宝钢特殊钢炼钢厂不锈钢产线介绍
宝钢--宝钢家电及太阳能用不锈钢板带产品介绍

宝钢家电及太阳能用不锈钢产品介绍宝钢研究院不锈钢技术中心韩俭2010.04主要内容宝钢不锈钢服务体系介绍家电及太阳能用典型产品介绍宝钢不锈钢产品规格介绍宝钢不锈钢产线介绍主要内容宝钢家电及太阳能用2010年发展计划一、宝钢不锈钢产线介绍宝钢不锈钢生产单元宝钢不锈钢板带产线主要分布在上海宝山和宁波北仑,包括不锈钢事业部本部、特殊钢合金板带、罗泾中厚板以及宁波宝新,涵盖炼铁、炼钢、板卷热连轧、炉卷轧制、中厚板轧制、传统冷轧以宝钢不锈钢板带生产工艺流程主要冶炼钢种304、304L 、316L 、409L 、439、444、443、430L 、430LNT 等120吨VODCCM100吨EAF冶炼工艺流程热连轧工艺流程冷轧工艺流程冷轧(CRM)采用电炉→AOD →VOD 炉三步法或电炉→AOD 炉二步法冶炼;以铁水作为原料,成本低、钢中杂质元素含量低、钢质纯净度高;特别适合于生产超低碳、氮的铁素体不锈钢宝钢不锈钢主要工艺装备——冶炼滚筒式切头飞剪7机架精轧机层流冷却装置二台卷取机精轧——热连轧宝钢不锈钢主要工艺装备——中厚板轧制p 目前宝钢不锈钢中厚板采用厚板厂5m 轧机进行轧制,该轧机是国内最先进轧机,其轧制控制精度较高,可满足能源用钢板的高精度要求p 另外浦钢4.2m 轧机、特殊钢事业部板带工程也在试轧不锈钢中厚板p 对于能源用不锈钢中厚板的轧制,目前装备能够满足所有规格中厚板的要求宝钢不锈钢主要工艺装备宝钢不锈钢主要工艺装备——2E板轧制奥氏体不锈钢2E表面产品是热轧黑皮卷经过单机架S6轧机轧制,再经过退火、破鳞、喷丸及酸洗等工序获得的冷轧产品。
该产品具有表面质量好的特点,同时可以在破鳞过程中施加一定的延伸变形(2~3%),从而获得具有不同强度等产品级的系列喷丸机成品卷p 目前宝新有7台冷轧机、1套热酸洗、3套冷酸洗以及1套光亮退火,形成了完整的冷轧不锈钢生产线,年产60万吨不锈钢卷板p 主要品种为300、400系列不锈钢冷轧带(板)p 另外不锈钢事业部本部已形成1套热酸洗、1台单机架和1套冷酸洗的全流程能力,冷连轧即将投产——冷轧宝钢不锈钢主要工艺装备宝钢不锈钢可供规格——热轧钢带宝钢不锈钢可供规格——中厚板宝钢不锈钢可供规格——冷轧带钢可执行的供货标准宝钢不锈钢实物质量控制标准执行BZJ 380、BZJ 301等宝钢企业标准,也可以执行GB4237、GB4239等中国标准、JIS4304、JIS4305等日本工业标准、ASTM A240、ASTMA480等美国标准、EN100881、EN100882等欧洲标准,上述标准按最新版本执行二、宝钢不锈钢产品介绍宝钢不锈钢板带产品铁素体马氏体奥氏体交通运输用不锈钢B409M等B436L等B441等B4003M 301L用于汽车排气系统低温端用于汽车排气系统中温端用于汽车排气系统高温端高强度易焊接,用于铁道车辆轨道交通不锈钢重点品种304J1BNDDQBN4BN26%Ni,深冲4%Ni,深冲2%Ni,抗冲击4%Ni,面板BN1dBN1P1%Ni,深冲0.5%Ni,面板不锈钢重点品种B443NT439B430LNTB442以其良好的耐蚀性,广泛替代304提高耐蚀性,用于电梯面板和焊管以良好的耐蚀性和成形性,用于家电和制品以其良好的耐蚀性,用于集装箱板B430KJ良好的深冲性和抗菌性,厨卫医疗B444/J1耐点腐蚀能力,太阳能和水处理不锈钢重点品种三、宝钢家电及太阳能用不锈钢典型产品介绍铁素体不锈钢在行业的应用微波炉内外壳洗衣机内筒家电行业è主要应用材质:430,表面:2B烤炉消毒碗柜家电行业家电行业B430LNT 是一种钛铌双稳定的、含铬17%左右的超低碳氮铁素体不锈钢。
宝钢生产超薄“双抗”管线钢

图 3 2 Mn i 管试 样 调 质 性 能 0 TB钢
注 : 实 验钢 管 化 学 成 分 ( ) C0 2 ,i .0 M .3 P00 2 S0 O 4 T .7, . 1 ,7  ̄水 淬 后 回火 。 该 % 为 .0 S 3 , n15 , . 1 , .O , i 0 B0 0 8 80C 0 0
・
2 6・
四川冶金
第 3 卷 1
2 T 缸体用管强度与 回火温度的关系 0 Mn i B
2 TB 0 Mn i 缸体用管延伸 、冲击等与回火温度 的关 系
3 0 5 30 0
20 5 20 0
10 5
一
+ + 一
பைடு நூலகம்
断面收缩率 ( %)
常温冲击 () J 硬 度 HR B 延伸率*0( i %)
轧管 机组 ” 艺 生 产 的 2 M TB缸 体 用 管 钢 质 纯 工 0 ni
净, 钢管性 能 良好 。
() 2 攀成 钢生产 的 2 M TB厚 壁缸体 用无 缝钢 0 ni 管完全 满足制 造工 程 机械 液 压 油 缸 的钢 质 、 力学 性 能等要 求 。 ( )0 n i 3 2 M TB缸体 用无 缝 钢 管 可 以实 现较 高 强
】8 . 9 4
用户 成 功 地将 2 M TB缸体 用 管 加 工 成 水 泥 0 ni
泵 车上 的液压 油缸 成 品 , 理 过 程 中未 出现 质量 问 处
简 讯
宝钢 生产超 薄 “ 双抗 " 线钢 管
日前 , 宝钢成功 生产 出 1. 0 3毫米 、1 1毫米 两种规 格的超 薄、 氢致 裂纹、 1. 抗 抗硫 化氢 “ 双抗 ” 管线钢 , 宝钢生产 超薄规格
宝钢生产工艺流程
宝钢生产工艺流程
宝钢作为中国著名的钢铁企业,其生产工艺流程是经过多年的发展和不断改进的,其生产流程主要包括炼铁、炼钢和轧钢三个环节。
炼铁环节
炼铁是钢铁生产的第一步,宝钢的炼铁工艺主要包括高炉炼铁和煤气化炼铁两种方式。
高炉炼铁主要使用焦炭和铁矿石作为原料,通过高炉内的还原反应将铁矿石还原成铁,并同时产生一定量的炉渣和煤气。
煤气化炼铁则是利用煤炭作为原料,通过煤气化反应,将煤转化为煤气,再通过高炉还原反应将铁矿石还原成铁。
宝钢目前主要采用高炉炼铁方式。
炼钢环节
炼钢是将铁水中的碳含量控制在一定范围内,使之达到钢的成分标准的过程。
宝钢的炼钢工艺主要包括转炉炼钢、电炉炼钢和LF精炼三种方式。
转炉炼钢是将铁水注入转炉中,加入适量的废钢和石灰石等辅料,通过氧气吹炼将铁水中的碳和其他杂质熔化分离,从而得到合格的钢水。
电炉炼钢则是将废钢和铁合金等原料放入电炉中,通过电加热将其熔化成钢水。
LF精炼则是在炼钢过程中对钢水进行精炼,以进一步提高钢的质量。
轧钢环节
轧钢是将钢坯或钢材经过加热、调质等工序后,通过轧机压制成不同形状和规格的钢材的过程。
宝钢的轧钢工艺主要包括热轧和冷轧两种方式。
热轧是将加热后的钢坯通过轧机加工成各种规格的钢材,主要用于制造大型构件和钢板等。
冷轧则是将冷却后的钢坯通过轧机加工成一定规格的冷轧板、冷轧带钢等,主要用于制造汽车、电器等产品。
总结
宝钢的生产工艺流程是一个完整的系统,每个环节都至关重要。
通过不断创新和改进,宝钢不断提高生产效率和产品质量,为国家的工业发展做出了重要贡献。
宝钢炼钢厂简介

04
宝钢炼钢厂的技术创新与研 发实力
宝钢炼钢厂的技术创新与研发实力
• 宝钢炼钢厂作为中国钢铁行业的领军企业之一,拥有悠久的历史和丰富的经验 。该厂具备了较强的技术创新与研发实力,不断推出新的技术和产品,推动了 中国钢铁行业的发展。
05
宝钢炼钢厂的未来发展与展 望
产能扩张与产品升级
产能扩张
宝钢炼钢厂计划在未来几年内扩 大产能,以满足国内外市场对钢 铁产品的需求。
流程。
宝钢炼钢厂的组织架构与主要部门
01
02
03
轧钢车间是另一个重要的生产 部门,主要负责将铸坯加工成 各种规格的钢材产品。
质量检验部门负责对生产过程 中的产品质量进行检测和控制 ,确保产品符合客户要求。
研发部门致力于研发新技术和 新工艺,提高产品质量和降低 成本。
宝钢炼钢厂的组织架构与主要部门
产品升级
为提高产品质量和附加值,宝钢 炼钢厂将加大投入,研发新型钢 铁产品,拓展高端市场。
技术创新与绿色发展
技术创新
通过引进和自主研发新技术,宝钢炼 钢厂将提高生产效率和能源利用效率 ,降低生产成本。
绿色发展
宝钢炼钢厂将积极推进环保技术的应 用,减少污染物排放,实现可持续发 展。
国际竞争力与全球影响力
03
近年来,宝钢炼钢厂不断进行技术升级和产业 转型,提高了产品质量和竞争力。
宝钢炼钢厂的组织架构与主要部门
01
宝钢炼钢厂的组织架构 包括董事会、监事会和 管理层等,实行总经理
负责制。
02
主要部门包括炼钢车间 、轧钢车间、质量检验 部门、研发部门、销售 部门和行政部门等。
03
炼钢车间是宝钢炼钢厂 的核心生产部门,主要 负责炼钢和铸坯等工艺
宝钢不锈钢冷轧简介

• (5) 5#机架还配备了与板形辊实现闭环控制的工作 辊精细冷却控制功能,进一步提高了对板形的控 制能力; • (6) 设置了1#机架前馈和反馈控制、5#机架前馈 和反馈控制,以及1#机架的轧辊偏心补偿控制功 能等。 • (7) 轧制润滑系统采用同种基油的高、低浓度的乳 化液循环冷却系统,各种轧制条件下的乳化液供 应模式切换灵活,很好满足了轧制碳钢软钢和高 强钢、以及铁素体不锈钢的需要。 • (8) 机组设有自动和手段机架清洗系统,保证了在 钢种切换前机架内部的清洁。
典型冷轧机。
• 多辊轧机是指一个机架内轧辊数多于4个的轧机,早期是 六辊式和十二辊式的。现在普遍使用排列顺序为1、2、3
、4的森吉米尔型二十辊轧机,即每个工作辊是由2个第一
中间辊、3个第二中间辊和4个外支撑辊支撑,最后组装到 整体机架中。
• 这种结构使得轧机刚性很大、工作辊绕度很小。工作辊是
由弹性模量很大的材质制成的,能承受很大的轧制压力, 加上较完善的辊形调节系统,所以多辊轧机可以轧制极薄 带钢和变形困难的硅钢、不锈钢,以及高强度的铬镍合金 材料。
• 焊接条件: • 两带钢厚差:h21.3h1,h2-h11.0mm • (碳钢与碳钢,奥氏体与奥氏体不锈钢焊接) • h21.2h1,h2-h10.6mm • (碳钢与不锈钢,非奥氏体与非奥氏体不锈钢 焊接) • 带钢表面状况:经酸洗的热轧/冷轧板 • 两带钢材质:一般冷轧板和不锈钢
• 注:*1-低碳钢系碳当量≤0.45% • [碳当量]= C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14 • *2-超低碳钢C<0.01% • *3-高强钢最大抗张强度750MPa • *4-√标示可以使用,×标示不根据 实验室结果确定。 • *6-焊后退火处理:适用于HSS 650MPa及其以 上强度品种
宝钢股份炼钢厂简介

更好的生活
Better Steel, Better Life.
炼钢厂简介
二○○九年十一月
炼钢厂管理总方针:
炼钢厂工作总目标:
炼钢厂总体介绍
部门概况
组织机构 生产工艺流程介绍 主要设备投产介绍 主要经济技术指标 300t炼钢单元介绍 250t炼钢单元介绍 150t炼钢单元介绍 焙烧单元介绍 模铸产线介绍
炼钢厂各单元近几年钢铁料消耗(实物量 kg/t.坯锭)
1146 1137 1124
1160 1140 1120 1100 1080 1060 1040 1020 1000
1146 1132 1144 1049 1104 1102 1104 1101 1098 1098 1116 1111 1117 1117
二期工程以两台1930立弯式板坯连铸机为主体,配套有KIP/CAS精 炼和连铸精整生产线,于1989年7月1日一次投产成功。
后续建设中,宽厚板连铸机于2004年12月建成并投产。
部门概况
二炼钢(宝钢三期工程):
于98年4月建成投产,主要装备有铁水预处理(三脱)、250t转炉 2座、二次精炼RH-KTB、IR-UT及两台 1450立弯式板坯连铸机。设计年
焙烧 一炼钢
电炉
二炼钢
炼钢厂所处位置
部门概况 宝钢股份公司炼钢厂:
一炼钢(含焙烧单元):(宝钢一、二期工程) 二炼钢(宝钢三期工程) 电炉(目前现划归钢管事业部)。 一炼钢设计总产能 671万吨,锭、坯648.5万吨,其中连铸坯400万吨。 一期工程于 85 年 9 月投产,主体项目为混铁车脱硫铁水预处理、 300t转炉3座、RH精炼、模铸和整脱模生产线。
2008年4月
长材项目
宝钢电镀锌生产线基本情况介绍
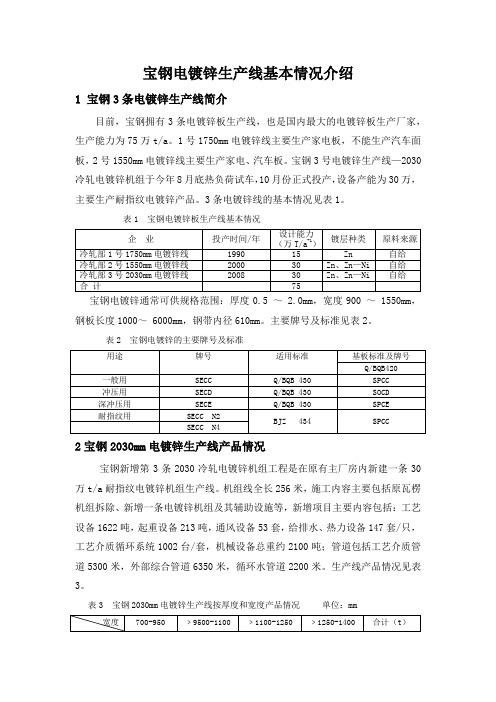
宝钢电镀锌生产线基本情况介绍
1 宝钢3条电镀锌生产线简介
目前,宝钢拥有3条电镀锌板生产线,也是国内最大的电镀锌板生产厂家,生产能力为75万t/a。
1号1750mm电镀锌线主要生产家电板,不能生产汽车面板,2号1550mm电镀锌线主要生产家电、汽车板。
宝钢3号电镀锌生产线—2030冷轧电镀锌机组于今年8月底热负荷试车,10月份正式投产,设备产能为30万,主要生产耐指纹电镀锌产品。
3条电镀锌线的基本情况见表1。
表1 宝钢电镀锌板生产线基本情况
宝钢电镀锌通常可供规格范围:厚度0.5 ~ 2.0mm,宽度900 ~ 1550mm,钢板长度1000~ 6000mm,钢带内径610mm。
主要牌号及标准见表2。
表2 宝钢电镀锌的主要牌号及标准
2宝钢2030mm电镀锌生产线产品情况
宝钢新增第3条2030冷轧电镀锌机组工程是在原有主厂房内新建一条30万t/a耐指纹电镀锌机组生产线。
机组线全长256米,施工内容主要包括原瓦楞机组拆除、新增一条电镀锌机组及其辅助设施等,新增项目主要内容包括:工艺设备1622吨,起重设备213吨,通风设备53套,给排水、热力设备147套/只,工艺介质循环系统1002台/套,机械设备总重约2100吨;管道包括工艺介质管道5300米,外部综合管道6350米,循环水管道2200米。
生产线产品情况见表3。
表3 宝钢2030mm电镀锌生产线按厚度和宽度产品情况单位:mm。
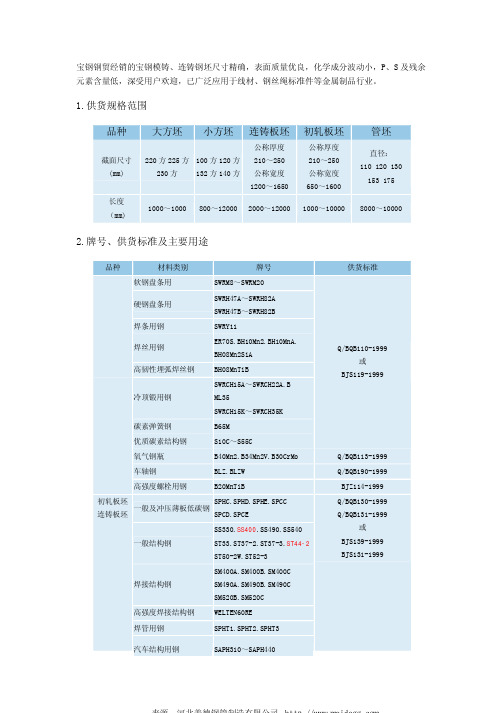
宝钢钢材手册
用于要求成型加工性能的汽车的构架、 车轮等结构件 用于要求良好冷成型性能的并有较高 强度或高强度要求的汽车大梁、横梁等 结构件 具有良好冷成型性能、用于汽车滚型车 轮、轮网及轮辐 制造汽车传动轴管等用
制造集装箱、车辆、工程机械、建筑等 结构件
焊接液压煤气瓶等用
自行车上、下、后接头、前叉肩、前花 盘、链条滚车把横管、中轴碗等零件
长度(或带卷内径) 2000
主要用途 薄钢板结构件
1.供货规格范围
品种 热轧卷
厚度 2.5-6
2.牌号、供货标准及主要用途
材料类别 供货标准
牌号
热轧卷 Q/HYAA07-1999
Q235A
浦钢产中厚板
宽度 900-1000
长度(或带卷内径)
主要用途 焊管
目前我公司全面经营上海浦东钢铁(集团)有限公司产的热轧中厚板。上海浦东钢铁(集团)有限公 司即原上海第三钢铁厂。从 1993 年起按 ISO9002 标准在中厚板生产线建立质量保证体系。其厚 板质保体系通过中国方圆标志质量认证,核电用板制造质量大纲通过上海市核电办认证评审。
宝钢产热轧卷(板)
1.供货规格范围
品种 钢板 钢带 纵切钢带
厚度 1.5~25.0 1.5~25.0 1.5~12.5
2.牌号、供货标准及主要用途
材料类 供货标准
别
SPHC.StW22 Q/BQB302
ASTM
A569
SPHD.StW23 热轧低 Q/BQB302
碳钢 ASTM
A621
SPHE.StW24 Q/BQB302
Q/BQB150-1999 或
BJS159-1999
BJS159-1999
宝钢钢贸经销的宝钢热连轧钢板、带产品,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机 组及精轧机组轧制成带钢。精轧后的带钢按客户的不同需求经过不同的精整作业线(平整、矫直、 横切或纵切、检验、称重、包装及标志等),加入成为钢板、平整卷计纵切钢带产品。热轧产品 具有强度高、韧性好、易于加工成型以及良好的可焊接性等优良性能,广泛应用于船舶、汽车、 桥梁、建筑、机械、压力容器等制造行业。
宝钢特钢高线生产技术及产品开发
Salt spray test according to GB/T 10125-1997 GB/T 10125-1997 测试的盐雾试验 根据 根据GB/T 10125-1997测试的盐雾试验
P ittin g C o r r o s io n P o te n tia l /m v
500 400 300 200 100 0 316 B32102 304 “201”
供需平衡会 轴承钢线材供应链格局
外套圈:连铸热轧料-穿管-车削-精加工成型,对材料要求较低,价格竞 争激烈。
:热轧料(连、模铸)-退火-冷拉-冷镦-精加工成型,对材料 滚动体 滚动体: 要求高,模铸为主,迫于成本,连铸逐渐取代模铸。
内套圈:热轧料(连、模铸)-退火-冷拉-打孔车削-精加工成型,对材 料要求较高,连铸为主。迫于成本,下游工艺改进需求强烈(打孔车 削→冷镦打孔→ 冷挤压)
耐腐蚀性能 Corrosion Resistance Corrosion Resistance 耐腐蚀性能
Magnetic 磁性能 耐腐蚀性能
Cost 成本
B32102
Mechanical Properties 力学性能
Processablity of Drawing-拉拔性能
Corrosion Resistance Magnetic 磁性能 耐腐蚀性能
在线坯料热装炉加热
可以实现从炼钢的连铸坯热装 进加热炉的工艺路线,在节省能源 的同时,可以把用户从订货到生产 入库的时间大大缩短,得到最短、 最经济的订货周期。
在线成品热处理
线材和大盘卷的生产,可以实现
热卷在线直接进入环型炉热处理。主 要有奥氏体不锈钢的在线固溶和铁素 体不锈钢再结晶处理及马氏体不锈钢 的软化退火处理,生产能力与轧线相 匹配。
宝钢特钢高合金钢生产线工艺流程简介

宝钢特殊钢分公司高合金钢生产线改造工程宝钢公司特殊钢分公司高合金钢生产线改造工程项目是宝钢建设现代化特殊钢制造中心和特钢精品基地的重大步骤。
高合金钢生产线改造工程是宝钢公司结合特钢产品结构调整,淘汰落后工艺设备,建成一条世界先进,国内一流的专业化特殊合金和高合金钢热轧生产线。
其主要产品定位为生产高附加值、高技术难度的新材料。
这些产品是未来世界经济、军事竞争的焦点,也是一个国家特殊钢工业生产和综合实力的体现和保证。
该工程由中冶京城工程技术有限公司设计,上海宝钢建设监理公司进行工程监理。
工程建设在原上钢五厂特钢分公司西区一块无建筑物的平坦土地上,北靠五钢大道,南靠大电炉,西靠西区五大道,东靠西区四大道。
整条生产线设计年生产能力为10万吨。
其中高合金钢4万吨、合金钢6万吨。
工程项目的核心是轧钢车间。
新建的轧钢主厂房由原料跨、主轧跨、加热炉跨、热处理精整跨〔共二跨〕以及轧棍间和主电室组成,建筑面积约4万平方米。
主厂房内主要设备有:步进梁式加热炉、隧道式中间加热炉各一座,室式炉一座。
轧线主要设备有:一架粗轧机、16架连轧机(中轧8架、预精轧和精轧各4架)以及相应的飞剪、冷床收集等在线和离线装置。
后道精整热处理部分包括:轧后预退火的车底式退火炉二座、连续式退火炉一座、移盖式退火炉二座、固溶炉及时效炉各一座。
新建和利旧有抛丸机、校直机、倒棱机、探伤仪、磨床、抛光机等精整设备以及其相配套的公辅设施等主要公辅设施有:水处理站、总图运输及厂区各专业介质管线、电气室和生活服务设施等。
以及相应进行配套改造和联网:如调压站、七中央以及生产能源或介质管线等改造工程也列入本工程中。
辊底式退火炉设备在安装中车底式退火炉设备在安装中冷床设备在安装中冷床输入辊道设备安装主厂房外景冷床设备在安装中注:〔该工程主轧跨为27m、加热炉跨为18m、热处理精整跨为24和27m、轧辊间为30m和主电室为15m,均成平行布置,原料跨与上述各跨呈丁字形布置。
宝钢炼钢工艺和设备详细

宝钢炼钢工艺和设备详细宝钢集团有限公司是中国最大的钢铁企业之一,拥有先进的炼钢工艺和设备。
炼钢是将生铁或废钢通过冶炼和精炼等工艺,制成合格的钢材的过程。
宝钢炼钢工艺和设备的先进性,直接影响到钢材的质量和生产效率。
下面我们来详细了解一下宝钢的炼钢工艺和设备。
首先是炼钢工艺。
宝钢采用了先进的转炉炼钢工艺,主要包括废钢预处理、炼钢冶炼、精炼和连铸等环节。
在废钢预处理环节,宝钢采用了先进的废钢分选技术,将不同种类的废钢进行分类处理,以保证炼钢过程中的原料质量。
在炼钢冶炼环节,宝钢主要采用转炉冶炼工艺,通过高温燃烧和氧气吹炼,将生铁或废钢中的杂质和不良元素去除,得到高质量的熔铁。
在精炼环节,宝钢采用了LF精炼炉和VD真空脱气设备,通过精确控制温度和气氛,进一步提高钢材的纯度和均匀性。
最后,在连铸环节,宝钢采用了连铸机组,将熔化的钢水连续浇铸成坯料,为后续的轧制和成品加工提供原料。
其次是炼钢设备。
宝钢拥有一批先进的炼钢设备,包括转炉、精炼炉、连铸机组等。
其中,转炉是炼钢的核心设备,宝钢拥有多台不同规格的转炉,能够满足不同种类钢材的生产需求。
精炼炉是提高钢材质量的关键设备,宝钢引进了国际先进的LF和VD设备,通过真空脱气和精确的合金添加,提高了钢材的纯度和均匀性。
连铸机组是将熔化的钢水浇铸成坯料的设备,宝钢的连铸机组采用了先进的直接结晶技术,能够生产高质量的连铸坯料。
除了上述的主要工艺和设备外,宝钢还在炼钢过程中引入了先进的自动化控制系统和在线检测设备,以确保生产过程的稳定性和钢材质量的可控性。
同时,宝钢还注重节能减排,采用了高效的热能回收设备和环保设施,实现了炼钢过程的清洁生产。
总的来说,宝钢的炼钢工艺和设备处于国际领先水平,能够满足不同种类钢材的生产需求,保证钢材质量和生产效率。
未来,宝钢还将继续引进先进的炼钢技术和设备,不断提升自身的竞争力和可持续发展能力。
宝钢超纯铁素体不锈钢冶炼技术实现突破

操作规范, 为超纯铁素体不锈钢制造能力的不断提升、 该引擎产品市场竞争能力的增强打下 扎实基 础 。
重庆市新型锂 电池高效节能制备技术研究取得突破 由重庆 市科学 技 术研 究 院依托科 技 攻关 项 目“ 新 型锂离 子动 力 电池 正极 材料 高 效节 能制 各 技术 的研 究与 开 发 ” ,研 究 出锂 离子 电池 关键 材料 正极 材料 的高效 节 能制 备技 术 ,极 大助
推 了重庆 市新 材料 及节 能环 保产 业发 展 。
锂离子电池是性能卓越的新一代绿色高能电池,己在 3 C产品,新能源汽车等领域广泛 应用 。而 正极材 料在 锂 电池 中 占据 核 心地位 ,其 成本 占到 电池 的 4 0 % 以上 ,并 直接 影 响锂 电
2 2
中冶赛迪国产最大规格短应力线轧机热试成功 由 中冶 赛 迪集 团设 备成 套供 货 的 山东寿 光 巨能特 钢 公 司合 金钢 大 棒 生 产线 精 轧机 组 一 次性 热试 成功 。其 中 N H C D 9 5 0轧机 最大 辊径 达 中9 5 0 m m ,是 国产最 大规 格 的短 应力 线 轧机 , 用于生产 3 0 0 m m的优特钢大棒材 。该型轧机 目前国内仅有极少数厂家能够设计供货。 N H C D系列短应力线轧机是 中冶赛迪集 团拥有 自主知识产权的核心设备,是专 门针对优 特钢 棒材 生产 线研 发 的高强度 、高 刚度 、高 精度 轧机 ,己形成 由 l 1项授 权专 利 组成 的专 利
上海宝钢不锈钢参数

上海宝钢不锈钢参数
上海宝钢不锈钢的参数包括材料成分、力学性能、物理性能和化学性能等。
1. 材料成分:通常包括铁、碳、铬、镍、钼等元素的含量。
不锈钢的主要成分是铁(Fe),其中铬(Cr)的含量通常在10.5%以上,以形成一层致密的氧化铬保护膜,防止钢材表面进一步腐蚀。
其他元素的含量可以根据不同的规格和要求进行调整。
2. 力学性能:包括抗拉强度、屈服强度、伸长率等。
抗拉强度是指材料在受力时抵抗拉伸的能力,屈服强度是指材料开始产生塑性变形的应力,伸长率是指材料在断裂前的延伸程度。
3. 物理性能:包括密度、热导率、电导率等。
不锈钢的密度通常在7.93-8.0g/cm³之间,热导率较低,电导率较高。
4. 化学性能:包括耐腐蚀性、耐热性、耐磨性等。
不锈钢具有较好的耐腐蚀性,能够在大气中、水中、酸、碱等介质中具有较好的稳定性。
同时,不锈钢也具有一定的耐高温性能和耐磨性能。
需要根据具体的不锈钢规格和要求,进一步了解上海宝钢不锈钢的详细参数。
宝钢股份炼钢厂简介

通过努力,07年二炼钢产线的板坯年产量已经达到了655万吨。
部门概况
电炉单元(目前划归钢管事业部):
圆方坯产线于96年12月投产,主要装备有150t超高功率双炉体直流电 弧炉2座、LF钢包精炼炉、VD真空脱气炉及高拉速六流圆(方)坯兼容 弧形连铸机等,设计年生产钢水100万吨,钢坯96万吨。
1999年7月 1999年12月 2004年12月 2002年11月 2005年5月 2007年9月 2007年8月
主要设备投产介绍
单元 工程 三期
250t 技改
三期 电炉
技改
主体设备
铁水预处理 250t转炉×2 精炼RH-KTB、IR-UT 板坯连铸机×2 250t转炉×1
RH-MFB LF炉
板坯连铸机×1 ESM铁水包脱硫 150t超高功率直流电弧炉 精炼LF炉、VD炉 圆(方)坯连铸机 150t超高功率交流电弧炉 精炼LF炉、VOD炉 大方坯连铸机
炼铁
一炼钢、 一热轧
二炼钢、二热轧、 三热轧
冷轧
转炉
精炼
连铸
混铁车脱硫 1、2#线
ESM脱硫 1、2#坑
1#炉 2#炉
3#炉
1#2#RH, 1LF
4RH 2LF
KIP/CAS
浇铸
精整
组织机构
炼钢厂
对外技术支撑室
生产技术室
能环组 技术 安全组 调度
冶炼组
铸钢组 耐材组 综合组
设备管理室 两办
技术组 管理组
大方坯连铸产线2008年建成150t超高功率交流电弧炉、150t LF、150t VOD炉及320×425mm大方坯连铸机(一机四流),新建电炉设计年产 钢水量104.2万吨,大方坯100万吨。
不锈钢线材盘卷的酸洗工艺
化处理, 赋予其耐蚀性。不锈钢长型材的酸洗形 式与冷、热轧带钢的酸洗形式有很大不同, 与钢管 酸洗形式类似, 酸洗时将盘卷分别吊入不同的处 理槽中浸泡, 各槽内分别装有不同的处理介质对 盘卷进行酸洗、冲洗等处理[ 2] 。宝钢股份特殊钢
不锈钢线材盘卷的酸洗工艺21作业线布置形式为保持酸洗车间的操作环境降低酸液消目前世界上盘卷酸洗机组均采用作业线尤其是化学段部分全封闭自动化控制连续作业的工其机组布置形式主要有整体隧道式和各槽独立加盖式2种
# 46 #
#综 述#
轧钢
ST EEL RO LL IN G
2007 年 12 月 # 第 24 卷 # 第 6 期 Dec1 2007 V o l1 24 N o1 6
2FeO + N aN O 3 = F e2 O3 + N aN O 2
2Fe3 O 4 + N aN O 3 = 3F e2 O 3 + N aN O2 2( Cr2 O 3 # F eO ) + N aN O 3 = Fe2 O 3 + 2Cr2 O3
+ NaNO2 氧化盐浴处理工艺采用的 N aO H 、N aN O3 和
抽风孔; 同时每个处理槽都有侧边抽排酸雾管, 槽 易溶于酸。氧化盐主要化学成分为碱性硝酸盐熔
内呈微负压。机械手与处理的盘卷脱钩, 机械手 融物, 含有氢氧化物约 87% 、硝酸盐约 13% , 两者
自身带有可移动的酸雾抽排装置, 在吊运处理槽 比例须严格控制, 以使熔融盐具有最强氧化力、最
中的盘卷时, 机械手的酸雾抽排装置对处理槽进 低的熔点和最小的粘度。生产过程中, 主要的控
宝钢特种冶金产品手册

宝钢特种冶金产品手册宝钢特种冶金产品手册1.引言本手册旨在提供关于宝钢特种冶金产品的详细信息,包括产品特点、技术规格、应用领域等方面的内容。
通过阅读本手册,用户可以更好地了解宝钢特种冶金产品,并作出合适的选择和应用。
2.产品分类2.1 不锈钢产品2.1.1 不锈钢板/卷2.1.2 不锈钢棒材2.1.3 不锈钢管/管件2.2 高温合金产品2.2.1 高温合金板/卷2.2.2 高温合金棒材2.2.3 高温合金管/管件2.3 电镀锌板/卷2.4 镀锌钢管/管件2.5 高速钢2.6 其他特殊合金产品3.产品特点与规格3.1 不锈钢产品特点与规格3.1.1 不锈钢板/卷规格参数3.1.2 不锈钢棒材规格参数3.1.3 不锈钢管/管件规格参数 3.2 高温合金产品特点与规格3.2.1 高温合金板/卷规格参数 3.2.2 高温合金棒材规格参数3.2.3 高温合金管/管件规格参数 3.3 电镀锌板/卷规格参数3.4 镀锌钢管/管件规格参数3.5 高速钢特点与规格3.6 其他特殊合金产品特点与规格4.产品应用领域4.1 不锈钢产品应用领域4.2 高温合金产品应用领域4.3 电镀锌板/卷应用领域4.4 镀锌钢管/管件应用领域4.5 高速钢应用领域4.6 其他特殊合金产品应用领域5.附件本文档附件包含:- 不锈钢产品详细规格表- 高温合金产品详细规格表- 电镀锌板/卷详细规格表- 镀锌钢管/管件详细规格表- 高速钢详细规格表- 其他特殊合金产品详细规格表6.法律名词及注释- 根据《中华人民共和国商品质量法》,所有宝钢特种冶金产品符合国家标准。
- 不锈钢产品:具有耐腐蚀性能的钢铁材料,其中包含至少10.5%的铬。
- 高温合金产品:在高温环境下具有优异性能的合金材料,可用于航空航天、能源等领域。
- 电镀锌板/卷:通过电镀锌工艺将锌层加在钢板/卷表面,提高其耐腐蚀性能。
- 镀锌钢管/管件:在钢管/管件表面进行镀锌处理,具有优异的防锈性能和耐久性。
宝钢钛镍特种金属板带生产线项目全面进入热试车阶段

-C 一 5 位 移
: = L U 0 5 =
夺 ‘ ‘ ’ .  ̄‘ ’ ‘ ‘ ‘ 。 ‘ ’ ’ ‘ 。 ’ ’ ‘ ‘ 孛 夺 夺 -- d 寺 争 孛 夺 夺 夺 夺 孛 夺 孛 夺 争 夺 夺
:
4, r r
一
伽
支 宝钢钛镍特种金属板 带生产 芝 2线项 目全 面进入热试车 阶段 苫
毒 具 有重 要 意义 。
.
当 ‘= 时 ,由 s D =h知
寸
争 . . . . . . 争 . . . . . . . . . . . . 孛 孛 夺 夺 夺 { . 牵 寺 弓 牵 牵 孛 夺 夺 夺 夺 孛
+
器
五 及翻卷机 ) 目已经全面进入热负荷试车 毒 项 阶段 。特种 金属 暨合 金板 带工 程 是宝 钢 ? 毒 “ 十一五” 规划重点项 目,是 目 国内惟一 夺 前
的特 种金 属 暨合金 板 带 生产 线 ,将 采 用 以
当 = @/ 7 8时 ,由 s =s 知 2 3
X 日 前,由中国重型机械研究院承担的 占 - g
奇 宝钢股份有限公司特钢事业部钛镍特种金 仑 3 c属板带生产线1 57辊冷轧机、四小机 善 0 ̄ 4
寸 组 ( 卷 机组 、清 洗 机 组 、引 带 矫 直 机 组 拼
结果
c 一
等s i n (
+
当 =  ̄/ 7 8时 ,
d3 s d c
=
要 高速 运行 的 凸轮机 构 中。
参 考文 献 :
[ ] 成 大 先 . 机 械 设 计 手 册 [ . 北 京 :化 学 工 业 出 1 M]
版 社 ,19 . 93
宝钢炼钢技术资料1

3
一炼钢连铸钢种组成(1986年初步设计)
钢种
碳素钢 其中深冲用钢 其中普碳钢 1 号 其中普碳钢 2 号
铸坯去向
热轧 热轧 热轧
年产量 (万吨/年)
224
154.8
生产比例 (%) 56
38.7
69.2
17.3
低铝铝镇静钢 (相当准沸腾钢)
热轧
68
17
结构钢
造船用钢 结构用钢 螺旋焊管钢 (API 标准)
2
宝钢一炼钢RH脱气处理计划
单位:万吨/年(基本设计审查后)
类品
油井管
锅炉钢管 条
高压锅炉管
钢 钢
普通钢管 外供钢管坯
计
焊条钢
方
钢轨钢
低合金钢
钢
普通碳素钢
计
锭 板
热轧普通钢 深冲用钢
低合金钢
用
螺旋焊管钢
钢
计
钢锭用钢水合计
普碳钢
Riband 钢
连
AL-K 钢
铸
低合金钢
造船用碳素钢低合金钢
坯
螺旋焊管钢
DX06
不烧成镁砖
永久层砖
F1
烧成镁砖
出钢口捣打料 炉底捣打料 接缝捣打料
B-MIXMA 相当品
R-4EU 相当 品
DOP2 相当品
重量 (吨)
~9 ~48 ~170 ~195 ~1.5 ~0.8 ~120 ~1.0 ~5 ~11.5
15
一炼钢氧枪升降及横移机构
氧枪升降及横移机构
1
提升荷重(常用最大)
5
一炼钢车间组成及厂房参数表
车间名称 号
1 主厂房 (1) 装料跨
跨度 (m)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
60t
工艺路线1(特钢生产线) 工艺路线1 特钢生产线) 装料→EAF→LF→VD→CC /IC 装料→ 工艺路线2(二步法不锈钢生产线) 工艺路线2 二步法不锈钢生产线) 装料→EAF→AOD→LT→CC /IC 装料→ 工艺路线3(三步法不锈钢生产线) 工艺路线3 三步法不锈钢生产线) 装料→EAF→AOD→VOD→CC /IC 装料→
四、60t AOD炉龄影响因素分析与改进 AOD炉龄影响因素分析与改进
4.5、控制风枪结瘤系数
风枪的主要构造是中心铜管,外面是钢壳, 风枪的主要构造是中心铜管,外面是钢壳,中间形成一定的环 氧氩混合气体在一定的压力下通过中心管吹入钢液中。 缝。氧氩混合气体在一定的压力下通过中心管吹入钢液中。由于风 枪需要和钢水直接接触,为了安全需要, 枪需要和钢水直接接触,为了安全需要,通过环缝吹入压缩空气进 行冷却,并且在风枪出口冷却的钢渣会凝固成一定的“蘑菇”形状 行冷却,并且在风枪出口冷却的钢渣会凝固成一定的“蘑菇” 的头子,对风枪起到一定的保护作用。 的头子,对风枪起到一定的保护作用。通过控制结瘤系数可以有效 提高风枪砖寿命。 提高风枪砖寿命。
三、60t AOD炉龄情况 AOD炉龄情况
下图60tAOD 整个炉龄趋势情况 下图60tAOD
160 140 120 100 80 60 40 20 0
06年平均 炉 年平均111炉 年平均 05年平均 炉 年平均82炉 年平均 04年平均 炉 年平均37炉 年平均
04 -0 1 04 -0 4 04 -0 7 04 -1 0 04 -1 3 05 -0 3 05 -0 6 05 -0 9 06 -0 2 06 -0 5 06 -0 8 06 -1 1 06 -1 4 06 -1 7
四、60t AOD炉龄影响因素分析与改进 AOD炉龄影响因素分析与改进
4.1、炉型改进和砌筑工艺改进
我们对渣线和风枪 进行了改进。 进行了改进。同时提高了 渣线和风枪的砌筑,从材 渣线和风枪的砌筑, 质上保证了风枪部位和渣 线部位的侵蚀需要。 线部位的侵蚀需要。
四、60t AOD炉龄影响因素分析与改进 AOD炉龄影响因素分析与改进
4.2、优化造渣工艺
镁钙砖和镁砖的主要成分 (%)
材质 镁铬砖
MgO ≥50%
CaO
Cr2O3 ≥20%
SiO2 ≤2.5% 杂质总量≤3%
镁钙砖 ≥50% 18~20%
从历史数据来看,理想的还原渣分析结果是: 从历史数据来看,理想的还原渣分析结果是:炉渣化学成分范 围为52%~60%的CaO,7%~11%的MgO和25%~32%的氧化硅。 围为52%~60%的CaO,7%~11%的MgO和25%~32%的氧化硅。对于还原 52% 的氧化硅 渣由于其酸性较强、流动性很好,使得渣线部位耐材的由于渣蚀、 渣由于其酸性较强、流动性很好,使得渣线部位耐材的由于渣蚀、渗 透作用而损毁较严重。 透作用而损毁较严重。 改进以后,在吹炼初期加入一定轻烧Mg球 AOD还原渣系碱度控 改进以后,在吹炼初期加入一定轻烧Mg球,AOD还原渣系碱度控 Mg 制在1.5~1.8之间,有效控制了炉渣对渣线部位的侵蚀。 制在1.5~1.8之间,有效控制了炉渣对渣线部位的侵蚀。 1.5 之间
标题:黑体40磅加粗,白色,居中
奥氏体 CrN i不 锈 钢 易切削奥氏体
医用奥氏体
外科植入物医疗用不锈钢
Cr 不 锈 钢
铁素体
二、60t AOD主要设备情况 AOD主要设备情况
60t AOD配备了顶部氧枪和 支 配备了顶部氧枪和5支 配备了顶部氧枪和 炉底侧吹风枪,它采用了 炉底侧吹风枪,它采用了Praxair 的最新精炼专利技术, 的最新精炼专利技术,并通过智能 精炼系统使冶炼控制更为精确。 精炼系统使冶炼控制更为精确。二 步法冶炼时间70~75min,三步法 步法冶炼时间 ~ , 冶炼时间35~ 冶炼时间 ~40min。炉渣碱度 。 1.5~3.0。 ~ 。
1.2 炼钢厂一分厂主要不锈钢品种
钢类 代表钢种 主要用途 304 , 304L , 304HC , 316 , 标准件、不锈钢管坯 316L , 304C1 、 304HC2 、 不锈钢焊条和焊丝 304HC3、TP347H、TP304H 高强度无磁性不锈钢 BT308系列、BT309系列 130H BT303CuS1 , BT303CuS2 , 日期 :16磅Times New Roman 字体,白色,居中 加工标准件 BT303等 00Cr18Ni14Mo3、 00Cr18Ni14Mo3N等 430(0Cr17)、430H等 1Cr13,2Cr13等 马氏体 T91、P91 高压锅炉管
四、60t AOD炉龄影响因素分析与改进 AOD炉龄影响因素分析与改进
4.1、炉型改进和砌筑工艺改进
根据现场侵蚀严重的部位分别是 渣线部位和风枪部位, 渣线部位和风枪部位,通过对炉衬耐 材的物理冲刷和化学侵蚀机理分析, 材的物理冲刷和化学侵蚀机理分析, 发现原60tAOD炉衬设计本身存在问题。 发现原60tAOD炉衬设计本身存在问题。 60tAOD炉衬设计本身存在问题 我们对炉型进行了如下改进: 我们对炉型进行了如下改进:
四、60t AOD炉龄影响因素分析与改进 AOD炉龄影响因素分析与改进
4.4、合理改变吹炼角度
1~10炉时,角度 控 制 在 0° ~ - 2° 10 ~40 炉时,角度 设在-3°~-5°
随着AOD冶炼, 随着AOD冶炼,炉 AOD冶炼
大于40炉时,调整 为-5°~-7°
衬的侵蚀, 衬的侵蚀,炉衬形状是 动态变化的, 动态变化的,适当地改 变吹炼角度可以减少钢 液对炉壁的冲刷。 液对炉壁的冲刷。因此 我们根据不同的炉龄, 我们根据不同的炉龄, 对吹炼角度进行调整。 对吹炼角度进行调整。
一、炼钢厂一分厂概况
宝钢特殊钢炼钢厂一分厂是新引进的一条不锈钢长型材生产线。 宝钢特殊钢炼钢厂一分厂是新引进的一条不锈钢长型材生产线。是一 条包括了炼钢和连铸的具有国际先进技术水平的生产线。 条包括了炼钢和连铸的具有国际先进技术水平的生产线。主要生产钢种包括 不锈钢、轴承钢、冷镦钢、易切削钢、弹簧钢等,产品覆盖棒材、 不锈钢、轴承钢、冷镦钢、易切削钢、弹簧钢等,产品覆盖棒材、盘卷和线 标题:黑体40磅加粗,白色,居中 材。设备总体设计由DANIELI公司和PRAXAIR公司负责,设备部分引进和设备 设备总体设计由DANIELI公司和PRAXAIR公司负责, DANIELI公司和PRAXAIR公司负责 控制全套引进,从而使本生产线自动化控制达到世界先进水平. 控制全套引进,从而使本生产线自动化控制达到世界先进水平. 部门(单位)名称:宋体24磅,白色,居中
宝钢特殊钢炼钢厂不锈钢产线 介绍
宝山钢铁股份有限公司特殊钢分公司
2006年12月 年 月
目
前言
录
标题:黑体40磅加粗,白色,居中
炼钢厂一分厂概况
部门(单位)名称:宋体24磅,白色,居中
日期 :16磅Times 60t AOD主要设备New Roman 字体,白色,居中 AOD主要设备
AOD炉龄情况 60t AOD炉龄情况 影响炉龄因素分析及攻关 AOD其它消耗情况 AOD其它消耗情况 结束语
三、60t AOD炉龄情况 AOD炉龄情况
一分厂不锈钢生产从2004年开始,04年平均炉龄只有37炉 一分厂不锈钢生产从2004年开始,04年平均炉龄只有37炉,05 2004年开始,04年平均炉龄只有37 年平均炉龄82炉 06年至今生产17个炉役,平均炉龄111炉 年平均炉龄82炉,06年至今生产17个炉役,平均炉龄111炉,上半 82 年至今生产17个炉役 111 年平均炉龄102炉,下半年平均炉龄125炉,最高达到140炉,应该 年平均炉龄102炉 下半年平均炉龄125炉 最高达到140炉 102 125 140 说取得了很大的进步。而且从生产品种比例来看,C含量≤0.03% 说取得了很大的进步。而且从生产品种比例来看, 含量≤0.03% 生产比例达到80%,其中三步法比例≤10%。在炉龄140炉的时候, 生产比例达到80%,其中三步法比例≤10%。在炉龄140炉的时候, 80%,其中三步法比例 %。在炉龄140炉的时候 三步法只走了3 三步法只走了3炉,还是比较理想的。 还是比较理想的。
四、60t AOD炉龄影响因素分析与改进 AOD炉龄影响因素分析与改进
4.3、控制吹炼最高温度
钢液温度越高,温差越大,对炉衬的侵蚀越严重。 钢液温度越高,温差越大,对炉衬的侵蚀越严重。因此需要进 一步控制吹炼过程的最高温度。 一步控制吹炼过程的最高温度。根据有关文献报道氧化末期的温度超 过1760℃,炉体寿命将降低30%。 1760℃,炉体寿命将降低30%。 30 根据60t AOD模型设定 我们将前期炉龄温度控制在1710左右, 模型设定, 1710左右 根据60t AOD模型设定,我们将前期炉龄温度控制在1710左右, 中期控制在1700,后期控制在1690以下,对炉衬起到了保护作用。 中期控制在1700,后期控制在1690以下,对炉衬起到了保护作用。 1700 1690以下
日期 :16磅Times New Roman 字体,白色,居中
30万吨棒材生产线(已建成 万吨棒材生产线( 万吨棒材生产线 )
不锈钢长型材轧钢区
100t 大电炉(已建成) 大电炉(已建成)
炼钢厂一分厂
1.1 炼钢厂一分厂主要工艺流程
标题:黑体40磅加粗,白色,居中
部门(单位)名称:宋体24磅,白色,居中
前言
宝钢股份特殊钢分公司炼钢厂主要以特钢产品为主。 宝钢股份特殊钢分公司炼钢厂主要以特钢产品为主。目前分为 三个分厂,其中一分厂包括一台60tEAF,一台60tLRF,一台60tAOD,一 60tEAF,一台60tLRF,一台60tAOD, 三个分厂,其中一分厂包括一台60tEAF,一台60tLRF,一台60tAOD, 标题:黑体40磅加粗,白色,居中一 台双功位VOD,一台160方三机三流连铸机,设计年产36万吨钢水, 台双功位VOD,一台160方三机三流连铸机,设计年产36万吨钢水,其 VOD,一台160方三机三流连铸机 36万吨钢水