自动换刀系统

换刀系统
自动换刀系统主要是将加工所需刀具,从刀库中传送到主轴夹持机构上。换刀系统由刀库,机械手,驱动系统等构成。
基本要求:1. 换刀时间短2. 刀具重复定位精度高3. 足够的刀具储存量4. 刀库占地面积小(结构紧凑)5. 安全可靠。
刀库
刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库。由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、搪孔、攻牙等。大幅缩短加工时程,降低生产成本。
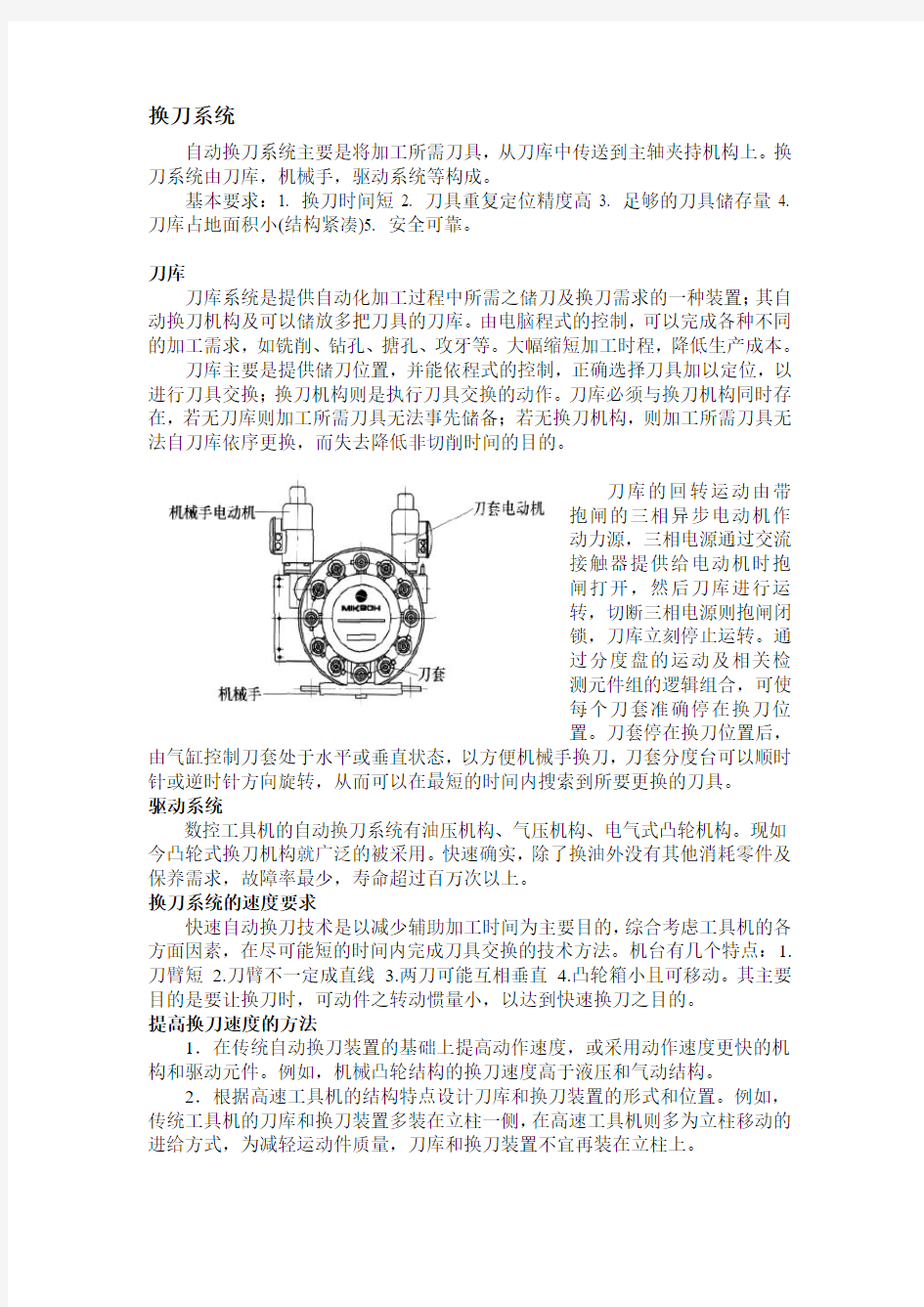
刀库主要是提供储刀位置,并能依程式的控制,正确选择刀具加以定位,以进行刀具交换;换刀机构则是执行刀具交换的动作。刀库必须与换刀机构同时存在,若无刀库则加工所需刀具无法事先储备;若无换刀机构,则加工所需刀具无法自刀库依序更换,而失去降低非切削时间的目的。
刀库的回转运动由带
抱闸的三相异步电动机作
动力源,三相电源通过交流
接触器提供给电动机时抱
闸打开,然后刀库进行运
转,切断三相电源则抱闸闭
锁,刀库立刻停止运转。通
过分度盘的运动及相关检
测元件组的逻辑组合,可使
每个刀套准确停在换刀位
置。刀套停在换刀位置后,由气缸控制刀套处于水平或垂直状态,以方便机械手换刀,刀套分度台可以顺时针或逆时针方向旋转,从而可以在最短的时间内搜索到所要更换的刀具。
驱动系统
数控工具机的自动换刀系统有油压机构、气压机构、电气式凸轮机构。现如今凸轮式换刀机构就广泛的被采用。快速确实,除了换油外没有其他消耗零件及保养需求,故障率最少,寿命超过百万次以上。
换刀系统的速度要求
快速自动换刀技术是以减少辅助加工时间为主要目的,综合考虑工具机的各方面因素,在尽可能短的时间内完成刀具交换的技术方法。机台有几个特点:1.刀臂短2.刀臂不一定成直线 3.两刀可能互相垂直 4.凸轮箱小且可移动。其主要目的是要让换刀时,可动件之转动惯量小,以达到快速换刀之目的。
提高换刀速度的方法
1.在传统自动换刀装置的基础上提高动作速度,或采用动作速度更快的机构和驱动元件。例如,机械凸轮结构的换刀速度高于液压和气动结构。
2.根据高速工具机的结构特点设计刀库和换刀装置的形式和位置。例如,传统工具机的刀库和换刀装置多装在立柱一侧,在高速工具机则多为立柱移动的进给方式,为减轻运动件质量,刀库和换刀装置不宜再装在立柱上。
3.采用新方法进行刀具快速交换,不用刀库和机械手方式,而改用其它方式换刀。例如不用换刀,用换主轴的方法。
4.使用适合于高速工具机的刀柄。
换刀过程
换刀包括选刀、刀具夹持、刀具交换。
选刀
按数控指令将所需刀具从刀库中准确调出的操作称为自动选刀。包括自动选刀和任意选刀。
1.顺序选刀
顺序选刀是按照工艺要求依次将所用的刀具插入刀库的刀座中,顺序不能错,加工时按顺序调刀,已经使用过的刀具可以放回到原来的刀座内,也可以按顺序放入下一个刀座内。适应于空间位置较小的刀具。
特点:不需要刀具识别装置,驱动控制较简单;结构简单,工作可靠;刀库及刀具的利用率低。
2.任意选刀
(1) 刀具编码
刀具编码是对每个刀座进行编码,根据刀座的编码选取刀具。刀柄结构大为简化。对每把刀具进行编码可以存放于刀库的任一刀座中,用过的刀具也不一定放回原刀座中,刀库中的刀具在不同的工序中可重复使用,避免了因刀具存放在刀库中的顺序差错而造成的事故。
(2)对刀具的识别
主要有两种识别方式。一是接触式识别,二是非接触式识别(1) 磁性识别法(2) 光学纤维(光纤)刀具识别装置。
刀具夹持
刀具的夹持有两种方式,一是柄式夹持(轴向夹持)如图1,二是法兰盘式夹持。
图1图2
刀具交换
用机械手进行刀具的交换有很大的灵活性,可以减少换刀时间。
在刀库远离机床主轴的换刀装置中除了机械手以外,还必须带有中间搬运装置。
具体换刀过程
刀库机械手是实现自动换刀的主要机构。它的任务是当一个工序完成后,将不用的刀具从主轴中卸下来送回刀库中,同时还将下道工序的刀具装入主轴中,然后机械手回到原始位置等待下一个工作循环。
(1)起动选刀,刀库正转或反转就近找刀。
(2)刀套计数及分度盘定位信号使刀套电动机停止,一个刀套准确停在换刀位置。(如图1)
(3)刀套垂直到位,发出到位信号,主轴定向给出位置到达确认信号。(如图2)
(4)机械手把刀具从主轴和刀套中选中刀具。(如图3)
(5)机械手将刀具夹紧。(如图4)
(6)将刀具与刀库和刀架分离。(如图5)
(7)机械手旋转180°,到达刀具更换位置。(如图6)
(8)装刀确认及刀具夹紧。(如图7)
(9)机械手电动机起动,使机械手回到原始位置。(如图8)
(10)机械手电动机停止信号,使机械手电动机停止。
圆盘刀库
1 2
34
5
6
7
8
自动换刀装置的结构原理与维修
自动换刀装置的结构原理与维修 自动换刀装置的结构原理与维修 2007-09-26 01:24:39 作者:山特维克来源:互联网文字大小:【大】【中】【小】 简介:8.4.1 自动换刀装置的形式自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目 前常见的有以下几种。 1 .回转刀架换刀数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。回转刀架必须具有良好的强度和刚度,以承 受粗加工的切削力:同时要保证回转刀架在每次转 关键字:刀具夹具切削铣削车削机床测量 8.4.1 自动换刀装置的形式 自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。 1 .回转刀架换刀 数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或 更多的刀具。 回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复定 位精度。
图8-17为数控车床六角回转刀架,它适用于盘类零件的加工。在加工轴类零件时,可以用四方回转刀架。 由于两者底部安装尺寸相同,更换刀架十分方便。
与相应的触头12接触,发岀信号表示换刀过程已经结束,可以继续 进行切削加工。 回转刀架除了采用液压缸转位和定位销定位之外,还可以采用电动机带动离合 器定位,以及其他转位和定 图8-17 数控车床六角回转刀架 1 —活塞 2 —刀架体 3、7 —齿轮 4 —齿圈 5 —空套齿轮 6 —活塞 8 —齿条 9 —固定插销 10、11 —推杆 12 —触头 回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,它的动作分为 4个步骤: (1)刀架抬起 当数控装置发岀换刀指令后,压力油由 a 孔进入压紧液压缸的下腔,活塞 1上升,刀架体 2抬起,使定位用的活动插销10与固定插销9脱开。同时,活塞杆下端的端齿离合器与空套齿轮 5结合。 (2)刀架转位 当刀架抬起后,压力油从 c 孔进入转位液压缸左腔,活塞 6向右移动,通过联接板带动齿 条8移动,使空套齿轮5作逆时针方向转动。通过端齿离合器使刀架转过 60o 。活塞的行程应等于齿轮 5分度圆周长的1/6 ,并由限位开关控制。 (3)刀架压紧 刀架转位之后,压力油从 b 孔进入压紧液压缸上腔,活塞 1带动刀架体2下降。齿轮3 的底盘上精确地安装有 6个带斜楔的圆柱固定插销 9,利用活动插销10 消除定位销与孔之间的间隙,实 现反靠定位。刀架体 2下降时,定位活动插销 10与另一个固定插销9卡紧,同时齿轮3与齿圈4的锥 面接触,刀架在新的位置定位并夹紧。这时,端齿离合器与空套齿轮 5脱开。 (4)转位液压缸复位 刀架压紧之后, 压力油从 d 孔进入转位液压缸的右腔,活塞 6带动齿条复位,由于 此时端齿离合器已脱开,齿条带动齿轮 3在轴上空转。 如果定位和夹紧动作正常,推杆 11
加工中心自动换刀装置的设计
加工中心自动换刀装置的设计 课件之家精心整理资料--欢迎你的欣赏 加工中心自动换刀系统 1前言 随着数控技术的发展,带有自动换刀系统的加工中心在现代制造业中起着愈来愈重要的作用,它能缩短产品的制造周期,提高产品的加工精度,适合柔性加[1]工。 人们一直寻求各种方式,提高加工中心的加工效率。如提高进给与移动速度、提高主轴转速、加大主轴电机功率、加大切削用量、采用高质量刀具等。在高节拍多次换刀的加工过程中,缩短换刀时间,可大大提高生产效率。国内外加工中心生产厂家都投入大量的资金和精力,研制自动换刀装置,以缩短换刀时间,提高工作效率和竞争力。自动换刀装置是专门为大中型加工中心配套,实现其刀具储备及自动交换功能的重要功能部件,是高档加工中心和重型加工中心的重要组成部分。其主要作用在于减少加工过程中的非切削时间,以提高生产率,降低生产成本,进而提升机床乃至整个生产线的生产力。自动换刀装置的换刀速度和可 [2]靠性,是数控机床系统先进与否的一个重要标志。 2、自动换刀系统的组成 [2,3,5]自动换刀系统一般由刀库、机械手和驱动装置组成。 一般来说,刀库容量可大可小,其装刀数量在20,180把之间。刀库的功能是存储刀具并把下一把即将要用的刀具准确地送到换刀位置,供换刀机械手完成新旧刀具的交换。 当刀库容量大时,常远离主轴配置且整体移动不易,这就需要在主轴和刀库之间配置换刀机构来执行换刀动作。完成此功能的机构包括送刀臂、摆刀站和换刀
臂,总称为机械手。具体来说,它的功能是完成刀具的装卸和在主轴头与刀库之间的传递。 [4]驱动装置则是使刀库和机械手实现其功能的装置,一般由步进电机或液压(或气液机构)或凸轮机构组成。机械手完成刀库里的刀与主轴上的刀的交换工作。由于数控加工中心的刀库容量、换刀可靠性及换刀速度直接影响到加工中心的效率,而自动换刀就是进一步压缩非切削时间,提高生产效率,改善劳动条件。所以数控机床为了能在工件一次装夹中完成多道加工工序,缩短辅助时间,减少课件之家精心整理资料--欢迎你的欣赏 课件之家精心整理资料--欢迎你的欣赏 多次安装工件所引起的误差,必须带有自动换刀装置。 2.1 刀库 目前,国内外采用的数控机床刀库主要分为:转塔式、圆盘式、链式刀库等形式。 转塔式刀库,包括水平转塔头和垂直转塔头两种,所有刀具固定在同一转塔上,无换刀臂,储刀数量有限,通常为6—8把。一般仅用于轻便而简单的机型,常见于车削中心和钻削中心。 圆盘式刀库呈盘状,刀具沿盘面垂直排列(包括径向取刀和轴向取刀)、沿盘面径向排列或成锐角形式的刀库,结构简单、紧凑,应用较多,但刀具单环排列,空间利用率低。若增加刀库容量,必须使刀库的外径增大,那么转动惯量也相应增大,选刀运动时间长。双盘式结构,是两个较小容量的刀库分置于主轴两侧,[5,7]布局较紧凑,储刀数量也相应增大,适用于中小型加工中心。 链式刀库,包括单环链和多环链,链环形式可有多种变化,适用于刀库容量较大的场合,所占的空间小。一般适用于刀具数在30—120把。仅增加链条长度即可增加刀具数,也可以把多个刀库按并联或串联的方式排列起来,既可使刀库容量加
数控加工中心自动换刀系统设计
摘要 本文主要对数控加工中心自动换刀系统及控制系统进行设计。本文主要对数控加工中心自动换刀系统及控制系统进行设计。第一,了解数控加工中心的分类,其按换刀形式的分类以及加工中心刀库的形式;然后根据给定的参数进行刀库类型的选择以及电动机的确定;接着对刀库的转位定位机构进行了设计;最后是对于控制系统进行了简单设计。 关键字:加工中心,换刀系统,刀库,PLC。
目录 1绪论 (3) 2.刀库的总体设计方案 (5) 2.1课程设计的任务及要求 (5) 2.2刀库的类型选择 (5) 3.电机的选择 (6) 3.1电机的选型及相关参数 (6) 3.2各部分转动惯量的计算 (6) 3.3预选电机 (6) 3.4电机的校核 (7) 4.机械系统的设计 (7) 4.1刀库转动定位机构的设计 (7) 4.2滚动轴承的选择计算 (9) 4.2 轴的校核计算 (10) 4.3 键的设计计算 (10) 5.控制系统的设计 (11) 5.1 刀库的换刀动作如下: (11) 5.2利用PLC实现随机换刀 (12) 参考文献 (15)
1绪论 在现代数控机床中,加工中心(MC-Machining Center)能进行自动换刀、自动更换工件,实行平面、任意曲面、孔、螺纹等加工,成为一种独特的多功能高精、高效、高自动化的机床,并迅速向高速化、复合化、环保化、五轴联动等方向发展,己成为当今国际机床展上最大的亮点。 加工中心特别适合于箱体、框架、叶片等特殊复杂零件的柔性高效加工,能减省一些普通铣床、钻床、键床,提高加工精度和效率,减少转换时间,降低生产成本。 在当今机械工业中,产品不断向个性化、精密化、小批量发展,世界对MC的市场需求在不断增多。特别是在要求适量柔性、大批高效生产的汽车工业、单件、小批重切、快速生产的航空、模具工业以至IT高精尖工业中,MC已逐渐成为重要的高效性机种。 1996年国产加工中心与进口加工中心的台数比,仅为百分之几,到2005年逐步增长到39.4%。2005年与2000年相比,进口的加工中心数量增加4.8倍。加工中心需求猛增的主要原因,大致有三:(l)整个机械工业原有工艺装备结构陈旧、性能落后,呈“三多三少”(手动的多、自动的少;粗加工的多、精加工的少;低效的多、高效的少),函需大量更新。能源、交通、冶金、发电、工程机械、造船、模具、IT各业均需购置大、中、小各种Mc,量大面广;(2)汽车工业迅速发展,2002-2004年汽车产量分别为325、444、 507万辆,发动机缸体、缸盖、变速箱及各种汽车零部件加工,均需增添高速、高精、环保、节能的各式MC;(3)航空、国防、军工产业,适应新形势发展,均在提高生产能力,需要大、中型各种立式、卧式、龙门式、五轴控制的高性能MC,而且要求品种多、质量好、供货快。 加工中心进口的快速增加,一方面反映了我国制造业对这类数控机床的需求旺盛,另一方面也反映了我国机床制造业在加工中心的生产能力和国产加工中心的竞争力上还存在差距。国产加工中心市场占有率低的主要原因是国产加工中心在产品水平、交货期、质量和可靠性上与国外 h L =86750 (h) 验算结果:合格。
加工中心自动换刀装置结构设计
加工中心自动换刀装置结构设计 [摘要] 本论文完成的是立式加工中心盘式刀库的传动设计、结构设计以及机械手部分的传动设计、结构设计。盘式刀库在数控加工中心上应用非常广泛,其换刀过程简单,总体结构简单、紧凑,定位精度高。刀库传动部分采用蜗轮蜗杆减速装置,可提高输出轴的传动平稳性能,即提高刀盘的运转平稳性。刀库满载装刀16把,采用单环排列方式放置。本次设计中的机械手采用单臂双手式机械手,可以同时完成插刀和拔刀动作,结构简单,换刀时间短。机械手传动部分采用一个液压升降缸和液压回转缸带动花键轴,进而带动机械手的运动。 [关键词] 立式加工中心;盘式刀库;机械手;自动换刀装置 Automatic tool changer structural design of machining centers
Abstract what finished in this paper is drive design, structural design and the power transmission parts design of disc tool magazine in vertical machining center. This tool magazine is widely applied in NC machining center. And the process of changing tools is simple, short change time , high precision, simple and compact of structure, reliable, easy maintenanced and low cost. The transmission part of this tool magazine adopts gear reducer. The design of worm gearbox device can improve the stationarity of output shaft, namely, increasing the operation stability and smooth transmission properties of tool magazine.Transmission device of tool magazine adopts a adjusting sleeve to eliminate the transmission clearance of worm.This tool magazine can load 16 cutting tools which are arranged with monocylic and according to the principle of nearby to choose the right tool. The manipulator of this design is the manipulator with one arm and pair of hands.The advantage of this manipulator is that it can complete the action of inserting tool and pulling out the tool at the same time,simple structure and short change time. Mechanical transmission part adopts a hydraulic lift cylinder and hydraulic cylinder drives the spline shaft rotation, thus drive the motion of the manipulator. Key words V ertical machining center; Disc tool magazine; Manipulator; Automatic Tool Changer
数控加工中心自动换刀系统
加工中心自动换刀系统changer system control of machine center with carouselstorage 摘要:针对刀套编码的盘式刀库加工中心,阐述其换刀过程,提出一种结合加工程序、换刀程序和PMC 程序以及参数设置来实现自动换刀控制的思路。同时结合实例给出换刀程序代码和关键PMC 程序。 关键词:加工中心; 自动换刀; 数控; 换刀系统。 Abstract:It analyses the ATC process of machine center with carousel storage.A control method to realize ATC using Gcodes,macor program ,PMC program and parmeter setting is proposed. Examples given in connection with tool changing code and key PMC procedures. Keywords:ATC;NC ;PLC; 设计背景:自动换刀系统是数控机床的重要组成部分。刀具夹持元件的结构特性及它与机床主轴的联结方式,将直接影响机床的加工性能。刀库结构形式及刀具交换装置的工作方式,则会影响机床的换刀效率。自动换刀系统本身及相关结构的复杂程度,又会对整机的成本造价产生直接影响。从换刀系统发展的历史来看,1956 年日本富士通研究成功数控转塔式冲床,美国IBM 公司同期也研制成功了“APT”(刀具程序控制装置)。1958 年美国K&T 公司研制出带ATC(自动刀具交换装置)的加工中心。1967 年出现了FMS(柔性制造系统)。1978 年以后,加工中心迅速发展,带有ATC 装置,可实现多种工序加工的机床,步入了机床发展的黄金时代。1983 年国际标准化组织制定了数控刀具锥柄的国际标准,自动换刀系统便形成了统一的结构模式。目前国内外数控机床自动换刀系统中,刀具、辅具多采用锥柄结构,刀柄与机床主轴的联结、刀具的夹紧放松机构及驱动方式几乎都采用同一种结构模式。在这种模式中,机床主轴常采用空心的带有长拉杆、碟形弹簧组的结构形式,由液压或气动装置提供动力,实现夹紧放松刀柄的动作。利用这种机构夹持刀具进行数控加工的最大问题是,它不能同时获得高的夹持刚度和刀具振摆精度,而且主轴结构复杂,主轴轴向尺寸过大,加上它的液压驱动装置及刀具辅具锥柄的制造成本,使得自动换刀系统的造价在机床整机中占有较大的比重。据有关资料介绍,在刀具采用锥柄夹头、侧压夹头以及弹簧夹头夹紧性能的对比实验中,采用弹簧夹头夹持刀具是唯一可同时获得高的夹持刚度和振摆精度的理想元件。采用这种夹持元件,刀具或刀具辅具可作成圆柱柄,其制造成本低,精度易保证,这对大容量刀库降低刀具辅具的制造成本,意义更为显著。在现代数控机床上亦有采用弹簧夹头作为刀具的夹持元件,但机床的主轴结构、驱动方式仍然采用与上述锥柄刀具完全相同的结构形式。采用这种结构模式,在实际数控加工中,尤其是在需要超高速主轴、主轴的径向、轴向尺寸都很小、没有足够的换刀空间的微细加工场合中实现自动换刀将会是很困难的,如果实施自动换刀那将使机床成本大幅度提高。如在CNC 控制磨削球面铣刀的数控磨削机床上,直接由高速电机驱动主轴,使用小直径盘形砂轮和指形砂轮加工球面铣刀,换刀空间很小,在这种条件下,将难以实现自动换刀。国外最新研制的内圆磨床上采用的弹簧夹头自动换刀装置售价昂贵。设计内容:设计内容数控加工中心由于配有刀库和自动换到系统,能实现一次庄家完成多道工序,减少专用夹具数量,缩短了生产准备时间,同时减少了多次安装多造成的定位误差,提高了加工进度,能实现高效率的加工。所以自动换刀系统的性能的好坏直接影响到数控机床的加工效率和效果。 一、刀库选刀的控制方式自动换刀装置可以定义为:一种能数控机床单元发出的命令从到库中选择和更换刀具的装置。加工中心自动换刀程序有两部分:刀具选择和道具更换。目前刀具选择一般有四种控制方式:顺序选刀方式,刀具编码方式,刀套编码方式,计算机记忆随机换刀方式。其中刀套编码方式是对刀库个个刀座预先编码,每把刀具放入刀座之后就有了相应刀具的编码,即刀具在刀库中的位置是固定的。刀库一般采用链式或者轮式,当然,目前还有一些别的形式的刀库,例如球形刀库、盒式刀库等。
自动换刀系统
加 工 中 心 自 动 换 刀 系 统 的 设 计 班级:09机械一班 组员:杨露,夏先锋,席朝晟,王志国,傅金阳
加工中心自动换刀系统的设计 杨露,夏先锋,席朝晟,王志国,傅金阳 (西安文理学院,西安,710065) 摘要: 90年代以来,数控加工技术得到迅速的普及和发展。加工中心作为新时代数控机床的代表,已在机床领域广泛使用。自动换刀装置作为加工中心最重要的部分之一,它的发展也直接决定了加工中心的发展。本论文完成的是加工中心盘式刀库的传动设计、结构设计以及传动部分的动力设计。这种刀库在数控加工中心上应用非常广泛,其换刀过程简单,换刀时间短,定位精度高;总体结构简单、紧凑,动作准确可靠;维护方便,成本低。本刀库满载装刀20把,采用单环排列方式放置,按就近选刀原则选刀。本次设计中的机械手采用单臂双手式机械手,这种机械手的优点是可以同时完成插刀和拔刀动作,结构简单,换刀时间短。 关键词:加工中心;自动换刀;A TC 中图分类词:TH 文献标识码:A 文章编号: 引言 未来加工中心的发展是高速化、进一步提高精度和愈发完善的机能,加工中心是数控车床的代表,是高新技术集成度高的典型机电一体化产品。而刀具库和自动换到系统是其必不可少的组成部分,它也与加工中心的精度、高速化息息相关。因此实现自动换刀系统的快速化、准确化,在高速数控加工中心里显得格外重要。 本文的设计主要解决的问题是 1、加工中心自动换刀系统的基本结构; 2、刀库的运作方式; 3、刀库电机的选择; 4、自动换刀的程序流程。 正文 一、刀具库 1、刀库的主要构件 刀库主要是提供储刀位置,并能依程式的控制,正确选择刀具加以定位,以进行刀具交换;换刀机构则是执行刀具交换的动作。刀库必须与换刀机构同时存在,若无刀库则加工所需刀具无法事先储备;若无换刀机构,则加工所需刀具无法自刀库依序更换,而失去降低非切削时间的目的。此二者在功能及运用上相辅相成缺一不可。 2、刀库的特点 圆盘式刀库特点 圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1遍到12、18、20、24等,即为刀号地址,操作者把一把刀具安装进某一刀位
自动换刀系统
换刀系统 自动换刀系统主要是将加工所需刀具,从刀库中传送到主轴夹持机构上。换刀系统由刀库,机械手,驱动系统等构成。 基本要求:1. 换刀时间短2. 刀具重复定位精度高3. 足够的刀具储存量4. 刀库占地面积小(结构紧凑)5. 安全可靠。 刀库 刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库。由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、搪孔、攻牙等。大幅缩短加工时程,降低生产成本。 刀库主要是提供储刀位置,并能依程式的控制,正确选择刀具加以定位,以进行刀具交换;换刀机构则是执行刀具交换的动作。刀库必须与换刀机构同时存在,若无刀库则加工所需刀具无法事先储备;若无换刀机构,则加工所需刀具无法自刀库依序更换,而失去降低非切削时间的目的。 刀库的回转运动由带 抱闸的三相异步电动机作 动力源,三相电源通过交流 接触器提供给电动机时抱 闸打开,然后刀库进行运 转,切断三相电源则抱闸闭 锁,刀库立刻停止运转。通 过分度盘的运动及相关检 测元件组的逻辑组合,可使 每个刀套准确停在换刀位 置。刀套停在换刀位置后,由气缸控制刀套处于水平或垂直状态,以方便机械手换刀,刀套分度台可以顺时针或逆时针方向旋转,从而可以在最短的时间内搜索到所要更换的刀具。 驱动系统 数控工具机的自动换刀系统有油压机构、气压机构、电气式凸轮机构。现如今凸轮式换刀机构就广泛的被采用。快速确实,除了换油外没有其他消耗零件及保养需求,故障率最少,寿命超过百万次以上。 换刀系统的速度要求 快速自动换刀技术是以减少辅助加工时间为主要目的,综合考虑工具机的各方面因素,在尽可能短的时间内完成刀具交换的技术方法。机台有几个特点:1.刀臂短2.刀臂不一定成直线 3.两刀可能互相垂直 4.凸轮箱小且可移动。其主要目的是要让换刀时,可动件之转动惯量小,以达到快速换刀之目的。 提高换刀速度的方法 1.在传统自动换刀装置的基础上提高动作速度,或采用动作速度更快的机构和驱动元件。例如,机械凸轮结构的换刀速度高于液压和气动结构。 2.根据高速工具机的结构特点设计刀库和换刀装置的形式和位置。例如,传统工具机的刀库和换刀装置多装在立柱一侧,在高速工具机则多为立柱移动的进给方式,为减轻运动件质量,刀库和换刀装置不宜再装在立柱上。
加工中心自动换刀
要 本文主要对数控加工中心自动换刀系统及控制系统进行设计。本文主要对数控加工中心自动换刀系统及控制系统进行设计。第一,了解数控加工中心的分类,其按换刀形式的分类以及加工中心刀库的形式;然后根据给定的参数进行刀库类型的选择以及电动机的确定;接着对刀库的转位定位机构进行了设计;最后是对于控制系统进行了简单设计。 关键字:加工中心,换刀系统,刀库,PLC。
目录 1绪论 (3) 2.刀库的总体设计方案 (5) 课程设计的任务及要求 (5) 刀库的类型选择 (5) 3.电机的选择 (6) 电机的选型及相关参数 (6) 各部分转动惯量的计算 (7) 预选电机 (7) 电机的校核 (8) 4.机械系统的设计 (8) 刀库转动定位机构的设计 (8) 滚动轴承的选择计算 (10) 轴的校核计算 (11) 键的设计计算 (12) 5.控制系统的设计 (12) 刀库的换刀动作如下: (13) 利用PLC实现随机换刀 (14) 参考文献 (17)
1绪论 在现代数控机床中,加工中心(MC-Machining Center)能进行自动换刀、自动更换工件,实行平面、任意曲面、孔、螺纹等加工,成为一种独特的多功能高精、高效、高自动化的机床,并迅速向高速化、复合化、环保化、五轴联动等方向发展,己成为当今国际机床展上最大的亮点。 加工中心特别适合于箱体、框架、叶片等特殊复杂零件的柔性高效加工,能减省一些普通铣床、钻床、键床,提高加工精度和效率,减少转换时间,降低生产成本。 在当今机械工业中,产品不断向个性化、精密化、小批量发展,世界对MC的市场需求在不断增多。特别是在要求适量柔性、大批高效生产的汽车工业、单件、小批重切、快速生产的航空、模具工业以至IT高精尖工业中,MC已逐渐成为重要的高效性机种。 1996年国产加工中心与进口加工中心的台数比,仅为百分之几,到2005年逐步增长到%。2005年与2000年相比,进口的加工中心数量增加倍。加工中心需求猛增的主要原 因,大致有三:(l)整个机械工业原有工艺装备结构陈旧、性能落后,呈“三多三少”(手动的多、自动的少;粗加工的多、精加工的少;低效的多、高效的少),函需大量更新。能源、交通、冶金、发电、工程机械、造船、模具、IT各业均需购置大、中、小各种Mc,量大面广;(2)汽车工业迅速发展,2002-2004年汽车产量分别为325、444、507万辆,发动机缸体、缸盖、变速箱及各种汽车零部件加工,均需 h L =86750 (h) 验算结果:合格。
数控加工中心刀具换刀系统的设计说明(doc 24页)
数控加工中心刀具换刀系统的设计说明(doc 24页)
课程设计说明书 题目机电一体化技术与系统课程设计 --数控加工中心刀具换刀系统的设计 系别 专业 班级 姓名 设计时间 指导教师
3.1 I/O配置(表) (10) 第一节刀盘取刀示意图 (11) 4.1 机械手与调取刀具示意图 (11) 第五节本系统梯形图及指令表 (12) 5.1功能图 (12) 5.2 梯形图 (13) 5.3 指令表 (14) 第六节本系统的开发环境 (18) 6.1 本系统的开发环境 (18) 第七节本系统的改进 (19) 第八节总结 (20) 参考文献 (20) 五、指导教师评价 (21) 前言 加工中心(Machining Center)简称MC,是由机械设备与数控系统组成的适用于加工复杂零件的高效率自动化机床。加工程序的编制,是决定加工质量的重要因素。 加工中心时高效、高精度数控机床,工件在一次装夹中便可完成多道工序的加工,同时还备有刀具库,并
且有自动化换刀功能。加工中心所具有是这些丰富的功能,决定了加工中心程序编制的复杂性。 加工中心能是实现三轴或三轴以上的联动控制,以保证刀具进行复杂表面的加工。加工中心除具有直线插补和圆弧插补功能外,还具有各种加工固定循环,刀具半径自动补偿、刀具长度自动补偿、加工过程图形显示、人机对话、故障自动诊断、离线编程等功能。 加工中心是从数控铣床发展而来的。与数控铣床的最大区别在与加工中心具有自动交换加工刀具的能力,通过在刀库上安装不同用途的刀具。可在一次装夹中通过自动换刀装置改变主轴上的加工刀具,实现多种加工功能。 课程设计任务书 一.设计任务 本课程取自数控加工中心刀具库的自动控制实验。因原有的刀具库控制方式过于陈旧、功能过于单一且智能度不高。效率较低并且指示灯不合理,对刀成功后没有正确与否的提示。针对原有功能的不足提出自己的改进方法。对位成功的进行指示灯闪烁提示,调取不是当前工位的道时,系统能根据调取刀具的大小自动选择最佳刀盘转动发向,以提高取刀效率。 改进的基本特征:
机床自动换刀装置
第一章、刀架和自动换刀装置设计 一、机床刀架和自动换刀装置的功能、类型和应满足的要求 (一) 机床刀架和自动换刀装置的功能 机床上的刀架是安放刀具的重要部件,许多刀架还直接参与切削工作,如卧式车床上的四方刀架、转塔车床的转塔刀架、回轮式转塔车床的回轮刀架、自动车床的转塔刀架和天平刀架等。这些刀架既安放刀具,而且还直接参与切削,承受极大的切削力,所以它往往成为工艺系统中的较薄弱环节。随着自动化技术的发展,机床的刀架也有了许多变化,特别是数控车床上采用电(液)换位的自动刀架,有的还使用两个回转刀盘。加工中心则进一步采用了刀库和换刀机械手,实现了大容量存储刀具静自动交换刀具的功能,这种刀库安放刀具的数量从几十把到上百把,自动交换刀具的时间从十几秒减少到几秒甚至零点几秒。这种刀库和换刀机械手组成的自动换刀装置,就成为加工中心的主要特征。 (二) 机床刀架和自动换刀装置的类型 按照安装刀具的数目可分为单刀架和多刀架。例如自动车床上的前、后刀架和天平刀架。按结构形式可分为方刀架、转塔刀架、回轮式刀架等;按驱动刀架转位的动力可分为手动转位刀架和自动(电动和液动)转位刀架。 自动换刀装置的刀库和换刀机械手,驱动都是采用电气或液压自动实现。目前自动换刀装置主要用在加工中心和车削中心上,但在数控磨床上自动更换砂轮,电加工机床上自动更换电极,以及数控冲床上自动更换模
具等,也日渐增多。 数控车床的自动 换刀装置主要采用回转 刀盘,刀盘上安装8~ 12把刀。有的数控车床 采用两个刀盘,实行四 坐标控制,少数数控车 床也具有刀库形式的自 动换刀装置。图3—122a 是一个刀架上的回转 盘,刀具与主轴中心平 行安装,回转刀盘既有 回转运动又有纵向进给 运动(S纵)和横向进给 运动(S横)。固3—122b 为刀盘中心线相对于主 轴中心线倾斜的回转刀 盘,刀盘上有6~8个刀 位,每个刀位上可装两把刀具,分别加工外圆和内孔。图3—122c装有两个刀盘的数控车床,刀盘1的回转中心与主轴中心线平线,用于加工外圆l刀盘2的回转中心线与主轴中心线垂直,用以加工内表面。图3—122d 安装有刀库的数控车床,刀库可以是回转式或链式,通过机械手交换刀具。
加工中心的刀库形式与自动换刀程序的调试
加工中心的刀库形式与自动换刀程序的调试 一、实训目的 ( 1 )了解加工中心的各种刀库形式; ( 2 )了解机械手换刀的基本动作组成; ( 3 )掌握加工中心自动换刀程序的编写与调试运行; 二、预习要求 认真阅读加工中心组成、换刀装置、自动换刀程序的编写等章节内容。 三、实训理论基础 1 .加工中心的刀库形式 加工中心刀库的形式很多,结构各异。常用的刀库有鼓轮式和链式刀库两种。 图 11-1 鼓轮式刀库
( a )径向取刀形式( b )轴向取刀形式( c )径向布置形式( d )角度布置形式鼓轮式刀库结构简单,紧凑,应用较多。一般存放刀具不超过 32 把。见图 11-1 。 径向取刀形式( a )多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手换刀装置的加工中心;形式( b )应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀。由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作 90 o 翻转。形式( c )多用于小型钻削中心;形式( d )一般用于专用加工中心。 链式刀库多为轴向取刀,适于要求刀库容量较大的加工中心。见图 11-2 。 图 11-2 链式刀库 2 .自动换刀装置及其动作分解 斗笠式刀库换刀装置我们已经在实训 4 中接触过,在此就不再赘述。 对于刀库侧向布置、机械手平行布置的加工中心,其换刀动作分解见图 11-3 。换刀时, Txx 指令的选刀动作和 M6 指令的换刀动作可分开使用。
图 11-3 平行布置机械手的换刀过程 图 11-4 角度布置机械手的换刀过程 对于刀库侧向布置、机械手角度布置的加工中心,其换刀动作分解见图 11-4 。 机械手换刀装置的自动换刀动作如下: ( 1)主轴端:主轴箱回到最高处( Z 坐标零点),同时实现“主轴准停”。即主轴停止回转并准确停止在一个固定不变的角度方位上,保证主轴端面的键也在一个固定的方位,使刀柄上的键槽能恰好对正端面键。 刀库端:刀库旋转选刀,将要更换刀号的新刀具转至换刀工作位置。对机械手平行布置的加工中心来说,刀库的刀袋还需要预先作90 o的翻转,将刀具翻转至与主轴平行的角度方位。( 2)机械手分别抓住主轴上和刀库上的刀具,然后进行主轴吹气,气缸推动卡爪松开主轴上的刀柄拉钉。
自动换刀装置的结构原理与维修修订稿
自动换刀装置的结构原 理与维修 集团档案编码:[YTTR-YTPT28-YTNTL98-UYTYNN08]
自动换刀装置的结构原理与维修2007-09-26 01:24:39?作者:来源:文字大小:【】【】【】 简介:8.4.1 自动换刀装置的形式自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。 1.回转刀架换刀数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。回转刀架必须具有良好的强度和刚度,以承受 粗加工的切削力:同时要保证回转刀架在每次转 关键字: 8.4.1 自动换刀装置的形式 自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。 1.回转刀架换刀 数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或 更多的刀具。 回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复定 位精度。 图8-17为数控车床六角回转刀架,它适用于盘类零件的加工。在加工轴类零件时,可以用四方回转刀 架。由于两者底部安装尺寸相同,更换刀架十分方便。 图8-17?数控车床六角回转刀架 1-活塞 2-刀架体 3、7-齿轮 4-齿圈 5-空套齿轮 6-活塞 8-齿条 9-固定插销 10、11-推杆 12-触头 回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,它的动作分为4个步骤: (1)刀架抬起当数控装置发出换刀指令后,压力油由a孔进入压紧液压缸的下腔,活塞1上升,刀架体2抬起,使定位用的活动插销10与固定插销9脱开。同时,活塞杆下端的端齿离合器与空套齿轮5结合。 (2)刀架转位当刀架抬起后,压力油从c孔进入转位液压缸左腔,活塞6向右移动,通过联接板带动齿条8移动,使空套齿轮5作逆时针方向转动。通过端齿离合器使刀架转过60o。活塞的行程应等于齿轮5分度圆周长的1/6,并由限位开关控制。
数控机床的自动换刀装置
数控机床大作业 数 控 机 床 的 自 动 换 刀 装 置 姓名: 学号: 班级:
数控机床的自动换刀装置 作者:刘伟杰 摘要 数控机床集中应用了计算机技术,电子技术,自动控制技术,传感测量,机械制造,等先进技术,是典型的机电一体化产品。它的发展和应用开创了制造业的新时代,改变了制造业的生产方式,产业结构,管理形式,使世界制造业的格局发生了巨大的变化,促进了其他行业的生成和飞速发展。刀具及自动换刀装置对加工时间有着重要的影响,自动换刀的快慢又影响了加工的时间,刀库的容量决定了刀具的数量,进而影响换刀时间和加工时间。本文主要讲述数控机床的自动换刀机构。 关键词:发展趋势机构自动换刀刀库 中图分类号:TH 文献标识码:B
1.刀库 刀库是自动换刀装置的主要部件,其容量、布局以及具体结构对数控机床的设计有很大影响。刀库的刀具定位机构是用来保证要更换的每一把刀具准确的停在换到位置上。采用电动机或液压系统为刀库提供动力。根据刀库所需要的容量和取刀方式,可以将刀库设计成多种形式。 1.1刀库的类型 刀库的功能是储存加工工序所需要的各种刀具,并按指令将要用的刀具准确的送到换刀位置,并接受从主轴送来的已用刀具。根据需求,刀库类型有多种(1)盘式刀具在盘式刀库结构中,刀具可以沿主轴轴向、径向、斜向安放,刀具轴向安装的结构最为紧凑。在刀库容量较大时,可采用弹仓式结构,目前大量的刀库安装在机床立柱的顶面或侧面,也可安装在单独的基地上。盘式刀库分径向、轴向两种取刀方式,其刀座结构不同。此种刀库结构简单,适用于刀库容量较少的情况。 (2)链式刀库刀具容量比盘式的大,结构也比较灵活和紧凑,常为轴向换刀。可将换刀位置刀座突出以利于换刀。另外还可以采用加长连带方式加大刀库的容量,也可采用折叠回绕的方式提高空间利用率,在要求刀量容量很大时可以采用多条链带的结构。 (3)格子盒式刀具固定型格子盒式刀库。刀具分几排直线排列,由纵、横向移动的取刀机械手完成选刀运动,将选取的刀具送到固定的换刀位置刀座上,由换刀机械手交换刀具,此刀具空间利用高,刀库容量大。 1.2刀库的容量 刀库的容量首先要考虑加工工艺的分析需要。一般情况下,并不是刀库中的刀具越多越好,太的容量会增加刀库的尺寸和占地面积,使选刀过程时间增长。如果从完成工件的全部加工所需要的刀具数目统计,所得结果是80%的工件完成加工任务所需的刀具数目在40种以下,所以一般的中小型立式加工中心配14--30把刀具的刀库就能够满足70%--95%的工件加工需要。 1.3刀库的转位 刀库转位机构由伺服电动机通过消隙齿轮带动蜗杆,通过涡轮使刀库转动。
数控加工中心自动换刀装置的设计
数控加工中心自动换刀装置的设计 摘要 数控机床的发展与运用,大大降低了零件加工的辅助时间,极大的提高了生产率。随着数控机床的普及运用,加工机械的自动化程度大大提高,数控机床发展成了当今普遍应用的一种更新、更先进的制造设备即加工中心。加工中心带有刀库和自动换刀装置,能对工件按预定程序进行多工序加工的高度自动化的多功能的数字控制机床。 自动换刀装置应当满足换刀时间短、刀具存储量足够、刀具的安置空间小以及安全可靠等基本要求。加工中心的关键在于CNC对刀库的自动选刀和刀库、机械手与主轴间自动换刀,加工中心出现故障80%都在上述方面。本课题就是对自动换刀装置进行设计,利用PLC 对刀库的选刀控制和刀库、机械手与主轴间的自动换刀控制。 关键词:自动换刀装置;弧面分度凸轮;滚齿凸轮;机械手。
ABSTRACT The numerical control engine bed development and the utilization, greatly reduced the components processing non-cutting time, enormous enhancement productivity.Along with the numerical control engine bed popularization utilization, processes the machinery the automaticity to enhance greatly, the numerical control engine bed develops now has been common the application one kind of renewal, the more advanced manufacture equipment is the processing center.The processing center has the knife storehouse and trades the knife installment automatically, can carry on the multi-working procedure processing to the work piece according to the pre-set sequence the high automation multi-purpose numerical control engine bed Trades the knife equipment to have automatically to trade the knife time satisfiedly short, the cutting tool reserves enough, the cutting tool placement space small as well as safe reliable and so on the basic request.The processing center key lies in CNC to choose the knife and between automatically the knife storehouse, the manipulator and the main axle to the knife storehouse trades the knife automatically, the processing center appears breakdown 80% all in the above aspect.This topic is to trades the knife installment to carry on the design automatically, chooses the knife control and between the knife storehouse, the manipulator and the main axle using PLC to the knife storehouse trades the knife control automatically. Keywords:Trades the knife installment automatically; Cambered surface indexing cam; Rolls the tooth cam; Manipulator.
加工中心换刀故障的解决方法
加工中心换刀故障的解决方法 一、主轴抓刀序号乱 当出现该问题时,将主轴的刀具取下, 1 号刀套转至换刀位,具体操作如下: 1. 系统一 PM&参数一计数器,计数器C1— PRESET S入刀库容量值,然后输入当前刀位,C2可不用考虑 2. 系统一 PM&参数一数据表,OFF DATA俞入值(刀库容量值+ 1) 3. 压FG DATA软键,DO-Dn依次输入0?n(相应的刀具号)即可 二、撞刀故障 出现撞刀故障的主要原因有可能是: 1. 主轴紧刀信号突然丢失导致主轴停转,X、丫仍然走动,此时可修改PLC程 序或调整紧刀开关,使其压合正常,同时检查紧刀电磁阀是否正常工作 2. 用户程序有问题 3. 用户使用刀具长度补正,但选择平面时选择的是非 G17平面所置 4. 发那科 0I 检查其零件信号是否已丢失或调整刀具夹紧开关 三、主轴出现掉刀现象,机床抓不住刀这种情况下一般可通过如下检查排除故障 1 . 检查气泵压力是否正常 2. 检查机床主轴气路是否通畅,是否有漏气现象,主轴气缸上下运动是否正常,松、卡刀开关是否正常 3. 检查气缸是否漏气、检修气缸活塞及气缸密封件 4. 检查机床抓刀爪子是否打开、调整抓带气缸下螺丝钉是否顶到抓刀爪子上端, 调整抓刀爪子上端蝶簧 5. 检查机床抓刀爪子是否磨损 四、刀盘不能转动 其原因可能是刀库电机热保护器动作,或抱闸没有打开,或刀盘传动太沉等,可检查电柜中的热保护是否跳闸,若电气正常,可能是机械传动出现故障。一般刀盘传动轴承过脏或生锈都可能出现卡死现象,此时出现电机温度过高,刀盘转不动、换刀按钮LED不显示。 五、刀库无法进出 这种情况可以通过检查以下部位排除故障 1 . 电机电源是否正常、电机是否转动 2. 刀库换刀接近开关是否正常、换刀信号以及刀库准备好信号是否正常,有没 有线路虚接现象 3. 继电器是否正常工作、线路是否有虚接 4. 刀库转盘、传动机构是否灵活、有无卡死现象 六、主轴准停位错位现象 1. 打开主轴箱外壳,使主轴与电机联接皮带脱开,可以用手转动主轴的方法来 调整准停位。 2. 可以在操作系统中调整准停位,具体方法如下:在 MDI方式下,按下设定键