铜合金国内外牌号对照
各国铜牌号及标准规定对照表
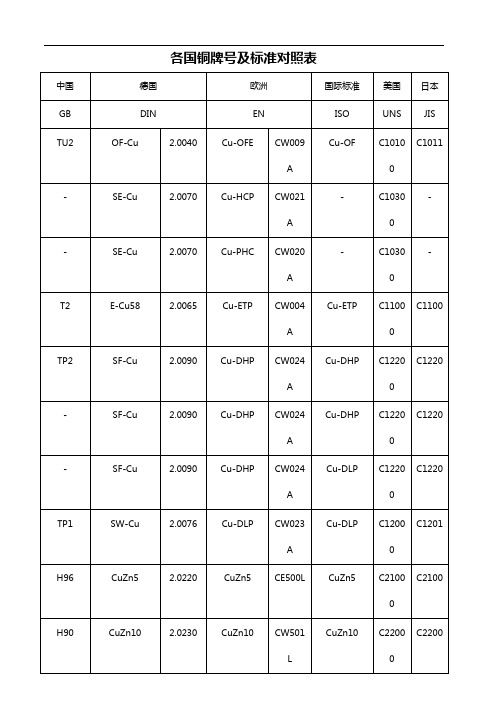
各国铜牌号及标准对照表铜合金牌号对照表一、铅黄铜牌号对照表二、普通黄铜牌号对照表三、紫铜牌号对照表常用铜合金牌号化学成分--中国牌号一、铅黄铜系列二、普通黄铜系列常用铜合金牌号化学成分--日本牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列二、普通黄铜系列常用铜合金牌号化学成分--美国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--英国牌号一、铅黄铜系列二、普通黄铜系列英国标准化学成分对照表标准号:BSG017-1981欧标材质标准(EN12164)化学成份CuZn39Pb2(CW612N)59-60 <0.05 <0.3 <0.3 1.6-2.5 <0.3 其余0.2 8.4CuZn35Pb1 (CW600N) 62.5-64<0.05 <0.1 <0.3 0.9-1.6 <0.1 其余<0.1 8.5CuZn35Pb2 (CW601N) 62-63.5<0.05 <0.1 <0.3 1.6-2.5 <0.1 其余<0.1 8.5CuZn38Pb1(CW607N)60-61 <0.05 <0.2 <0.3 0.8-1.8 <0.2 其余<0.2 8.4CuZn39Pb0.5(CW610N) 59-60.5<0.05 <0.2 <0.3 0.2-0.8 <0.2 其余<0.2 8.4CuZn39Pb1(CW611N)59-60 <0.05 <0.2 <0.3 0.8-1.6 <0.2 其余<0.2 8.4 CuZn36Pb2As(CW602N)61-63 <0.05 <0.1 <0.3 1.7-2.8 <0.1 其余<0.2 8.4 注:CuZn36Pb2As(CW602N) As砷含量:0.02-0.05;Mn含量<0.1。
铜合金管棒型材常见缺陷分析1、过热、过烧:定义:金属在加热或加工过程,由于温度高、时间长岛之组织及晶粒出大现象称为过热,严重过热时晶间决不低熔点组元熔化或晶界弱化现象称为过烧。
【Selected】中国铜牌号及标准与国外对照表.doc
中国铜牌号及标准与国外对照表铜合金牌号对照表一、铅黄铜牌号对照表二、普通黄铜牌号对照表三、紫铜牌号对照表常用铜合金牌号化学成分--中国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--日本牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--美国牌号、铅黄铜系列、普通黄铜系列、紫铜系列常用铜合金牌号化学成分--英国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列英国标准化学成分对照表标准号:BSG017-1981欧标材质标准(EN12164)化学成份注:CuZn36Pb2As(CW602N)As砷含量:0.02-0.05;Mn含量<0.1。
铜合金管棒型材常见缺陷分析1、过热、过烧:定义:金属在加热或加工过程,由于温度高、时间长岛之组织及晶粒出大现象称为过热,严重过热时晶间决不低熔点组元熔化或晶界弱化现象称为过烧。
产生原因:a、加热温度高、时间长或局部长时间处于高温源处;b、热挤压终了温度过高或者在高温区停留时间长;c、合金中存在低熔点组元或低熔点杂质较多。
2、裂纹或开裂:定义:管棒型材表面出现连续或间断不规则裂纹,轻微的称为裂纹,严重的称为开裂。
产生原因:a、铸造锭中存在裂纹、夹杂、缩孔、疏松、冷隔或其他有害杂质或结晶组织、化学成分严重不均匀;b、铸锭中存在较大应力或加工工艺不当产生较大应力;c、挤压速度过快,加工率过大;d、热处理工艺不当,加工或热处理处于材料的脆性温度区。
3、缩尾:定义:缩尾是挤制品尾部的一种特殊缺陷。
在挤压末期,由于金属紊流,铸锭表面的氧化皮,润滑剂等污物往往流入其中,而导致金属之间的分层。
产生原因:a、挤压尾部金属流动紊乱;b、铸锭表面、次表面有缺陷,挤压筒有润滑剂等污染物。
4、鼓泡定义:经挤制、拉制、退货后的产品表面沿着加工方向拉长的条状鼓起,解剖开后为一空腔,这种鼓起称为鼓泡。
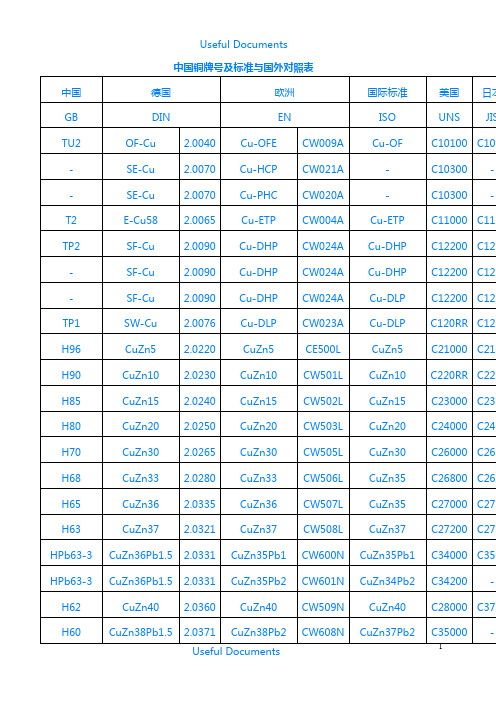
中国铜牌号及标准与国外对照表

页眉内容中国铜牌号及标准与国外对照表铜合金牌号对照表一、铅黄铜牌号对照表常用铜合金牌号化学成分--中国牌号一、铅黄铜系列三、紫铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列常用铜合金牌号化学成分--美国牌号一、铅黄铜系列二、普通黄铜系列二、普通黄铜系列注:CuZn36Pb2As(CW602N)As砷含量:0.02-0.05;Mn含量<0.1。
铜合金管棒型材常见缺陷分析1、过热、过烧:定义:金属在加热或加工过程,由于温度高、时间长岛之组织及晶粒出大现象称为过热,严重过热时晶间决不低熔点组元熔化或晶界弱化现象称为过烧。
产生原因:a、加热温度高、时间长或局部长时间处于高温源处;b、热挤压终了温度过高或者在高温区停留时间长;c、合金中存在低熔点组元或低熔点杂质较多。
2、裂纹或开裂:定义:管棒型材表面出现连续或间断不规则裂纹,轻微的称为裂纹,严重的称为开裂。
产生原因:abcd3、缩尾:定义:产生原因:ab4、鼓泡定义:产生原因:abc5、脱锌定义:产生原因:a、退火温度过高,火焰直接喷到制品表面,使标卖弄锌熔化、挥发或氧化;b、挤压温度太高;c、酸洗时,酸液浓度过高,酸洗时间过长引起表面脱锌;d、在环境介质作用下,发生化学或电化学反应形成脱锌。
6、麻面(俗称麻点、沙眼)定义:管棒型线材表面出现微小的点状凹陷不平的粗糙面称为麻面。
麻面呈局部、周期性或成片分布,个别的称为麻点,严重的称为麻坑。
产生原因:a、退火温度高、时间长导致粒粗大,含锌铜合金退火时严重脱锌;b、过酸洗;c、加工率过小、表面不光滑;d、加工设备或工具表面不光滑,粘异物,接触材料后形成。
7、表面环状痕定义:管棒型线材表面或内壁出现周期性环状凸起成为表面环状痕,俗称竹节。
表面环状痕产生于拉伸、扒皮和矫直工序,环状痕一般较平滑,个别的凸起边部有棱角。
矫直过程中出现沿450方向的特殊环状凸起。
产生原因:a.拉伸环状产生的原因,退火温度不均匀,工艺及润滑不良,酸洗不彻底;b.扒皮环状产生的原因,扒皮模具设计不合理,拉伸速度不合适;或扒皮模具刃口不锋利,排屑阻力大;c.矫直环状产生的原因,辊子角度调整不当或压力过大。
常用铜材牌号对照表
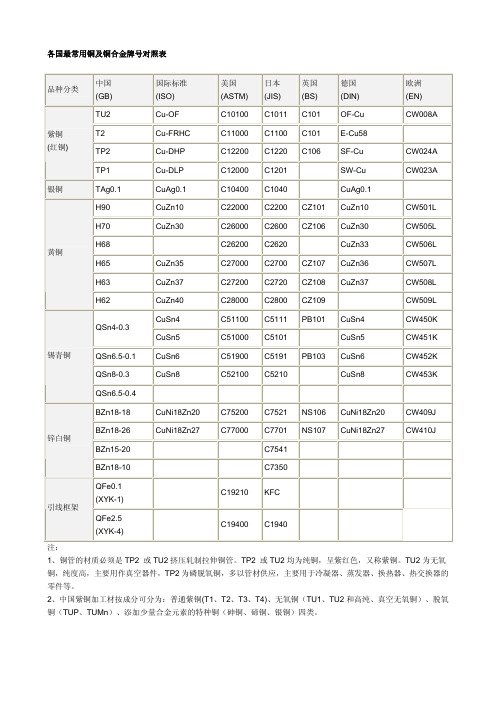
各国最常用铜及铜合金牌号对照表品种分类中国 (GB)国际标准 (ISO)美国 (ASTM)日本 (JIS)英国 (BS)德国 (DIN)欧洲 (EN)TU2 Cu-OF C10100 C1011 C101 OF-Cu CW008AT2 Cu-FRHC C11000 C1100 C101 E-Cu58TP2 Cu-DHP C12200 C1220 C106 SF-Cu CW024A 紫铜 (红铜)TP1 Cu-DLP C12000 C1201 SW-CuCW023A银铜TAg0.1 CuAg0.1 C10400 C1040 CuAg0.1H90 CuZn10 C22000 C2200 CZ101 CuZn10 CW501L H70 CuZn30 C26000 C2600 CZ106 CuZn30 CW505LH68 C26200 C2620 CuZn33 CW506LH65 CuZn35 C27000 C2700 CZ107 CuZn36 CW507L H63 CuZn37 C27200 C2720 CZ108 CuZn37 CW508L 黄铜H62 CuZn40 C28000 C2800 CZ109 CW509L CuSn4 C51100 C5111 PB101 CuSn4 CW450K QSn4-0.3CuSn5 C51000 C5101 CuSn5CW451K QSn6.5-0.1 CuSn6 C51900 C5191 PB103 CuSn6 CW452K QSn8-0.3 CuSn8 C52100 C5210 CuSn8 CW453K 锡青铜QSn6.5-0.4BZn18-18 CuNi18Zn20 C75200 C7521 NS106 CuNi18Zn20 CW409JBZn18-26 CuNi18Zn27 C77000 C7701 NS107 CuNi18Zn27 CW410J BZn15-20 C7541 锌白铜BZn18-10C7350QFe0.1(XYK-1) C19210 KFC引线框架QFe2.5 (XYK-4)C19400 C1940注:1、铜管的材质必须是TP2 或TU2挤压轧制拉伸铜管。
中国铜牌号及标准与国外对照表

中国铜牌号及标准与国外对照表铜合金牌号对照表一、铅黄铜牌号对照表二、普通黄铜牌号对照表三、紫铜牌号对照表常用铜合金牌号化学成分--中国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列一、铅黄铜系列二、普通黄铜系列三、紫铜系列二、普通黄铜系列三、紫铜系列二、普通黄铜系列三、紫铜系列二、普通黄铜系列三、紫铜系列一、铅黄铜系列二、普通黄铜系列三、紫铜系列英国标准化学成分对照表标准号:BSG017-1981欧标材质标准(EN12164)化学成份注:CuZn36Pb2As(CW602N) As砷含量:0.02-0.05;Mn含量<0.1。
铜合金管棒型材常见缺陷分析1、过热、过烧:定义:金属在加热或加工过程,由于温度高、时间长岛之组织及晶粒出大现象称为过热,严重过热时晶间决不低熔点组元熔化或晶界弱化现象称为过烧。
产生原因:a、加热温度高、时间长或局部长时间处于高温源处;b、热挤压终了温度过高或者在高温区停留时间长;c、合金中存在低熔点组元或低熔点杂质较多。
2、裂纹或开裂:定义:管棒型材表面出现连续或间断不规则裂纹,轻微的称为裂纹,严重的称为开裂。
产生原因:a、铸造锭中存在裂纹、夹杂、缩孔、疏松、冷隔或其他有害杂质或结晶组织、化学成分严重不均匀;b、铸锭中存在较大应力或加工工艺不当产生较大应力;c、挤压速度过快,加工率过大;d、热处理工艺不当,加工或热处理处于材料的脆性温度区。
3、缩尾:定义:缩尾是挤制品尾部的一种特殊缺陷。
在挤压末期,由于金属紊流,铸锭表面的氧化皮,润滑剂等污物往往流入其中,而导致金属之间的分层。
产生原因:a、挤压尾部金属流动紊乱;b、铸锭表面、次表面有缺陷,挤压筒有润滑剂等污染物。
4、鼓泡定义:经挤制、拉制、退货后的产品表面沿着加工方向拉长的条状鼓起,解剖开后为一空腔,这种鼓起称为鼓泡。
鼓泡多呈长条形,表面光滑,剖开内部有金属光泽,个别伴生氧化物或其他夹杂。
产生原因:a、铸锭中有气孔、缩孔、夹杂等缺陷,经挤压、拉伸、冷轧后沿加工方向形成分层;b、挤压筒润滑剂过量;c、挤制品缩尾未切除干净,经进一步拉伸后形成分层。
常用铜材牌号对照表
各国最常用铜及铜合金牌号对照表品种分类中国 (GB)国际标准 (ISO)美国 (ASTM)日本 (JIS)英国 (BS)德国 (DIN)欧洲 (EN)TU2 Cu-OF C10100 C1011 C101 OF-Cu CW008AT2 Cu-FRHC C11000 C1100 C101 E-Cu58TP2 Cu-DHP C12200 C1220 C106 SF-Cu CW024A 紫铜 (红铜)TP1 Cu-DLP C12000 C1201 SW-CuCW023A银铜TAg0.1 CuAg0.1 C10400 C1040 CuAg0.1H90 CuZn10 C22000 C2200 CZ101 CuZn10 CW501L H70 CuZn30 C26000 C2600 CZ106 CuZn30 CW505LH68 C26200 C2620 CuZn33 CW506LH65 CuZn35 C27000 C2700 CZ107 CuZn36 CW507L H63 CuZn37 C27200 C2720 CZ108 CuZn37 CW508L 黄铜H62 CuZn40 C28000 C2800 CZ109 CW509L CuSn4 C51100 C5111 PB101 CuSn4 CW450K QSn4-0.3CuSn5 C51000 C5101 CuSn5CW451K QSn6.5-0.1 CuSn6 C51900 C5191 PB103 CuSn6 CW452K QSn8-0.3 CuSn8 C52100 C5210 CuSn8 CW453K 锡青铜QSn6.5-0.4BZn18-18 CuNi18Zn20 C75200 C7521 NS106 CuNi18Zn20 CW409JBZn18-26 CuNi18Zn27 C77000 C7701 NS107 CuNi18Zn27 CW410J BZn15-20 C7541 锌白铜BZn18-10C7350QFe0.1(XYK-1) C19210 KFC引线框架QFe2.5 (XYK-4)C19400 C1940注:1、铜管的材质必须是TP2 或TU2挤压轧制拉伸铜管。
中国铜牌号及标准与外对照表

中国铜牌号及标准与国外对照表铜合金牌号对照表一、铅黄铜牌号对照表二、普通黄铜牌号对照表三、紫铜牌号对照表常用铜合金牌号化学成分--中国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列一、铅黄铜系列二、普通黄铜系列三、紫铜系列二、普通黄铜系列三、紫铜系列二、普通黄铜系列三、紫铜系列二、普通黄铜系列三、紫铜系列一、铅黄铜系列二、普通黄铜系列三、紫铜系列英国标准化学成分对照表标准号:BSG017-1981欧标材质标准(EN12164)化学成份注:CuZn36Pb2As(CW602N) As砷含量:0.02-0.05;Mn含量<0.1。
铜合金管棒型材常见缺陷分析1、过热、过烧:定义:金属在加热或加工过程,由于温度高、时间长岛之组织及晶粒出大现象称为过热,严重过热时晶间决不低熔点组元熔化或晶界弱化现象称为过烧。
产生原因:a、加热温度高、时间长或局部长时间处于高温源处;b、热挤压终了温度过高或者在高温区停留时间长;c、合金中存在低熔点组元或低熔点杂质较多。
2、裂纹或开裂:定义:管棒型材表面出现连续或间断不规则裂纹,轻微的称为裂纹,严重的称为开裂。
产生原因:a、铸造锭中存在裂纹、夹杂、缩孔、疏松、冷隔或其他有害杂质或结晶组织、化学成分严重不均匀;b、铸锭中存在较大应力或加工工艺不当产生较大应力;c、挤压速度过快,加工率过大;d、热处理工艺不当,加工或热处理处于材料的脆性温度区。
3、缩尾:定义:缩尾是挤制品尾部的一种特殊缺陷。
在挤压末期,由于金属紊流,铸锭表面的氧化皮,润滑剂等污物往往流入其中,而导致金属之间的分层。
产生原因:a、挤压尾部金属流动紊乱;b、铸锭表面、次表面有缺陷,挤压筒有润滑剂等污染物。
4、鼓泡定义:经挤制、拉制、退货后的产品表面沿着加工方向拉长的条状鼓起,解剖开后为一空腔,这种鼓起称为鼓泡。
鼓泡多呈长条形,表面光滑,剖开内部有金属光泽,个别伴生氧化物或其他夹杂。
产生原因:a、铸锭中有气孔、缩孔、夹杂等缺陷,经挤压、拉伸、冷轧后沿加工方向形成分层;b、挤压筒润滑剂过量;c、挤制品缩尾未切除干净,经进一步拉伸后形成分层。
国内外铜及铜合金牌号对照表

国内外铜及铜合金牌号对照表相关专题:铜合金教你如何用WORD文档(2012-06-27 192246)转载▼标签:杂谈1. 问:WORD 里边怎样设置每页不同的页眉?如何使不同的章节显示的页眉不同?答:分节,每节可以设置不同的页眉。
文件――页面设置――版式――页眉和页脚――首页不同。
2. 问:请问word 中怎样让每一章用不同的页眉?怎么我现在只能用一个页眉,一改就全部改了?答:在插入分隔符里,选插入分节符,可以选连续的那个,然后下一页改页眉前,按一下“同前”钮,再做的改动就不影响前面的了。
简言之,分节符使得它们独立了。
这个工具栏上的“同前”按钮就显示在工具栏上,不过是图标的形式,把光标移到上面就显示出”同前“两个字来。
3. 问:如何合并两个WORD 文档,不同的页眉需要先写两个文件,然后合并,如何做?答:页眉设置中,选择奇偶页不同与前不同等选项。
4. 问:WORD 编辑页眉设置,如何实现奇偶页不同比如:单页浙江大学学位论文,这一个容易设;双页:(每章标题),这一个有什么技巧啊?答:插入节分隔符,与前节设置相同去掉,再设置奇偶页不同。
5. 问:怎样使WORD 文档只有第一页没有页眉,页脚?答:页面设置-页眉和页脚,选首页不同,然后选中首页页眉中的小箭头,格式-边框和底纹,选择无,这个只要在“视图”――“页眉页脚”,其中的页面设置里,不要整个文档,就可以看到一个“同前”的标志,不选,前后的设置情况就不同了。
6. 问:如何从第三页起设置页眉?答:在第二页末插入分节符,在第三页的页眉格式中去掉同前节,如果第一、二页还有页眉,把它设置成正文就可以了●在新建文档中,菜单―视图―页脚―插入页码―页码格式―起始页码为0,确定;●菜单―文件―页面设置―版式―首页不同,确定;●将光标放到第一页末,菜单―文件―页面设置―版式―首页不同―应用于插入点之后,确定。
第2 步与第三步差别在于第2 步应用于整篇文档,第3 步应用于插入点之后。
中外铜及铜合金标准对照
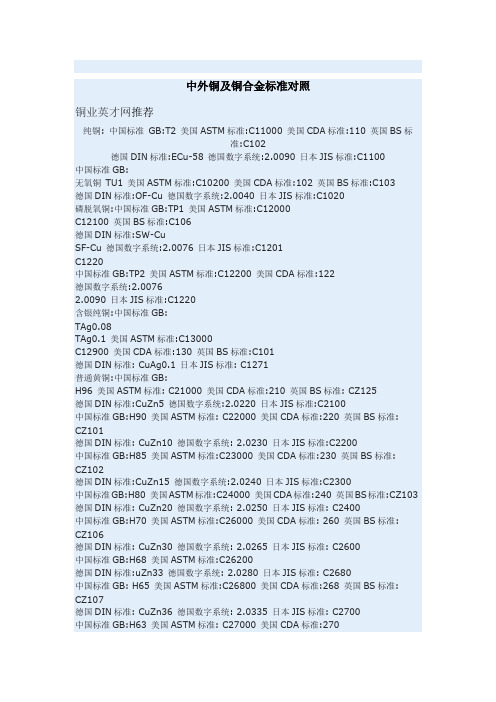
中外铜及铜合金标准对照铜业英才网推荐纯铜: 中国标准GB:T2 美国ASTM标准:C11000 美国CDA标准:110 英国BS标准:C102德国DIN标准:ECu-58 德国数字系统:2.0090 日本JIS标准:C1100中国标准GB:无氧铜TU1 美国ASTM标准:C10200 美国CDA标准:102 英国BS标准:C103德国DIN标准:OF-Cu 德国数字系统:2.0040 日本JIS标准:C1020磷脱氧铜:中国标准GB:TP1 美国ASTM标准:C12000C12100 英国BS标准:C106德国DIN标准:SW-CuSF-Cu 德国数字系统:2.0076 日本JIS标准:C1201C1220中国标准GB:TP2 美国ASTM标准:C12200 美国CDA标准:122德国数字系统:2.00762.0090 日本JIS标准:C1220含银纯铜:中国标准GB:TAg0.08TAg0.1 美国ASTM标准:C13000C12900 美国CDA标准:130 英国BS标准:C101德国DIN标准: CuAg0.1 日本JIS标准: C1271普通黄铜:中国标准GB:H96 美国ASTM标准: C21000 美国CDA标准:210 英国BS标准: CZ125德国DIN标准:CuZn5 德国数字系统:2.0220 日本JIS标准:C2100中国标准GB:H90 美国ASTM标准: C22000 美国CDA标准:220 英国BS标准:CZ101德国DIN标准: CuZn10 德国数字系统: 2.0230 日本JIS标准:C2200中国标准GB:H85 美国ASTM标准:C23000 美国CDA标准:230 英国BS标准:CZ102德国DIN标准:CuZn15 德国数字系统:2.0240 日本JIS标准:C2300中国标准GB:H80 美国ASTM标准:C24000 美国CDA标准:240 英国BS标准:CZ103 德国DIN标准: CuZn20 德国数字系统: 2.0250 日本JIS标准: C2400中国标准GB:H70 美国ASTM标准:C26000 美国CDA标准: 260 英国BS标准:CZ106德国DIN标准: CuZn30 德国数字系统: 2.0265 日本JIS标准: C2600中国标准GB:H68 美国ASTM标准:C26200德国DIN标准:uZn33 德国数字系统: 2.0280 日本JIS标准: C2680中国标准GB: H65 美国ASTM标准:C26800 美国CDA标准:268 英国BS标准:CZ107德国DIN标准: CuZn36 德国数字系统: 2.0335 日本JIS标准: C2700中国标准GB:H63 美国ASTM标准: C27000 美国CDA标准:270CZ108德国DIN标准: CuZn37 德国数字系统: 2.0321 日本JIS标准: C2720中国标准GB: H60 美国ASTM标准: C27200C28000 美国CDA标准:280 英国BS标准: CZ109德国DIN标准:CuZn40 德国数字系统:2.0360 日本JIS标准: C2800C2801铅黄铜:中国标准GB: HPb63-3 美国ASTM标准: C34500C34700 美国CDA标准: 315347 英国BS标准: CZ119 CZ124德国DIN标准: CuZn36Pb1.5CuZn36Pb3 德国数字系统: 2.0331 日本JIS标准:C3560中国标准GB: HPb63-0.1 美国ASTM标准: C34900德国DIN标准:CuZn37Pb0.5德国数字系统: 2.0332中国标准GB:HPb60-2 美国ASTM标准: C36000 英国BS标准: CZ120日本JIS标准: C3713 C3604中国标准GB:HPb59-2 美国ASTM标准: C35300德国DIN标准:CuZn39Pb2 英国BS标准: C3771中国标准GB: HPb59-1 美国ASTM标准: C37800 英国BS标准: CZ122德国DIN标准:CuZn39Pb3 德国数字系统: 2.0380 日本JIS标准: C3710中国标准GB: HPb58-2.5 美国ASTM标准: C38000 英国BS标准: CZ121德国数字系统:2.0401 日本JIS标准: C3603铝黄铜:中国标准GB: HAl77-2 美国ASTM标准: C68700 美国CDA标准:687 英国BS 标准: CZ110德国DIN标准: CuZn22Al德国数字系统: 2.0460 日本JIS标准: C6870中国标准GB:HAi66-6-3-2美国CDA标准: 670 日本JIS标准: C6872中国标准GB: HAi60-1-1 美国ASTM标准:C67000 美国CDA标准: 678德国DIN标准:CuZn37Al 德国数字系统: 2.0510 日本JIS标准: C6782中国标准GB: HAl59-3-2 美国ASTM标准:C67800德国DIN标准: CuZn35Ni 德国数字系统: 2.0540硅黄铜:中国标准GB:HSi80-3 美国ASTM标准: C69400锰黄铜:中国标准GB: HMn58-2 美国ASTM标准: C67400德国DIN标准: CuZn40Mn 德国数字系统: 2.0572中国标准GB: HMn57-3-1德国DIN标准: CuZn35Ni 德国数字系统: 2.0540铁黄铜:中国标准GB:HFE59-1-1 美国ASTM标准: C67820德国DIN标准:CuZn39Sn 德国数字系统:2.0530 日本JIS标准: C6782锡青铜中国标准GB: QSn4-4-4 美国ASTM标准: C54400 美国CDA标准:544日本JIS标准: C5441中国标准GB:QSn6.5-0.1美国CDA标准: 519 英国BS标准: PB100中国标准GB: QSn7-0.2 美国ASTM标准: C52100 美国CDA标准: 521 英国BS标准:PB104德国DIN标准: CuSn8 德国数字系统: 2.1030 日本JIS标准: C5212标准: PB101德国DIN标准: CuSn2 德国数字系统:2.1010 日本JIS标准:C5212C5101铝青铜:中国标准GB:QAl5 美国ASTM标准:C60600 英国BS标准: CA101德国DIN标准: CuAl5 德国数字系统: 2.0916中国标准GB: QAl7 美国ASTM标准: C60800 英国BS标准: CA102德国DIN标准:CuAl8 德国数字系统: 2.0920中国标准GB: QAl9-2 美国ASTM标准:C61000德国DIN标准: CuAl9Mn 德国数字系统: 2.0960中国标准GB: QAl9-4 英国BS标准: CA103德国DIN标准: CuAl8Fe 德国数字系统: 2.0930中国标准GB:QAl10-3-1.5美国ASTM标准: C61900 英国BS标准: CA106德国DIN标准: CuAl10Fe德国数字系统: 2.0936 日本JIS标准:C6161中国标准GB:QAl10-4-4 美国ASTM标准: C63000C63200 美国CDA标准: 630 英国BS标准: CA104 CA105德国DIN标准:CuAl10Ni 德国数字系统: 2.0966 日本JIS标准: C6301硅青铜:中国标准GB: QSi1-3 美国ASTM标准:C64700 英国BS标准: DTD 498德国DIN标准: CuNi2SiCuNi3Si 德国数字系统:2.0855 2.0857中国标准GB:QSi3-1 美国ASTM标准: C65500 C65800 英国BS标准: CS101德国DIN标准: CuSi3Mn 德国数字系统: 2.1525铬青铜:中国标准GB:QCr0.5 美国ASTM标准: C18100C18200C18400 美国CDA标准: 185 英国BS标准: CC101德国DIN标准: CuCr 德国数字系统: 2.1291铬锆铜中国标准GB:QCr0.5-0.1美国ASTM标准: C18150白铜.中国标准GB:BFe10-1-1.美国ASTM标准: C70600.中国标准GB:BFe30-1-1.美国ASTM标准:C71500.。
【Selected】中国铜牌号及标准与国外对照表.doc
中国铜牌号及标准与国外对照表铜合金牌号对照表一、铅黄铜牌号对照表二、普通黄铜牌号对照表三、紫铜牌号对照表常用铜合金牌号化学成分--中国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--日本牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--德国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列常用铜合金牌号化学成分--美国牌号、铅黄铜系列、普通黄铜系列、紫铜系列常用铜合金牌号化学成分--英国牌号一、铅黄铜系列二、普通黄铜系列三、紫铜系列英国标准化学成分对照表标准号:BSG017-1981欧标材质标准(EN12164)化学成份注:CuZn36Pb2As(CW602N)As砷含量:0.02-0.05;Mn含量<0.1。
铜合金管棒型材常见缺陷分析1、过热、过烧:定义:金属在加热或加工过程,由于温度高、时间长岛之组织及晶粒出大现象称为过热,严重过热时晶间决不低熔点组元熔化或晶界弱化现象称为过烧。
产生原因:a、加热温度高、时间长或局部长时间处于高温源处;b、热挤压终了温度过高或者在高温区停留时间长;c、合金中存在低熔点组元或低熔点杂质较多。
2、裂纹或开裂:定义:管棒型材表面出现连续或间断不规则裂纹,轻微的称为裂纹,严重的称为开裂。
产生原因:a、铸造锭中存在裂纹、夹杂、缩孔、疏松、冷隔或其他有害杂质或结晶组织、化学成分严重不均匀;b、铸锭中存在较大应力或加工工艺不当产生较大应力;c、挤压速度过快,加工率过大;d、热处理工艺不当,加工或热处理处于材料的脆性温度区。
3、缩尾:定义:缩尾是挤制品尾部的一种特殊缺陷。
在挤压末期,由于金属紊流,铸锭表面的氧化皮,润滑剂等污物往往流入其中,而导致金属之间的分层。
产生原因:a、挤压尾部金属流动紊乱;b、铸锭表面、次表面有缺陷,挤压筒有润滑剂等污染物。
4、鼓泡定义:经挤制、拉制、退货后的产品表面沿着加工方向拉长的条状鼓起,解剖开后为一空腔,这种鼓起称为鼓泡。