o~320o被测角度=270o+量角尺读数。用万能角度尺测量零件角度时,应使基尺与零件角度的母线方向一致,且零件应与量角尺的两个测量面的全长上接触良好,以免产生测量误差。
万能角度尺检定规程【详解】
万能角度尺检定规程(JJG33~2002) 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 万能角度尺操作规程: 1、目的:为了规范万能角度尺的操作,确保其操作的正确性。 2、范围:本规程适用于所有使用的游标万能角度尺。 3、使用操作 n使用前,先将万能角度尺擦拭干净,再检查各部件的相互作用是否移动平稳可靠、止动后的读数是否不动,然后对零位; n 测量时,放松制动器上的螺帽,移动主尺座作粗调整,再转动游标背面的手把作精细调整,直到使角度尺的两测量面与被测工件的工作面密切接触为止。然后拧紧制动器上的螺帽加以固定,即可进行读数; n 测量完毕后,应用汽油或酒精把万能角度尺洗净,用干净纱布仔细擦干,要是长期不用需涂以防锈油,然后装入匣内。 4、检定标准:根据国家万能角度尺计量检定规程JJG 33-2002检定。 万能角度尺校准规程: 1目的 :对游标万能角度进行内部校准,确保其准确度、精密度符合要求。
2适用范围 :适用于所有使用的游标万能角度尺。 3校验基准 :外校合格的量块。 4环境条件: 室温 5校准步骤 5.1检查游标万能角度尺主体及辅助尺有无变形,紧固螺丝是否松动,刻度是否清晰,扭动旋转螺丝刻度尺表盘是否平稳、平滑。 5.2取外校合格的80mm、100mm标准量块各一块将两块量块平放在台面,2个测量接触面垂直形成90°内、外角。 5.3将游标万能角度尺调至90°刻度,再贴紧量块的90°外角,扭动旋转螺丝使游标万能角度尺的两个测量面与量块的90°外角充分接触至无任何缝隙,记录表盘读数再重复两次测量。将测量三次的平均值记录在《检测设备校验记录表》内。 5.4按以上动作重复测试量块的90°内角。 5.5每次测量精度允许误差在±2’内判定合格。 6校准周期 :每年校准一次。 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
角度规的使用方法【说明大全】
角度规的使用方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 角度规能测量0°~320°范围内的任何角度。所以要根据被测角度的大小正确使用它的各附件进行测量。①测量0°~50°间的角度时,直尺与直角尺全部安装上,被测工件放在基尺和直尺之间,如图6-18(a)。
②测量50°~140°间的角度时,取下直角尺,将直尺用卡块装在扇形板上,被测工件放在基尺和直尺之间,如图6-18(b)所示。③测量140°~230°间的角度时,把直尺和卡块取下来,但要把直角尺推进去,直到直角尺上短边与长边的交点和基尺的尖端对齐为止,然后把直角尺和基尺的测量面靠在被测件工作面上进行测量,如图6-18(c)所示。④测量230°~320°间的角度时,把直角尺和卡块取下,直接用基尺和扇形板测量面对被测工件进行测量,如图6-18(d)所示。 图6-19是I型角度规的应用实例。
测量时,放松制动器上的螺帽,移动主尺座作粗调整,再转动游标背后的手把作精细调整,直到使角度规的两测量面与被测工件的工作面密切接触为止。然后拧紧制动器上的螺帽加以固定,即可进行读数。当测量被测工件内角时,应从360°减去角度规上的读数值。如在角度规上读数为306°24′,则内角测量值为360°- 306°24′=53°36′。 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
万能角度尺原理及使用说明
万能角度尺 科技名词定义 中文名称: 万能角度尺 英文名称: universal bevel protractor 定义: 用游标读数,可测任意角度的量尺。 。 国家标准:GB/T6315-2008游标、带表和数显万能角度尺 目录 简介 (1) 原理 (2) 结构说明 (2) 万能角度尺的使用方法 (3) 万能角度尺的读数方法 (6) 简介 万能角度尺又被称为角度规、游标角度尺和万能量角器,它是利用游标读数原理来直接测量工件角或进行划线的一种角度量具。 适用于机械加工中的内、外角度测量,可测0°-320° 外角及40°-130° 内角。
原理 万能角度尺是用来测量工件内、外角度的量具,其结构如图所示。 万能角度尺的读数机构是根据游标原理制成的。主尺刻线每格为1°。游标的刻线是取主尺的29°等分为30格,因此游标刻线角格为29°/30,即主尺与游标一格的差值为,也就是说万能角度尺读数准确度为2’。其读数方法与游标卡尺完全相同。 结构说明 测量时应先校准零位,万能角度尺的零位,是当角尺与直尺均装上,而角尺的底边及基尺与直尺无间隙接触,此时主尺与游标的“0”线对准。调整好零位后,通过改变基尺、角尺、直尺的相互位置可测试0-320°范围内的任意角。 应用万能角度尺测量工件时,要根据所测角度适当组合量尺, 万能角度尺的结构:它由尺身、90°角尺、游标、制动器、基尺、直尺、卡块等组成。 万能角度尺的测量范围 游标万能角度尺有Ⅰ型Ⅱ型两种,其测量范围分别为0°~320°和0°~360°。 图1 Ⅰ型
图2 Ⅱ型 万能角度尺的使用方法 测量时,根据产品被测部位的情况,先调整好角尺或直尺的位置,用卡块上的螺钉把它们紧固住,再来调整基尺测量面与其它有关测量面之间的夹角。这时,要先松开制动头上的螺母,移动主尺作粗调整,然后再转动扇形板背面的微动装置作细调整,直到两个测量面与被测表面密切贴合为止。然后拧紧制动器上的螺母,把角度尺取下来进行读数。 1.测量0°~50°之间角度 角尺和直尺全都装上,产品的被测部位放在基尺各直尺的测量面之间进行测量。 图3 测量0°~50°之间角度
万能角度尺公开课教案54742
裳华职业技术学校公开课教案
教学操作过程设计(重点写怎么教及学法指导,含课练、作业安排)一、回顾旧课,导入新课 分析上节课学生所产生的问题。 二、讲授新课 1、万能角度尺的概念及结构 万能角度尺又被称为角度规、游标角度尺和万能量角器,它是利用游标读数原理来直接测量工件角或进行划线的一种角度量具。 万能角度尺的测量范围 游标万能角度尺有Ⅰ型Ⅱ型两种,其测量范围分别为0°~320°和0°~360°。 Ⅰ型万能角度尺的结构 适用于机械加工中的内、外角度测量,可测0°-320° 外角及40°-130° 内角。 Ⅱ型万能角度尺的结构
2、万能角度尺的刻线原理 万能角度尺的读数是根据游标原理制成的。精度为2′的万能角度尺刻线原理是:尺身每格刻度线的弧长对应的角度为1°:游标刻线是将尺身上29°所占的弧长等分为30格,每格所对应的角度为29°/30,因此游标1格与尺身1格相差:1°-29°/30=1°/30=2′,即万能角度尺的测量精度为2′。 3、万能角度尺的读数方法 万能角度尺的读数方法与游标卡尺的读数方法基本相似,万能角度尺的读数方法可分为三步: A、先读“度”的数值——看游标零线左边,主尺上最靠近一条刻线的数值,读出被测角“度”的整数部分。 B、再从游标尺上读出“分”的数值——看游标上哪条刻线与主尺相应刻线对齐,可以从游标上直接读出被测角“度”的小数部分,即“分”的数值。 C、被测角等于上述两次读数之和。 4、万能角度尺的读数及使用方法 测量时,根据产品被测部位的情况,先调整好角尺或直尺的位置,用卡块上的螺钉把它们紧固住,再来调整基尺测量面与其它有关测量面之间的夹角。这时,要先松开制动头上的螺母,移动主尺作粗调整,然后再转动扇形板背面的微动装置作细调整,直到两个测量面与被测表面密切贴合为止。然后拧紧制动器上的螺母,把角度尺取下来进行读数。 (1)测量0°-50°之间角度 组合方法:主尺+角尺+直尺 (2)测量50°-140°之间角度
游标角度尺使用说明
游标角度尺(0-320°2′) 在机械制造过程中及计量仪器校准中,有许多带角度的工件需要测量,而测量角度的方法与量具有多种多样的选择,使用游标万能角度尺来测量工件角度是比较方便的,如(图A)所示。 一.读数方法 ①先读度数:被游标尺零刻线所指的主尺上刻线是表示被测工件测量角的度数。 ②再读分数:与主尺上刻线重合的游标尺上刻线是被测工件测量角的分数。 ③相加求得测量值:将被测工件测量角的度数与分数相加起来,即为被测角度值。 二.结构与用途 游标万能角度尺的结构如(图A)所示。角尺和直尺在卡块的作用下分别固定于扇形板部件和角尺上,当转动卡块上的螺帽时,即可紧固或放松角尺或直尺,在扇形板部件的后面有一与齿轮杆相连接的手把,而该齿轮杆又与固定在主尺上的弧形齿板相啮合这个就是微动装置。当转动微动装置就能使主尺和游
标尺作细微的相对移动,以精确地调整测量值,但当把制动头上的螺帽拧紧后,则扇形板部件与主尺被紧固在一起,而不能有任何相对移动。 游标万能角度尺主要用于测量各种形状工件与样板的内、外角度以及角度划线。 三.使用和注意事项 1.零值检查:使用前将游标万能角度尺擦拭干净,检查各部分相互作用是否灵活可靠,然后移动直尺使其与基尺的测量面相互接触,直到无光隙可见为止。同时观察主尺零刻线与游标零刻线是否对准;游标尺的尾刻线与主尺相应刻线是否对准,如对准便可使用,不对准则需要调整。 2.测量0°~50°之间的角度时,被测工件放在基尺和直尺的测量面之间,如图(B-4)所示。 3.测量50°~140°之间的角度时,把角尺取下,将直尺换在角尺位置上,把被测工件放在基尺和直尺的测量面之间,如图(B-1),(B-2)所示。
0-320_游标万能角度尺_使用说明书
游标角度尺(0-320°2′)使用说明书 在机械制造过程中及计量仪器校准中,有许多带角度的工件需要测量,而测量角度的方法与量具有多种多样的选择,使用游标万能角度尺来测量工件角度是比较方便的,如(图A)所示。 图A 一、读数方法 ①先读度数:被游标尺零刻线所指的主尺上刻线是表示被测工件测量角的度数。 ②读分数:与主尺上刻线重合的游标尺上刻线是被测工件测量角的分数。 ③相加求得测量值:将被测工件测量角的度数与分数相加起来,即为被测角度值。 二、结构与用途 游标万能角度尺的结构如(图A)所示。角尺和直尺在卡块的作用下分别固定于扇形板部件和角尺上,当转动卡块上的螺帽时,即可紧固或放松角尺或直尺,在扇形板部件的后面有一与齿轮杆相连接的手把,而该齿轮杆又与固定在主尺上的弧形齿板相啮合这个就是微动装置。当转动微动装置就能使主尺和游标尺作细微的相对移动,以精确地调整测量值,但当把制动头上的螺帽拧紧后,则扇形板部件与主尺被紧固在一起,而不能有任何相对移动。 游标万能角度尺主要用于测量各种形状工件与样板的内、外角度以及角度划线。
三、使用和注意事项 1、零值检查:使用前将游标万能角度尺擦拭干净,检查各部分相互作用是否灵活可靠,然后移动直尺使其与基尺的测量面相互接触,直到无光隙可见为止。同时观察主尺零刻线与游标零刻线是否对准;游标尺的尾刻线与主尺相应刻线是否对准,如对准便可使用,不对准则需要调整。 2、测量0°~50°之间的角度时,被测工件放在基尺和直尺的测量面之间,如图(B-4)所示。 3、测量50°~140°之间的角度时,把角尺取下,将直尺换在角尺位置上,把被测工件放在基尺和直尺的测量面之间,如图(B-1),(B-2)所示。
万能角度尺
万能角度尺使用说明书 定义:万能角度尺又称角度规。它是利用活动直尺测量面相对于基尺测量面的旋转,对该两测量面间分隔的角度进行读数的角度测量器具。是用来测量精密零件内外角度或进行角度划线的角度量具 使用范围:适用于机械加工中的内、外角度测量,可测0°-320° 外角及40°-130° 内角。工作原理:万能角度尺的读数机构是根据游标原理制成的。主尺刻线每格为1°,游标的刻线是取主尺的29°等分为30格,因此游标刻线角格为29°/30,即主尺与游标一格的差值为,也就是说万能角度尺读数准确度为2′。其读数方法与游标卡尺完全相同万能角度尺的读数机构,如图所示。是由刻有基本角度刻线的主尺,和固定在扇形板上的游标组成。扇形板可在主尺上回转移动(有制动器),形成了和游标卡尺相似的游标读数机构。万能角度尺的精度为2′ Ⅰ型万能角度尺的结构 Ⅱ型万能角度尺的结构
万能角度尺的读数及使用方法 测量时,根据产品被测部位的情况,先调整好角尺或直尺的位置,用卡块上的螺钉把 它们紧固住,再来调整基尺测量面与其它有关测量面之间的夹角。这时,要先松开制动头 上的螺母,移动主尺作粗调整,然后再转动扇形板背面的微动装置作细调整,直到两个测 量面与被测表面密切贴合为止。然后拧紧制动器上的螺母,把角度尺取下来进行读数。 (1)测量0°-50°之间角度 角尺和直尺全都装上,产品的被测部位放在基尺各直尺的测量面之间进行测量。 (2)测量50°-140°之间角度 可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。工件的被测部位放在基尺和直尺的测量面之间进行测量。
也可以不拆下角尺,只把直尺和卡块卸掉,再把角尺拉到下边来,直到角尺短边与长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。 (3)测量140°-230°之间角度 把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。 4)测量230°-320°之间角度(即40°-130°的内角)
万能角度尺测量角度
《用万能角度尺测量角度》教学设计 适用专业:机械专业 使用范围:中等职业学校 课时:2课时 撰写时间:2014年6月 ●教材分析: 本书课时节选《零件测量与质量控制技术》中项目二,为实现教学目标,帮助学生掌握重点、理解难点。通过讲、练结合,引导学生制定工作计划、指导学生操作训练,将所学的理论知识与实践相结合,将教材的知识结构转化为自己的认知结构,实现对知识和技能的掌握和运用。 对于中职学生的教育而言,重点是培养学生的职业技能。因此,在教学设计上应注重学习的实用性,让学生多动手操作,自主学习,教师以引导启发配合,体现以学生为主体教师为主导的教学理念。 ●教学目标: (一)知识目标 1,熟悉万能角度尺的基本结构原理 2,用万能角度尺测量三角板角度 (二)能力目标 通过现场演示操作、讲解、讨论,提升学生观察、分析问题、解决问题的能力,能通过测量工具准确测量出三角板的角度。 (三)情感目标 通过讨论,激发学生的学习热情,养成主动学习、交流学习的意识,同时培养学生的团队合作意识。 ●教学重点: ●测量的基本理论及量具的正确使用 ●教学难点: 万能角度尺的结构尺寸 ●教学准备: ●1:万能角度尺
●2:清洁工具 ●3,三角板 教学过程: 一、情境导入 如何测量学生三角尺的角度。 【设计思路】讲解案例,创设情景,激发学生兴趣爱好。 二、提出任务 如何测量学生三角尺的角度。 【设计思路】提出问题,布置任务,引导学生思考。 三、制定计划 1.通过ppt展示万能角度尺结构。 2.让学生组内讨论,如何用万能角度尺测量各种角度。 3.教师通过对各组学生检测的对比,查缺补漏,引导学生进行最佳测量。 【设计思路】引导学生进行思考,制定报告。再通过指点学生进行计划制定,引导学生发现问题,查漏补缺,制定最佳的测量方法和步骤。 四、实施计划 1.组内成员分配各自的任务,自主完成任务分工。 2.每组以为学生参加竞赛,其他学生进行打分。 【设计思路】组织学生进行任务分工,指正学生在练习中出现的问题,对课程的重难点进行突破。并通过竞赛的形式,提高学生对本节课的积极性。 五、任务评价
0-320-游标万能角度尺-使用说明书
游标角度尺(0-320 ° 2‘)使用说明书 在机械制造过程中及计量仪器校准中,有许多带角度的工件需要测量,而测量角度的方 法与量具有多种多样的选择,使用游标万能角度尺来测量工件角度是比较方便的,如(图 A ) 所示。 直角尺 游标 _ I I 一、 读数方法 ① 先读度数:被游标尺零刻线所指的主尺上刻线是表示被测工件测量角的度数。 ② 读分数:与主尺上刻线重合的游标尺上刻线是被测工件测量角的分数。 ③ 相加求得测量值:将被测工件测量角的度数与分数相加起来,即为被测角度值。 二、 结构与用途 游标万能角度尺的结构如(图A )所示。角尺和直尺在卡块的作用下分别固定于扇形板部 件和角尺上,当转动卡块上的螺帽时,即可紧固或放松角尺或直尺,在扇形板部件的后面有 一与齿轮杆相连接的手把,而该齿轮杆又与固定在主尺上的弧形齿板相啮合这个就是微动装 置。当转动微动装置就能使主尺和游标尺作细微的相对移动,以精确地调整测量值,但当把 制动头上的螺帽拧紧后,则扇形板部件与主尺被紧固在一起,而不能有任何相对移动。 游标万能角度尺主要用于测量各种形状工件与样板的内、外角度以及角度划线。 王尺 o I _G3cac IP 3 基尺 卡块 直尺 制动头 扇形板
三、使用和注意事项 1零值检查:使用前将游标万能角度尺擦拭干净,检查各部分相互作用是否灵活可靠,然后移动直尺使其与基尺的测量面相互接触,直到无光隙可见为止。同时观察主尺零刻线与游标零刻线是否对准;游标尺的尾刻线与主尺相应刻线是否对准,如对准便可使用,不对准则需要调整。 2、测量0°?50°之间的角度时,被测工件放在基尺和直尺的测量面之间,如图(B-4)所示。 3、测量50°?140°之间的角度时,把角尺取下,将直尺换在角尺位置上,把被测工件放在 基尺和直尺的测量面之间,如图(B-1 ),(B-2)所示
万能角度尺测量结果的不确定度评定(李燕平)
万能角度尺测量结果的不确定度评定 ㈠ 测量过程的简述 ⑴ 测量依据:JJG33-2002《万能角度尺检定规程》。 ⑵ 测量环境条件:温度(20±10)℃,相对湿度不大于80%。 ⑶ 测量标准:2级角度块,最大允许示值误差为30″。 ⑷ 被测对象:分度值为2′,测量范围(0-360)°的万能角度尺, 其最大允许示值误差为2′。 ⑸ 测量方法:用相应角度值的2级角度块与游标万能角度尺两测量 面均匀接触,在制动器松开与紧固时各测量一次,角度尺的示值与角度块的示值之差即为万能角度尺的示值误差。 ⑹ 评定结果的使用:符合上述条件的测量结果,一般可参照使用本 不确定度评定方法。 ㈡ 数学模型 △L=L i -L 0 式中:△L -万能角度尺的示值误差; L i -万能角度尺的示值; L 0-角度块的示值。 ㈢ 各输入量的标准不确定度分量的评定 ⒈ 输入量L i 的标准不确定度()i L u 的评定 输入量L i 的标准不确定度()i L u 主要来源于万能角度尺分度值量 化误差估算引起的标准不确定度,采用B 类方法进行评定。 万能角度尺的分度值为2′,量化误差为2 2'=1′,其半宽为0.5′
认为其为均匀分布,包含因子k 取3,则 ()i L u ==35.00.29′ 相对不确定度视为已知量,自由度ν(L i )→∞。 ⒉ 输入量L 0标准不确定度()0L u 的评定 输入量L 0标准不确定度()0L u 主要来源于标准角度块的不确定度。 2级标准角度块的最大允许误差为0.5′,其半宽为0.25′,认为其均匀分布k =3。则: ()0L u =0.25′/3=0.14′ ㈣ 合成标准不确定度及扩展不确定度的评定 ⒈灵敏系数 数学模型:△L=L i -L 0 灵敏系数:C 1=L ???L i =1 C 2=L ???L 0=-1 ⒉ 各不确定度分量汇总及计算表 不确定度分量汇总及计算表
万能角度尺原理及使用说明
万能角度尺 科技名词定义 中文名称: 英文名称: 定义: 万能角度尺 universsl bevel protractor 用游标读数,可测任意角度的量尺。 O 国家标准: GB/T6315-2008游标、带表和数显万能角度尺 目录 简介 .............................................................................. 1 原理 .............................................................................. 2 结构说明 ............................................................................ 2 万能角度尺的使用方法 ................................................................ 3 万能角度尺的读数方法 ................................................................ 6 简介 万能角度尺又被称为角度规、游标角度尺和万能量角器,它是利用游标读数原理来 直接测量工件角或进行划线的一种角度量具。 适用于机械加工中的内、外角度测量,可测0° -320°外角及40° -130°内角。 游际万能角度尺 Universal Bevel Protractors 标 准 号Standard NO. GB/T 6315-1996 特点Feature:游标万能角度尺采用优质钢材或不锈钢.经艮好 的热处理及衷 面处理.稱心加工制适丽成.貝有搭度离?再命长. 耐锈讪.使用方便.万用性广 等轩点广泛用于工件的各种内. 外危废的测fil 测壘范围 Measuring Range 读数值 Reading Value 主妾结构只寸(mm) Main dimension L A C D B C 0-320° 2* 150 125 68 ◎ 136 14 15 Universal Bevel Protraclors are made precisely by high quality steel or stainless steal through better heat Ireutment and surface treatment. Their precision high ? life long, rust resisting and easy to use as well as all ?purpose fo^luros. Thay aro vddo” u&odl for maa&uring variod internal and ctYtornal ariglos.
如何使用角度尺
角 度 尺 一、90°角尺 1. 90°角尺的结构形式和制造精度90°角尺,主要用于对有关平面间垂直度误差的检 验。 图l-35 90直角尺的结构形式 °a)圆柱角尺 b)刀口角尺 c)宽度角尺 1-测量面 2-基面 3-长边 4-短边 5-侧面 90角尺按形式不同可分为圆柱角尺、宽座角尺和刀口角尺,见图1-35。其中宽座角尺结构简单,使用方便,可以测量工件的内、外角,在生产中应用较广泛。 ° 90角尺的制造精度分为00、0、1和2级四个级别。其中00级精度最高,2级精度最低。00级精度的90角尺,仅用来测量和检验高精度工件;0级和1级精度的90角尺用来测量和检验精密工件;2级精度的90°角尺用来测量和检验一般工件。 °°° 2.90°角尺的使用与维护 合理的使用和正确的保养能提高90角尺的检验精度和延长其使用寿命。 ° 1)使用90°角尺前,应根据被测件的尺寸和精度要求,选择90角尺的规格和精度等级,并应检查工作面和边缘是否有碰伤、毛刺等明显缺隙,擦净角尺的工作面和被测工件的表面。 ° 2)测量时,先将角尺的短边放在辅助基准表面(或平板)上,再将90°角尺的长边轻轻地靠拢被测工件表面,不要碰撞。观察90角尺与被测表面之间的间隙大小和出现间隙的部位。根据透光间隙的大小和出现间隙的部位判断被测部位的垂直度误差值。在观察时,一般有五种情况出现:无光、中间部位有少光、两端有少光、上端有光、下端有光。第一种情况说明被测面不仅平面度符合要求,而且与基准面垂直;第二、三种情况说明垂直度符合要求,但平面度达不到要求,后两种情况说明有垂直度误差。 ° 3)在实际生产中,也可用塞尺和量块分别在90°角尺的长边接近顶端处测量。这时,塞
万能角度尺量具的使用方法
万能角度尺的使用方法 万能角度尺是用来测量精密零件内外角度或进行角度划线的角度量具,它有以下几种,如游标量角器、万能角度尺等。万能角度尺的读数机构,如图1所示。是由刻有基本角度刻线的尺座1,和固定在扇形板6上的游标3组成。扇形板可在尺座上回转移动(有制动器5),形成了和游标卡尺相似的游标读数机构。万能角度尺尺座上的刻度线每格1o。由于游标上刻有30格,所占的总角度为29o,因此,两者每格刻线的度数差是 即万能角度尺的精度为2′。 图1 万能角度尺 万能角度尺的读数方法,和游标卡尺相同,先读出游标零线前的角度是几度,再从游标上读出角度“分”的数值,两者相加就是被测零件的角度数值。 在万能角度上,基尺4是固定在尺座上的,角尺2是用卡块7固定在扇形板上,可移动尺8是用卡块固定在角尺上。若把角尺2拆下,
也可把直尺8固定在扇形板上。由于角尺2和直尺8可以移动和拆换,使万能角度尺可以测量0o~320o的任何角度,如图2所示。 图2 万能量角尺的应用 由图2可见,角尺和直尺全装上时,可测量0o~50的外角度,仅装上直尺时,可测量50o~140o的角度,仅装上角尺时,可测量140o~230’的角度,把角尺和直尺全拆下时,可测量230o~320o的角度(即可测量40o~130o的内角度)。 万能量角尺的尺座上,基本角度的刻线只有0~90o,如果测量的零件角度大于90o,则在读数时,应加上一个基数(90o;180o;270o;)。当零件角度为:>90o~180o,被测角度=90o+量角尺读数,>180o~270o,被测角度=180o+量角尺读数,>270o~320o被 测角度=270o+量角尺读数。 用万能角度尺测量零件角度时,应使基尺与零件角度的母线方向一致,且零件应与量角尺的两个测量面的全长上接触良好,以免产生测量误差。
游标万能角度尺使用说明书
--游标万能角度尺-使用说明书
————————————————————————————————作者:————————————————————————————————日期: ?
游标角度尺(0-320°2′)使用说明书 在机械制造过程中及计量仪器校准中,有许多带角度的工件需要测量,而测量角度的方法与量具有多种多样的选择,使用游标万能角度尺来测量工件角度是比较方便的,如(图A )所示。 图A 一、读数方法 ①先读度数:被游标尺零刻线所指的主尺上刻线是表示被测工件测量角的度数。 ② 读分数:与主尺上刻线重合的游标尺上刻线是被测工件测量角的分数。 ③ 相加求得测量值:将被测工件测量角的度数与分数相加起来,即为被测角度值。 二、结构与用途 游标万能角度尺的结构如(图A )所示。角尺和直尺在卡块的作用下分别固定于扇形板部件和角尺上,当转动卡块上的螺帽时,即可紧固或放松角尺或直尺,在扇形板部件的后面有一与齿轮杆相连接的手把,而该齿轮杆又与固定在主尺上的弧形齿板相啮合这个就是微动装置。当转动微动装置就能使主尺和游标尺作细微的相对移动,以精确地调整测量值,但当把制动头上的螺帽拧紧后,则扇形板部件与主尺被紧固在一起,而不能有任何相对移动。 游标万能角度尺主要用于测量各种形状工件与样板的内、外角度以及角度划线。 三、使用和注意事项 主尺 直角尺 游标 基尺制动头扇形板 卡块 直尺
1、零值检查:使用前将游标万能角度尺擦拭干净,检查各部分相互作用是否灵活可靠,然后移动直尺使其与基尺的测量面相互接触,直到无光隙可见为止。同时观察主尺零刻线与游标零刻线是否对准;游标尺的尾刻线与主尺相应刻线是否对准,如对准便可使用,不对准则需要调整。 2、测量0°~50°之间的角度时,被测工件放在基尺和直尺的测量面之间,如图(B-4)所示。 3、测量50°~140°之间的角度时,把角尺取下,将直尺换在角尺位置上,把被测工件放在基尺和直尺的测量面之间,如图(B-1),(B-2)所示。 4、测量140°~230°之间的角度时,把直尺取下换上角尺,但要把角尺推进去,直到角尺上短边的90°角尖和基尺的尖端对齐为止,然后把角尺和基尺的测量面靠在被测工件的表面上进行测量,如图(B-3),(B-5)所示。