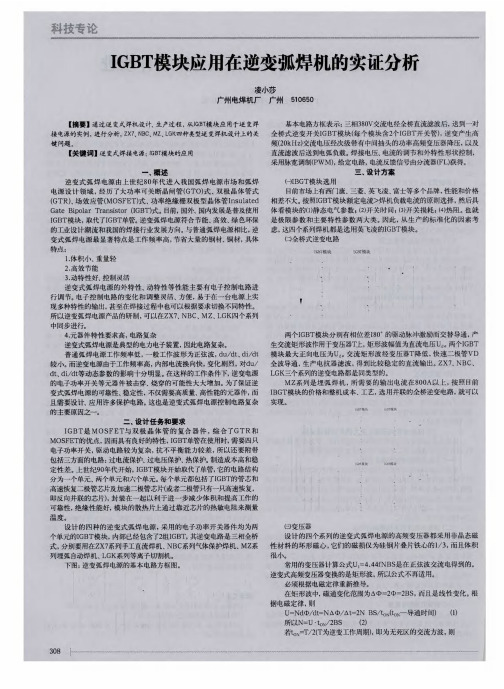
大功率IGBT高频逆变电焊机的研究
IGBT模块应用在逆变弧焊机的实证分析
U=4 f NB S ( 3 )
根据该 公式 , 设计时 根据 每个系列不同输 出电流 、 电压选择 铁心的 截面积和线 圈匝数 。 另外 , 必须考虑集 肤效应 问题 。 由于变压 器是在高频状 态下工作 , 随 着 电流 频率的提 高, 集 肤效应使 穿过导线的 穿透 深度不 同, 导致 电阻 增大, 电感 减 小 , 所以 不能 像普 通焊 接变 压 器那样 使用 截面 积大 的导 线, 必须 选定 多股 漆包 线 、 带 状或 绞合导线 绕制线 圈。 设计 四个系列的 高频 变压器的方案 是: 根 据具体 的焊接 电流 大小 、 允许温 升的条件下选 择相应 的环形磁 心和多股 漆包线 , 使焊机 总的结构 紧凑合理 牢靠。 ㈣输入输 出电路 ( 1 ) 输入 整流 滤波 电路 采用 三 相式 直流 模块 , 由于 输入 电压 较 高 , 选 用 直 流 模 块 耐 压
㈤P WM控 制
箱壳 设计
逆变 电源 中采用P W M( p u l s e wi d t h mo d i f y ) 控制 , 即脉冲宽度控
冲裁
制 方式 一 定 频率 调脉 宽, 其 控 制方 式是 : 在 频率 不 变的条 件下, 调节脉 冲 宽度来调节逆变器的输 出能量 。 采 用P w M集成 芯片代替 分立 元件 , 减 少了元 器件 数个联结 点 , 提 高 了电路的可靠性 。 四个系列都采用S G 3 5 2 5 集 成芯片作P WM控 制。
( 3 ) 输 出整流滤波电路 采 用快恢 复二极管 完成 输 出整 流, 采用 电感 L 作为滤 波 器, 以保证
外购件采购
一 检钡 9
整 机 设 计
电路设计
羹 馨 珈工一
一 总装、检验
高频电焊机
高频电焊机简介高频电焊机是一种常见的焊接设备,广泛应用于金属加工行业。
它通过高频发生器将输入电源的交流电转换为高频电流,并通过变压器将高频电流升压至焊接所需的电压。
高频电焊机具有高效、稳定、精确的特点,适用于各种金属焊接,包括钢铁、铜、铝等材料。
原理高频电焊机的工作原理基于变压器和高频发生器的组合。
首先,高频发生器将输入电源的交流电转换为高频电流,一般频率在20kHz至400kHz之间。
接下来,高频电流通过变压器进行升压处理,将电压升至焊接所需的水平。
最后,通过电极将高频电流传递到工件上进行焊接。
高频发生器通常由振荡线圈和电容器组成。
振荡线圈产生高频电磁场,将输入电源的交流电转换为高频电流。
电容器用于控制输出电流的稳定性和波形。
变压器由高频发生器提供的高频电流驱动,将电压升至焊接所需的水平。
高频电焊机具有以下优点:1.高效性:高频电焊机通过高频电流的升压处理,能够快速、高效地完成焊接任务。
相比于传统焊接设备,高频电焊机的焊接速度更快。
2.稳定性:高频电焊机能够稳定地输出所需的电压和电流。
这种稳定性有助于确保焊接质量的一致性,提高焊接的可靠性和耐久性。
3.精确性:高频电焊机具有精确的电压和电流控制能力。
操作人员可以根据具体需求进行调整,以实现更精确的焊接。
4.适应性:高频电焊机适用于多种金属焊接,包括钢铁、铜、铝等材料。
它可以满足不同焊接需求的要求。
5.节能环保:高频电焊机采用更高效的电能转换技术,能够在较低的能耗下完成焊接任务。
同时,它也减少了焊接过程中的废气和废水排放,对环境友好。
高频电焊机在许多领域都有广泛的应用,包括:•建筑行业:高频电焊机可用于焊接建筑结构的金属构件,如钢梁、钢柱等。
它可以提供高强度的焊接连接,确保建筑结构的稳定性和安全性。
•汽车制造业:高频电焊机可以用于汽车制造中的焊接工艺,如车身、底盘的焊接。
它能够提供高质量的焊接接头,确保车辆的结构强度和安全性。
•航空航天行业:高频电焊机可用于航空航天行业中的金属焊接,如航空发动机零部件的焊接。
IGBT逆变电焊机工作原理及输出特性
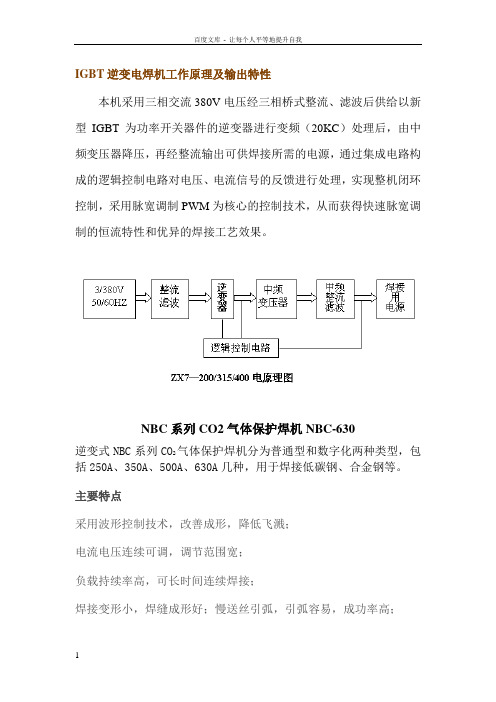
IGBT逆变电焊机工作原理及输出特性本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
NBC系列CO2气体保护焊机NBC-630逆变式NBC系列CO2气体保护焊机分为普通型和数字化两种类型,包括250A、350A、500A、630A几种,用于焊接低碳钢、合金钢等。
主要特点采用波形控制技术,改善成形,降低飞溅;电流电压连续可调,调节范围宽;负载持续率高,可长时间连续焊接;焊接变形小,焊缝成形好;慢送丝引弧,引弧容易,成功率高;收弧时具有消球功能;焊接熔敷率高;软开关变换,整机效率高;无源功率因数校正技术,功率因数高;高频逆变,体积小,重量轻;数显表头,焊接参数可精确预置;适用实芯/药芯焊丝;提供常规电流值、电压值匹配方案,方便操作人员调节;X型机具有下降特性,兼具手弧焊、碳弧气刨功能;z型机具有下降特性,兼具手弧焊、碳弧气刨功能,且电弧稳定性强,特别适用于全位置自动焊接(此焊机需另配全自动焊送丝、行走控制系统)。
慢送丝引弧,引弧容易,成功率高;收弧时具有消球功能;焊接熔敷率高;软开关变换,整机效率高;无源功率因数校正技术,产品名称普通车床产品型号CA6140A产品规格Φ400×2000相关配件加入收藏产品描述本系列车床适用于车削内外圆柱面,内锥面及其它旋转面。
车削各种公制、英制、模数和径节螺纹,并能进行钻孔和拉油槽等工作。
结构特点:系列产品,以“A”型为基型,派生出几种变形产品。
B型:主轴孔径80mm,C型:主轴孔径104mm。
F型:液压仿形。
M型:精密型。
刀架转盘回转角度- ±90°刀杆截面尺寸(四方刀架刀杆截面)mm 25×25主轴中心线至刀具支承面距离mm 26床尾主轴直径(尾座套筒直径)mm 75床尾主轴孔锥度(尾座套筒锥孔锥度)- 莫氏圆锥5号床尾主轴最大行程mm 150机床丝杠螺距mm 12加工公制螺纹范围及种数mm 44种;1-192加工英制螺纹范围及种数牙/寸(tpi)21种;2-24加工模数螺纹范围及种数mm 39种;加工径节螺纹范围及种数DP 37种;1-96床身导轨宽度(导轨跨度) mm 400床身导轨硬度RC RC52主电机功率kW机床净重kg 2570机床毛重kg 3410机床轮廓尺寸(长×宽×高)mm 3668×1000×1267 机床包装尺寸(长×宽×高)mm 3850×1520×2010 加工精度- IT7表面光洁度μm产品名称普通车床。
高频逆变电焊机原理
高频逆变电焊机原理
高频逆变电焊机是一种采用高频逆变技术的电焊设备,其工作原理如下:
1. 输入电源:高频逆变电焊机通常使用交流电源作为输入电源。
输入电源的电压和频率会根据具体的设备要求而变化。
2. 变压器:输入电源经过一个变压器来调整电压和电流的大小。
变压器可以将输入电压变压到适合电焊的工作电压。
3. 桥式整流器:变压器输出的电压经过一个桥式整流器,将交流电转换为直流电。
桥式整流器通常由四个电子器件(二极管或晶体管)组成。
4. 逆变器:直流电通过一个逆变器进行逆变,将直流电转换为高频交流电。
逆变器通常由功率晶体管或IGBT(绝缘栅双极
晶体管)组成。
5. 输出变压器:高频交流电通过一个输出变压器,将电压调整到适合电焊的工作电压。
输出变压器还可以通过调整来控制电焊的电流大小。
6. 电焊枪和电焊材料:通过电焊枪将电流传输到电焊材料上,形成电弧来进行焊接。
总的来说,高频逆变电焊机的工作原理是将输入的交流电通过变压器和整流器转换为直流电,然后经过逆变器转换为高频交
流电,最后通过输出变压器将电压调整到适合电焊的工作电压。
通过电焊枪将电流传输到电焊材料上,形成电弧进行焊接。
大功率高频软开关逆变焊机概述

大功率高频软开关逆变焊机概述1 引言逆变焊机技术经历了近十年的发展,逐步替代了落后的工频晶闸管整流技术而进入了高频变换时代。
在高频变换技术进程中又走过了它的初级阶段即硬开关PWM阶段,于近年进入了它的第二阶段,即软开关PWM阶段。
硬开关PWM变换器的拓扑结构简单,技术成熟,适合批量生产。
其主要芯片如TL494、UC3525等都比较稳定可靠,这都是目前逆变焊机硬开关PWM功率变换器仍得以广泛应用的主要原因。
所谓硬开关PWM(脉冲宽度调制),是指在功率变换过程中电子开关在开通和关断的瞬间处于大电流或高电压的工作条件,所以它的工件可靠性差、效率低、电磁干扰极为严重,因此,硬开关PWM 技术已经显得不能适应电子时代的要求。
社会发展的要求,迫使电源技术于近几年进入了它的第二阶段即软开关PWM阶段。
所谓软开关技术,是指在功率变换技术中,就是在主开关器件关断和导通的瞬间,实现其两端电压或电流为零的技术。
也就是术语中常说的ZVS(零压开关)和ZCS(零流开关)开关技术。
软开关PWM功率变换器技术是相对于硬开关PWM技术的一次革命性发展,它确实在相当程度上改善了电源产品可靠性、效率、电磁干扰(EMI)三大基本性能。
现在国内同行开发的大功率开关电源中大部分采用的是硬开关PWM控制方式,只有少量采用软开关PWM,其软开关PWM大都采用的是移相控制方式,采用芯片如UC3875、UC3879、UCC3895等,采用移相控制技术使功率器件的开关应力减少、开关损耗降低、从而提高了整机效率。
然而、这种软开关亦存在诸多不足和遗憾,如:①这种中、大功率移相控制软开关方式实现软开关并不是全范围的。
②由于存在环流,开关管的导通损耗大,轻载时效率较低,特别是在占空比较小时,损耗更严重。
③输出整流二极管存在寄生振荡。
④为了实现滞后桥臂的ZVS,必须在电路中串联电感,这就导致占空比丢失降低输出能力,增大了原边电流定额。
且移相控制本身还有一个难以克服的缺点,即死区时间不好调整。
IGBT系列焊机工作原理
IGBT系列焊机工作原理IGBT(Insulated Gate Bipolar Transistor)系列焊机是一种电力电子元件,可以在高电压和高电流的条件下进行开关操作。
它结合了金属氧化物半导体场效应管(MOSFET)和双极晶体管(Bipolar Transistor)的优点,具有高输入阻抗、低输出阻抗、低开通电流和低饱和电压的特点。
IGBT系列焊机广泛应用于工业制造、电力系统和交通运输等领域。
在运行过程中,当输入信号与控制信号匹配时,IGBT芯片的通道会打开,高电压和高电流可以通过IGBT芯片。
与此同时,当输入信号和控制信号不匹配时,IGBT芯片的通道会关闭,最小电流只能流过。
IGBT芯片的主要功能是控制电流的流动和电压的变化。
当控制信号为高电平时,IGBT芯片的通道将打开,电流可以流过。
当控制信号为低电平时,IGBT芯片的通道将关闭,电流流动被阻断。
门极驱动电路的作用是将控制信号转换为能够控制IGBT芯片的驱动信号。
它可以提供足够的电压和电流来打开和关闭IGBT芯片的通道。
同时,门极驱动电路还负责保护IGBT芯片免受过电压和过电流的损害,以确保焊机的稳定运行。
电源电路为焊机提供电源能量,使得焊机能够正常工作。
电源电路将来自电网的变压器产生的低压交流电转换为高压直流电,以满足焊接过程中的能量需求。
控制电路是焊机的核心部分,负责生成控制信号并控制整个焊机的工作过程。
它可以根据焊接材料和焊接需求的不同,调整电流和电压的大小,以实现焊接过程中的自动控制和调节。
总之,IGBT系列焊机通过IGBT芯片、门极驱动电路、电源电路和控制电路的协同工作,实现对电流和电压的精确控制和调节,确保焊机稳定、高效地运行。
它具有体积小、重量轻、能耗低、效率高、可靠性强等优点,被广泛应用于各个行业的焊接工程中。
IGBT在电焊机中的应用

IGBT在电焊机中的应用
IGBT的应用特点- 硬开关、软开关
•硬开关开通过程
•硬开关关断过程
•软开关开通过程
•软开关关断过程
• 从图中可以看出,在硬开关时,IGBT开关时电流与电压有交点,
IGBT损耗交大,软开关时,IGBT的电流与电压没有交点,损耗为零。
• 零电流(ZCS):指IGBT开关时电流为零。
并联二极管Vf(V)
1.8V
1.65V
RT4反并联二极管通态性能更好
•结论:用RT4代替DN2只需更改驱动电路,替代容易!
PPT文档演模板
IGBT在电焊机中的应用
•RT4模块-与INFINEON DN2系列模块的比
较
75A的RT4和DN2模块的性能比较(如无特殊FF75R12RT4
1200V。
•电流:
• 500A焊机在满负荷工作条件下,输出滤波电感的电流的平均值为 500A,主变压器变比K=513V/70V=7.3。
• 变压器原边平均电流为500A/7.3=68.5A,在选用耗散功率足够 的散热器和良好的风道设计的条件,选在 IGBT 的IC=100A。
PPT文档演模板
IGBT在电焊机中的应用
PPT文档演模板
IGBT在电焊机中的应用
•17
•主要参数选择-推荐表
焊机规格 315A 400A 500A 630A
软开关 硬开关 软开关 硬开关 软开关 硬开关 软开关 硬开关
裕能达推荐表
全桥电路 FF50R12RT4 F4-50R12MS4/ F4-50R12KS4 FF75R12RT4 F4-75R12MS4/ F4-75R12KS4 FF100R12RT4 FF100R12KS4/FF150R12RT4 FF150R12RT4 FF150R12KS4
IGBT模块在弧焊逆变电源中的原理和应用

IGBT模块在弧焊逆变电源中的原理和应用IGBT模块在弧焊逆变电源中的原理和应用作者:微叶科技时间:2015-05-29 10:20在焊接设备中,按焊接热源原理的不同,电焊机可分为电弧焊机和电阻焊机两种基本类型。
电弧焊机是利用电弧产生的热量,在金属结合处将金属熔化而实现焊接的。
电阻焊机是有强电流通过金属结合处,利用接触电阻产生热量将金属速熔,并加压而实现焊接的。
本章仅介绍电弧焊机中的直流弧焊逆变焊机(也称为弧焊逆变电源)。
弧焊逆变电源采用的开关功率器件有SCR、GTR、MOSFET和IGBT 等,表 1给出了SCR、GTR、MOSFET和IGBT弧焊逆变电源性能的比较。
从表 1可以看出,IGBT弧焊逆变电源在性能上具有较大的优势。
表1 SCR、GTR、MOSFET和IGBT弧焊逆变电源性能的比较一焊接电弧的电特性1.焊接电弧的电特性1)焊接电弧的静特性在电弧长度L 稳定的情况下,电弧电压Ud与电弧电流Id之间的关系,即Dd=f(Id)。
称为焊接电弧的静特性,如图 1所示。
图 1中的焊接电弧的静特性曲线可分为三个区域:I区一一在电弧电流较小时,电弧电压随电弧电流的增加而下降,电弧静特性呈下降特性。
由于下降段电弧燃烧不稳定,一般不在下降段进行焊接。
II区一一随着电弧电流的继续增加,电弧电压基本不变,电弧静特性为平特性。
焊条电弧焊、埋弧焊、等离子弧焊等多数焊接方法工作于平段。
III区——当弧焊电流较大时,电弧电压随电弧电流的增加而上升,电弧静特性为上升特性。
少数焊接方法,如熔化极气体保护焊、水下焊接等工作在上升段。
在电弧长度不同时,电弧电压随电弧长度的增加而上升,如图1所示(L2>L1)。
所以,在电源电压恒定的情况下,电弧长度的过分增加会导致断弧。
2)弧焊电源的外特性在弧焊机规定运行范围内,弧焊电源的输出电压的稳态值UDO与输出电流的稳态值IDO之间的关系,即UDO=f(IDO),,称为弧焊电源的外特性。
IGBT在逆变焊机、UPS等应用中的技术问题分析

IGBT在逆变焊机、UPS等应用中的技术问题分析责任编辑:editor006 | 2014-11-20 17:07:53 本文摘自:胡少伟0 前言IGBT (Insulated Gate Bipolar Transistor)全称为绝缘栅双极晶体管,作为电力电子转换主要开关器件,其性能优劣将直接影响整机整体表现。
随着国内工艺水平和设计能力的提升,国产IGBT开始在一些领域得到规模应用。
江苏中科君芯科技有限公司(以下简称中科君芯) 作为国内IGBT行业的领军企业,一直致力于IGBT芯片的自主研发和生产,是目前国内真正实现国产IGBT芯片自主研发和规模化量产的企业。
本文主要对中科君芯IGBT在工业类(逆变焊机及UPS)的性能表现进行介绍并加入国外主流器件进行对比测试,文章最后对中科君芯的高压器件的性能进行简要的介绍。
1 逆变焊机1.1 焊机电路拓扑工业用焊接电源电路拓扑有半桥和全桥(图1,图2)两种结构,相对于半桥结构全桥电路输出功率能力更强,半桥拓扑多用于焊机输出电流<280A的机型中,而全桥拓扑多用于焊机电流>315A的焊接电源中。
1.2 IGBT芯片技术中科君芯IGBT芯片技术历经穿通型(PT) IGBT与非穿通(NPT)型IGBT(图3 a与b),过渡到目前国际最新的技术(图3 c)。
针对焊机产品的1200V系列正是采用了这一最新技术。
相对于PT和NPT,最新技术的特点为正面采用沟栅结构可进一步减小正向导通时饱和压降值,同时背面采用场技术进一步优化器件的开关性能,在提高性能同时可使芯片做的更薄,这种结构特性对高压器件来说是重要的。
1.3 1200V系列器件参数比对焊机领域开关频率一般>=20KH*********,为适应这一频率要求,特别针对开关特性和饱和压降进行折中优化,保证降低开关损耗的前提下导通压降值不能有显著增加。
因变压器漏感及引线电感的存在,当IGBT关断时,在杂散电感上形成电压尖峰,针对这一特点,在设计IGBT耐压时进行优化处理(标称1200V器件的实际耐压值达到1400V左右)。
大功率全桥式IGBT逆变焊机及其控制

大功率全桥式IGBT逆变焊机及其控制
刘铂金;刘玉池
【期刊名称】《北京航空航天大学学报》
【年(卷),期】1996(022)006
【摘要】本文对全桥式逆变焊机设计中的一些问题进行了分析讨论,成功地研制出一台500A多输出特性弧焊机,并对其结构、工作原理及控制系统2作了较详细的介绍。
【总页数】4页(P748-751)
【作者】刘铂金;刘玉池
【作者单位】北京航空航天大学;北京航空航天大学
【正文语种】中文
【中图分类】TG434.4
【相关文献】
1.长沙矿山研究院电焊机厂成功研制数字控制多功能IGBT逆变焊机 [J], 屈丰
2.基于IGBT全桥式逆变焊机主电路的设计与仿真 [J], 尹路;易吉良;张宝
3.单片机控制的IGBT逆变焊机的研究 [J], 马廷卫;赖喜德;马廷星;唐大勇;姜雪辉
4.IGBT逆变埋弧焊机控制系统设计 [J], 李春旭;杜丽敏;李鹤岐;尤志春
5.基于PIC单片机控制的IGBT逆变焊机的研究 [J], 范建中
因版权原因,仅展示原文概要,查看原文内容请购买。
2023年逆变式焊机行业市场研究报告

2023年逆变式焊机行业市场研究报告逆变式焊机是一种新型的焊接设备,相对于传统的焊机具有更高的能效和更稳定的焊接质量。
逆变式焊机行业市场正在迅速发展,并且呈现出以下几个特点。
首先,逆变式焊机具有更高的能效。
相对于传统的焊机,逆变式焊机采用了逆变技术,能够将输入电能高效转化为焊接所需的电能,减少了能量的损失,提高了能效。
这对于焊接行业来说非常重要,可以降低生产成本,提高企业的竞争力。
其次,逆变式焊机具有更稳定的焊接质量。
传统的焊机往往受电网电压浮动的影响,焊接质量容易受到影响。
而逆变式焊机采用了先进的电子技术,能够自动调节电压和电流,保证焊接的稳定性和一致性。
这对于焊接质量的提高尤为关键,可以保证焊接接头的稳定性和可靠性。
再次,逆变式焊机的市场需求正在快速增长。
随着各个行业的发展,对于焊接设备的需求也在日益增长。
逆变式焊机由于其能效和焊接质量的优势,受到了市场的青睐。
特别是在新能源、汽车制造等领域,逆变式焊机的需求更加旺盛。
预计未来几年,逆变式焊机的市场规模将会持续增长。
最后,逆变式焊机行业竞争激烈。
随着市场需求的增加,逆变式焊机制造商纷纷加大了对于研发和生产的投入。
在国内市场,已经有一批具有自主知识产权的逆变式焊机制造商崭露头角,并且占据了一定的市场份额。
同时,国际市场也存在一些知名的逆变式焊机品牌,它们在技术和品质方面具有明显的优势。
因此,逆变式焊机行业竞争激烈,企业要想在市场中立足,必须不断创新,提高产品的性能和品质。
总之,逆变式焊机行业市场正处于快速发展的阶段,具有更高的能效和更稳定的焊接质量等优势。
预计未来几年,逆变式焊机市场规模将会持续增长,并且竞争将会更加激烈。
只有不断创新,提高产品的性能和品质,企业才能在市场中取得优势,获得更大的市场份额。
igbt电焊机原理
igbt电焊机原理
IGBT电焊机原理是通过使用绝缘栅双极晶体管(IGBT)作为功率开关器件来实现电弧焊接的过程。
IGBT是一种功能强大
的半导体器件,结合了MOSFET和双极晶体管(BJT)的优点,能够提供高电压、高电流和快速开关速度。
IGBT电焊机的工作原理可以分为三个主要的阶段:起弧、焊
接和熄弧。
在起弧阶段,电焊机通过提供足够的电压和电流来点燃电弧。
在这个阶段,控制电路会将低电压高频信号转换成高电压、高频率的信号,并通过高压发生器将其提供给电极,使电弧形成。
同时,IGBT作为功率开关器件,将电流传递给电弧,并保持
电焊机的工作状态。
在焊接阶段,通过加大电压和电流来提供所需的焊接功率。
控制电路会根据焊接需要调整输出电流和电压,以确保焊接质量。
IGBT作为高功率开关器件,能够在不同的电压和电流条件下
准确地控制焊接过程,使焊接效果达到最佳状态。
在熄弧阶段,电焊机会在焊接完成后断开电弧。
控制电路会减小输出电流和电压,并逐渐减小至零。
IGBT作为功率开关器件,能够迅速关闭电焊机的电路,实现熄灭电弧的目的。
总体上,IGBT电焊机利用IGBT作为功率开关器件,通过控
制电路提供合适的电压和电流来实现电焊过程。
这种原理使得电焊机具有高效、稳定和可靠的性能,适用于各种焊接应用。
IGBT模块应用在逆变弧焊机的实证分析
IGBT模块应用在逆变弧焊机的实证分析【摘要】通过逆变式焊机设计、生产过程,从IGBT模块应用于逆变焊接电源的实例,进行分析,ZX7、NBC、MZ、LGK四种类型逆变焊机设计上的关键问题。
【关键词】逆变式焊接电源;IGBT模块的应用一、概述逆变式弧焊电源由上世纪80年代进入我国弧焊电源市场和弧焊电源设计领域,经历了大功率可关断晶闸管(GTO)式、双极晶体管式(GTR)、场效应管(MOSFET)式、功率绝缘栅双极型晶体管Insulated Gate Bipolar Transistor (IGBT)式。
目前,国外、国内发展是普及使用IGBT模块,取代了IGBT单管。
逆变弧焊电源符合节能、高效、绿色环保的工业设计潮流和我国的焊接行业发展方向。
与普通弧焊电源相比,逆变式弧焊电源最显著特点是工作频率高,节省大量的钢材、铜材,具体特点:1.体积小、重量轻2.高效节能3.动特性好、控制灵活逆变式弧焊电源的外特性、动特性等性能主要有电子控制电路进行调节。
电子控制电路的变化和调整灵活、方便,易于在一台电源上实现多种特性的输出,甚至在焊接过程中也可以根据要求切换不同特性。
所以逆变弧焊电源产品的研制,可以在ZX7、NBC、MZ、LGK四个系列中同步进行。
4.元器件特性要求高,电路复杂逆变式弧焊电源是典型的电力电子装置,因此电路复杂。
普通弧焊电源工作频率低,一般工作波形为正弦波,du/dt、di/dt较小。
而逆变电源由于工作频率高,内部电流换向快,变化剧烈,对du/dt、di/dt等动态参数的影响十分明显。
在这样的工作条件下,逆变电源的电子功率开关等元器件被击穿、烧穿的可能性大大增加。
为了保证逆变式弧焊电源的可靠性、稳定性,不仅需要高质量、高性能的元器件,而且需要设计、应用许多保护电路。
这也是逆变式弧焊电源控制电路复杂的主要原因之一。
二、设计任务和要求IGBT是MOSFET与双极晶体管的复合器件,综合了GTR和MOSFET的优点,因而具有良好的特性,IGBT单管在使用时,需要四只电子功率开关,驱动电路较为复杂,抗不平衡能力较差,所以还要附带包括三方面的电路:过电流保护、过电压保护、热保护。
大功率IGBT高频逆变电焊机的研究_屈稳太

文章编号:1000-100X (2001)-02-0031-03大功率IGBT 高频逆变电焊机的研究Research of Welder Based on Pow er High Frequency Inverter浙江大学 屈稳太 诸 静 (杭州 310027)摘要:对IG BT 高频逆变电焊机进行了较为详细的分析和计算,对系统的构成、参数的选择、IG BT 的驱动与保护、高频变压器的设计等都作了分析和研究,并经过样机测试证明这些分析是切实可行的。
A bstract :T his paper presents a detail analysis of the welder system ,which is based on the IG BT hig h frequency in -ver ter .It deals with the M aking -up of the sy stem ,the selection of parameters ,the drive and protect circuits of IGBT ,the hig h frequency transformer design ,and so on .叙词:脉宽调制 电焊机/绝缘栅双极晶体管 高频逆变器Keywords :PWM ;welder ;IGBT ;high frequency inverter 中图分类号:T G434.1 文献标识码:A1 引 言随着科学技术的发展,传统的工频电焊机由于耗能大、重量重、体积大、焊接性能差等缺点已不能满足各行各业的需要,因而急待研究开发性能更好的替代产品。
电力电子技术的不断发展,为研制高频逆变电焊机奠定了基础。
文中叙述了以IGBT 为主开关器件研制高频逆变焊机的关键技术,包括主电路的结构、参数计算、IGBT 的选用、驱动与保护、高频变压器的设计、控制回路的动态分析等。
2 系统结构及工作原理[1,2]主电路由输入整流、逆变、输出整流等主要部分组成,控制回路结构见图1。
逆变焊机关于IGBT炸管原因分析及解决方案

力仕达逆变焊机关于IGBT炸管分析和解决方案力仕达在做逆变焊机之前,参考了大量的焊机技术资料,也结合了国内和国外的焊接技术,尤其是针对现在论坛和网络上的大家普遍关注的IGBT炸管问题进行了深入的分析,并结合本公司10多年的焊接经验和技术,成功的解决了这一问题,现在力仕达生产的逆变焊机,炸管率极低。
现阶段人们普遍关注的IGBT炸管,很大一部分是由于目前大家对开关器件及主电路结构工作原理的理解及检测手段的缺乏所造成的。
但另一方面大功率逆变焊机开关器件工作的可靠性是整机设计的重中之重,也是关乎一台焊机能否取胜市场的重中之重,但是正是由于之前所说的对这方面理解的缺乏,以及检测手段的不完善,导致了国产IGBT逆变焊机的返修率居高不下,不能大量推广。
下面我们就具体的以IGBT电流,电压波形的检测及定量分析,具体的电路以半桥逆变手工400A焊机为例进行分析。
1 电压型PWM控制器过流保护固有问题目前国内常见的IGBT逆变弧焊机PWM控制器通常采用TL494、SG3525等电压型集成芯片,电流反馈信号一般取自整流输出端。
当输出电流信号由分流器检出电流与给定电流比较后,经比例积分放大器放大,控制输出脉冲宽度。
IGBT导通后,即使产生过电流,PWM控制电路也不可能及时关断正在导通的过流脉冲。
由于系统存在延迟环节,过流保护时间将延长。
2 电流型过流保护电流型PWM控制电路反馈电流信号由高频变压器初级端通过电流互感器取得。
由于电流信号取自变压器初级,反应速度快,保护信号与正在流过IGBT的电流同步,一旦发生过流,PWM立即关断输出脉冲,IGBT获得及时保护。
电流型PWM控制器固有的逐个脉冲检测瞬时电流值的控制方式对输入电压和负载变化响应快,系统稳定性好只要IGBT功率余量足够大,电压型PWM电路可靠性基本上没有什么问题,但是相对的成本也提高了很多!但就目前来说,电焊机大多数是电流型的且输出电压并不稳定!保护器误操作的情况也经常发生,所以针对这种情况电流型比较适合当今的中国市场,可以满足绝大部分的需要!下面我们来分析一下电流型的,以PWM IC为UC3846J为例,陶瓷封装的,工作频率100KHz。
电焊机之IGBT系列焊机工作原理

电焊机之IGBT系列焊机工作原理逆变电焊机的基本工作原理: 逆变电焊机主要是逆变器产生的逆变式弧焊电源,又称弧焊逆变器,是一种新型的焊接电源。
是将工频(50Hz)交流电,先经整流器整流和滤波变成直流,再通过大功率开关电子元件(晶闸管SCR、晶体管GTR、场效应管MOSFET或IGBT),逆变成几kHz~几十kHz的中频交流电,同时经变压器降至适合于焊接的几十V电压,再次整流并经电抗滤波输出相当平稳的直流焊接电流。
其变换顺序可简单地表示为: 工频交流(经整流滤波)→直流(经逆变)→中频交流(降压、整流、滤波)→直流。
即为:AC→DC→AC→DC 因为逆变降压后的交流电,由于其频率高,则感抗大,在焊接回路中有功功率就会大大降低。
所以需再次进行整流。
这就是目前所常用的逆变电焊机的机制。
逆变电源的特点:弧焊逆变器的基本特点是工作频率高,由此而带来很多优点。
因为变压器无论是原绕组还是副绕组,其电势E与电流的频率f、磁通密度B、铁芯截面积S及绕组的匝数W有如下关系:E=4.44fBSW 而绕组的端电压U近似地等于E,即: U≈E=4.44fBSW 当U、B确定后,若提高f,则S减小,W减少,因此,变压器的重量和体积就可以大大减小。
就能使整机的重量和体积显着减小。
还有频率的提高及其他因素而带来了许多优点,与传统弧焊电源比较,其主要特点如下: 1.体积小、重量轻,节省材料,携带、移动方便。
2.高效节能,效率可达到80%~90%,比传统焊机节电1/3以上。
3.动特性好,引弧容易,电弧稳定,焊缝成形美观,飞溅小。
4.适合于与机器人结合,组成自动焊接生产系统。
5.可一机多用,完成多种焊接和切割过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
叙词 : 脉宽调制 电焊机/ 绝缘栅双极晶体管 高频逆变器
Keywords :PWM; welder ; IGBT; high frequency inverter
中图分类号 : T G434. 1 文献标识码 :A
1 引 言
随着科学技术的发展 , 传统的工频电焊机由于 耗能大 、 重量重 、 体积大 、 焊接性能差等缺点已不能 满足各行各业的需要 , 因而急待研究开发性能更好 的替代产品 。电力电子技术的不断发展 , 为研制高 频逆变电焊机奠定了基础 。文中叙述了以 I GB T 为 主开关器件研制高频逆变焊机的关键技术 , 包括主 电路的结构 、 参数计算 、 I GB T 的选用 、 驱动与保护 、 高频变压器的设计 、 控制回路的动态分析等 。
33
3. 1. 4 滤波电抗器
滤波电抗器起稳定电弧 , 限制电流脉动和使电 流连续的作用 。根据图 3 ,在 Ton内 : ( 10) uL = U om - U h
uL = L
系统选择调节器参数 : T I = ( 4~5) T 1 = 0. 068~0. 085ms
Kp = L / [ ( 1~2) T 1 K1α] = 104~52
I 1 = 2 C2
Δ u c2 d u c2 = 2C2 ( C1 = C2 ) dt Ton Δ u c2
Ton I1
得:
C2
=
2
= 17A
( 8)
在 V 1 导通时 ,C2 充电 ,C1 放电 。在 T on 时间内 的 C2 电压升高 Δ u c2 , 假定其为 U d0 / 2 的 5 % , 则由 μF ,实际中选择 C1 = C2 = 12 μF 。 式 ( 8) 得 C2 = 9. 5
图4 调节回路
3. 2. 2 PWM 脉冲发生器
当 Io = 5A 时 , S 按 20 %考虑 ,由式 ( 7 ) 得 U h = 20. 4V ,由式 ( 12) L = 0. 2167mH ,当 Io = 160A , S 按 1 %考虑 , 由式 ( 7 ) 得 U h = 26. 4V , 由式 ( 12 ) 得 L =
0. 146mH ,这是一个摆动电抗器 。 3. 2 控制回路 3. 2. 1 电流调节器
如图 5 所示 ,采用 TL494 来产生 PWM 脉冲列 。 控制 电 压 u c 与 TL494 内 部 的 锯 齿 波 比 较 产 生 PWM 脉冲列 。 TL494 设置在推挽工作模式 , 两路 推挽 PWM 脉冲列经 MOS 管放大 , 脉冲变压器隔 离 ,接主回路 I GB T 。
调节对象由两部分组成 : ( 1) 变流器 , 包括逆变和整流 , 可将它看成是一 个滞后环节 。见图 4a , U c 在 t 1 时刻发生变化 ,在 t 2 时刻输出电压发生变化 , 所以 u c 到 uo 是一滞后环 节 。 t 1 到 t 2 的最大值是半个调制周期 ,现调制频率 为 3 0 k Hz , 则 滞 后 环 节 的 滞 后 时 间 T 1 可 选 为
图2 整流波形
假定在电容放电期间放电电流恒定 ( I d ) , 则按 图 2 有:
Id T =Δ u C 1 U d0 - Δ u = U d0 cos [ω( T 1 T
( 1) 6 )] ( 2)
© 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
能 。为了隔离 ,保护电路单独使用一套电源 ,对过流 信号和过压信号进行比较综合 , 然后经一只脉冲变 压器耦合封锁驱动电路 , 由此保证了保护电路的快 速性和有效性 。过热保护由装在 I GB T 散热器上的 热继电器来实现 。
3 系统分析与参数计算
3. 1 主电路
2 系统结构及工作原理 [ 1 ,2 ]
0. 017ms 。这个滞后环节相对于电流大惯性环节 ,
可以近似为一个小惯 环节 。 K1 为变流器的电压放 大倍数 , u c 的变化范围为 2V , 对应 uo 的变化范围 为 60V ,所以 K I = 30 。 (2) uo 到 Io 的滤波环节 , 这是一个大惯性环 节 ,设 KL = 1/ R , T L = L / R , 传递函数为 KL / ( 1 + T L ) , R 为输出回路总电阻 ,主要是负载即电弧的等 效电阻 。由式 ( 7 ) 得 R ≈ 0. 04Ω。 L 为输出回路总 电感 ,主要是滤波电抗器的电感 , 由前面的分析可 知 , L 近似为 0. 2mH 。所以时间常数 T L ≈ 5ms , 相 对于变流器的小惯性环节 ,它可以等效为积分环节 。 系统框图见图 4b ,电流调节器采用 PI 调节器 。电流 反馈系数 α= 0. 00375 。根据调节理论 ,按三阶最佳
Uo =
μ Δ u T 1 = 580 F
μF 和 200 μF 并联使用 。 实际中采用 470
3. 1. 2 逆变电路
2 Ton
T
在半桥线路中须用电容将直流电压分成两半 , 轮流加到变压器初级 。原理图及工作波形见图 3 。
U om =
2 T on U 1
T n
μs. 在上式中变 把 U 1 = U d/ 2 代入得 : T on = 7. 8 比 n = 4. 8 。由式 ( 3) 得 I 1 = 34A 。
作用 , io 围绕 Io 在小范围内脉动 。 i 1 为变压器初级 电流 , I 1 为脉宽 Ton内 i 1 的幅值 。 在 Ton内 :
© 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
《电力电子技术》 2001 年第 2 期 2001. 4
由式 ( 9) 得 N 1 = 11. 16 匝 ,取为 12 匝 。根据电 焊机工艺所要求 ,空载电压 U o = 60V 。这时脉宽调 制占空比接近 1 ,由 U o = U 1 / n 得 n = 4. 7 。变压器 次级匝数 N 2 = N 1 / n = 2. 55 ,实际取为 2. 5 , 则实际 变比 n = N 1 / N 2 = 4. 8 。
32
《电力电子技术》 2001 年第 2 期 2001. 4
由式 ( 2 ) 得 T 1 =
Δu T 1 - 1 (1 ) ,将 T = ω cos 6 U d0 πf , f = 50 Hz 代入得 T 1 = 2. 2ms 。 20ms ,ω = 2 平均电压为 :
Ud =
i1 = I1 =
浙江大学 屈稳太 诸 静 ( 杭州 310027)
摘要 : 对 IGB T 高频逆变电焊机进行了较为详细的分析和计算 ,对系统的构成 、 参数的选择 、 IGB T 的驱动与保 护、 高频变压器的设计等都作了分析和研究 ,并经过样机测试证明这些分析是切实可行的 。
Abstract :This paper presents a detail analysis of t he welder system ,which is based on t he IGB T high frequency in2 verter. It deals wit h t he Making2up of t he system ,t he selection of parameters ,t he drive and protect circuits of IGB T ,t he high frequency transformer design ,and so on.
《电力电子技术》 2001 年第 2 期 2001. 4 文章编号 :1000 - 100X ( 2001) - 02 - 0031 - 03
31
大功率 IGBT 高频逆变电焊机的研究
Research of Welder Based on Power High Frequency Inverter
U d = u c1 + u c2
≈540V
Id = C= P特性 : U o = 20 + 0. 04 Io
在最大输出电流 Io = 160A 时 , 理想电压 U o = 26. 4V 。 逆变 电 路 的 工 作 频 率 为 30k Hz , 周 期 T = 1/ 30ms 。根据 uo 波形及式 ( 4) :
Δ IL d iL =L dt Ton
( 11)
Δ IL 为 Ton内电流 i L 的变化量 ,令Δ IL = S Io , S
( 11) 得 : 为电流脉动系数 ,由式 ( 10) 、 ( 1 - 2 nU h / U d) T U h L = S Io 2
( a) 波形图 ( b) 框图
( 12)
I 1 即为通过 I GB T 的电流幅值 。安全裕量选为
2. 5 倍 ,均流系数选为 1. 2 , 则选择 I GB T 的额定电
流为 I 1 的 3 倍 ,即 100A 。实际使用中将 4 只 I GB T 并联 。I GB T 具有正的温度效应 ,并联使用具有自然 的均流效果 。 由式 ( 5) 、 式 ( 6) 得 V 1 管导通期间 :
图1 控制回路框图
由电流调节器调节焊接电流和脉宽 , PWM 脉 冲发生器产生 30k Hz 的 PWM 脉冲列 。脉冲隔离放 大器将 30k Hz 的 PWM 脉冲列隔离放大 , 去驱动主 回路 I GB T 。在 PWM 脉冲发生器里综合了电弧推 力信号 ,用以控制电焊机起弧时短路电流的大小 。 在专用的 I GB T 驱动模块中大都集成有保护电 路 ,但采用专用的驱动模块存在一定的问题 : ① 它将 主回路高电压引入控制回路 ,易引起干扰 ; ② 脉冲传 递采用光电耦合器 , 而光电耦合器存在一定的时间 延迟 ,不宜用在高频电路中 。因此 ,在本系统中选择 脉冲变压器作耦合器 。脉冲变压器快速性好 、 价格 便宜 、 线路简单 ,不足之处是没有保护功能 。系统采 用的保护电路是外加的 , 包括过流 、 过压和过热功