打包机维修手册
一、目的
为了使我们的维修人员更快的处理打包机故障,方便培养打包机维修技术人员,特编制如下维修手册,做为维修班维修时参考用,并在以后维修中不断发现问题不断完善。
二、适用范围:生产一二厂所有的永兴永创打包机设备。
三、打包机主要部件的介绍
1、旧款永创打包机:
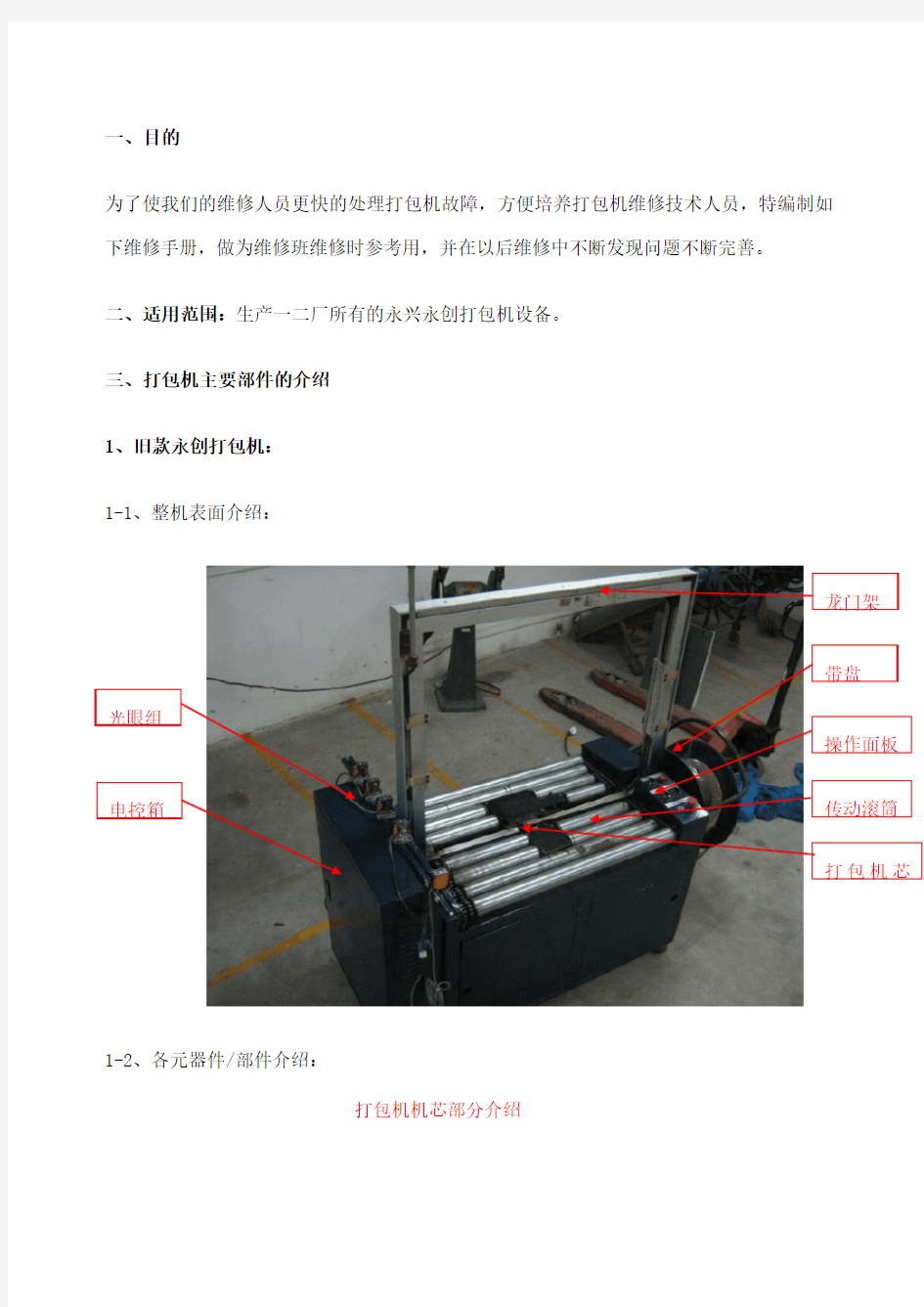
1-1、整机表面介绍:
1-2、各元器件/部件介绍:龙门架
带盘
操作面板传动滚筒打包机芯
电控箱
光眼组
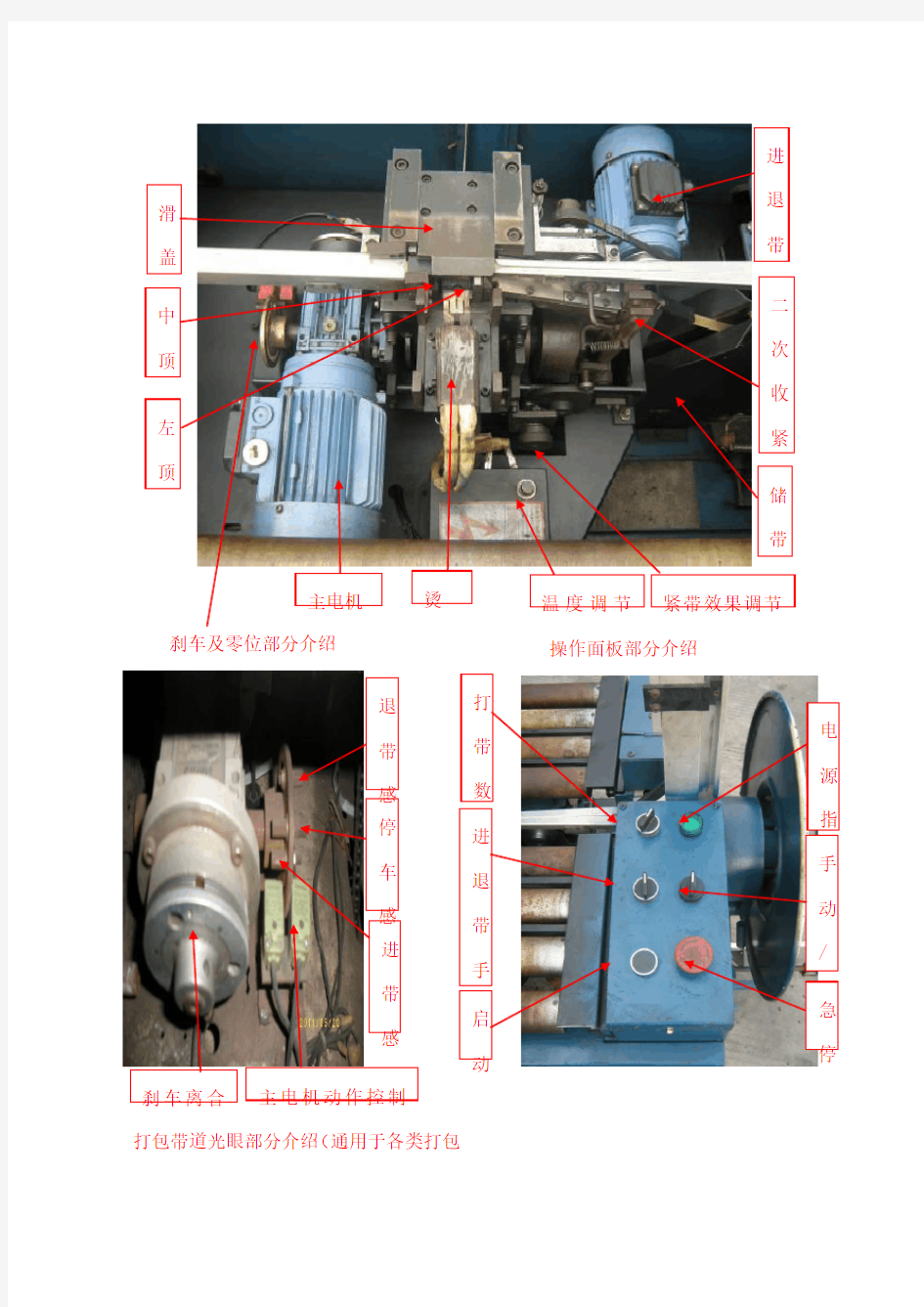
打包机机芯部分介绍
主电机
温度调节
烫
紧带效果调节
储
带滑盖进
退带二次收
紧
刹车及零位部分介绍
刹车离合
主电机动作控制
退带感停车感进
带
感
电源指急停手动/打带数启
动
进退带
手
中顶
左顶
操作面板部分介绍
打包带道光眼部分介绍(通用于各类打包
2、永兴打包机(打包机基本相同,所以只介绍不同部分内容)
F
F2 F3 F4 F1:打包机滚筒电机驱动光眼;
F2+F3组合:打包机捆扎第一条带感应光眼; F2+F3+F4组合:打包机捆扎第二条带感应光F3+F4+F2下降沿组合:打包机捆扎第三条带
一般我们打包机通用打三道带,各道带打
T 型块
后顶刀
前顶刀
加热烫头
中顶刀
3、永创打包机
急停按
感应/手动/通
打带数量选
滚筒的正反
T1退带时间
T2进带时温度调节,档位越高
出错指
电机过载
打急进\退感应\通手动\自预
电源指示
进带/退
手动按
烫头温度监
永创打包机机
预送带
4、打包机主要部件的作用:
(1)电源开关:控制机器电源的通与断。
(2)电源指示灯:合上电源开关,电源指示灯亮。
(3)预备灯:电源开关接通时,按下预备灯灯亮,打包机进入待机状态;电源开关断开时,预备灯灭。(仅限于永兴打包机永创打包机没有此按钮)
(4)正转/反转:正转档——输送滚道正转;反转档——输送滚道反转。
(5)1B、2B、3B
1B——自动捆扎1道带
2B——自动捆扎2道带
3B+2B——自动捆扎3道带
(6)烫头温度调整
打开打包机后门,找到温度调节旋钮,顺时针调节烫头温度升高,逆时针调节烫头温度降低。(注意打包机的温度不宜过高或过低具体视打包带的黏合效果而定。(7)电磁刹车片
控制打包机主轴的启停使其动作更加精准 它的启停都是由零位光眼来控制的
(8)捆扎紧力的调整
空调包装的包装带如果松了,向右旋把手调节紧,如果紧了则向左旋把手(工件的打包效果为工件有勒痕但又不能打烂包装为宜)
永创打
包机温
永兴打
包机温电磁刹
永创打包机紧力
(1)主电机:带动打包机各凸轮动作的主动力源,其有一减速电机带动一中心轴承转动,由串在轴上的凸轮的空间不平稳性顶动各部件动作。
(2)进退带电机:进退带电机的主要作用是送打包带,和收打包带
(9)打包机储带仓内储带量的调整
五、穿带方法
1.
按照带盘上的箭头相反方向拧下手柄,卸下外带盘,按箭头方向装上打包带后,再将外
带盘装上,按箭头方向拧紧手柄,将打包带从导带滚轮和刹车臂之间穿过。
2.按住进带调节器,将打包带顺着带仓开口方向往上拉(打包带不可翻转),然后将打包带
从导带槽盖下穿入两个进带滚轮之间。合上电源,按下预备按钮后带盘转动带仓开始进带
直至带仓充满打包带。
按照带盘方向进行打包带的安装,安装好后将打包带按照图示方向穿过导带滚轮和刹车臂
之间。
导带滚
将螺杆长度调长可使带仓内
储带量增加,反之带仓内储
向左压住进退带轮杆,将打包带穿过穿带槽后插入进退带轮中,打包机切换至手动状态,
旋转进退带旋钮至进带,打包带自动充满带道,送带完成。
六、工作原理
其工作原理在于“一压、一收、二压、切断、热合、退面板、送带”,首先压紧带子前
三
七、流程说明
流程说明
1.制动器放开
原理及功能:a、24V直流电;
b、通电线圈会产生磁力,断电、漏电磁力;
c、通电时线圈产生磁力,使间隙处的吸铁向线圈紧紧靠拢,阻止蜗杆转
动。
故障:零位不准;
a、线圈断电;
b、间隙太大,吸力不够;
c、间隙太小,磨擦发热;
d、吸盘有油,打滑。
2.右顶刀上升:顶刀、腔体、簧座、轴承等组合。
原理:凸轮转动推动顶刀上升,保证熔接带头的长度。
故障:带头顶压不力。
A、压簧断
B、带头没有到位;
C、顶力不够(凸轮转动角度不对)。
2.“T”导带槽后退
作用与原理:导引带通过,保证带子进入左带道。
故障:A、没有后退 a、“T”小轴断;
b、“T”板与滑板磨擦太大,应加油。
B、没有复位 a、中顶刀没有复位,挡住“T”前移;
b、其他同于A
3.、
4.
作用及原理:当金属探头与接近开关处于内时,使接近开关产生感应,主电机停转,制动器吸合,起动程序中输入信号,产生退带电机转动。
故障:A、指示灯不高,不退带 a、接近开关巳坏;
b、探头与开关超过5mm。
B、指示灯亮,不退带 a、“PLC”触点巳坏
4.、
5.略。
6.大摆杆二次退带(拉紧)
作用及原理:使带子与工件紧固捆扎,符合捆扎要求。
故障:A、拉不紧 a、拉得太紧;
b、没有调节拉紧装置;
c、卡块刀槽塞満赃物;
d、卡块磨损;
e、大摆杆推动轴承被损;
f、卡块拉簧失灵或断。
7.同于2.
8.、9.、10.、11.、12.
作用及原理:加热片表面有高温,触及带子时使带子表面熔解,两面熔解带子加压后,牢固粘合在一起。
故障:A、烫接不住 a、温度太低;
b、温度太高;
c、加热片没有插入两带头内;
d、中顶刀压簧断;
e、中顶刀滑轮及轴破损。
13.、14.、15.
故障:A、中顶刀不降 a、中顶体拉簧断及无力;
b、中顶体应加润滑油。
c、带子过薄有夹带现象;
B、滑板退位不准 a、摆杆轴及轴承巳坏;
b、与压板磨擦,应加油。
C、滑板不复位 a、拉簧断;
b、与压板磨擦,应加油。
16.“T”板复位,同于2.
17.、18.与4.原理相同。
19.、20.略。
21.、22.
故障:零位不准
A、制动器不吸合;
B、探头与接近开关位置不当,或吸合不当。
八、保养
1、加油润滑;
打包机捆扎速度快,因而需要其机件应经常处于良好的润滑状态,下列部位应一日最少加油一次,油牌号是N68。未列出部件应不定期酌情加油。
·滑板导轨
·导板
将导板取下,在其起导向作用的四个面上均涂上润滑油,然后装入导轨。
·各凸轮的工作表面及其滚子
·加热体导轨
·卡带块
卡带块两侧及内孔涂油。
2、清扫
打包机工作时会产生一些极细微的带屑散落在机器上,另外还有灰尘及杂物落入机器,这些杂物多到一定程度将影响正常工作,(例如接近开关、接触器)因此需要经常地
清扫机器。
3、注意事项
·防止加热片变形
·减速器定量加油
·接近开关及其探头要固定牢固
·中顶体上部的顶块要拧紧
·电机过流过热保护是否灵敏,电流范围不能调于过大
七、简单故障的自行处理方法
1.正常使用情况下的常见故障
1)打包带粘接效果不好:
a.加热片温度过高或过低,可适当调节温度旋钮,烫头温度应在150℃-215℃之间。
b.因送带不到位导致粘接不佳:因带头未能到达预定位置,故粘接不好,可手动打一条带后,再观察打包带是否已到位。
c.带头劈裂:捆扎力太大是造成带头劈裂的原因,可适当调小捆扎力。
2)送带不到位
a.带仓内储带量少:带仓内没有足够数量的带子便产生送带不到位,可适当调长打包带调节螺杆长度。
b.带头劈裂:带头劈裂后在带道内运行不畅容易导致送带不到位,产生劈裂的原因是捆扎力调得太大。因此只需适当调整捆紧力即可消除送带不带位的情况
c.穿带方向不对:错误的穿带方式使打包带在带仓内翻转或进带时在进退带轮处卡
主,导致送带不到位。解决方法:重新穿带。
3)捆不紧
捆扎力度调节装置处于较松位置,可适当调节捆扎力度。
卡带块的齿槽间塞满带屑,可用风枪对卡带块处进行清理。
卡带块所在
在此动作时打
急停,退出打包
带,按后对卡带
4)不打带
打包机内部程序失控。解决方法:断开电源开关等待一分钟后,再合上电源开关。
烫头温度低于设置温度。解决方法:适当调节烫头温度。
打包带未送到位。解决方法:a.带仓内储带量少:带仓内没有足够数量的带子便产生送带不到位,可适当调长打包带调节螺杆长度。
b.带头劈裂:带头劈裂后在带道内运行不畅容易导致送带不到位,产生劈裂的原因是捆扎力调得太大。因此只需适当调整捆紧力即可消除送带不带位的情况
c.穿带方向不对:错误的穿带方式使打包带在带仓内翻转或进带时在进退带轮处卡住,导致送带不到位。解决方法:重新穿带。
急停按钮的常闭触点坏了解决方法:更换急停的常闭触点即可
5)拉大圈
退带时间不够解决方法:调大退带时间。
退带时力量太大或太小解决方法:调整退带顶杆与横杆的间隙
框架阻力太大解决方法:检查框架阻力源并排除它
电机皮带太松解决方法:调整进退带电机的间距张紧皮带,或直接更换皮带
6)全自动运行时打包机突然中断打包
带子刮到T型块上或挡板上解决方法:T型块有无变形,变形的话打磨平,或更换T型块,挡板问题调整两档板的平行度。
同步滚筒的架子电机的线是不是连接牢靠解决办法:加固联机滚筒电机的插头
电箱后面的过载保护或热保是否跳了解决方法:复位热保或过载保护
7)掉带
进退带滚子力度不够导致送带不到位掉带解决方法:检查滚子轴承是否坏了,是的话更换轴承,如没有问题拉紧弹簧张紧两滚子之间的压力
预送带电机的轴承坏了导致带仓的预存带不多掉带解决方法:更换预送电机的轴承即可
机芯灰过多导致进带不顺畅导致掉带解决方法:督促车间搞好打包机的5S工作
打包机的退带光眼超前导致还未进带到位就退带解决方法:把打包机的退带光眼调靠后
8)飞带
龙门架的某个地方的挡板缺了一个口导致从缺口飞带
解决方法:修补缺口
进退带轮的轴承压力过大导致力度太大飞带解决方法:放松进退带轮的压力即可
9)打包机不能打自动
自动手动切换的手动旋钮触点坏了解决方法:更换触点即可
PLC与自动输入的触点烧坏了解决方法:用手编或电脑换点
光眼的感应不良解决方法:先查看光眼线有无断了,断了重新接上,如未断只是感应不良用小螺丝刀调大感应强度,或更换光眼
10)不能手动进带或退带
手动触点坏了解决方法:更换烧坏的触点
交流接触器不能吸合解决方法:更换交流接触器