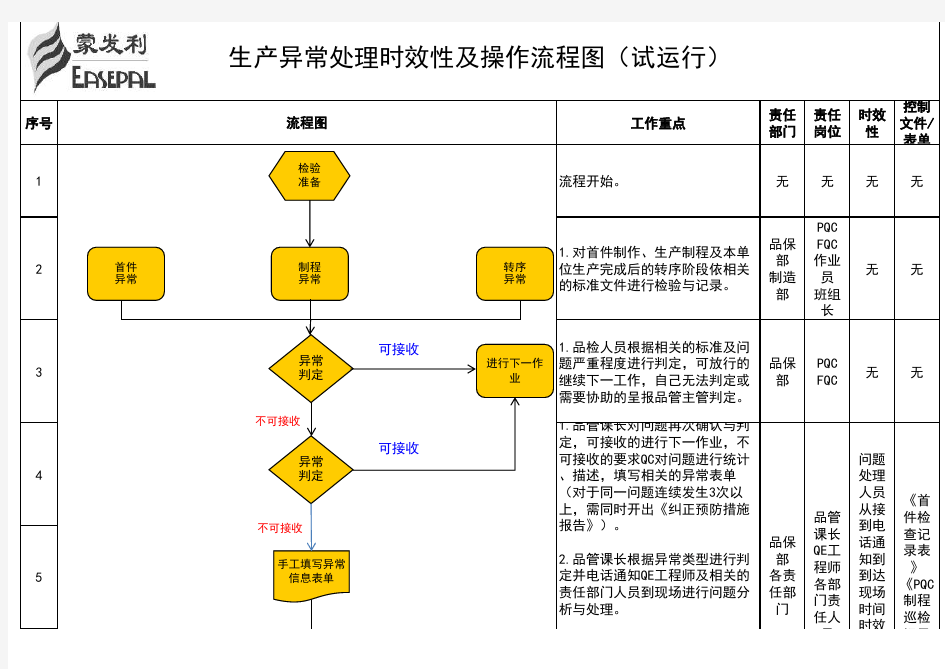
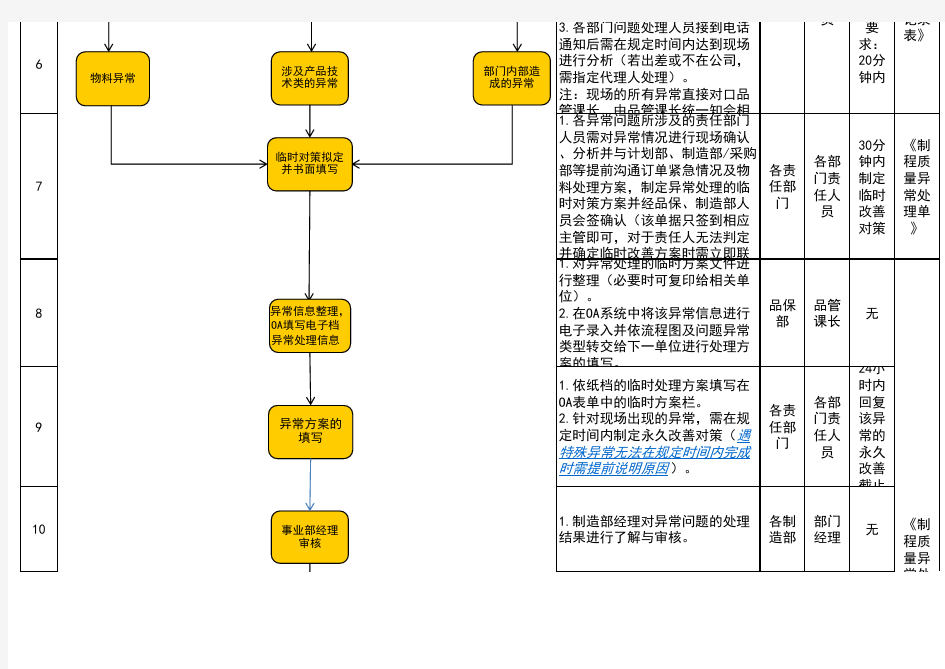
生产异常处理时效及流程图
序号工作重点责任
部门
责任
岗位
时效
性
控制
文件/
表单
1流程开始。无无无无
21.对首件制作、生产制程及本单
位生产完成后的转序阶段依相关
的标准文件进行检验与记录。
品保
部
制造
部
PQC
FQC
作业
员
班组
长
无无
31.品检人员根据相关的标准及问
题严重程度进行判定,可放行的
继续下一工作,自己无法判定或
需要协助的呈报品管主管判定。
品保
部
PQC
FQC
无无
4 5
生产异常处理时效性及操作流程图(试运行)
流程图
1.品管课长对问题再次确认与判
定,可接收的进行下一作业,不
可接收的要求QC对问题进行统计
、描述,填写相关的异常表单
(对于同一问题连续发生3次以
上,需同时开出《纠正预防措施
报告》)。
2.品管课长根据异常类型进行判
定并电话通知QE工程师及相关的
责任部门人员到现场进行问题分
析与处理。
品保
部
各责
任部
门
品管
课长
QE工
程师
各部
门责
任人
员
问题
处理
人员
从接
到电
话通
知到
到达
现场
时间
时效
《首
件检
查记
录表
》
《PQC
制程
巡检
记录检验
准备
首件
异常
制程
异常
转序
异常
异常
判定
可接收
进行下一作
业
不可接收
异常
判定
可接收
不可接收
手工填写异常
信息表单
析与处理。门
任人时间巡检理单》《纠正预防措
准: 会签区:审核:
定:
相关主题