法兰盘机械加工工艺过程综合卡片
法兰盘工序卡片一套资料
831004法兰盘加工工艺卡片 班级学号姓名 机械加工工序卡片工序名称 粗车Φ10012.0 34 .0 - - mm端面及外圆 柱面,粗车B面,粗车Φ90外 圆柱面 工序号 1 1020114 30 石真卫 零件名称CA6140车床法兰盘零件号831004 零件数量 1 同时加工零件数 1 材料HT200 毛坯 设备夹具辅助工具 名称型号 专用夹具游标卡尺 转塔式车床C365L 安装工步安装及工步说明刀具走刀次数 (次) 走刀长度 (mm) 切削深度 (mm) 进给量 (mm/r) 切削速度 (m/min) 基本工时 (min) 1 1 以Φ0 017 .0 45 - mm端面及外圆柱面定位,粗车Φ 10012.0 34 .0 - - mm端面及外圆柱面,粗车B面,粗车Φ90 外圆柱面 90?焊接 式直头 外圆车 刀 1 1 1 1 1.2 1.2 4 1.2 0.9 0.9 0.9 0.8 158.6 132 133 122 0.098 0.1 1.25 0.07
班级学号姓名 机械加工工序卡片工序名称粗车Φ0 017 .0 45 - mm端面及外圆 柱面,粗车Φ90mm右端面。 工序号 2 1020114 30 石真卫 零件名称CA6140车床法兰盘零件号831004 零件数量 1 同时加工零件数 1 材料HT200 毛坯 设备夹具辅助工具 名称型号 专用夹具游标卡尺 转塔式车床C365L 安装工步安装及工步说明刀具走刀次数 (次) 走刀长度 (mm) 切削深度 (mm) 进给量 (mm/r) 切削速度 (m/min) 基本工时 (min) 1 1 以Φ10012.0 34 .0 - - mm端面及外圆柱面定位,粗车Φ 017 .0 45 - mm端面及外圆柱面,粗车Φ90mm右端面。 90?焊接 式直头 外圆车 刀 1 1 1 1.2 1.3 1.2 0.9 0.8 0.8 187 89 122 0.06 0.09 0.07
法兰盘机械加工工艺过程卡片--1
中北大学机械工程系机械加工工艺过程卡片零件 编号 零件名称 (CA6140)法兰盘 工 序号工序名称 设备夹具刀具量具 工时名称型号名称规格名称规格名称规格 1 铸 2 热处理 3 粗车φ100柱体左端 面、外圆,粗车B面 卧式车床CA6140 三爪卡盘车刀游标卡尺0.83(min) 4 钻中心孔φ18,扩孔 φ19.8,粗铰φ19.94、 精绞Φ20孔 立式摇臂 钻床 Z525 专用夹具 高速钢钻头 W18Cr4V 游标卡尺、千分尺0.78(min) 5 粗车右φ45柱体右 端面、外圆,φ90外 圆及右端面 卧式车床CA6140 三爪卡盘车刀游标卡尺227.9min 6 半精车φ100左端 面、外圆,半精车B 面并倒角C1.5,半精 车φ90外圆,φ20 左侧倒角C1 卧式车床CA6140 三爪卡盘车刀游标卡尺230.45min 7 半精车右φ45外圆 及右端面,倒角C7, 半精车φ90右侧面, 切槽3×2,车φ20孔 右端倒角C1 卧式车床CA6140三爪卡盘车刀游标卡尺75.02min
8 精车φ100柱体左 端面、外圆,精车B 面,车过渡圆角R5 卧式车床CA6140三爪卡盘车刀游标卡尺62.99min 9 粗铣、精铣φ90mm 柱体的两侧面 铣床X63专用夹具 硬质合金镶齿套 面铣刀YT15 游标卡尺62.99min 10 钻4XΦ9mm透孔立式摇臂 钻床 Z525专用夹具 高速钢麻花钻 Φ9 游标卡尺、千分尺 11 钻φ4孔,扩φ6孔立式摇臂 钻床 z525专用夹具 高速钢麻花钻 Φ4高速钢麻花 钻Φ6 游标卡尺、千分尺 12 金刚石车Φ45mm外 圆、φ90mm右侧面 卧式车床CA6140三爪卡盘车刀游标卡尺 13 磨削B面万能外圆 磨床 M114W 砂轮游标卡尺 14 磨削外圆面 φ100mm、φ90mm 万能外圆 磨床 M114W 砂轮游标卡尺 15 磨削φ90凸台距离 轴线24mm的侧平面 万能外圆 磨床 M114W 砂轮游标卡尺 16 B面抛光钳工台游标卡尺 17 Φ100mm划线刻字 18 Φ100mm外圆无光 镀铬 铬离子缸 19 检测入库检验台游标卡尺、千分尺、塞规、卡规
法兰盘工序卡片
湖南工业大学机械加工工序卡片产品型号零(部件)图号 产品名称 CA6140法 兰盘 零(部件)名称CA6140法兰盘共10 页第1页车间工序号工序名材料牌号 Ⅰ粗车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件11 设备名称设备型号设备编号同时加工件数 卧式车床CA6140 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时(s) 准终单件 工步号工步内容工艺 装备 主轴转 速 (r/s) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给 次数 工步工时(s) 机动辅助 1粗车Φ100端面8158.60.941 5.88 2粗车Φ100外圆柱面81320.9126 3粗车B面 6.71260.921575 4粗车Φ90外圆柱面 3.0551.70.76410.20 5粗车Φ45端面9.22890.8 1.21 3.6 6粗车Φ45外圆柱面12.5890.8 1.12 5.4 7粗车Φ90端面81220.8 1.21 4.2 设计(日期)审核 (日期) 标准化 (日期) 会签 (日期) 更改文件号 标记处数签字日期标记处数 更改文 件号 签字日期 精品
法兰盘加工工序卡片2 潍坊学院机电工程学院机械加工工序卡片 产品型号零(部件)图号 产品名称 CA6140法 兰盘 零(部件)名称CA6140法兰盘 共10 页 第2 页 车间工序号工序名材料牌号 Ⅱ钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件11 设备名称设备型号设备编号同时加工件数 立式钻床Z525 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时(s) 准终单件 工步号工步内容工艺 装备 主轴转 速 (r/s) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给 次数 工步工时(s) 机动辅助 1钻Φ18的孔9.25350.337,8 2扩Φ19.8的孔 4.5316.90.546.8 设计(日期)审核 (日期) 标准化 (日期) 会签 (日期) 标记处数更改文件 号 签字日期标记处数 更改文 件号 签字日期 精品
机械加工工艺过程卡片及工序卡
07机制3班机械加工工艺过程卡片产品型号零件图号KCSJ-01 产品名称零件名称手柄共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注年产1万 工序号工序 名称工序内容车间工段设备工艺装备 工时 准终单件 10 模锻毛坯锻加工 20 粗铣端面B 粗铣端面B保证厚度尺寸28 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 30 粗铣端面A 粗铣端面B保证厚度尺寸27 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 40 精铣端面B 精铣端面B保证厚度尺寸26.5 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 50 精铣端面A 精铣端面B保证厚度尺寸26 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 60 粗镗小头孔粗镗小头孔到尺寸φ21.2H11机加工镗工T68 专用夹具,镗刀,游标卡尺 70 粗镗大头孔粗镗大头孔到尺寸φ37H11,保证中心 距128±0.2 机加工镗工 T68 专用夹具,镗刀,游标卡尺 80 粗铣小头槽粗铣小头槽槽宽9H11 机加工铣工X62W 专用夹具,锯片铣刀,游标卡尺 90 精铣小头槽精铣小头槽槽宽9H11 机加工铣工X62W 专用夹具,锯片铣刀,游标卡尺 100 钻大头径向孔钻大头径向孔φ4机加工钻工 Z525 专用夹具,麻花钻,游标卡尺 110 精镗小头孔精镗小头孔至尺寸φ22H9机加工 镗工 T68 专用夹具,镗刀,游标卡尺 120 精镗大头孔精镗大头孔至尺寸φ38H9机加工 镗工 T68 专用夹具,镗刀,游标卡尺 130 倒角倒大小头孔角,去毛刺机加工 钻工 Z525 专用夹具,倒角钻头,游标卡尺 140 终检入库检验零件尺寸 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数 更改 文件号 签字日期标记处数 更改 文件号 签字日期
CA6140车床法兰盘工序卡片
机械加工工序卡产品 型号 零件图号工序号010 共11页 零件名称法兰盘工序 名称 第1 页 材料 名称铸铁 硬 度 HT200 机床 型号 车床C6140 单件 工时 0.63 准备终 结时间 班产 件数: ↓ ↓ 工序号加工内容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 1 粗车100柱体左端面 136 4.5 4.5 0.73 量具名称游标尺制定: 校对:批准:
机械加工工序卡产品 型号 零件图号工序号020 共11页 零件名称法兰盘工序 名称 第2页 材料 名称铸铁 硬 度 HT200 机床 型号 车床C6140 单件 工时 准备终 结时间 班产 件数: ↓ ↓ 工序号加工内容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 1 钻18孔32 2 18 91 0.76 2 扩19.8孔 136 8.5 91 0.92 3 粗铰19.9 4 132 8.26 91 1.68 4 精铰20 132 8.29 91 1.24 5 倒角(内孔左侧)430 27 量具名称游标尺制定:
机械加工工序卡产品 型号 零件图号工序号030 共11页 零件名称法兰盘工序 名称 第3页 材料 名称铸铁 硬 度 HT200 机床 型号 车床C6140 单件 工时 准备终 结时间 班产 件数: ↓ ↓ ↓ ↓ 工序号加工内容 转速 r/min 切削速度 m/min 切削深度 mm 进给量 mm/r 夹具名称 专用 夹具 1 粗车左端面136 38.4 4.5 0.73 2 粗车100右端面136 42.7 4.5 0.73 3 半精车左端面238 74.7 0.7 0.24 4 半精车100右端面238 74.7 1.1 0.24 5 半精车90左端面322 91 1.1 0.24 6 精车100左端面322 101.1 0.8 0.23 7 粗车100外圆183 57.5 2.1 0.76 8 粗车90外圆 183 51.7 2.1 0.76 9 粗车45外圆322 45.5 0.55 0.52 10 半精车100外圆322 101.1 0.55 0.28 11 半精车90外圆280 91 0.28 12 倒角(100)238 74.7 13 倒角(90)238 67
机械加工工艺过程卡片
机械加工工艺过程卡片 机械加工工艺过程卡片产品型号低速轴零件图号 产品名称零件名称共 1 页第 1 页 材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注 工艺号工名 序称 工序内容 车 间 工 段 设备工艺装备 工时/s 准终单件 1 车,钻装夹,钻中心孔,粗车外圆,平端面CA6136 三爪卡盘,90°车刀,中心钻 2 切槽切退刀槽,倒角CA6136 三爪卡盘,45°车刀,切断刀 4 切槽切退刀槽,倒角CA6136 三爪卡盘,45°车刀,切断刀 热处理热处理 5 车精车外圆CA613 6 三爪卡盘,游标卡尺,90°车刀 6 调头调头装夹,精车外圆 7 铣铣键槽12×5×20型平键万能铣床平口钳,铣刀铣铣键槽14×5.5×25型平键万能铣床平口钳,铣刀淬火淬火 8 磨削粗,精磨外圆 描图 去毛刺由钳工修整,去毛刺钳工台锉刀 描校中检检查尺寸,表面粗糙度塞规百分尺卡尺清洗清洗清洗机 底图号终检检查尺寸,表面粗糙度塞规百分尺卡尺 装订号 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
评分表 序号考核评价项目 考核内容 学生 自检 小组 互检 教师 终检 配分成绩 1 过 程 性 考 核专业能力 相关知识点的学习 40 零件定位基准的选择原则 能够正确选择零件加工时的定位基准 2 方法能力 信息收集、自主学习、分析解决问题、归纳总结及 创新能力 10 3 社会能力 团队协作、沟通协调、语言表达能力及安全文明、 质量保障意识 10 4 常 规 考 核个人能力理论知识综合考核情况30 5 其他出勤、课堂纪律、回答问题、作业完成情况10
法兰盘工序卡片
机械加工工序卡片 西安工业大学机械加工工序卡片产品型号零件图号 产品名称 CA6140法 兰盘 零件名称CA6140法兰盘共10 页 第1 页车间工序号工序名材料牌号 Ⅰ粗车HT200 毛坯种类毛坯外形尺寸 每毛坯可制件 数 每台件数 铸件11 设备名称设备型号设备编号同时加工件数 卧式车床CA6140 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时(s) 准终单件 工步号工步内容工艺 装备 主轴转 速 (r/s) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给 次数 工步工时(s) 机动辅助 1 粗车Φ100端面8 158.6 0.9 4 1 5.88 2 粗车Φ100外圆柱面8 132 0.9 1 2 6 3 粗车B面 6.7 126 0.9 2 15 75 4 粗车Φ90外圆柱面 3.0 5 51.7 0.7 6 4 1 0.20 5 粗车Φ45端面9.22 89 0.8 1.2 1 3.6 6 粗车Φ45外圆柱面12.5 89 0.8 1.1 2 5.4
南阳理工学院机械加工工序卡片 产品型号零件图号 产品名称CA6140法兰盘零件名称CA6140法兰盘 共10 页 第 2 页 车间工序号工序名材料牌号 Ⅱ钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件11 设备名称设备型号设备编号同时加工件数 立式钻床Z525 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时(s) 准终单件 工步号工步内容工艺 装备 主轴转速 (r/s) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给 次数 工步工时(s) 机动辅助 1 钻Φ18的孔9.25 35 0.3 37,8 2 扩Φ19.8的孔 4.5 3 16.9 0.5 46.8 设计(日期) 审核 (日期) 标准化 (日期) 会签 (日期) 标记处数更改文件 号 签字日期标记处数更改文件号签字日期
法兰盘加工工艺规程设计
第一部分工艺设计说明书 1件图工艺性分析 1.1结构功用分析 1.2零件技术条件分析 1.3零件结构工艺性分析 2毛坯选择 2.1毛坯类型 2.2毛坯余量决定 2.3毛坯-零件合图草图 3机械加工工艺路线确定 3.1加工方法分析确定 3.2加工顺序的安排 3.3定位基准的选择 3.4加工阶段的划分说明 3.5主要机械加工工序简图 4工序尺寸及其公差确定 5设备及其工艺装备确定 6切削用量及工时定额 第二部分法兰盘机械加工工艺规程 1.机械加工工艺过程卡 2.机械加工工艺卡
第三部分 1.1零件结构功用分析 法兰盘是可用于连接其他零件或可用于增加其他零件强度的一种零件。本法兰盘是回转面和平面的结合,内部由阶梯孔和螺纹孔组成,其要求有较高的耐磨性,较高的强度和回转稳定性。 1.2零件技术条件分析 1)法兰盘本身精度: 外圆φ7019 .00-+尺寸公差等级IT11,表面粗糙度Ra 为12.5μm ,φ1201±尺寸公差等级IT14,表面粗糙度Ra 为12.5μm ,内孔φ60015.0±公差等 级为IT7,φ300 02.0-+尺寸公差等级IT6,φ60表面粗糙度Ra 为6.3μm ,φ30表面粗糙度Ra 为3.2μm , 2)位置精度,右端面相对于基准A 的平行度要求为0.02,相对于基准B 的垂直度要求为0.04, ?70k6的圆相对于基准B 的同轴度要求为?0.04。 3)加工此零件时,应尽量统一定位基准,减少装夹次数,这样有利于保证零件的加工精度。 1. 3零件结构工艺性分析 此法兰盘是由回转面和平面组成,由零件图可知,该零件结构较为简单,但零件精度要求高,零件选用材料HT200,该材料用于强度要求不高的一般铸件,不用人工实效,有良好的减振性,铸造性能好。对法兰盘的基本要求是高强度、高韧性、高耐磨性和回转平稳性,因而安排法兰盘加工过程应考虑到这些特点。 本次设计的零件图如下: 法 兰 盘
机械加工工艺过程卡片
机械加工工艺过程卡片 页脚.
页脚.
机械加工工序卡片产品型号 零件 图号 01-01-01 共17页产品名称填料箱盖 零件 名称 填料箱盖第 1 页 (工序图) 车间工序号工序名称材料牌号 机加工 车间 车削HT200 毛坯种类毛坯外型尺寸每坯件数每台件数 铸造159x142 1 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY-01 车床专用夹具 工序工时 准终单件 39.46s 工步号工步容工艺装备 主轴转 速 (r/min) 切削速 度 (m/min) 进给量 (mm/r) 背吃刀 量 (mm) 进给次 数 工时定额 机动辅助 1 粗车小端端面专用夹具、YG6硬质合金车刀、 表面粗糙度仪 90 45 0.5 1.25 1 22s 17.46 s
机械加工工序卡片产品型号 零件 图号 01-01-01 共17页产品名称填料箱盖 零件 名称 填料箱盖第 2 页 (工序图) 车间工序号工序名称材料牌号 机加工 车间 车削HT200 毛坯种类毛坯外型尺寸每坯件数每台件数 铸造159x142 1 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY-01 车床专用夹具 工序工时 准终单件 20.96s 工步号工步容工艺装备 主轴转 速 (r/min) 切削速 度 (m/min) 进给量 (mm/r) 背吃刀 量 (mm) 进给次 数 工时定额 机动辅助 2 粗车φ65外圆专用夹具、YG6硬质合金车刀、 游标卡尺、表面粗糙度仪 90 45 0.65 1 1 20.5s 0.46s
机械加工工艺过程卡片
机械加工工艺过程卡片 九江学院 机械与材料工程学院机械加工工艺过程卡片 零件图号KCSJ-12 共 2 页 零件名称蜗杆第页 材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 工序号工序内容车间工段设备工艺装备 工时 准终单件 01 锻造锻工自由锻锻床游标卡尺 02 去飞边金工磨工磨床砂轮、游标卡尺 03 粗车蜗杆轴左端面,打中心孔,及左边Φ20mm、Φ25mm、 Φ30mm、Φ36mm 定位轴肩,以及Φ30mm 轴段退刀槽的外圆 面,以中心孔轴线为精基准。 金工 车、钳 工 普通车 床 车刀、麻花钻、三爪卡盘 04 粗车蜗杆轴右端面,打中心孔,及右边、Φ30mm 、Φ36mm 定位轴肩,以及Φ30mm 轴段退刀槽的外圆面,以中心孔轴线 为精基准。 金工 车、钳 工 普通车 床 车刀、麻花钻、三爪卡盘 05 调质处理热加工热处理淬火机淬火机 06 半精车左端各外圆面,控制轴线方向的各个轴段的长度。 以中心孔轴线为精基准。金工车工 普通车 床 车刀、三爪卡盘 07 半精车右端各外圆面,控制轴线方向的各个轴段的长度。 以中心孔轴线为精基准。倒角。金工车工 普通车 床 揣测到、三爪卡盘
08 铣键槽,选择两个Φ30mm 外圆面作为基准。金工钳工普通立 式铣床 铣刀、专用夹具 09 车蜗杆螺纹,选择两个Φ30mm 外圆面作为基准。金工车工普通车 床 车刀、专用夹具 10 淬火热加工热处理淬火机淬火机 11 粗、精磨左端面及Φ20mm 轴头外圆面,Φ30mm 轴段外圆面, 以及磨制过渡圆角。 金工磨工 普通磨 床 砂轮、游标卡尺 12 粗、精磨右端面及Φ30mm 轴头外圆面,Φ60mm 轴段外圆面及 螺纹面,以及磨制过渡圆角,以两中心孔轴心线为基准。 金工车工 普通磨 床 砂轮、游标卡尺 13 去毛刺金工钳工钳工台深度游标卡尺 14 检验检验 15 入库仓库
法兰盘的加工工艺设计
前言 本设计起源于装配制造业法兰盘工艺设计与数控技术,通过此次毕业设计,可以初步掌握对中等复杂零件进行数控加工工艺规程的编制,学会查阅有关资料,能合理编制数控加工过程卡片、数控加工工序卡片、数控加工刀具卡片、数控编程等工艺文件,能合理的确定加工工序的定位与夹紧方案。能使用AutoCAD正确绘制机械零件的二维图形,能通过使用UGNX7.0软件对零件进行三维图的绘制,可以提高结构设计能力及建模能力。编写符合要求的设计说明书,并正确绘制有关图表。在毕业设计工作中,学会综合运用多学科的理论知识与实际操作技能,分析与解决设计任务书中的相关问题。在毕业设计中,综合运用数控加工刀具和数控工艺、工装夹具的设计等专业知识来分析与解决毕业设计中的相关问题。依据技术课题任务,进行资料的调研、收集、加工与整理和正确使用工具书;掌握有关工程设计的程序、方法与技术规;掌握实验、测试等科学研究的基本方法;以及与解决工程实际问题的能力。
第1章.零件的分析 1.1 零件的分析和特点: 法兰盘是使管子与管子相互连接的零件,连接于管端。法兰上有孔眼,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了连接。 该零件为双35自行高射炮的冷却回路上的法兰盘,为盘类零件。用于引导特殊冷却液。法兰盘小外圆与冷却液回路管头联接,大外圆与冷却液进入高压泵前的管头联接,法兰盘外圆相配,保证管路同心。 1.2 零件图纸及工艺分析: 本次设计的法兰盘图纸:参见图1-1 图1-1 法兰盘图纸
该零件外形尺寸为Ф52mm*15mm。 主要尺寸、表面粗糙度要求见表1-2,公差等级见附录1. 表1-2 尺寸公差及粗糙度 加工表面尺寸mm 公差等级表面粗糙度μm 零件外表面 Φ52 IT8 1.6 Φ27 IT6 0.8 Φ23.8 IT6 0.8 零件表面 Φ10 IT13 3.2 Φ20 IT9 1.6 4-Φ3.2 IT9 3.2 形位公差要求:保证Ф23.8mm外圆与Ф27mm基准面A的同轴度;保证Ф52mm外圆侧边与基准面A的垂直度。 1.3 零件的UG三维视图:参见图1-3 图1-3 法兰盘三维视图
机械加工工艺过程卡及工序卡
机械加工工艺过程卡及 工序卡 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
机械加工工艺过程卡填写说明
(1)过程卡和工序卡的总页数; (2)当前页页序; (3)按零件图填写; (4)按设计任务书填写,包括了备品率和废品率; (5)按零件图填写; (6)填写“铸件”、“锻件”、“圆钢”、“板钢”等;(7)每毛坯可加工同一零件的数量; (8)工序号,可依自然数连续或不连续编号; (9)工序名称如“钻××孔”、“粗铣××面”、“攻××螺纹”等; (10)填写设备名称如“立钻”; (11)填写设备型号如“Z5125A”; (12)填写该工序所需设备数量; (13)基本时间t m和辅助时间t a之和,也称为操作时间。基本时间取自工序卡。辅助时间按工序卡所表明的工序操作动作,查各动作的时间定额标准并累加得到(未见占基本时间百分比数据); (14)工时定额t t按公式t t=(t m+t a)[1+(α+β)﹪]计算。其中布置工作地时间、休息和生理需要时间按它们占作业时间的百分比((α+β)﹪)查表得到,不计准备和终结时间; (15)设备负荷率=(13)×(4)÷(251天×8小时×60分×(12)); (16)根据需要填写。
机械加工工序卡填写说明 卡相应内容的说明; (2)采用的切削液名称,如“水”、“水溶液”、“乳化液”等; (7)工序简图。要求:①主要简图是零件在机床上装夹位置的主视图,应有零件的外形轮廓,与本工序无关的结构要素不表示。②完整表示工序定位基准、夹压力方向和作用面、夹压方式(机械夹紧、液压夹紧、气动夹紧、电磁夹紧),也可规定夹压位置。③用特粗线条表示出加工面,注明工序尺寸及公差、加工面的相对位置精度、表面粗糙度等。④表示工序同时装夹零件的数目和排列方式。⑤若绘制简图的位置不够,可另页绘制(该页上保留工序卡表头,其它位置绘简图),顺序在本工序卡片之后,有页码。 (8)若需要专用夹具,填写夹具名称,如“钻夹具”。否则不填; (9)本工序工序内容序号,依自然数连续编号;要技术要求,如热处理的硬度和变形要求、电镀的镀层厚度。设计或工艺要求加工面配做配钻时,要在配做配钻前该面的最后工序另起一行注明,如“××孔与××件配钻”; (11)填写设备型号如“Z5125A”; (12)专用的填写编号,由于没有编号规则,可填写刀辅具名称,并示以“专用”含义,如“成形铣刀”。标准的填写名称、规格,如“锥柄钻头Φ14.3×200”、“45°车刀”; (13)填写量检具名称,如“孔位检具”、“卡规”等,已有“专用”含义。标准的填写名称、规格、精度,如“卡尺 0~125,0.02”、“杠杆表0~0.8,0.01”。 (14)、(15)、(16)、(17)切削用量三要素,由分析计算或查表得到。 (18)工件切削部分的长度; (19)直接改变加工对象几何状况或材料性质的工艺过程所消耗的时间,用相应加工方法基本时间计算公式计算。切削加工时,
法兰盘工序卡片
法兰盘加工工序卡片1 湖南工业大学机械加工工序卡片产品型号 产品名称 零(部件)图号 CA6140 法 兰盘 零(部件)名称CA6140法兰盘共10页第1页车间工序号工序名材料牌号 I 粗车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 卧式车床CA6140 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时(s) 准终单件 工步号工步内容工艺装备主轴转速 (r/s) 切削速度 (m/mi n) 背吃刀量 (mm) 进给 次数 工步工时(s) (mm/r) 机动辅助 1 粗车①100端面8 4 1 2 粗车①100外圆柱面8 132 1 2 6 3 粗车B面126 2 15 75 4 粗车①90外圆柱面 4 1 5 粗车①45端面89 1 6 粗车①45外圆柱面89 2 7 粗车①90端面8 122 1 设计 (日期) 审核 (日 期) 标准化 (日 期) 会签 (日期) 更改文件号 标记处数签字日期标记处数 更改文件 号 签字日期
机械加工工序卡片 潍坊学院 机电工程学院 法兰盘加工工序卡片2 产品型号零(部件)图 号 工步号 标记 产品名称 CA6140 法 兰盘 零(部件)名 称 CA6140法兰盘 工步内容 钻①18的孔 扩①的孑 处数 更改文件 号 签字日期 车间工序号工序名 钻孔 第2 页材料牌— 共 10页 HT200 标记处数 毛坯种类 铸件 设备名称 立式钻床 毛坯外形尺寸每毛坯可制件数 设备型号 Z525 1 设备编号 每台件数 1 同时加工件数 夹具编号夹具名称 三爪卡盘 切削液 工位器具编号 主轴转 速 (r/ s) 更改文 件号 切削速度 (m/mi n) 签字 工位器具名称 进给量 (mm/r ) 背吃刀量 (mm) 进给 次数 35 日期 工序工时 (S) 准终单件 设计 (日 期) 审核 (日 期) 标准化 (日 期) 会签 (日 期) 工步工时 (S) 机动辅助 37, 8
课程设计831004法兰盘工序卡片一套(完美版)
班级学号 机械加工工序卡片工序名称 粗车Φ10012.0 34 .0 - - mm端面及外圆 柱面,粗车B面,粗车Φ90外 圆柱面 工序号 1 AP09085 22 零件名称CA6140车床法兰盘零件号831004 零件数量 1 同时加工零件数 1 材料HT200 毛坯 设备夹具辅助工具 名称型号 专用夹具游标卡尺 转塔式车床C365L 安装工步安装及工步说明刀具走刀次数 (次) 走刀长度 (mm) 切削深度 (mm) 进给量 (mm/r) 切削速度 (m/min) 基本工时 (min) 1 1 以Φ0 017 .0 45 - mm端面及外圆柱面定位,粗车Φ 10012.0 34 .0 - - mm端面及外圆柱面,粗车B面,粗车Φ90 外圆柱面 90?焊接 式直头 外圆车 刀 1 1 1 1 1.2 1.2 4 1.2 0.9 0.9 0.9 0.8 158.6 132 133 122 0.098 0.1 1.25 0.07 设计者罗发杰指导老师耿爱农共1页第1页
班级学号 机械加工工序卡片工序名称粗车Φ0 017 .0 45 - mm端面及外圆 柱面,粗车Φ90mm右端面。 工序号 2 AP09085 22 零件名称CA6140车床法兰盘零件号831004 零件数量 1 同时加工零件数 1 材料HT200 毛坯 设备夹具辅助工具 名称型号 专用夹具游标卡尺 转塔式车床C365L 安装工步安装及工步说明刀具走刀次数 (次) 走刀长度 (mm) 切削深度 (mm) 进给量 (mm/r) 切削速度 (m/min) 基本工时 (min) 1 1 以Φ10012.0 34 .0 - - mm端面及外圆柱面定位,粗车Φ 017 .0 45 - mm端面及外圆柱面,粗车Φ90mm右端面。 90?焊接 式直头 外圆车 刀 1 1 1 1.2 1.3 1.2 0.9 0.8 0.8 187 89 122 0.06 0.09 0.07 设计者罗发杰指导老师耿爱农共1页第1页
机械制造课程设计CA6140法兰盘831004机械加工工艺过程卡片及工序卡片
.. .专业. .
机械加工工序卡片产品型号零件图号 产品名称零件名称法兰盘共14 页第 1 页 车间工序号工序名称材料牌号 1 粗铣右端面HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸造件 1 1 设备名称设备型号设备编号同时加工件数 立式铣床X51 1 夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时(分) 准终单件0 0.36 工步号工步容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 粗铣右端面硬质合金面铣刀375 147. 2 1. 3 1.5 2 0.1 4 0.04 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) .. .专业. .
机械加工工序卡片产品型号零件图号 产品名称法兰盘零件名称法兰盘共14 页 2 页 车间工序号工序名称材料牌号 2 粗铣左端面HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸造件 1 1 设备名称设备型号设备编号同时加工件数 立式铣床X51 1 夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时(分) 准终单件0 0.12 工步号工步容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 粗铣左端面套式立铣刀D=50mm 725 124 0.18 1.5 1 0.03 0.02 2 半精铣左端面套式立铣刀D=50mm 1225 96 0.16 0.7 1 0.05 0.02 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) .. .专业. .
CA6140车床法兰盘工序卡片
机械加工工序卡片 机电08-4班 16号机械加工工序卡片 产品型号零(部件)图号 产品名称 CA6140法 兰盘 零(部件)名称CA6140法兰盘共10 页第1 页 车间工序号工序名材料牌号 Ⅰ粗车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件11 设备名称设备型号设备编号同时加工件数 卧式车床CA6140 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时(s) 准终单件 工步号工步内容 工艺 装备主轴转速 (r/s) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给?次 数 工步工时(s) 机动辅助 1 粗车Φ100端面8158.6 0.9 4 1 5.88 2 粗车Φ100外圆柱面8132 0.9 1 2 6 3 粗车B面 6.7 126 0.9 215 75 4 粗车Φ90外圆柱面3.0 5 51.70.7 6 4 10.20 5 粗车Φ45端面9.22 89 0.8 1.2 1 3. 6 6粗车Φ45外圆柱面12.5 89 0.8 1.125.47粗车Φ90端面8 122 0.8 1.2 1 4.2 --
--
机电08-4班 16号机械加工工序卡片 产品型号零(部件)图号 产品名称 CA6140法 兰盘 零(部件)名称CA6140法兰盘 共10 页 第2 页 车间工序号工序名材料牌号 Ⅱ钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件11 设备名称设备型号设备编号同时加工件数 立式钻床Z525 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时(s) 准终单件 工步号工步内容 工艺 装备主轴转速 (r/s) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给?次 数 工步工时(s) 机动辅助 1 钻Φ18的孔9.25 35 0.3 37,8 2 扩Φ19.8的孔 4.5 3 16.9 0.546.8 设计?(日 期) 审核 (日期) 标准化 ?(日期) 会签?(日 期) 标记处数更改文件号签字日期标记处数 更改文件 号 签字日期 --
法兰盘机械加工工艺卡片
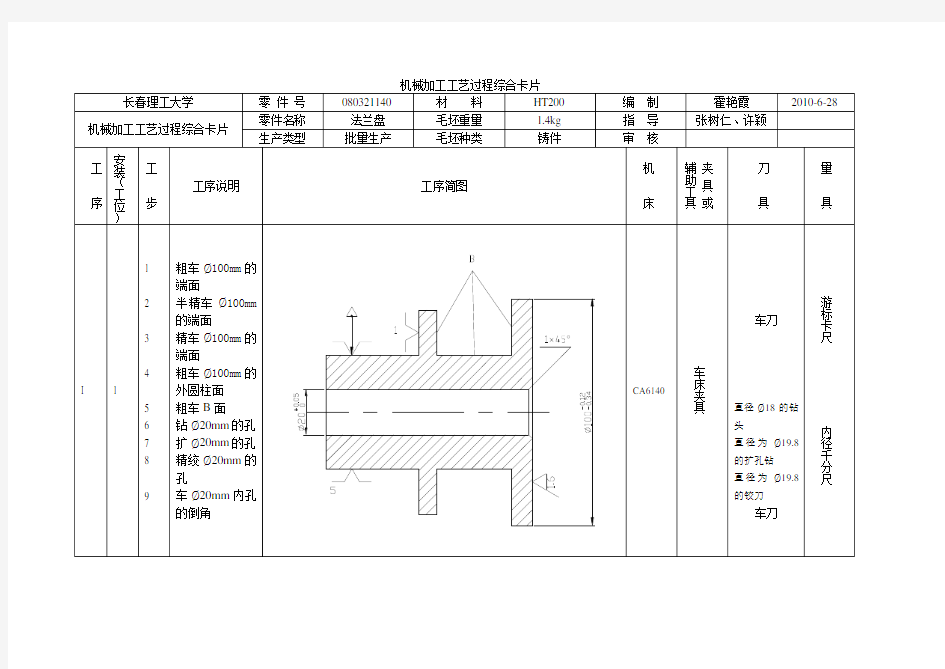
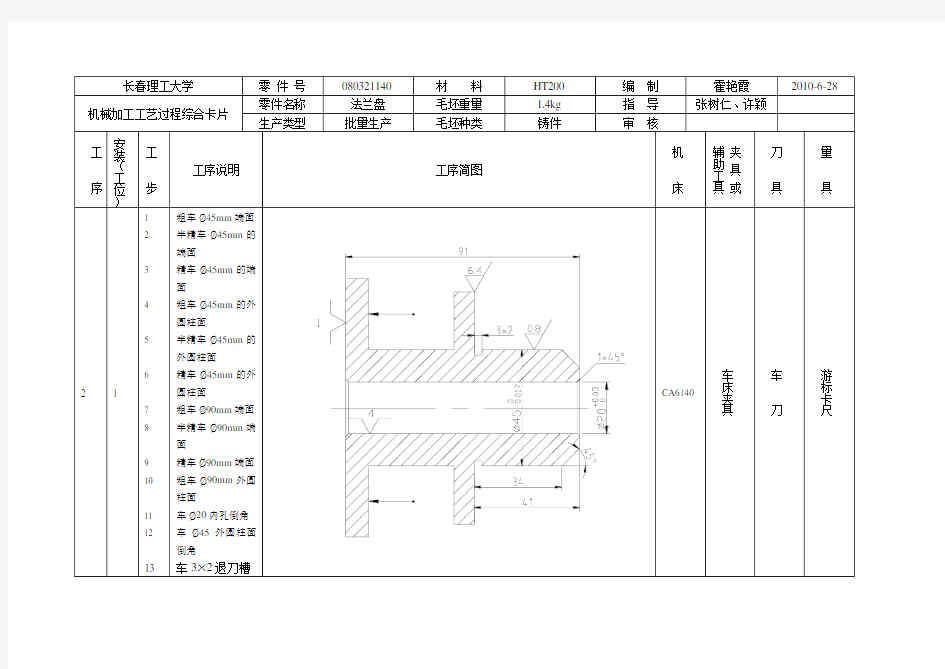
浙江工业大学机械加工工序卡片产品型号项目零件图号产品名称法兰盘零件名称 材料牌号HT200 毛坯种类铸造毛坯外形尺寸φ110×100 备注工序号工步工序内容设备夹具 10 1 2 3 4 5 6 7 8 9 粗车?104mm的端面 半精车?104mm的端面 精车?104mm的端面 粗车?104mm的外圆柱面 粗车B面 钻?20mm的孔 扩?20mm的孔 精绞?20mm的孔 车?20mm内孔的倒角 CA6140车床夹具 20 1 2 3 4 5 6 7 8 9 10 11 12 13 粗车?45mm端面 半精车?45mm的端面 精车?45mm的端面 粗车?45mm的外圆柱面 半精车?45mm的外圆柱面 精车?45mm的外圆柱面 粗车?91mm端面 半精车?91mm端面 精车?91mm端面 粗车?91mm外圆柱面 车?20内孔倒角 车?45外圆柱面倒角 车3×2退刀槽 CA6140车床夹具 30 1 2 3 4 5 6 7 半精车?104mm的外圆柱面 精车?104mm的外圆柱面 半精车B面 精车B面 车?45mm两端的过渡圆弧 车?104mm外圆柱面上的倒角 车?91mm外圆柱面上的倒角 CA6140车床夹具 40 1 2 3 4 粗铣距中心线34mm的平面 精铣距中心线34mm的平面 粗铣距中心线24mm的平面 精铣距中心线24mm的平面 铣床专用夹具 50 1 2 3 钻?4mm的孔 钻?6mm的孔 绞?6mm的孔 钻床Z525 专用夹具 60 1 钻4-?9mm的透孔钻床Z525 专用夹具 70 1 2 3 抛光?104mm的外圆柱面 抛光?45mm的外圆柱面 抛光B面 80 1 抛光距中心线24mm的平面 90 1 入库 编制审核批准共页
机械加工工艺卡片实例
湖北工业大学机械加工工艺过程卡片 产品型号零件图号 产品名称输出轴零件名称输出轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数备注 工序号工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1 锻造锻造毛坯锻 2 热处理退火(消除内应力)专用机床三爪卡盘 3 车粗车左端面钻中心孔机普通车床三爪卡盘 4 车粗车φ55、φ60、φ65、φ75圆柱面留精车余量机普通车床三爪卡盘 5 车粗车φ176外圆柱面,右端面,倒角机普通车床三爪卡盘 6 热处理调质 7 车半精车左端φ55、φ60、φ65、φ75圆柱面机普通车床三爪卡盘 8 钻钻右端面φ30的底孔立式钻床三爪卡盘、专用夹具1 9 车车φ50、φ80、φ104内圆、车右端面、精车左端各外 圆机 普通车床三爪卡盘 10 铰铰φ80内圆孔摇臂钻床三爪卡盘 11 钻钻、扩、铰大头端面法兰盘10-φ20孔机摇臂钻床三爪卡盘、分度盘、专用夹具1 12 钻钻、铰大头端两φ8斜孔机立式钻床三爪卡盘、专用夹具2 13 铣粗、精铣键槽机立式铣床分度头 14 去毛刺去除全部毛刺机钳工台 15 终检按零件图样要求全面检查机 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标 记 处数更改文件号签字日期标记处数更改文件号签字日期
车机械加工工序卡片产品型号零件图号 产品名称输出轴零件名称输出轴共10 页第 1 页 车间工序号工序名称材料牌号 3 粗车45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 模锻件1 设备名称设备型号设备编号同时加工件数 CA6140 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称工序工时(分) 准终单件 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时 min r/min m/min mm/r mm 机动辅助 1 装夹0.1 2 0.018 2 粗车左端面CA6140500 108 0.66 2 1 3 钻中心孔 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
法兰盘工序卡片
法兰盘工序卡片 案场各岗位服务流程 销售大厅服务岗: 1、销售大厅服务岗岗位职责: 1)为来访客户提供全程的休息区域及饮品; 2)保持销售区域台面整洁; 3)及时补足销售大厅物资,如糖果或杂志等; 4)收集客户意见、建议及现场问题点; 2、销售大厅服务岗工作及服务流程 阶段工作及服务流程 班前阶段1)自检仪容仪表以饱满的精神面貌进入工作区域 2)检查使用工具及销售大厅物资情况,异常情况及时登记并报告上级。 班中工作程序服务 流程 行为 规范 迎接 指引 递阅 资料 上饮品 (糕点) 添加茶水 工作 要求 1)眼神关注客人,当客人距3米距离 时,应主动跨出自己的位置迎宾,然后 侯客迎询问客户送客户
注意事项 15度鞠躬微笑问候:“您好!欢迎光临!”2)在客人前方1-2米距离领位,指引请客人向休息区,在客人入座后问客人对座位是否满意:“您好!请问坐这儿可以吗?”得到同意后为客人拉椅入座“好的,请入座!” 3)若客人无置业顾问陪同,可询问:请问您有专属的置业顾问吗?,为客人取阅项目资料,并礼貌的告知请客人稍等,置业顾问会很快过来介绍,同时请置业顾问关注该客人; 4)问候的起始语应为“先生-小姐-女士早上好,这里是XX销售中心,这边请”5)问候时间段为8:30-11:30 早上好11:30-14:30 中午好 14:30-18:00下午好 6)关注客人物品,如物品较多,则主动询问是否需要帮助(如拾到物品须两名人员在场方能打开,提示客人注意贵重物品); 7)在满座位的情况下,须先向客人致歉,在请其到沙盘区进行观摩稍作等
待; 阶段工作及服务流程 班中工作程序工作 要求 注意 事项 饮料(糕点服务) 1)在所有饮料(糕点)服务中必须使用 托盘; 2)所有饮料服务均已“对不起,打扰一 下,请问您需要什么饮品”为起始; 3)服务方向:从客人的右面服务; 4)当客人的饮料杯中只剩三分之一时, 必须询问客人是否需要再添一杯,在二 次服务中特别注意瓶口绝对不可以与 客人使用的杯子接触; 5)在客人再次需要饮料时必须更换杯 子; 下班程 序1)检查使用的工具及销售案场物资情况,异常情况及时记录并报告上级领导; 2)填写物资领用申请表并整理客户意见;3)参加班后总结会; 4)积极配合销售人员的接待工作,如果下班时间已经到,必须待客人离开后下班;
机械加工工艺过程卡片及工序卡片
职业技术师范学院机械加工工艺过程卡片产品型号HK-KIH201455 零件图号4059 资料编号227 产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页材料牌号405514 毛坯种类45钢毛坯外形尺寸Φ250*60mm 每毛坯件数 1 每台件数 工序号工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1 粗铣两端面 1 立式铣床立式铣床、专用夹具 2 粗精铣顶面、底面、内阶梯面、外阶梯端面 2 数控铣床数控铣床、专用夹具 3 粗镗内环6-φ35通孔、10-M6均布孔、6-M6-7H均布孔 1 坐标镗床卧式镗床、专用夹具 4 钻顶面2-φ8锥销孔 1 摇臂钻床摇臂钻床、专用夹具 5 攻内外阶梯面10-M6均布孔、6-M6-7H均布孔、4-M6-7H孔螺纹 1 组合机床组合机床、专用夹具 6 各锐边倒角 2 卧式车床普通车床、专用夹具 8 清洗 3 清洗台自来水、专用防锈液 9 检验 3 检验平台通用量具 设计(日期)校对(日期)审核(日期)标准化(日期) 2016/6/17 2016/6/25 标记处数签字日期标记处数更改文件号签字日期 职业技术师范学院机械加工工序卡片产品型号零件图号4059
产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页车间工序号工序名称材料牌号 1 01 粗铣毛坯上下端面45钢 毛坯种 类 毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*65mm 1 1 设备名称设备型号设备编号同时加工件数 立式铣床 1 夹具编号夹具名称切削液 普通夹具无 工位器具编号工位器具名称 工序工时(分) 准终单件 125*0.02游标卡尺 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/min mm/r mm 机动辅助 1 粗铣顶面立式铣床、游标卡尺710 186 1 3 1 0.7 0.2 2 粗铣底面立式铣床、游标卡尺710 186 1 3 1 0.7 0.2 3 设计(日期) 校对(日 期) 审核(日期)标准化(日期)会签(日期) 职业技术师范学院机械加工工序卡片产品型号零件图号4059
CA6140法兰盘工序卡
郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号831004 产品名称 CA6140法兰 盘 零(部件)名称CA6140法兰盘 共12 页 第1 页 车间工序号工序名材料牌号 1 粗车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件详见毛胚图 1 1 设备名称设备型号设备编号同时加工件数 卧式车床CA6140 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时(s) 准终单件 工步号工步内容工艺 装备 主轴转 速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给 次数 工步工时(min) 机动辅助 1 粗车Φ100端面200 66.6 0.71 2 1 0.39 2 粗车Φ100外圆柱面200 66.6 0.7 3 2 1 0.11 3 粗车B面(左端面) 200 66.6 0.71 2 1 0.18 4 粗车B面(外圆) 450 70.7 0.73 1. 5 1 0.1 5 粗车B面(右端面)250 75.4 0.71 2 1 0.14 6 粗车Φ90外圆柱面250 75.4 0.73 2 1 0.07 设计(日期) 审核 (日期) 标准化 (日期) 会签 (日期) 更改文件 号 1 / 1
郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号 产品名称 CA6140法兰 盘 零(部件)名称CA6140法兰盘 共12 页 第2 页车间工序号工序名材料牌号 2 粗车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 卧式车床CA6140 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时(s) 准终单件 工步号工步内容工艺 装备 主轴转 速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给 次数 工步工时(min) 机动辅助 1 粗车Φ45端面400 62.8 0.71 2 1 0.09 2 粗车Φ45外圆柱面450 70.7 0.7 3 1.5 1 0.13 3 粗车Φ90端面250 75. 4 0.71 2 1 0.14 设计(日期) 审核 (日期) 标准化 (日期) 会签 (日期)