锅炉钢材使用温度范围及部位

钢材使用温度范围
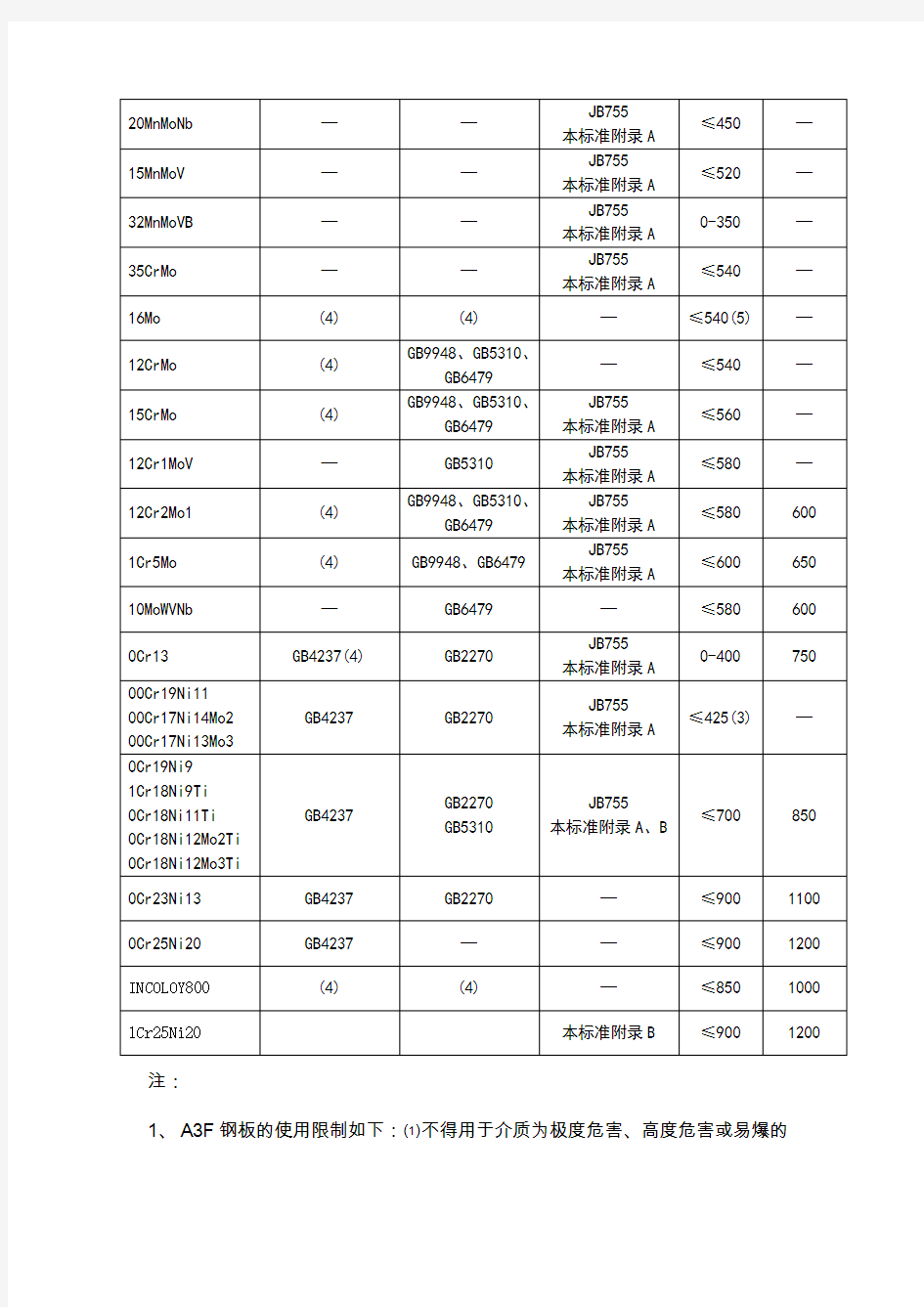
注:
1、A3F钢板的使用限制如下:⑴不得用于介质为极度危害、高度危害或易爆的
受压元件;⑵使用温度0-250℃;设计压力≤0.6MPa;⑷容器容积≤10m3;
用于主要受压元件(壳体或成型弯头),板厚≤12mm;⑸用于法兰、法兰盖等,板厚≤16mm。
2、A3钢板的使用限制如下:⑴不得用于介质为极度危害、高度危害或液化石
油气容器的受压元件;⑵容器容积≤10m3;⑶用于主要受压元件(壳体或成型弯头):使用温度0-350℃;设计压力≤1.0MPa;板厚≤16mm;⑷用于法兰、法兰盖、管板及类似受压元件时:使用温度≥-20-350℃;设计压力≤
4.0MPa;P×Di≤2000(D为公称直径,mm;P为设计压力,MPa)。当使用
温度<0℃(但≥-20℃)且板厚≥30mm时,应校验钢板的常温冲击功(纵向,V型夏比试样,一组三个试样的平均值)不低于27J。
3、16Mn钢板的使用限制如下:⑴未附加校验或保证钢板常温冲击韧性要求的
钢板不得用于压力容器主要受压元件;⑵用于法兰、法兰盖、管板及类似受压元件时使用限制同于A3钢;⑶经校验或复验,保证其常温冲击功(纵向,V型夏比试样,平均值)不低于27J时,可用作压力容器主要受压元件,其使用限制如下:a、设计温度0-350;b、设计压力≤2.5MPa;c、板厚≤30 mm。
4、16Mo、INCOLOY800尚无钢板、钢管标准,12CrMo、15CrMo、12Cr2Mo1、
1Cr5Mo尚无钢板标准,设计选用可参照国外相应钢材标准。
5、16Mo长期使用温度超过475℃时应考虑石墨化倾向的影响,因此累计时间
超过4年的受压元件应检验是否产生石墨化。
6、超低碳奥氏体不锈钢长期使用温度超过425℃,将导致碳化鉻在晶界析出,而
丧失抗晶界腐蚀能力。
7、公称含鉻量≥13%的铁素体不锈钢板(复合板除外)不得用于设计压力≥0.25
MPa,且壁厚>6mm的压力容器主要受压元件。
8、表中注明温度下限者,下限温度即为本标准的适用范围温度下限值(>
-20℃)
9、表中“抗氧化温度上限”仅适用于受力不大的非受压元件。
钢材目前是很多行业都会运用到的一种产品,不仅有建设作用,也有一些其他的作用,钢材的分类众多,那么常见钢材的用途及应用有哪些?下面就跟着钢材厂家--四川蓉明贵贸易有限公司一起来看看吧。
1.中厚板
中板是指厚度3-25mm的钢板,厚度25-100mm的称为厚板,厚度超过100mm的为特厚板。
用途:
中厚板主要应用于建筑工程、机械制造、容器制造、造船、桥梁建造等。多用来制造各种容器(特别是压力容器)、锅炉的炉壳和桥梁结构,以及汽车大梁
结构、江海运输的船壳、某些机械零部件,还可以拼装焊接成大型构件等。
具体应用:
桥梁用钢板:用于大型铁路桥梁的钢板,要求承受的动载荷、冲击、震动、耐蚀等性能都比较强,牌号如Q235q、Q345q等,q字为“桥”的意思。
造船钢板:用于制造海洋及内河船舶船体,要求强度高,塑性、韧性、冷弯性能、焊接性能、耐蚀性能都好,牌号如A32、D32、A36、D36等。
锅炉钢板(锅炉板):用于制造各种锅炉及重要附件,由于锅炉钢板要长期处于中温(350℃以下)及高压状态下工作,除承受较高压力外,还受到冲击、疲劳载荷以及水和蒸气腐蚀,要求保证一定强度,还要有良好的焊接及冷弯性能,牌号如Q245R等,R字为“容器”的意思。
压力容器用钢板:主要用于制造石油、化工气体分离和气体储运的压力容器和其它类似设备,一般工作压力在常压到320kg/cm2甚至到630kg/cm2,温度在-20℃到450℃范围内工作,除要求容器钢板除具有一定的强度、良好的塑性和韧性外,还必须具有较好冷弯和焊接性能,牌号如Q245R、Q345R、
14Cr1MoR、15CrMoR等,字母Cr是铬,Mo是钼。
其中14Cr1MoR、15CrMoR都属于Cr-Mo抗氢钢,严格意义上它们已经属于专用特殊钢。适用于石油化工、核电、汽轮机缸体、火电等高温高压、与氢或氢混合介质接确的大型设备;而且15CrMoR达到在550℃以下具有较高的持久强度。
汽车大梁钢:用于制造汽车大梁(纵梁、横梁),用厚度为2.5-12mm的低合金热轧钢板。由于汽车大梁形状复杂,除要求较高强度和冷弯性能外,还要求冲压性能好。
2.螺纹钢
螺纹钢是热轧带肋钢筋的俗称。螺纹钢与光圆钢筋的区别是表面带有纵肋和横肋,通常带有二道纵肋和沿长度方向均匀分布的横肋。
建筑常用Ⅱ级(左)和Ⅲ级(右)螺纹钢
主要用途:
螺纹钢属于小型型钢钢材,主要用于钢筋混凝土建筑构件的骨架。广泛用于房屋、桥梁、道路等土建工程建设。在使用中要求有一定的机械强度、弯曲变形性能及工艺焊接性能。
生产螺纹钢的原料钢坯为经镇静熔炼处理的碳素结构钢或低合金结构钢,成品钢筋为热轧成形、正火或热轧状态交货。
牌号含义:
普通热轧钢筋其牌号由HRB和牌号的屈服点最小值构成。H、R、B分别为热轧(Hotrolled)、带肋(Ribbed)、钢筋(Bars)三个词的英文首位字母。
热轧带肋钢筋,主要分HRB335(老牌号为20MnSi)、HRB400(老牌号
为20MnSiV、20MnSiNb、20Mnti)、HRB500三个牌号。
细晶粒热轧钢筋的牌号,是在热轧带肋钢筋的英文缩写后加“细”的英文(Fine)首位字母。如:HRBF335、HRBF400、HRBF500。
有较高要求的抗震结构适用牌号,是在已有牌号后面加字母E(例如:HRB400E、HRBF400E)。
3.不锈钢
不锈钢分类:
不锈钢按不同外形分为型材、管材和板材,不锈钢板包括厚度0.5-4毫米的薄板和4.5-35毫米的厚板。金属制品当中还有不锈钢丝。
不锈钢按照不同轧制方法分为热轧和冷轧的两种。
不锈钢按钢种的组织特征又分为5类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉淀硬化型。
常见的不锈钢牌号主要是依据不同合金成份来分类。目前可分为Cr系(400系列)、Cr-Ni系(300系列)、Cr-Mn-Ni(200系列)及析出硬化系(600系列)等。
国标GB的牌号采用不锈钢成份的直接标注,如0Cr18Ni9、
0Cr17Ni12Mo2、1Cr18Ni9Ti等,使用中一般要对应日本或美国标准的200、300、400和600系列牌号,后一种牌号反而在日常会用到。
例如常见的几种牌号对照如下:
200系列—铬-锰氮奥氏体不锈钢
300系列—铬-镍奥氏体不锈钢
301—延展性好,用于成型产品。也可通过机械加工使其迅速硬化;焊接性
好;抗磨性和疲劳强度优于304不锈钢。
302—耐腐蚀性同304,由于含碳相对要高因而强度更好。
303—通过添加少量的硫、磷使其较304更易切削加工。
304—即18/8不锈钢。GB牌号为0Cr18Ni9。
309—较之304有更好的耐温性。
316—继304之后,第二个得到最广泛应用的钢种,主要用于食品工业、制药行业和外科手术器材,添加钼元素使其获得一种抗腐蚀的特殊结构。由于较之304其具有更好的抗氯化物腐蚀能力因而也作“船用钢”来使用。SS316则通常用于核燃料回收装置。18/10级不锈钢通常也符合这个应用级别。
321—除了因为添加了钛元素降低了材料焊缝锈蚀的风险之外,其他性能类似304。
400系列—铁素体和马氏体不锈钢。
408—耐热性好,弱抗腐蚀性,11%的Cr,8%的Ni。
409—最廉价的型号(英美),通常用作汽车排气管,属铁素体不锈钢(铬钢)。
410—马氏体(高强度铬钢),耐磨性好,抗腐蚀性较差。
416—添加了硫改善了材料的加工性能。
420—“刃具级”马氏体钢,类似布氏高铬钢这种最早的不锈钢。也用于外科手术刀具,可以做的非常光亮。
430—铁素体不锈钢,装饰用,例如用于汽车饰品,有良好的成型性,但耐温性和抗腐蚀性要差一些。
440—高强度刃具钢,含碳稍高,经过适当的热处理後可以获得较高屈服强
度,硬度可以达到58HRC,属于最硬的不锈钢之列。最常见的应用例子就是“剃须刀片”。常用型号有三种:440A、440B、440C,另外还有440F(易加工型)。
500系列—耐热铬合金钢。
600系列—马氏体沉淀硬化不锈钢。
630—最常用的沉淀硬化不锈钢型号,通常也叫17-4;17%Cr,4%Ni。
主要用途:
广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及建筑、厨具、餐具、车辆、家用电器各类零部件。
如果你有关于钢材的需求,欢迎致电四川蓉明贵贸易有限公司。
四川蓉明贵贸易有限公司是莱钢,马钢,金丰,津西,日照,包钢,武钢四川总经销。
产品包括H型钢,工字钢,槽钢,角钢,C型钢,钢板,方矩管,无缝管,镀锌管,焊管,高压锅炉管,钢板桩等
钢的锻造温度
钢的锻造温度 锻造温度范围是指始锻温度和终锻温度之间的一段温度间隔。确定锻造温度的基本原则是,就能保证金属在锻造温度范围内具有较高的塑性和较小的变形抗力,并得到所要求的组织和性能。锻造温度范围应尽可能宽一些,以减少锻造火次,提高生产率。 1.始锻温度 始锻温度即坯料开始锻造的温度,应理解为钢或合金在加热炉内允许的最高加热温度。从加热炉内取出毛坯送到锻压设备上开始锻造之前,根据毛坯的大小、运送毛坯的方法以及加热炉与锻压设备之间距离的远近,毛坯有几度到几十度的温降。因此,真正开始锻造的温度稍低,在始锻之前,应尽量减小毛坯的温降。 2.终锻温度 终锻温度即坯料终止锻造的温度,终锻温度主要应保证在结束锻造之前坯料仍具有足够的塑性,以及锻件在锻后获得再结晶组织。 3.锻造温度范围 锻造温度范围是指始锻温度和终锻温度之间的一段温度间隔。确定锻造温度的基本原则是,就能保证金属在锻造温度范围内具有较高的塑性和较小的变形抗力,并得到所要求的组织和性能。锻造温度范围应尽可能宽一些,以减少锻造火次,提高生产率。 由Fe-Fe3C合金相图可以确定始锻温度和终锻温度以及锻造的温度范围。目前应用的铁碳合金状态图是含碳量为0~6.69%的铁碳合金部分(即Fe-Fe3C部分),因为含碳量大于6.69%的铁碳合金在工业上无使用价值。右图为简化后的Fe-Fe3C状态图。 Fe-Fe3C状态图 碳钢的锻造温度范围如图1(铁-碳状态图)中的阴影线所示。 钢的始锻温度主要受过热的限制,合金结构钢和合金工具钢的始锻温度主要受过热和过烧温度的限制。钢的过烧温度约比熔点低100~150℃,过热温度又比过烧温度低约50℃,所以钢的始锻温度一般应低于熔点(或低于状态图固相线AE温度)150~200℃。由于钢锭的过热倾向小,始锻温度比同钢种的锻坯和轧材高20~50℃。当采用高速精锻时由于热效应大,始锻温度可降低越100℃。 图10 铁-碳状态图 当亚共析钢始锻温度应在GS(A3)线以上15~50℃,使钢在单相奥氏体(γ)区内完成锻造。因为单相(γ)区组织均一,塑性良好。但对于碳的质量分数<0.3%的低碳钢,因为铁素体(α)的塑性好,故在A3线以下的γ+α双相区仍有足够的塑性,变形抗力也不高,这就扩大了锻造温度范围,且可以细化晶粒。 对于过共析钢终锻温度应在SE线(A cm)以下,PSE’(A1)线以上50~100℃。这是因为,这是因为,若终锻温度选在A cm线以上,则会使锻件在锻后的冷却过程中,从奥氏体中从晶界析出二次网状Fe3C呈脆性,因此,因此会大大降低锻件的力学性能。而在A cm线与A1线之间进行锻打,塑性变形破碎了网状Fe3C并使之弥散分布,锻件具有较好的力学性能。 需要指出的是,根据状态图大致确定的锻造温度范围,还需要根据钢的塑性图、变形抗力图等资料加以精确化。这是因为状态图是在实验室中一个大气压及缓慢冷却的条件下作出的,状态图上的临界点与钢在锻造时的相变温度并不一致。 由于生产条件不同,各工厂所用的锻造温度范围也不完全相同。合金结构钢的锻造温度范围见表1。合金结构钢钢锭锻造温度范围见表2。合金工具钢、弹簧钢和滚珠轴承钢的锻造温度范围见表3。
钢材允许使用温度
3 元件;(2)使用温度0~250℃;(3)设计压力≤0.6M Pa;(4)容器容积≤10m3;(5)用于主要受压元件(壳体、成型封头),板厚≤12mm;用于法兰、法兰盖等,板厚≤16mm。 2、A3钢板的的使用限制如下:(1)不得用于介质为极度危害、高度危害或液化石油气容器的受压元件;(2)容器容积≤10m3;(3)用于主要受压元件(壳体、成型封头):使用温度0~350℃;设计压力≤1.0MPa;板厚≤16mm;(4)用于法兰、法兰盖、管板及类似受压元件时:使用温度>-20~350℃;设计压力≤4.0MPa;P×Di≤2000 ( D为公称直径,mm;P为设计压力,MPa)。当使用温度<0℃(但>-20℃)且板厚≥30mm时,应检验钢板的常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J。 3、16Mn钢板的的使用限制如下:(1)未附加检验或保证钢板常温冲击韧性要求的钢板不得用于压力容器主要受压元件;(2)用于法兰、法兰盖、管板及类似受压元件时使用限制同于A3钢;(3)经检验或复验,保证其常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J时,可用作压力容器主要受压元件,其使用限制如下:a、设计温度0~350℃;b、设计压力≤2.5MPa;c、板厚≤30mm。 4、16Mo、INCOLOY800尚无钢板、钢管标准,12CrMo、15CrMo、12Cr2Mo1、1Cr5Mo 尚无钢板标准,设计选用可参照国外相应钢材标准。
5、16Mo长期使用温度超过475℃时应考虑石墨化倾向的影响,因此累计使用时间超过4年的受压元件应检查是否产生石墨化。 6、超低碳奥氏体不锈钢长期使用温度超过425℃,将导致碳化铬在晶界析出,而丧失抗晶界腐蚀能力。 7、公称含铬量≥13%的铁素体不锈钢钢板(复合板除外)不得用于设计压力≥0.25MPa,且壁厚>6mm的压力容器主要受压元件。 8、表中注明温度下限者,下限温度即为本标准的适用范围温度下限值(>-20℃)。 9、表中“抗氧化温度上限”仅适用于受力不大的非受压元件。 摘自:HGJ15-89中华人民共和国化学工业部设计标准“钢制化工容器材料选用规定”
GB713-2008《锅炉和压力容器用钢板》课件
GB713-2008《锅炉和压力容器用钢板》 讲解内容 GB713-2008《锅炉和压力容器用钢板》是对GB713-1997《锅炉用钢板》和GB6654—1996《压力容器用钢板》两个标准进行修订合并而成的。这项工作从2005开始,到2007年完成。2008年3月发布新标准,同年9月1日起实施。 锅炉及压力容器用钢板是重要产品,关系到生命财产安全,技术要求高,生产难度大。标准的制修订工作难度也比较大,特别由原来已经执行多年的标准合并为一个标准难度更大。为了做好两个标准的修订和合并工作,征求了一些有关单位的意见,调查标准的执行情况,查阅标准档案资料,收集了ISO、EN、JIS和ASTM等国际国外主要标准。国外这方面的标准比较多,尤其是美国,ASTM有30多个压力容器用钢板标准,体系比较乱。日本标准受美国的影响比较明显,JIS的锅炉及压容器用钢板标准也比较多,有11个。EN和ISO压力容器用钢板标准的系列完整、分类清楚、数量不多。EN10028压力容器用钢板包含7部分,即7个标准。ISO9328压力容器用钢板包含5部分,比EN少2个标准,但内容与EN10028的内容是一样的,ISO 正火和调质钢板合订一个标准,TMCP控轧控冷钢也没有单独标准。 与国外比,国内压力容器用钢板标准少,不配套、有空缺。GB713和GB 6654对应的国外标准主要有ISO9328-2、EN10028-2、 JIS G 3115、JIS G 4109、ASTM A 299、ASTMA387。对这些标准进行了分析对比,基本了解国内外标准情况和标准水平后,在原标准的基础上,结合国情和使用部门的要求,并参考国际国外标准,对原来两个标准进行修订和合并。 这次修订和合并标准的原则,是结合国情和用户的要求,EN10028-2:2002作为重要参照和采用的对象。 在新标准中引进国际国外标准中通用的、典型的国内已经生产使用的牌号,淘汰原标准中性能差的、用户不满意的牌号;反映国内冶炼和轧钢技术进步,降低硫、磷等杂质含量,提高钢的纯净度和性能
关于锅炉及压力容器常用钢材
关于锅炉及压力容器常用钢材 1. 锅炉及压力容器对钢材性能的要求 按工作条件分为两大类: 一、用以制造室温及中温承压元件的钢板与钢管 具有特点: 1 有较高的室温强度 通常以屈服极限σs和强度极限σb为设计依据,要求有较大的σs和σb良好的韧性性能 材料需具有足够的韧性防止脆性断裂,在考虑强度的同时也不能忽略韧性,(1) 材料的韧性通常用冲击韧性值αk表示。 压力容器用钢的冲击韧性要求 冲击韧性值αk(N·m/cm2) 20℃ -40℃ (2)还需要考虑时效韧性 时效就是钢材经冷加工变形后,在室温或较高温度下,冲击韧性随时间变化。通常在200-300℃,冲击韧性值显著降低。一般要求下降率不超过50%。 由于容器断裂过程包括在缺陷处形成裂纹和裂纹扩散两个阶段,相应两种防止断裂方法 (1)选用具有足够韧性的钢材以防止裂纹产生,要求如上表所示 (2)选用韧性更高的材料,以求在裂纹产生后能够阻止裂纹扩展。(要求温度比无塑性转变温度NPT高一定数值,例如元件的设计应力为屈服极限σs一半时,要高17℃ 3 较低的缺口敏感性 制造过程中,开孔和焊接会产生局部应力集中,要求材料有较低的缺口敏感性,以防止产生裂纹 4 良好的加工工艺性能和焊接性能 由于焊接热循环作用,会 (1)降低热影响区材料的韧性、塑性 (2)在焊缝内产生各种缺陷 其中(1)、(2) 均会产生裂纹 在选材料时需考虑 >=60 >=35 (1)材料中碳的当量值(保证材料具有较好的可焊性) (2)适当的焊接材料和焊接工艺 (3)材料具有良好的塑性(碳钢和碳锰钢δs不低于16%,合金钢δs不低于14%) (4)良好的低倍组织 (5)钢材的分层、非金属夹杂物、气孔、疏松等缺陷尽可能减少(防止裂纹的产生)
锻造加热规范
1 范围 本规范规定了本厂生产、供本厂锻造用的电炉锭、电渣锭与钢坯炉窑加热工艺的编制要素、导则和方法。本规范适用于冷热钢锭于钢坯。 2 引用标准 下列标准所包含的条文,通过本标准中引用而构成本标准的条文。本标准出版时所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 DYⅡ-39-93 热送钢锭冷处理工艺守则 DYⅡ-3-39 水压机自由锻锻后冷却及锻后热处理工艺守则 QGSHYZ 22-93 热加工工艺文件制定规程 3 名词说明和定义 钢锭和钢坯 钢锭锭身锻比<的成钢锭,锭身锻比≥的称钢坯。(简称“锭”、“坯”) 冷、热锭(坯) 装炉时锭{坯}表面温度<400℃(且内部温度肯定低于表面温度)的称冷锭(坯),表面温度≥400℃(且内部温度肯定高于表面温度)的称热锭(坯)。 表面温度以钢锭冒口端进锭身200mm凹(圆)面处、坯料离端口200mm平面处的实际温度为准。 锻造温度保温时间 指炉温(一般指炉窑顶部电偶所测温度)进入工艺规定温度公差范围、开始保持此温度,使钢锭(坯)变形区与此温度趋于基本一致所需时间。 最少保温时间 指钢锭(坯)在进行表面区域变形或精锻(如倒棱、滚圆、校直、整型等)前加热到锻造温度时开始保温所需的最少时间。 普通保温时间 指钢锭(坯)在进行常规锻造或粗锻(如拔长、冲孔、平整、剥边、扭曲、错移、弯曲等等)前加热到锻造温度时开始保温所需时间。但镦粗须在此保温时间基础上延长20%。 4 要素确认 按本规范编审有关钢锭(坯)的加热工艺前,一般应确定下列基本要素 锻造工艺和产品技术质量要求; 钢锭(坯)的规格、质量、形状、及其相关现状; 加热炉规格及其工作可靠性; 装炉单、装炉方式和合炉要求; 有关作业方法及其有效性; 测温形式及显示的正确,及时,统一性; 工装,附件的匹配; 作业环境适应性。
锅炉钢材使用温度范围及部位
钢材使用温度范围
注: 1、A3F钢板的使用限制如下:⑴不得用于介质为极度危害、高度危害或易爆的
受压元件;⑵使用温度0-250℃;设计压力≤0.6MPa;⑷容器容积≤10m3; 用于主要受压元件(壳体或成型弯头),板厚≤12mm;⑸用于法兰、法兰盖等,板厚≤16mm。 2、A3钢板的使用限制如下:⑴不得用于介质为极度危害、高度危害或液化石 油气容器的受压元件;⑵容器容积≤10m3;⑶用于主要受压元件(壳体或成型弯头):使用温度0-350℃;设计压力≤1.0MPa;板厚≤16mm;⑷用于法兰、法兰盖、管板及类似受压元件时:使用温度≥-20-350℃;设计压力≤ 4.0MPa;P×Di≤2000(D为公称直径,mm;P为设计压力,MPa)。当使用 温度<0℃(但≥-20℃)且板厚≥30mm时,应校验钢板的常温冲击功(纵向,V型夏比试样,一组三个试样的平均值)不低于27J。 3、16Mn钢板的使用限制如下:⑴未附加校验或保证钢板常温冲击韧性要求的 钢板不得用于压力容器主要受压元件;⑵用于法兰、法兰盖、管板及类似受压元件时使用限制同于A3钢;⑶经校验或复验,保证其常温冲击功(纵向,V型夏比试样,平均值)不低于27J时,可用作压力容器主要受压元件,其使用限制如下:a、设计温度0-350;b、设计压力≤2.5MPa;c、板厚≤30 mm。 4、16Mo、INCOLOY800尚无钢板、钢管标准,12CrMo、15CrMo、12Cr2Mo1、 1Cr5Mo尚无钢板标准,设计选用可参照国外相应钢材标准。 5、16Mo长期使用温度超过475℃时应考虑石墨化倾向的影响,因此累计时间 超过4年的受压元件应检验是否产生石墨化。 6、超低碳奥氏体不锈钢长期使用温度超过425℃,将导致碳化鉻在晶界析出,而 丧失抗晶界腐蚀能力。 7、公称含鉻量≥13%的铁素体不锈钢板(复合板除外)不得用于设计压力≥0.25 MPa,且壁厚>6mm的压力容器主要受压元件。
锅炉金属材料(非常实用)
锅炉金属材料 1材料分类 常用的有金属材料和非金属材料。金属材料有碳钢、合金钢、有色金属、铸铁及其合金。其中应用最为广泛的是碳钢和合金钢。如将钢按用途来划分,有结构钢(建筑及工程用钢或结构用钢,如锅炉中的钢结构等)、工具钢(各种量具、刃具、模具钢等)和特殊性能钢(耐热钢、不锈耐酸钢及电工用钢);按质量来划分则有普通钢、优质钢和高级优质钢三类;按冶炼方法、钢液脱氧程度和铸锭工艺的不同来划分则有沸腾钢、镇静钢(脱氧完全的钢,化学成分和力学性能均匀、焊接性能和抗腐蚀性好,一般用来做较重要的部件;受压元件用钢即是)和半镇静钢三类;此外还有其余种类的如按金相组织分类方法(下面介绍耐热钢时还要介绍)等。 2锅炉金属材料性能 1)常规性能 锅炉常用金属材料的常规力学性能主要有以下几种: 弹性极限:金属在力的作用下,形状发生变化,当力去除后,仍能恢复原状的能力称为弹性;而随外力而消失的变形称为弹性变形。。在拉伸试验中,试样未发生永久变形时单位面积所承受的最大力就为弹性极限σe; 强度:强度是指金属材料抵抗变形和破坏的能力,即金属材料在外力作用下抵抗变形和断裂的性能,可分为抗拉强度、抗压强度、抗剪强度和抗扭强度等。工程上金属材料的主要强度性能指标是屈服极限σs和抗拉强度σb。金属材料在超过σs的应力下工作,会使零件产生塑性变形;在超过σb的应力下工作时,会引起零件的断裂破坏。σb是试件被拉断前的最大负荷Pb与原横截面积F0之比,σb = Pb / F0,单位为MPa;屈服强度或屈服点σS是指金属材料在拉伸试验中,外力已经超过弹性极限σe,虽然应力不再增加,但试件仍在伸长,试件产生比较明显的塑性变形,此时的应力称之; 塑性:金属受外力作用产生变形,当外力去掉后变形不恢复的性能称为塑性;外
钢的锻造温度范围
钢的锻造温度范围 锻造热力规范是指锻造时所选用的一些热力学参数,包括锻造温度、变形程度、应变速率、应力状态(锻造方法)、加热加冷却速度等。这些参数直接影响着金属材料的可锻性及锻件的组织和性能,合理选择上述几个热力学参数,是制订锻造工艺的重要环节。确定锻造热力学参数的主要依据是钢或合金的状态图、塑性图、变形抗力图及再结晶图等。用这些资料所确定的热力学参数还需要通过各种试验或生产实践来进行验证和修改。 在确定锻造热力学参数时,并不是在任何情况下,都需要上述的所有资料。当对锻件的组织和性能没有严格要求时,往往只要有塑性图及变形抗力图就够了。若对锻件的晶粒大小有严格要求,而且在机械性能方面也有硬性规定时,除状态图、塑性图和变形抗力图之外,还需要参考再结晶图以及能说明所采用热力规范是否能保证产品机械性能的资料。 锻造温度范围是指始锻温度和终锻温度之间的一段温度间隔。确定锻造温度的基本原则是,就能保证金属在锻造温度范围内具有较高的塑性和较小的变形抗
力,并得到所要求的组织和性能。锻造温度范围应尽可能宽一些,以减少锻造火次,提高生产率。 碳钢的锻造温度范围如图10(铁-碳状态图)中的阴影线所示。在铁碳合金中加入其他合金元素后,将使铁-碳状态图的形式发生改变。一些元素(如 Cr,V,W,Mo,Ti,Si等)缩小r相区,升高A 3和A 1 点;而 另一些元素(如Ni,Mn等)扩大r相区,降低A 3和A 1 点。所有合金元素均使S点和E点左移。由此可见,合金结构钢和合金工具钢也可参照铁-碳状态图来初步确 定锻造温度范围,但相变点(如熔点,A 3,A 1 ,A Cm 等) 则需改用各具体钢号的相变点。 1.始锻温度 始锻温度应理解为钢或合金在加热炉内允许的最高加热温度。从加热炉内取出毛坯送到锻压设备上开妈锻造之前,根据毛坯的大小、运送毛坯的方法以及加热炉与锻压设备之间距离的远近,毛坯有几度到几十度的温降。因此,真正开始锻造的温度稍低,在始锻之前,应尽量减小毛坯的温降。 合金结构钢和合金工具钢的始锻温度主要受过热和过烧温度的限制。钢的过烧温度约比熔点低100~150℃,过热温度又比过烧温度低约50℃,所以钢的始
钢材的使用温度限制
钢材的使用温度限制 铸铁 使用介质温度为-29-343℃的受压或非受压管道;不得用于输送温度高于150℃或表压力高于2.5MPa的可燃流体管道;不得输送有毒介质。 优质碳素钢 1、、输送碱性或苛性碱介质时应考虑有发生碱脆的可能,锰钢如16Mn不得用于该环境。 2、在有应力腐蚀开裂环境时,应进行焊后消除应力热处理,热处理后的焊缝硬度不得大于HB200,焊缝应进行100%无损探伤;锰钢如16Mn不宜用于有应力腐蚀开裂倾向环境中。 3、碳素钢、碳锰钢和锰钒钢在425℃及以上长期工作时,其碳化物有转化为石墨的可能性,因此限制其最高工作温度不得超过425℃。 临氢操作时,应考虑发生氢损伤的可能性;含碳量大于0.24%不宜用于焊接连接的管道及元件。 铬钼合金钢 碳钼钢(C-0.5Mo)在468℃下长期工作时,其碳化物有转化为石墨的倾向,因此其最高工作温度不超过468℃。临氢操作时,应考虑发生氢损伤的可能性;在H2+H2S工作环境时,应根据Nelson曲线和Couper曲线确定其使用条件;应避免在有应力腐蚀开裂环境中使用。在400-550℃温度区间长期工作时,应考虑回火脆性。 不锈钢耐热钢 1、含铬12%以上的铁素体和马氏体不锈钢在400-550℃温度区间长期工作时,应考虑防止475℃的回火脆性,表现为室温下的材料脆化。 2、奥氏体不锈钢在加热冷却过程中,经540-900℃区间时,应考虑防止产生晶间腐蚀倾向;当有还原性较强的腐蚀介质存在时,应选用稳定型(含有稳定化元素Ti和Nb)或超低碳型(C≤0.003%)奥氏体不锈钢。 3、不锈钢在接触氯化物时,有应力腐蚀开裂和电蚀的可能,应避免接触湿的氯化物时,或者控制物料和环境中的氯离子含量不超过25PPM。 4、奥氏体不锈钢使用温度超过525℃时,其含碳量应大于0.04%,否则钢的强度会显著下降。
超临界锅炉用钢
超临界、超超临界锅炉用钢 杨富1,李为民2,任永宁2 (1. 中国电力企业联合会,北京100761;2. 北京电力建设公司北京 100024) 摘要:提高火力发电厂效率的主要途径是提高蒸汽的参数即提高蒸汽的压力和温度,而提高蒸汽参数的关键有赖于金属材料的发展。从发展超临界、超超临界机组与发展新钢种的关系以及超临界、超超临界锅炉对钢材的要求,概述了火电锅炉用钢的发展历程以及部分新钢种的性能。 关键词:临界、超超临界;锅炉;材料 2020年全国装机容量将达到9.5亿kW,其中火电装机仍然占70%,即今后17年将投产4.0亿kW左右的火电机组。火电建设将主要是发展高效率高参数的超临界(SC)和超超临界(USC)火电机组。从目前世界火力发电技术水平看,提高火力发电厂效率的主要途径是提高蒸汽的参数,即提高蒸汽的压力和温度。发展超临界和超超临界火电机组,提高蒸汽的参数对于提高火力发电厂效率的作用是十分明显的。表1给出了蒸汽参数与火电厂效率、供电煤耗关系[1]。 表1 蒸汽参数与火电厂效率、供电煤耗关系 机组类型蒸汽压力/Mpa 蒸汽温度/℃电厂效率/%供电煤耗*/kW·h 中压机组 3.5 435 27 460 高压机组9.0 510 33 390 超高压机组13.0 535/535 35 360 亚临界机组17.0 540/540 38 324 超临界机组25.5 567/567 41 300 高温超临界机组25.0 600/600 44 278 超超临界机组30.0 600/600/600 48 256 高温超超临界机组30.0 700 57 215 超700℃机组超700 60 205
常用钢材的牌号、性能与用途
常用钢材的牌号、性能与用途
钢管的品名分类 详细品 名 材质高强弹 簧钢 50CrV4,50CrVA 弹簧钢51CrMoV4,51CrV4,60CrMnA, 60CrMnA,60Si2CrA 60Si2CrVA ,60Si2MnA,70S,60Si2Mn 77-82B 50-51CrV4,50CrMnVA,55Cr3, 52CrMnV4,55CrMnA 55SiMnVB,60CrMnB, 弹簧扁 钢 SAE5160(H),SA387Cr12,9SUP 工具钢40-60CrNi 高强度 标准件B7
合金管 25MV,30-36Mn2V 坯 不锈钢4130X 合金结 42CrMo,20Mn2 构钢 碳素结 16-50Mn 构钢 钢连铸 CL60(H) 圆管坯 锅炉钢20G 保淬透 22CrMoH 性钢 齿轮钢SCM822H3,SGl 2 传动轴 48MnV,C56E2,CF53 用钢 淬透性
钢 非调质 机械结 构钢 F45V 高强矿 用圆钢 23MnNiMoCr5 高压锅 炉钢板 15MoG 高压锅炉管坯 钢SA-210Al,SA-210C,SA-213T11,SA-213T12,SA-213T2 SA-213T22,SA-213T23,SA-213T91 工程机械用钢IE0669,IE0963,IE1106,IE1158M IE1287,IE2892 工具钢42CrMo4 27SiMnV,09MnD,9MnD,12Cr1MoV 18CD4,28Mn6
合金结构钢40Cr,20-50Cr,20-45Mn2,20CrMnTi 20CrMo,20CrMoM 20CrNiMo,20Mn2B,20MnTiB, 20MnVB,40CrNiMoA SCM435H,SCM440,35-42CrMo,28MnCrMo,30CrMnSiA 30Mn2,37CrMnMoA,4145H, 42CrMoHA,40Mn2(退火) 合金结 构管坯 33-36Mn2V,34CrMn4(方钢),37Mn5 冷拉钢- 削切钢 SAE1117 链条钢23MnNiMoCr54,25MnV 耐硫酸露点腐蚀用钢08Cr2AlMo,09CrCuSb(ND),9CrCuSb(ND)
锅炉用材料
第15章锅炉及压力容器常用钢材 15.1. 锅炉及压力容器对钢材性能的要求 按工作条件分为两大类: 一、用以制造室温及中温承压元件的钢板与钢管 具有特点: 1有较高的室温强度 通常以屈服极限 σs和强度极限σb为设计依据,要求有较大的σs和σb良好的韧性性能 材料需具有足够的韧性防止脆性断裂,在考虑强度的同时也不能忽略韧性, 表示。 (1)材料的韧性通常用冲击韧性值 αk 压力容器用钢的冲击韧性要求 2) 冲击韧性值 αk(N·m/cm 20℃-40℃ >=60>=35 (2)还需要考虑时效韧性 时效就是钢材经冷加工变形后,在室温或较高温度下,冲击韧性随时间变化。通常在200-300℃,冲击韧性值显著降低。一般要求下降率不超过50%。 由于容器断裂过程包括在缺陷处形成裂纹和裂纹扩散两个阶段,相应两种防止断裂方法(1)选用具有足够韧性的钢材以防止裂纹产生,要求如上表所示 (2)选用韧性更高的材料,以求在裂纹产生后能够阻止裂纹扩展。(要求温度比无塑性转变温度 一半时,要高17℃NPT高一定数值,例如元件的设计应力为屈服极限σ s 3较低的缺口敏感性 制造过程中,开孔和焊接会产生局部应力集中,要求材料有较低的缺口敏感性,以防止产生裂纹 4良好的加工工艺性能和焊接性能 由于焊接热循环作用,会 (1)降低热影响区材料的韧性、塑性 (2)在焊缝内产生各种缺陷 其中(1)、(2)均会产生裂纹 在选材料时需考虑 (1)材料中碳的当量值(保证材料具有较好的可焊性) (2)适当的焊接材料和焊接工艺 (3)材料具有良好的塑性(碳钢和碳锰钢 δs不低于16%,合金钢δs不低于14%) (4)良好的低倍组织 (5)钢材的分层、非金属夹杂物、气孔、疏松等缺陷尽可能减少(防止裂纹的产生) 二、用以制造高温承压元件的钢管 1具有足够的蠕变强度、持久强度和持久塑性 通常以持久强度为设计依据,保证在蠕变的条件下安全运行
锅炉及压力容器对钢材性能的要求
1. 锅炉及压力容器对钢材性能的要求 按工作条件分为两大类: 一、用以制造室温及中温承压元件的钢板与钢管 具有特点: 1 有较高的室温强度 通常以屈服极限σs和强度极限σb为设计依据,要求有较大的σs和σb良好的韧性性能 材料需具有足够的韧性防止脆性断裂,在考虑强度的同时也不能忽略韧性, (1) 材料的韧性通常用冲击韧性值αk表示。 压力容器用钢的冲击韧性要求 冲击韧性值αk(N·m/cm2) 20℃-40℃>=60 >=35 (2)还需要考虑时效韧性 时效就是钢材经冷加工变形后,在室温或较高温度下,冲击韧性随时间变化。通常在200-300℃,冲击韧性值显著降低。一般要求下降率不超过50%。 由于容器断裂过程包括在缺陷处形成裂纹和裂纹扩散两个阶段,相应两种防止断裂方法 (1)选用具有足够韧性的钢材以防止裂纹产生,要求如上表所示 (2)选用韧性更高的材料,以求在裂纹产生后能够阻止裂纹扩展。(要求温度比无塑性转变温度NPT高一定数值,例如元件的设计应力为屈服极限σs一半时,要高17℃ 3 较低的缺口敏感性 制造过程中,开孔和焊接会产生局部应力集中,要求材料有较低的缺口敏感性,以防止产生裂纹 4 良好的加工工艺性能和焊接性能 由于焊接热循环作用,会 (1)降低热影响区材料的韧性、塑性 (2)在焊缝内产生各种缺陷 其中(1)、(2) 均会产生裂纹 在选材料时需考虑 (1)材料中碳的当量值(保证材料具有较好的可焊性) (2)适当的焊接材料和焊接工艺 (3)材料具有良好的塑性(碳钢和碳锰钢δs不低于16%,合金钢δs不低于14%) (4)良好的低倍组织 (5)钢材的分层、非金属夹杂物、气孔、疏松等缺陷尽可能减少(防止裂纹的产生) 二、用以制造高温承压元件的钢管 1 具有足够的蠕变强度、持久强度和持久塑性 通常以持久强度为设计依据,保证在蠕变的条件下安全运行 2 具有良好的高温组织稳定性 长期高温下不发生组织变化 3 具有良好的的高温抗氧化性 要求材料在高温条件下的氧化腐蚀速度小于0.1mm/a 4 具有良好的加工工艺性 要求冷加工性(冷态弯曲)和焊接性 2. 锅炉与压力容器用钢的分类 一、工作温度低于500℃的钢材 碳素钢和低合金结构钢 1 铁素体-珠光体结构钢 屈服强度σs为300-450MPa
常用钢材的牌号、性能和用途
钢管的品名分类 品名详细品名材质 弹簧钢高强弹簧钢50CrV4,50CrVA 弹簧钢 51CrMoV4,51CrV4,60CrMnA,60CrMnA,60Si2CrA 60Si2CrVA ,60Si2MnA,70S,60Si2Mn,77-82B 50-51CrV4,50CrMnVA,55Cr3,52CrMnV4,55CrMnA 55SiMnVB,60CrMnB, 弹簧扁钢SAE5160(H),SA387Cr12,9SUP 工模具钢 工具钢40-60CrNi 高强度标准件用 钢 B7 管坯 管坯钢L20Mn2,P91,42Cr,P22,P12,45MnMoB,28Mn2 石油管坯42MnMo7 锅炉管坯25MnG,SA-213-T11,SSW 合金管坯25MV,30-36Mn2V 不锈钢4130X 合金结构钢42CrMo,20Mn2 碳素结构钢16-50Mn 钢连铸圆管坯CL60(H) 合结钢 锅炉钢20G 保淬透性钢22CrMoH 齿轮钢SCM822H3,SGl 2 传动轴用钢48MnV,C56E2,CF53 淬透性合金结构 钢 AISI8740H, AISI4145H 淬透性结构钢40CrH,40CrHH 低合金钢. 16-28MnCr5 非调质钢12Mn2VB 非调质机械结构 钢 F45V 高强矿用圆钢23MnNiMoCr5 高压锅炉钢板15MoG 高压锅炉管坯钢 SA-210Al,SA-210C,SA-213T11,SA-213T12,SA-213T2 SA-213T22,SA-213T23,SA-213T91 工程机械用钢IE0669,IE0963,IE1106,IE1158M,IE1287,IE2892 工具钢42CrMo4 合结钢 27SiMnV,09MnD,9MnD,12Cr1MoV,18CD4,28Mn6 30-42CrMo,30CrMnTi,38CrMoAl,SAE1045W1
锅炉及压力容器常用钢材
锅炉及压力容器常用钢材 1. 锅炉及压力容器对钢材性能的要求 按工作条件分为两大类: 一、用以制造室温及中温承压元件的钢板与钢管 具有特点: 1 有较高的室温强度 通常以屈服极限σs和强度极限σb为设计依据,要求有较大的σs和σb良好的韧性性能材料需具有足够的韧性防止脆性断裂,在考虑强度的同时也不能忽略韧性, (1) 材料的韧性通常用冲击韧性值αk表示。 压力容器用钢的冲击韧性要求 冲击韧性值αk(N?m/cm2) 20℃ -40℃ >=60 >=35 (2)还需要考虑时效韧性 时效就是钢材经冷加工变形后,在室温或较高温度下,冲击韧性随时间变化。通常在200-300℃,冲击韧性值显著降低。一般要求下降率不超过50%。 由于容器断裂过程包括在缺陷处形成裂纹和裂纹扩散两个阶段,相应两种防止断裂方法 (1)选用具有足够韧性的钢材以防止裂纹产生,要求如上表所示 (2)选用韧性更高的材料,以求在裂纹产生后能够阻止裂纹扩展。(要求温度比无塑性转变温度NPT高一定数值,例如元件的设计应力为屈服极限σs一半时,要高17℃ 3 较低的缺口敏感性 制造过程中,开孔和焊接会产生局部应力集中,要求材料有较低的缺口敏感性,以防止产生裂纹 4 良好的加工工艺性能和焊接性能 由于焊接热循环作用,会 (1)降低热影响区材料的韧性、塑性 (2)在焊缝内产生各种缺陷 其中(1)、(2) 均会产生裂纹 在选材料时需考虑 (1)材料中碳的当量值(保证材料具有较好的可焊性) (2)适当的焊接材料和焊接工艺 (3)材料具有良好的塑性(碳钢和碳锰钢δs不低于16%,合金钢δs不低于14%) (4)良好的低倍组织 (5)钢材的分层、非金属夹杂物、气孔、疏松等缺陷尽可能减少(防止裂纹的产生) 二、用以制造高温承压元件的钢管 1 具有足够的蠕变强度、持久强度和持久塑性 通常以持久强度为设计依据,保证在蠕变的条件下安全运行 2 具有良好的高温组织稳定性 长期高温下不发生组织变化 3 具有良好的的高温抗氧化性 要求材料在高温条件下的氧化腐蚀速度小于0.1mm/a 4 具有良好的加工工艺性 要求冷加工性(冷态弯曲)和焊接性
钢的锻造温度范围
钢的锻造温度围 锻造热力规是指锻造时所选用的一些热力学参数,包括锻造温度、变形程度、应变速率、应力状态(锻造方法)、加热加冷却速度等。这些参数直接影响着金属材料的可锻性及锻件的组织和性能,合理选择上述几个热力学参数,是制订锻造工艺的重要环节。确定锻造热力学参数的主要依据是钢或合金的状态图、塑性图、变形抗力图及再结晶图等。用这些资料所确定的热力学参数还需要通过各种试验或生产实践来进行验证和修改。 在确定锻造热力学参数时,并不是在任何情况下,都需要上述的所有资料。当对锻件的组织和性能没有严格要求时,往往只要有塑性图及变形抗力图就够了。若对锻件的晶粒大小有严格要求,而且在机械性能方面也有硬性规定时,除状态图、塑性图和变形抗力图之外,还需要参考再结晶图以及能说明所采用热力规是否能保证产品机械性能的资料。 锻造温度围是指始锻温度和终锻温度之间的一段温度间隔。确定锻造温度的基本原则是,就能保证金属在锻造温度围具有较高的塑性和较小的变形抗力,
并得到所要求的组织和性能。锻造温度围应尽可能宽一些,以减少锻造火次,提高生产率。 碳钢的锻造温度围如图10(铁-碳状态图)中的阴影线所示。在铁碳合金中加入其他合金元素后,将使铁-碳状态图的形式发生改变。一些元素(如 Cr,V,W,Mo,Ti,Si等)缩小r相区,升高A3和A1点;而另一些元素(如Ni,Mn等)扩大r相区,降低A3和A1点。所有合金元素均使S点和E点左移。由此可见,合金结构钢和合金工具钢也可参照铁-碳状态图来初步确定锻造温度围,但相变点(如熔点,A3,A1,A Cm等)则需改用各具体钢号的相变点。 1.始锻温度 始锻温度应理解为钢或合金在加热炉允许的最高加热温度。从加热炉取出毛坯送到锻压设备上开妈锻造之前,根据毛坯的大小、运送毛坯的方法以及加热炉与锻压设备之间距离的远近,毛坯有几度到几十度的温降。因此,真正开始锻造的温度稍低,在始锻之前,应尽量减小毛坯的温降。 合金结构钢和合金工具钢的始锻温度主要受过热和过烧温度的限制。钢的过烧温度约比熔点低100~150℃,过热温度又比过烧温度低约50℃,所以
钢加热温度范围的确定
一、钢热轧加热温度范围的确定: 1)始锻温度和终锻温度 始锻温度是钢或合金在加热炉内允许的最高加热温度。 终锻温度是保证在结束锻造之前钢仍具有足够的塑性,以及锻件在锻后获得再结晶组织。 例如:45钢的始锻温度和终锻温度分别为1200℃和800℃。也就是 说在800℃~1200℃温度范围内进行锻造出的锻件有良好的机械性能。2)开轧温度和终轧温度 ①开轧温度 一般说来,从防止加热的过热、过烧、脱碳等缺陷产生的可能性考虑,对于碳素钢加热最高温度常低于NJE50-100℃;开轧温度低于固相线NJE100-150℃。这是由于考虑输送距离造成的温降,则比 加热温度还要低一些。 ②终轧温度 对亚共析钢(ω(C)(0.8%)来说,终轧温度不得低于GS线,即略高于GS线50-100℃,以便在终轧之后迅速冷却到相变温度,获得细致、均匀的晶粒组织。否则会使金属内部纤维组织更加严重,导致钢材的物理和力学性能产生不均匀或方向性。对过共析钢(ω(C):0.8%-1.7%)终轧温度要求不得低于SK线,一般略高于SK线100-150℃。这是因为过共析钢热轧温度范围窄,即奥氏体区较窄,完全在单相 状态下轧制是不可能的。.
℃。~100开轧温度是第一道的轧制温度,一般比加热温度低50下限主要受终轧温度的限开轧温度的上限取决于钢的允许加热温度,制,钢件在轧制过程中一般应保持单相奥氏体组织。 终轧温度是指终轧生产的终了温度。一般情况下,亚共析钢的 终轧温度应当高于A线50~100℃。过共析钢的终轧温度在A~cmC3A 线之间。终轧温度对钢的组织和性能影响很大,终轧温度越高,晶1 粒集聚长大的倾向越大,奥氏体的晶粒越粗大,钢的机械性能越低。所以终轧温度也不能太高,最好在850℃左右,不要超过900℃,也 不要低于700℃。 3)温度方案的确定 通常按钢坯含碳量不同分别来规定它们的加(均)热温度即最高控制 炉温和出炉温度。 ①含碳量C≤O.3%的低碳钢,最高控制炉温为1380℃,出炉温度为1180~1220℃;②含碳量0.3%
钢材允许使用温度
钢材使用温度围
注:1、A3F钢板的使用限制如下:(1)不得用于介质为极度危害、高度危害或易爆的受压元件;(2)使用温度0~250℃; (3)设计压力≤0.6MPa;(4)容器容积≤10m3;(5)用于主要受压元件(壳体、成型封头),板厚≤12mm;用于法兰、法兰盖等,板厚≤16mm。 2、A3钢板的的使用限制如下:(1)不得用于介质为极度危害、高度危害或液化石油气容器的受压元件;(2)容器容积 ≤10m3;(3)用于主要受压元件(壳体、成型封头):使用温度0~350℃;设计压力≤1.0MPa;板厚≤16mm;(4)用于法兰、法兰盖、管板及类似受压元件时:使用温度>-20~350℃;设计压力≤4.0MPa;P×Di≤2000 ( D为公称直径,mm;P为设计压力,MPa)。当使用温度<0℃(但>-20℃)且板厚≥30mm时,应检验钢板的常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J。 3、16Mn钢板的的使用限制如下:(1)未附加检验或保证钢板常温冲击韧性要求的钢板不得用于压力容器主要受压元件; (2)用于法兰、法兰盖、管板及类似受压元件时使用限制同于A3钢;(3)经检验或复验,保证其常温冲击功(纵向,V形夏比试样,一组三个试样的平均值)不低于27J时,可用作压力容器主要受压元件,其使用限制如下:a、设计温度0~350℃; b、设计压力≤2.5MPa; c、板厚≤30mm。 4、16Mo、INCOLOY800尚无钢板、钢管标准,12CrMo、15CrMo、12Cr2Mo1、1Cr5Mo尚无钢板标准,设计选用可参照国外相 应钢材标准。 5、16Mo长期使用温度超过475℃时应考虑石墨化倾向的影响,因此累计使用时间超过4年的受压元件应检查是否产生 石墨化。 6、超低碳奥氏体不锈钢长期使用温度超过425℃,将导致碳化铬在晶界析出,而丧失抗晶界腐蚀能力。 7、公称含铬量≥13%的铁素体不锈钢钢板(复合板除外)不得用于设计压力≥0.25MPa,且壁厚>6mm的压力容器主要受 压元件。 8、表中注明温度下限者,下限温度即为本标准的适用围温度下限值(>-20℃)。 9、表中“抗氧化温度上限”仅适用于受力不大的非受压元件。 摘自:HGJ15-89中华人民国化学工业部设计标准“钢制化工容器材料选用规定”
钢材允许使用温度.docx
. 钢材使用温度围 钢材标准受压元件和主钢号 要受力构件的抗氧化温度钢板钢管锻件使用温度围上限(℃) (℃) A3F GB3274(GB700)——(1)530 A3GB3274(GB700)——(2)530 20R GB6654——≤ 475—20g GB713——≤ 475— 10GB711 (GB699)GB8163、 GB9948— ≤ 475530 GB3087、 GB6479 20GB711 (GB699)GB8163、 GB9948JB755 GB3087、 GB6479本标准附录 A≤ 475530 GB5310 25——JB755 ≤ 475530 本标准附录 A 35——JB755 ≤ 475530 本标准附录 A 45——JB755≤ 475530 16MnRC、15MnVRC GB6655≤ 400—16Mn GB3274( GB1591)( 3)— GB6479、GB8163JB755 ≤ 475— 本标准附录 A 16MnR GB6654—JB755≤ 475—15MnVR GB6654GB6479—≤ 400—15MnVNR GB6654——≤ 400— 0~450(正火 +回 18MNMoNbR GB6654——火);≤ 450 调— 质 20MnMo——JB755 ≤ 500— 本标准附录 A 20MnMoNb —— JB755 ≤ 450—本标准附录 A 15MnMoV——JB755 ≤ 520— 本标准附录 A 32MnMoVB —— JB755 0~350—本标准附录 A 35CrMo —— JB755 ≤ 540—本标准附录 A 16Mo( 4)(4)—≤ 520( 5)—12CrMo( 4)GB9948、 GB5310 —≤ 540— GB6479 15CrMo( 4)GB9948、 GB5310JB755 ≤ 560— GB6479本标准附录 A 12Cr1 MoV—GB5310JB755≤ 580—
锅炉用钢
重要、常用的锅炉管材。 1)20G:是GB5310-95的纳标钢号(国外对应牌号:德国的st45.8、日本的STB42、美国的SA106B),为最常用的锅炉钢管用钢,化学成分和力学性能与20板材基本相同。该钢有一定的常温和中高温强度,含碳量较低,有较佳的塑性和韧性,其冷热成型和焊接性能良好。其主要用于制造高压和更高参数的锅炉管件,低温段的过热器、再热器,省煤器及水冷壁等;如小口径管做壁温≤500℃的受热面管子、以及水冷壁管、省煤器管等,大口径管做壁温≤450℃的蒸汽管道、集箱(省煤器、水冷壁、低温过热器和再热器联箱),介质温度≤450℃的管路附件等。由于碳钢在450℃以上长期运行将产生石墨化,因此作为受热面管子的长期最高使用温度最好限制到450℃以下。该钢在这一温度范围,其强度能满足过热器和蒸汽管道的要求、且具有良好的抗氧化性能,塑性韧性、焊接性能等冷热加工性能均很好,应用较广。此钢在伊朗炉(指单台)上所使用的部位为下水引入管(数量为28吨)、汽水引入管(20吨)、蒸汽连接管(26吨)、省煤器集箱(8吨)、减温水系统(5吨),其余作为扁钢、吊杆材料使用(约86吨)。 但现在我厂生产的300MW锅炉,此钢的用量日趋减少,已经多为强度较高的SA210C (小)和SA106C(大)替代。 2)SA-210C(25MnG):是ASME SA-210标准中的钢号,是锅炉和过热器用碳锰钢小口径管,珠光体型热强钢。我国于1995年将其移植到GB5310,定名为25MnG。其化学成分简单,除碳、锰含量较高外,其余与20G相近,故其屈服强度较20G高约20%左右,而塑、韧性则与20G相当。该钢的生产工艺简单,冷热加工性能好。用其代替20G,可以减薄壁厚,降低材料用量,还可以改善锅炉的传热状况。其使用部位和使用温度与20G基本相同,主要用于工作温度低于500℃的水冷壁、省煤器、低温过热器等部件。 我厂从1989年的利港工程开始使用该钢,为保证焊接性能,订货时对碳含量进行了限制≤0.30,相应地对锰含量提高。使用中工艺性能不比20G差,故在我厂锅炉制造中得到广泛推广应用。一台300MW锅炉,用SA-210C代替20G,可节约钢材100吨。此钢在伊朗炉(指单台)上所使用的部位为低温过热器(数量为515吨)、水冷壁(329吨)、省煤器(58吨)、顶棚管(13吨)、包墙管(49吨)。 3)SA-106C:是ASME SA-106标准中的钢号,是高温用大口径锅炉和过热器用碳-锰钢管。其化学成分简单、与20G碳钢类似,但碳、锰含量较高,故其屈服强度较20G高约12%左右,而塑、韧性也并不差。该钢的生产工艺简单,冷热加工性能好。用其代替20G制造集箱(省煤器、水冷壁、低温过热器和再热器联箱),可以减薄壁厚约10%,既可节约材料费用,又可减少焊接工作量,并改善联箱启动时的应力差。 目前我厂的300MW锅炉中的大口径管大多采用SA106C。如此钢在伊朗炉(指单台)上所使用的部位为蒸汽连接管(数量为18吨)、省煤器至锅筒连接管(15吨)、集中下降管(190吨)、水冷壁集箱(35吨)、过热器集箱(22吨)、再热器集箱(6吨)。