注塑机调机操作技术书

核准核定审核作成:台湾琮玮机械
项次步骤操作项目
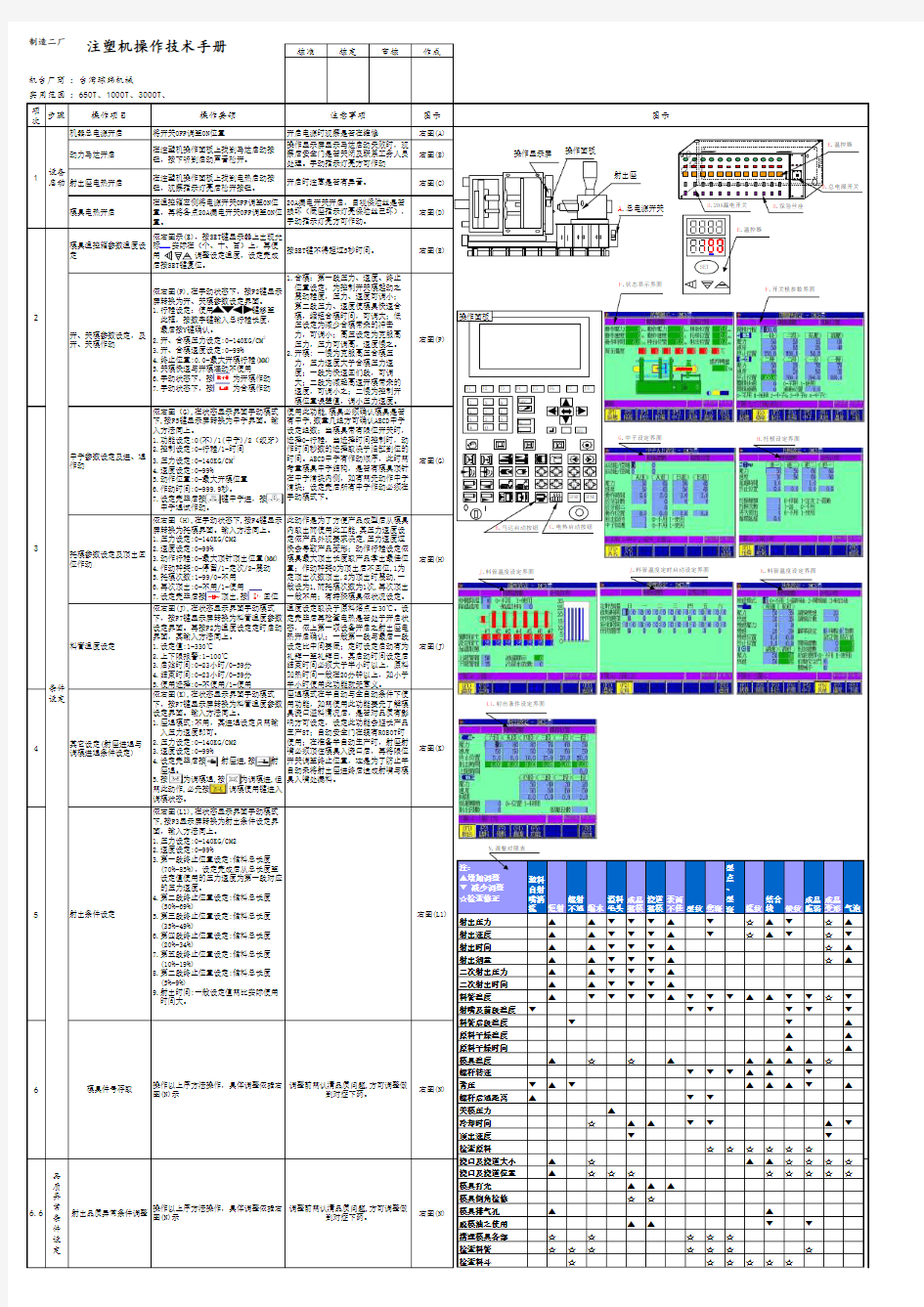
操作要领图示机器总电源开启
将开关OFF调至ON位置右图(A)动力马达开启在注塑机操作面板上找到马达启动按
钮,按下听到启动声音松开。
右图(B)射出座电热开启在注塑机操作面板上找到电热启动按
钮,观察指示灯亮后松开按钮。右图(C)模具电热开启在温控箱左侧将电源开关OFF调至ON位置,再将各点20A漏电开关OFF调至ON位置。
右图(D)模具温控箱参数温度设定依右图示(E),按SET键显示器上出现光
标 实际在(个、十、百)上,再使用调整设定温度,设定完成后按SET键复位
。
右图(E)开、关模参数设定,及开、关模作动依右图(F),在手动状态下,按F2键显示屏转换为开、关模参数设定界面。1.行程设定:使用 键移至 此框,按数字键输入总行程长度, 最后按Y键确认。2.开、合模压力设定:0-140KG/CM 2
3.开、合模速度设定:0-99%
4.终止位置:0.0-最大开模行程(MM)
5.关模快速与开模连动不使用
6.手动状态下,按 为开模作动
7.手动状态下,按 为合模作动右图(F)中子参数设定及进、退作动依右图(G),在状态显示界面手动模式
下,按F5键显示屏转换为中子界面。输入
方法同上。
1.功能设定:0(不)/1(中子)/2(绞牙)
2.控制设定:0-行程/1-时间
3.压力设定:0-140KG/CM 2
4.速度设定:0-99%
5.动作位置:0-最大开模位置
6.作动时间:0-999.9秒。
7.设定完毕后按 键中子进,按
中子退试作动。
右图(G)托模参数设定及顶出回位作动依右图(H),在手动状态下,按F4键显示
屏转换为托模界面。输入方法同上。
1.压力设定:0-140KG/CM2
2.速度设定:0-99%
3.动作行程:0-最大顶针顶出位置(MM)
4.作动种类:0-停留/1-定次/2-震动
5.托模次数:1-99/0-不用
6.再次顶出:0-不用/1-使用
7.设定完毕后按 顶出,按 回位
右图(H)料管温度设定依右图(J),在状态显示界面手动模式
下,按F7键显示屏转换为料管温度参数
设定界面。再按F2为温度设定定时启动
界面,其输入方法同上。
1.设定值:1-330℃
2.上下限报警:1-100℃
3.启始时间:0-23小时/0-59分
4.结束时间:0-23小时/0-59分
5.使用选择:0-不使用/1-使用右图(J)4其它设定(射座进退与调模进退条件设定)依右图(K),在状态显示界面手动模式下,按F7键显示屏转换为料管温度参数设定界面。输入方法同上。1.座退模式:不用,其进退设定只需输 入压力速度即可。2.压力设定:0-140KG/CM23.速度设定:0-99%4.设定完毕后按 射座进,按 射 座退。5.按 为调模退,按 为调模进,但
需此动作,必先按 调模使用键进入
调模状态。
右图(K)5射出条件设定依右图(L1),在状态显示界面手动模式
下,按F3显示屏转换为射出条件设定界
面,输入方法同上。
1.压力设定:0-140KG/CM2
2.速度设定:0-99%
3.第一段终止位置设定:储料总长度
(70%-85%),设定完成后从总长度至
设定值使用的压力速度为第一段对应
的压力速度。
4.第二段终止位置设定:储料总长度
(50%-69%)
5.第三段终止位置设定:储料总长度
(35%-49%)
6.第四段终止位置设定:储料总长度
(20%-34%)
7.第五段终止位置设定:储料总长度
(10%-19%)
8.第二段终止位置设定:储料总长度
(5%-9%)
9.射出时间:一般设定值需比实际使用
时间大。右图(L1)图示362使用此功能,模具必须确认模具是否有中子,数量几组方可确认ABCD中子设定组数;当模具带有限位开关时,选择0-行程,当选择时间控制时,动作时间秒数的选择取决于油缸到位的时间。ABCD中子有作动顺序,此时需考量模具中子结构,是否有模具顶针在中子滑块内侧,如有需先动作中子滑块;设定完后所有中子作动必须在手动模式下。此动作是为了方便产品成型后从模具内取出而使用此工能,其压力速度设定依产品外观要求决定,压力速度过快会导致产品变形;动作行程设定依模具最大顶出长度取产品拿出最佳位置;作动种类0为顶出后不回位,1为定顶出次数顶出,2为顶出时震动,一般设为1,而托模次数为1次,再次顶出一般不用;有特殊模具依状况设定。20A漏电开关开启,目视保险丝是否损坏(底座指示灯亮保险丝已坏),手
动指示灯亮方可作动。座退模式在半自动与全自动条件下使
用功能,如需使用此功能要先了解模
具浇口溢料情况后,是否对品质有影
响方可设定,设定此功能会延长产品
生产ST;自动安全门在装有ROBOT时使
用;在准备半自动生产时,射座射嘴
必须顶住模具入浇口后,再将限位开
关调至终止位置,这是为了防止半自
动未将射出座进终后造成射嘴与模具
入嘴处漏料。制造二厂 注塑机操作技术手册开启电源时观察是否在维修设备
启动1机台厂商实用范围右图(N)模具件号存取操作显示屏显示马达启动失败时,观察后安全门是否关闭及联系工务人员处理。手动指示灯亮方可作动开启时注意是否有异音。注意事项:650T、1000T、3000T、
1.合模:第一段压力、速度、终止
位置设定,为控制开关模起动之 震动程度,压力、速度可调小; 第二段压力、速度使模具快速合 模,缩短合模时间,可调大;低 压设定为减少合模带来的冲击 力,可调小;高压设定为克服高 压力,压力可调高,速度慢之。2.开模: 一慢为克服高压合模压 力,压力速度大于合模压力速 度;一段为快速回们段,可调 大;二段为减轻高速开模带来的 速度,可调小之;二慢为控制开
模位置误差值,调小压力速度。
按SET键不得超过5秒时间。调整前需认清品质问题,方可调整做到对症下药。右图(N)条件设定6.6品质异常条件设定射出品质异常条件调整操作以上序方法操作,具体调整依据右图(N)示操作以上序方法操作,具体调整依据右图(N)示调整前需认清品质问题,方可调整做到对症下药。温度设定取决于原料熔点±30℃。设定完毕后再检查电热是否处于开启状态,依上第一项设备开启之射出座电热开启确认;一般第一段与最后一段设定比中间要底;定时设定启动有为礼拜一至礼拜日,其启动时间设定后结束时间必须大于半小时以上,原料加热时间一般在20分钟以上,如小于半小时使用此功能就无意义。
操作显示屏操作面板A .总电源开关射出座F1F2F3F4F5F6F7F8789456123*0.ABC A N Y 。。DEL A A B C D B C D SPAR SPAR 操作面板B .马达启动按钮C .电热启动按钮E .温控器SET D .总电源开关
D .20A 漏电开关D .保险丝座
E .温控器
F .状态显示界面F .开关模参数界面
G .中子设定界面
H .托模设定界面J .料管温度设定界面K .料管温度设定界面J .料管温度定时启动设定界面L1.射出条件设定界面N.调整对照表注:黑▲增加调整点▼ 减少调整、☆检查修正黑斑射出压力▲▲▼▼▼▲▼☆▲▼☆▲射出速度▲▲▼▼▼▲▼☆▲▼☆▼射出时间▲▲▼▼▼▲☆▲射出剂量▲▲▼▼▼▲☆▲二次射出压力▲▲▼▼▼▲二次射出时间▲▲▼▼▼▲料管温度▲
▼▼▼▼▲▼▼▼▲▲▼▼☆▼射嘴及前段温度▼
▼▼▼▼▼料管后段温度
▼▼▲原料干燥温度
▲▲原料干燥时间
▲▲模具温度
▲
☆☆▲▲▲▲▲☆螺杆转速▼▼▼▲▲▼背压▼
▲▼▲▲▲▼▲螺杆后退距离▲▼
▼关模压力▲冷却时间
☆▲▲▼▼▲▼顶出速度
▼▼检查原料
☆☆☆☆☆☆浇口及浇道大小▲
☆▲▲☆☆☆☆浇口及浇道位置▲☆☆☆
☆☆☆☆☆模具打光▲
▲▲模具倒角检修☆
☆模具排气孔▲
▲脱模油之使用▲
▲▼▼清理模具各部☆
☆☆☆☆检查料管☆☆
☆☆☆☆☆检查料斗
☆☆☆☆☆☆溢料毛头成品黏模浇道黏模表面不佳塑料自射嘴滴流短射螺射不退缩水银纹成品脆弱成品变形气泡黑纹焦斑流纹结合线注:黑▲增加调整点▼ 减少调整、☆检查修正黑斑射出压力▲▲▼▼▼▲▼☆▲▼☆▲射出速度▲▲▼▼▼▲▼☆▲▼☆▼射出时间▲▲▼▼▼▲☆▲射出剂量▲▲▼▼▼▲☆▲二次射出压力▲▲▼▼▼▲二次射出时间▲▲▼▼▼▲料管温度▲▼▼▼▼▲▼▼▼▲▲▼▼☆▼射嘴及前段温度▼▼▼▼▼▼料管后段温度▼▼▲原料干燥温度▲▲原料干燥时间▲▲模具温度▲☆☆▲▲▲▲▲☆螺杆转速▼▼▼▲▲▼背压▼▲▼▲▲▲▼▲螺杆后退距离▲▼▼关模压力▲冷却时间☆▲▲▼▼▲▼顶出速度▼▼检查原料☆☆☆☆☆☆浇口及浇道大小▲☆▲▲☆☆☆☆浇口及浇道位置▲☆☆☆☆☆☆☆☆模具打光▲▲▲模具倒角检修☆☆模具排气孔▲▲脱模油之使用▲▲▼▼清理模具各部☆☆☆☆☆检查料管☆☆☆☆☆☆☆检查料斗☆☆☆☆☆☆溢料毛头成品黏模浇道黏模表面不佳塑料自射嘴滴短射螺射不退缩水银纹成品脆弱成品变形气泡黑纹焦斑流纹结合线