ca6140车床套机械制造基础课程设计工序卡片【6张】
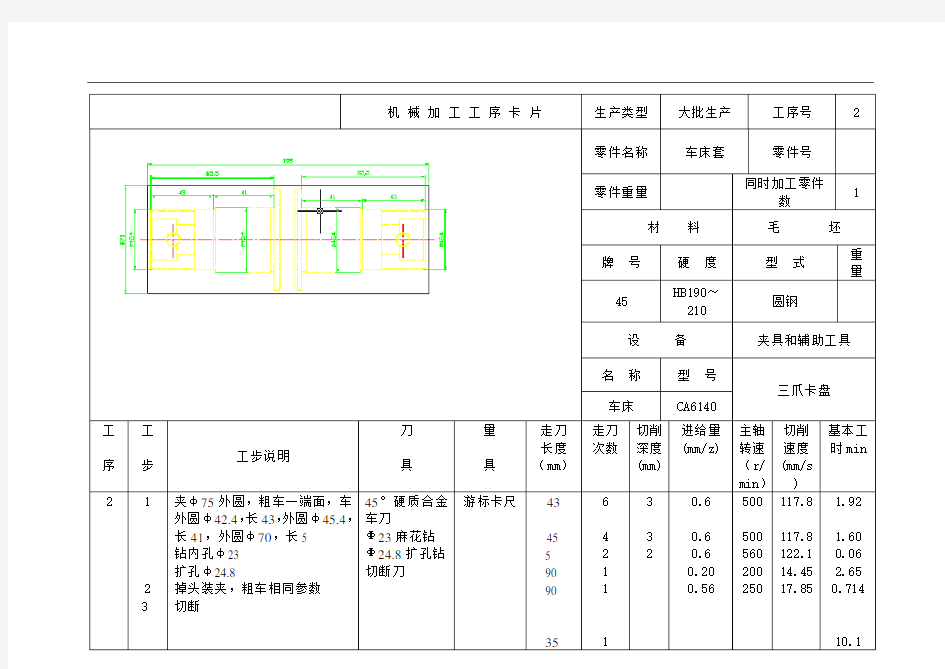
机械加工工序卡片生产类型大批生产工序号 2
零件名称车床套零件号
零件重量同时加工零件
数
1
材料毛坯
牌号硬度型式重量
45 HB190~
210
圆钢
设备夹具和辅助工具名称型号
三爪卡盘
车床CA6140
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/z)
主轴
转速
(r/
min)
切削
速度
(mm/s
)
基本工
时min
2 1
2
3 夹φ75外圆,粗车一端面,车
外圆φ42.4,长43,外圆φ45.4,
长41,外圆φ70,长5
钻内孔φ23
扩孔φ24.8
掉头装夹,粗车相同参数
切断
45°硬质合金
车刀
Φ23麻花钻
Φ24.8扩孔钻
切断刀
游标卡尺43
45
5
90
90
35
6
4
2
1
1
1
3
3
2
0.6
0.6
0.6
0.20
0.56
500
500
560
200
250
117.8
117.8
122.1
14.45
17.85
1.92
1.60
0.06
2.65
0.714
10.1
卧式铣床X62W
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/r)
主轴转
速
(r/mi
n)
切削
速度
(m/mi
n)
基本工
时min
5 1 铣开挡5H9,保证尺寸2
6 φ63三面
刃铣刀游标
卡尺
9 1 4 0.06 750 148 0.04
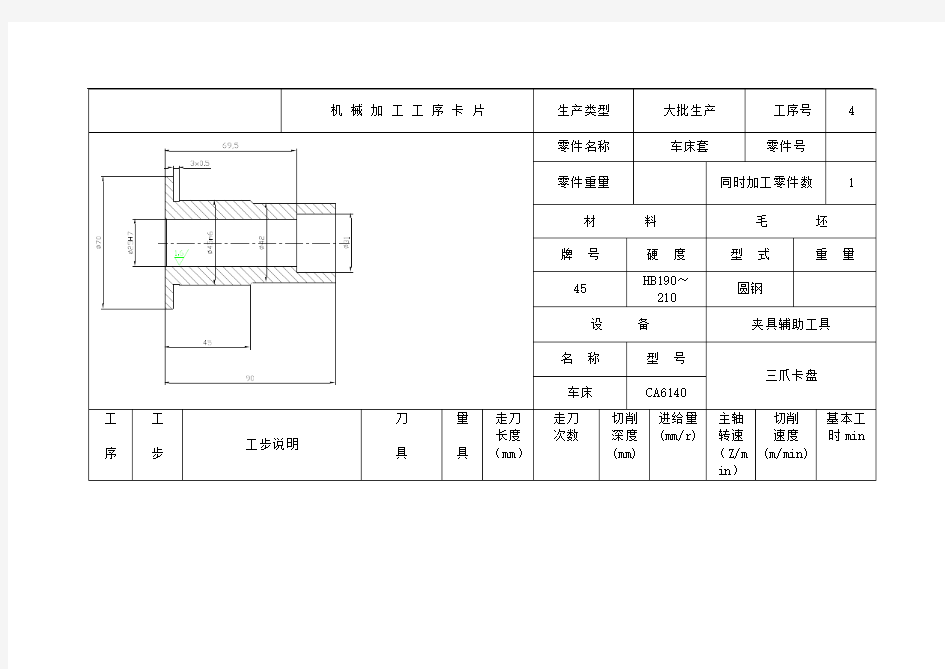
机械加工工序卡片生产类型大批生产工序号 6
零件名称车床套零件号
零件重量同时加工零件数 1 材料毛坯
牌号硬度型式重量
45 HB190~
210
圆钢
设备夹具和辅助工具名称型号
专用钻床夹具摇臂钻床Z35
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/r)
主轴转
速
(r/mi
n)
切削
速度
(mm/r
)
基本工
时min
6 1 钻孔φ7,钻锥孔φ13 φ7麻花
钻
φ13x90
度锪钻游标
卡尺
4.5
2
1
1
4.5
2
0.20
0.20
530
530
11.65
11.65
0.108
0.047
0.155
机械加工工序卡片生产类型大批生产工序号7
零件名称车床套零件号
零件重量同时加工零件数 1 材料毛坯
牌号硬度型式重量
45 HB190~
210
圆钢
设备夹具和辅助工具
名称型号
专用铣床夹具卧式铣床X62W
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/r)
主轴转
速
(r/mi
n)
切削
速度
(mm/m
in)
基本
工时
min
7 1 铣尺寸29,保证尺寸59.5φ80圆柱铣刀游标
卡尺
32 5 6 0.20 75 18.84 2.27
机械加工工序卡片生产类型大批生产工序号8
零件名称车床套零件号
零件重量同时加工零件数 1 材料毛坯
牌号硬度型式重量
45 HB190~
210
圆钢
设备夹具和辅助工具
名称型号
专用钻床夹具摇臂钻床Z35
工序工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度
(mm)
进给量
(mm/r)
主轴转
速
(r/mi
n)
切削
速度
(mm/m
in)
基本
工时
min
8 1 钻铰φ8H9,扩R5φ7.6麻花钻
φ8铰刀
φ10扩孔钻游标
卡尺
5.5
5.5
5.5
1
1
1
0.20
0.40
0.40
530
850
670
13.32
19.4
21.1
0.118
0.03
0.02
0.168