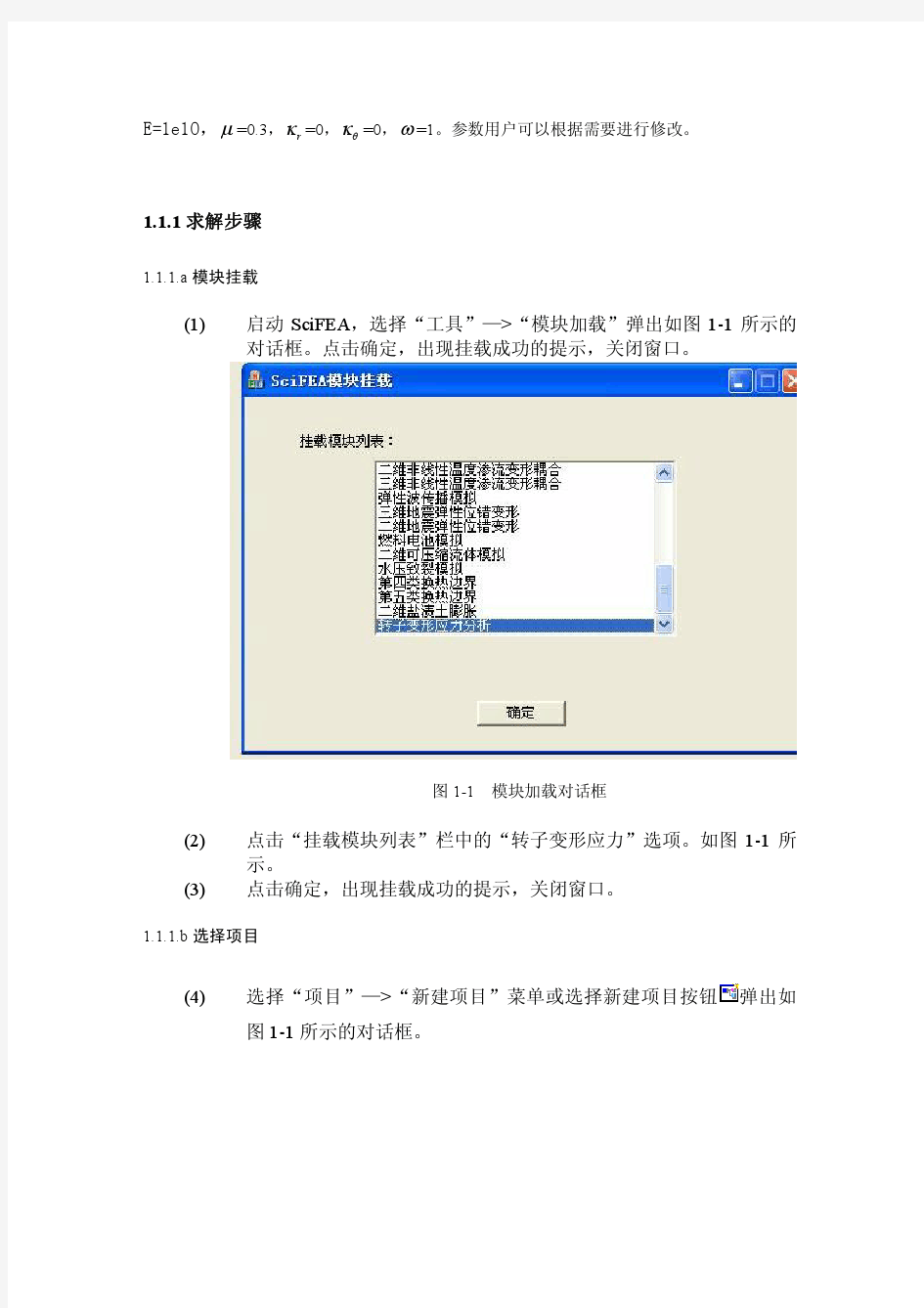
074转子变形应力分析
焊接应力与变形
4.2 焊接应力与变形: 4.2.1 焊接变形和残余应力的不利影响: 焊接变形 1.影响工件形状、尺寸精度 2.影响组装质量 3.增大制造成本———矫正变形费工、费时 4.降低承载能力———变形产生了附加应力 焊接应力 1.降低承载能力 2.引起焊接裂纹,甚至脆断 3.在腐蚀介质中,产生应力腐蚀裂纹 4.引起变形 4.2.2 焊接变形和应力的产生原因: 根本原因:对焊件进行的不均匀加热和冷却,如图6-2-8 焊接应力 焊接加热时,焊缝区受压力应力(因膨胀受阻,用符号“-”表示) 远离焊缝区手拉应力(用符号“+”表示) 焊后冷却时,焊缝受拉应力(因收缩受阻),远离焊缝区受压应力 焊接变形:当焊接应力超过金属σs时,焊件将产生变形 焊接应力和焊接变形总是同时存在,不会单独存在,当母材塑性较好,结构刚度较小时,焊接变形较大而应力较小;反之,则应力较大而变形较小。 4.2.3 焊接变形的控制和矫正:
4.2.3.1 焊接变形的基本形式,如图6-2-9 如图6-2-9 常见的焊接残余变形的类型 1、2---纵向收缩量3---横向收缩量4、5---角变形量f---挠度 (1)收缩变形:即焊件沿焊缝的纵向和横向尺寸减少,是由于焊缝区的纵向和横向收缩引起的。如图5-2-9 a (2)角变形:即相连接的构件间的角度发生改变,一般是由于焊缝区的横向收缩在焊件厚度上分布不均匀引起的。如图5-2-9b (3)弯曲变形:即焊件产生弯曲。通常是由焊缝区的纵向或横向收缩引起的。如图5-2-9c (4)扭曲变形:即焊件沿轴线方向发生扭转,与角焊缝引起的角度形沿焊接方向逐渐增大有关。如图5-2-9d (5)失稳变形(波浪变形):一般是由沿板面方向的压应力作用引起的。如图5-2-9e 4.2.3.2 控制焊接变形的措施 (1)设计措施(详见焊接结构设计) 尽量减少焊缝的数量和尺寸,合理选用焊缝的截面形状,合理安排焊缝位置──尽量使焊缝对称或接近于构件截面的中性轴(以减少弯曲变形)。如图6-2-10
悬臂梁分析报告
悬臂梁受力分析报告 高一博 2016.11.13 西安理工大学 机械与精密仪器工程学院
摘要 利用ANSYS对悬臂梁进行有限元静力学分析,得到悬臂梁的最大应力和挠度位移。从而校验结构强度和尺寸定义,从而对结构进行最优化设计修正。 关键词:悬臂梁,变形分析,应力分析
目录 一.问题描述: (4) 二.分析的目的和内容: (4) 三.分析方案和有限元建模方法: (4) 四.几何模型 (4) 五.有限元模型 (4) 六.计算结果: (5) 七.结果合理性的讨论、分析 (8) 八.结论 (8) 参考文献 (8)
一.问题描述: 现有一悬臂梁,长500MM,一端固定,另外一端施加一个竖直向下的集中力200N。 其截面20MMX20MM的矩形,现在要分析该梁的在集中力作用下产生的位移,应力和局部应力。 二.分析的目的和内容: 1.观察悬臂梁的变形情况; 2.观察分析悬臂梁的应力变化; 3.找出其最大变形和最大应力点,分析形成原因; 三.分析方案和有限元建模方法: 1.使用ANSYS-modeling-create-volumes-block建模, 2.对梁进行材料定义,网格划分。 3.一端固定,另外一端施加一个向下的200N的力。 4.后处理中查看梁的应力和变形情况。 四.几何模型 500X20X20的梁在在ANSYS中进行绘制.由于结构简单规则,无需简化。 五.有限元模型 单元类型:solid brick8node45 材料参数:弹性模量2e+11pa,泊松比0.3 边界条件:一端固定,一端施加载荷 载荷:F=200N 划分网格后的悬臂梁模型
焊接应力变形的产生原因与控制措施
焊接应力变形的产生原因与控制措施 无锡威孚力达催化净化器有限责任公司王习宇[摘要] 近年来,汽车行业发展迅猛,各主机厂在提升产量的同时,对于产品质量的要求也大幅提高。为应对巨大的市场冲击,我们威孚力达应采取相应措施,来迎接机遇和挑战。目前我司焊接向着自动化、集成化、高精度、高质量的方向发展,如何采取措施减小金属构件在焊接工序中发生的应力与应变,从而提高焊接工序的精度以及产品的总体质量,有着十分重要的现实意义。本文主要叙述了焊接应力变形与控制方法。 [关键词] 威孚力达焊接变形焊接应力产生原因控制措施
国内现状 随着我国汽车产业的高速发展,焊接技术在汽车工程中得到大量的应用,焊接工件尤其是法兰焊接变形也成为人们密切关注的焦点。在焊接过程中,焊接残余应力和焊接变形会严重影响制造过程、焊接结构的使用性能、焊接接头的抗脆断能力、疲惫强度、抗应力腐蚀开裂和高温蠕变开裂能力。焊接变形在制造过程中也会危及外形与公差尺寸,使制造过程更加困难,当出现题目时还需采取一些费时耗资的附加工序来进行弥补,不仅增加本钱,还可能出现由此工序带来的其他不利因素。因此,要得到高质量的焊接结构必须对这些现象严格控制。焊接应力分析熔化焊接时,被焊金属在热源作用下发生局部加热和熔化,材料的力学性能也会发生明显的变化,而焊接热过程也直接决定了焊缝和热影响区焊后的显微组织、残余应力与变形大小,所以焊接热过程的正确计算和测定是焊接应力和变形分析的条件。因此在焊接过程的模拟研究中,只考虑温度场对应力场的影响,而忽略应力场对温度场的作用。同时,非线性、瞬时作用以及温度相关性效应等也会妨碍正确描述在各种情况下产生的残余应力,并使同一系统化的工作很难完成。为使其简单化,实际中常用焊接性的概念作为一种分类系统,将焊接分解为热力学、力学和显微结构等过程,从而降低了焊接性各种现象的复杂性。图1所示的工艺基础将焊接性分解为温度场、应力和变形场以及显微组织状态场。这种分解针对焊接残余应力和焊接变形的数值分析处理很有价值。在狭义上,焊接性又可理解成所要求的强度性能。影响强度性能的主要因素又包括化学成分、相变显微组织、焊接温度循环、焊后热处理、构件外形、负载条件以及氢含量等。显微组织的转变不仅决定于材料的化学成分,也决定于其受热过程(特别是与焊接有关的过程),特别是它在焊接接头的热影响区和熔化区的影响更加引人留意。 在焊接过程中,由于焊件局部的温度发生变化,产生应力变形。进而导致了构件产生变形。因此,通过对焊接结构及焊接变形的分析,通过对焊接工艺焊件结构设计等方面采取有效措施,从而提高焊接质量。
控制焊接变形和焊接应力的措施
控制焊接变形和焊接应力的措施 发表时间:2018-08-20T17:16:55.787Z 来源:《电力设备》2018年第15期作者:于洪涛1 李治2 [导读] 摘要:焊接是一种特殊而又重要的加工工艺,随着焊接技术的发展,一个重要技术课题是控制焊接件的焊接变形以提高产品制造精度,使焊件焊后加工量减少或不加工即可用于精度要求高的机械产品中,因此,了解焊接应力产生机理,掌握结构件焊接变形规律,在焊接工艺中采取措施进行控制和消除,从而保证焊接质量。 (山东电力建设第三工程有限公司山东省青岛市崂山区 266100) 摘要:焊接是一种特殊而又重要的加工工艺,随着焊接技术的发展,一个重要技术课题是控制焊接件的焊接变形以提高产品制造精度,使焊件焊后加工量减少或不加工即可用于精度要求高的机械产品中,因此,了解焊接应力产生机理,掌握结构件焊接变形规律,在焊接工艺中采取措施进行控制和消除,从而保证焊接质量。本文主要探讨了焊接应力与焊接变形产生的原因及控制措施,以供参考。 关键词:控制焊接变形;焊接应力;措施 导言 在建筑工程钢结构日益发展的今天,形式各样的焊接机械、焊接方法日新月异,焊接技术和焊接质量成了一个关键的课题。但是在施工过程中,由于焊接过程产生的焊接应力和焊接变形,严重影响着工程的质量、工程的安装进度和结构承载力(即使用功能),因此,需要采用合理的焊接方法和焊接工艺加以控制。建筑工程钢结构的焊接过程实际上是在焊件局部区域加热后又冷却凝固的热过程,但由于不均匀温度场,导致焊件不均匀的膨胀和收缩,从而使焊件内部产生焊接应力而引起焊接变形。 1 焊接变形的概念 焊接变形主要是指在焊接过程中由于焊接工作而导致的焊接件变形。焊接变形的开始时间是焊接开始的一瞬间。焊接变形结束的节点是焊接结束后焊接件的温度降低到焊接初始温度。焊接变形有两种情况,第一种是焊接过程中出现的焊接变形;第二种是焊接完成后出现的焊接变形。 2 焊接应力的概念 焊接应力主要指的是焊接过程出现的焊接件内部的结构应力,同时焊接完成后焊接件内部还会产生少量的焊接应力。焊接应力的出现也是在焊接开始的时候,焊接应力会随着焊接的进行而发生变化,焊接应力的分布没有规律,会随着焊接的进行而随时发生变化。 3焊接应力与焊接变形产生的原因 由于焊接温度发生了变化使焊件热胀冷缩,从而焊件之间相互约束,故在焊缝周围就会产生互相阻碍约束的力。焊接应力当焊接应力超出弹性极限时,焊接变形不能随应力的消除而消失,就会残留在焊件里。在焊接过程中,当焊条加热融化时会引起焊缝周围局部温度过高,在熔池的高温材料会受热膨胀,在膨胀过程就会产生变形。同时,在冷却过程中,由于周围材料的限制,不能使之前发生变形的那部分材料自由收缩,这在不同程度上又会产生拉伸变形。 4焊接应力的分类 4.1接应力在焊件空间位置 一维空间应力沿着焊件—个方向作用;二维空间应力应力在—个平面内不同方向上作用;三维空间应力应力在空间所有方向上作。 4.1.2按产生应力的原因 热应力它是在焊接过程中,焊件内部温差所引起应力,随着温度的消失而消失,并且是引起热裂纹的力学原因。 相变应力焊接过程中,局部金属发生相变,相比容增大或减小而引起的应力。 塑变应力在焊接过程中,在近逢高温区的金属收到热胀冷缩受阻生产的塑性变形。 4.2焊接变形 4.2.1焊接变形特点 焊接是不均匀的加热过程,热源只集中在焊接部位,且以—定速度向前运动,局部受热膨胀金属能引起焊件在空间发生各种形态的变形,焊缝凝固和冷却发生收缩,变形是在焊接开始便产生,并随着焊接热源的移动和焊件上温度分布变化而变化。焊接变形与焊件的形状尺寸、焊缝在工件的位置、焊缝的坡口形状、材料的热物理性能以及加热条件有关。 4.2.2焊接变形的分类 焊接过程中随着时间而发生的变形称为焊接瞬间变形,工件焊完冷却后,焊件上残留的焊接变形为焊接变形,我们更注重焊接变形,它对焊件质量和使用性能产生影响。一般焊接变形分为以下几种: 4.2.2.1横向收缩变形:垂直与焊缝方向的收缩。 4.2.2.2纵向收缩变形:焊接方向的收缩。 4.2.2.3扭曲变形:焊接细长构件时,时构件绕自身轴线发生扭转。 5焊接应力、焊接变形的控制措施 5.1焊接应力的控制措施 构件焊接时产生瞬时内应力,焊接后产生应力,并同时产生变形,这是不可避免的现象。焊接变形的矫正费时费工,构件制造和安装企业首先考虑的是控制焊接变形,往往对控制焊接应力较为忽视,常用一些卡具、支撑以增加刚性来控制焊接变形,与此同时实际上是增大了焊后的应力。对于一些本身刚性较大的构件,如板厚较大,截面本身的惯性矩较大时,虽然焊接变形会较小,但却同时产生较大的焊接内应力,甚至产生焊接裂纹。因此,对于一些构件截面厚大,焊接节点复杂,拘束度大,钢材强度级别高,使用条件恶劣的重要结构要注意焊接应力的控制。控制应力的目标是降低其峰值使其均匀分布,其控制措施有以下几种:减小焊缝尺寸;减小焊接拘束度;采取合理的焊接顺序;降低焊件刚度,创造自由收缩的条件;锤击法减小焊接应力;采用抛丸机除锈。 5.2减小焊缝截面积 在得到完整、无超标缺陷焊缝的前提下,尽可能采用较小的坡口尺寸(角度和间隙)。对屈服强度345MPa以下,淬硬性不强的钢材采用较小的热输入,尽可能不预热或适当降低预热、层间温度;优先采用热输入较小的焊接方法,如CO2气体保护焊。厚板焊接时尽可能采用多层焊代替单层焊。在满足设计要求情况下,纵向加强肋和横向加强肋的焊接方法可采用间断焊接法。双面均可焊接操作时,要采用双面对称坡口,并在多
焊接应力与变形
焊接应力和变形. 教学目的:了解应力和变形的概念、产生原因;了解焊接变形的种类;掌握预防和减小焊接应力和变形的措施。 教学重点:预防和减小焊接应力和变形的措施 教学难点:应力和变形的概念、产生原因 教学课时:16课时 第一节应力和变形的概念 一、变形 钢结构构件或节点在焊接过程中,局部区域受到很强的高温作用,在此不均匀的加热和冷却过程中产生的变形称为焊接变形。 二、应力 焊接后冷却时,焊缝与焊缝附近的钢材不能自由收缩,由此约束而产生的应力称为焊接应力。 三、应力形成 两块钢板上施焊时,产生不均匀的温度场,焊缝附近温度高达1600 C,其邻近区域温度较低,且冷却很快。冷却时钢材收缩,冷却慢的区域收缩受到限制,从而产生拉应力,冷却快的区域受到压应力。 四、焊接应力的分类 1.根据焊接应力在空间的位置 单向应力、双向应力、三向应力。 2.根据焊接应力发生和互相平衡所在的范围大小 第一类应力、第二类应力、第三类应力。 3.根据焊接应力在焊缝中的方向不同 纵向应力、横向应力、厚度方向应力 第二节焊接应力和变形的产生原因 焊件进行局部的、不均匀的加热是产生焊接应力和变形的原因。 一、金属棒的均匀加热和冷却 金属棒在均匀加热时,产生过压缩塑性变形,则冷却后必定产生缩短变形。 二、纵向焊接应力和变形
焊接时,在电弧热的作用下,使金属局部达到熔化温度,但离电弧较远处的金属温度则较低,这样焊件就出现了不均匀的膨胀。沿焊缝轴线方向尺寸的缩短。 三、横向焊接应力和变形 焊件在于海峰轴线垂直的方向上,焊缝及热影响区金属在加热过程中也受到压应力,发生压缩塑性变形,在冷却后则存在着残余应力和变形,称为横向焊接应力和变形。 四、影响焊接应力和变形的因素 影响焊接应力和变形的因素主要包括以下几点:焊接规范、焊缝尺寸、焊缝在结构中位置的布置、焊缝分段和焊接方向、焊接程序、焊接结构的刚性以及层数。 第三节焊接变形的种类 一、纵向变形 指平行于焊缝方向的变形。多层焊比单层焊的变形量小。 二、横向变形 指垂直于焊缝方向的变形。角焊缝和对接焊缝焊后都会引起横向变形,同时,与焊接方法有关。 三、弯曲变形 T型梁焊接后,由于焊缝布置不对称,焊缝多的一面收缩量大,引起的工件弯曲。 四、角变形 由于V型坡口对接焊焊缝布置不对称,造成焊缝上下横向收缩量不均匀而引起的变形。 五、扭曲变形 由于焊接过程中焊接顺序和焊接方向不合理引起的工件扭曲,又称为螺旋形变形,多出现在工字梁的焊接加工过程中。 六、波浪变形 这种变形易发生在波板焊接过程中。是由于焊缝收缩使薄板局部引起较大的压应力而失去稳定性,焊后使构件成波浪形。 第四节预防和减小焊接应力和变形的措施 一、从结构设计方面的预防措施 1、尽量减少焊缝数量。
悬臂梁的受力分析与结构优化
悬臂梁的受力分析与结构优化 吴鑫龙3136202062 【摘要】悬臂梁不管是在工程设计还是在机械设计中都有着广泛的应用,其有着结构简单,经济实用等优点。但受到其自身结构的限制,一般悬臂梁的力学性能和使用性能都会受到很大的限制。本篇主要探究悬臂梁在使用中的受力情况并从材料力学的角度来对其进行优化设计,并对新设计悬臂梁进行分析。 【Abstract 】Cantilever whether in engineering or mechanical design have a wide range of applications, it has a simple structure, economical and practical advantages. But by its own structural limitations, the general cantilever mechanical properties and performance will be greatly limited. This thesis is focus on exploring the cantilever in use from the perspective of the forces and the mechanical design to be optimized., and analysis the new design cantilever . 【关键词】悬臂梁受力设计 【Keywords】cantilever force analysis optimization 背景及意义 悬臂梁是指梁的一端为不产生轴向、垂直位移和转动的固定支座,另一端为自由端(可以产生平行于轴向和垂直于轴向的力)。在实际工程分析中,大部分实际工程受力部件都可以简化为悬臂梁。但是悬臂梁的缺点在于它的受力性能不好,即使只是在悬臂梁末端施加一个较小的载荷,通过较长力臂的放大作用,也会对底部连接处产生一个很大的弯矩。因此,对悬臂梁强度校核前的受力分析和对其进行优化设计对工程和机械领域的发展都有着极大的意义。 一般悬臂梁的受力分析 一般悬臂梁,既没有经过任何结构和形状改变的普通悬臂梁。
焊接应力和变形控制论文
焊接应力和变形控制论文 摘要:为有效控制因焊件的不均匀膨胀和收缩而造成的焊接变形,就焊接变形和焊接应力的各种影响因素进行分析,提出了相应的控制措施。 关键词:焊接变形,焊接应力,热过程,焊接工艺 在焊接技术发展如火如荼的今天,形式各异的焊接机械、焊接方法日新月异,焊接技术成了一个关键的课题。但在作业过程中,由于焊接产生的焊接残余应力和残余变形,严重影响着焊接的质量,因而,急需采用合理的方法予以控制。 焊接过程实际上是在焊件局部区域加热后又冷却凝固的热过程,但由于不均匀温度场,导致焊件不均匀的膨胀和收缩,从而使焊件内部产生焊接应力而引起焊接变形。常见的焊接应力有:1)纵向应力;2)横向应力;3)厚度方向应力。常见的焊接变形有:1)纵向收缩变形;2)横向收缩变形;3)角变形;4)弯曲变形;5)扭曲变形;6)波浪变形。针对这些不同种类的焊接变形和应力分布,追溯根源,具体进行研究控制。 1焊接变形的控制措施 全面分析各因素对焊接变形的影响,掌握其影响规律,即可采取合理的控制措施。
1.1焊缝截面积的影响 焊缝截面积是指熔合线范围内的金属面积。焊缝面积越大,冷却时收缩引起的塑性变形量越大,焊缝面积对纵向、横向及角变形的影响趋势是一致的,而且是起主要的影响,因此,在板厚相同时,坡口尺寸越大,收缩变形越大。 1.2焊接热输入的影响 一般情况下,热输入大时,加热的高温区范围大,冷却速度慢,使接头塑性变形区增大。 1.3焊接方法的影响 多种焊接方法的热输入差别较大,在焊接常用的几种焊接方法中,除电渣以外,埋弧焊热输入最大,在其他条件如焊缝断面积等相同情况下,收缩变形最大,手工电弧焊居中,CO2气体保护焊最小。 1.4接头形式的影响 在焊接热输入、焊缝截面积、焊接方面等因素条件相同时,不同的接头形式对纵向、横向、角变形量有不同的影响。常用的焊缝形式有堆焊、角焊、对接焊。 1)表面堆焊时,焊缝金属的横向变形不但受到纵横向母材的约束,而且加热只限于工件表面一定深度而使焊缝的收缩同时受到板厚、深度、母材方面的约束,因此,变形相对较小。 2)T形角接接头和搭接接头时,其焊缝横向收缩情况与
焊接应力和变形的产生及其消除
焊接应力和变形的产生及其消除
焊接变形的基本形式有收缩变形、角变形、弯曲变形、波浪变形和扭曲变形等。焊接过程中,对焊件进行不均匀加热和冷却,是产生焊接应力和变形的根本原因。 减少焊接应力与变形的工艺措施主要有: 一、预留收缩变形量 根据理论计算和实践经验,在焊件备料及加工时预先考虑收缩余量,以便焊 后工件达到所要求的形状、尺寸。 二、反变形法 根据理论计算和实践经验,预先估计结构焊焊接件变形的方向和大小,然后在焊接装配时给予一个方向相反、大小相等的预置变形,以抵消焊后产生的变形。 三、刚性固定法 焊接时将焊件加以刚性固定,焊后待焊件冷却到室温后再去掉刚性固定,可有效防止角变形和波浪变形。此方法会增大焊接应力,只适用于塑性较好的低碳钢结构。 四、选择合理的焊接顺序 尽量使焊缝自由收缩。焊接焊缝较多的结构件时,应先焊错开的短焊缝,再焊直通长焊缝,以防在焊缝交接处产生裂纹。如果焊缝较长,可采用逐步退焊法和跳焊法,使温度分布较均匀,从而减少了焊接应力和变形合理的装配和焊接顺序。具体如下: 1)先焊收缩量大的焊缝,后焊收缩量较小的焊缝; 2)焊缝较长的焊件可以采用分中对称焊法、跳焊法,分段逐步退焊法。交替焊法; 3)焊件焊接时要先将所焊接的焊缝都点固后,再统一焊接。能够提高焊接焊件的刚度,点焊固定后在进行焊接,其将增加焊接结构的刚度的部件先焊,使结构具有抵抗变形的足够刚度; 4)具有对称焊缝的焊件最好成双的对称焊接使各焊道引起的变形相互抵消;
5)焊件焊缝不对称时要先焊接焊缝少的一侧。; 6)采用对称与中和轴的焊接和由中间向两侧焊接都有利于抵抗焊接变形。 7)在焊接结构中,当钢板拼接时,同时存在着横向的端接焊缝和纵向的边接焊缝。应该先焊接端接焊缝再焊接边接焊缝。 8)在焊接箱体时,同时存在着对接和角接焊缝时,首先尽量焊接对接焊缝,然后焊接角焊缝。 9)十字接头和丁字接头焊接时,应该正确采取焊接顺序,避免焊接应力集中,以保证焊缝获得良好的焊接质量。对称与中轴的焊缝,应由内向外进行对称焊接。 10)焊接操作时,减少焊接时的热输入,(如:降低电流、加快焊接速度、)。 10-1)焊接操作时,减少熔敷金属量(焊接时采用小坡口、减少焊缝宽度、焊接角焊时减少焊缝尺寸)。 10-2)逐步退焊法,常用于较短裂纹的焊缝。施焊前把焊缝分成适当的小段,标明次序,进行后退焊补。焊缝边缘区段的焊补,从裂纹的终端向中心方向进行,其它各区段接首尾相接的方法进行 五、锤击焊缝法在焊缝的冷却过程中,用圆头小锤均匀迅速地锤击焊缝,使金属产生塑性延伸变形,抵消一部分焊接收缩变形,从而减小焊接应力和变形。 六、加热“减应区”法 1)焊接前,在焊接部位附近区域(称减应区)进行加热使之伸长,焊后冷却时,与焊缝一起收缩,可有效减小焊接应力和变形。 2)焊接后,在焊接部位附近区域进行加热,同样可减少焊接应力和变形。 七、焊前预热和焊后缓冷预热的目的是减少焊缝区与焊件其他部分的温差,降低焊缝区的冷却速度,使焊件能较均匀地冷却下来,从而减少焊接应力与变形。在温差相较不大的情况下可称为冷焊。 八.合理的焊接工艺方法,采用焊接热源比较集中的焊接方法进行焊接可降低焊接变形。如CO2气体保护焊,埋弧焊等
焊接应力与变形试题
第一章焊接应力和变形 一、判断题(在题末括号内,对的画√,错的画×) 1、焊接接头在焊接热循环过程中,形成拉伸应力应变,并随温度降低而降低。() 2、焊缝的纵向收缩量,随焊缝的长度、焊缝熔敷金属截面积的增加而增加,随焊件截面积的增加而减小。() 3、同样厚度的焊件,一次就填满焊缝时产生的纵向收缩量比多层焊大。() 4、横向收缩量随焊接热输入的提高而增加,随板厚的增加而减小。() 5、挠度f 是指焊件在焊后的中心轴偏离焊件原始中心轴的最大距离。() 6、焊缝纵向收缩量随焊缝及其两侧的压缩塑性变形区的面积和焊件长度的增加而增加。() 7、焊接对接接头的横向收缩量比较大。() 8、当焊缝不在焊件截面中性轴上时,只有纵向收缩才能引起挠曲变形。() 9、同样的板厚和坡口形式,多层焊要比单层焊角变形大,焊接层数越多,角变形越大。() 10、不同的焊接顺序焊后将产生不同的变形量,如焊缝不对称时,应先焊焊缝少的一侧,这样可以减小整个焊件的焊接变形。() 11、火焰校正角变形时,采用正面线状热源,背面跟踪水冷的效果最好。() 12、火焰校正横向收缩变形时,采用正面线状热源加热,同时再配以正面跟踪水冷的效果最好。() 13、采用火焰加热与水冷却联合校正时,要在受加热的钢材没失去红热态前浇水。() 14、角焊缝的纵向收缩量,与角焊缝横截面积有关,与焊接接头总横截面无关。() 15、铝比钢的导热率和线膨胀系数大,所以,铝的横向收缩量也较大。() 16、角焊缝与对接焊缝相比,其横向收缩量大。() 17、角变形是焊接过程中焊接区内沿板材厚度方向不均匀的纵向收缩而引起的回转变形()
18、角变形是由于坡口形状不对称,是纵向收缩在厚度方向上分布不均匀造成的。() 19、坡口角度对角变形影响很大。() 20、焊缝截面形状对角变形量的影响不大。() 21、T型接头角焊缝所引起的角变形,主要取决于焊角尺寸大小,与焊件厚度无关。() 22、偏离焊件截面中性轴的纵向焊缝,只能引起焊件的纵向收缩,不会引起弯曲变形。() 23、工字梁的弯曲变形,与焊件的长度成正比,与焊缝距中性轴的偏心距成反比。() 24、工字梁的弯曲变形,与焊件截面惯性距成正比,与材料的弹性模量成反比。() 25、为减小波浪变形,可采取措施:降低焊接压应力和降低临界应力。() 26、焊前装配不良,在焊接过程中会产生错边变形。() 27、焊接接头两侧金属受热不平衡是产生错边的主要原因。() 28、扭曲变形是由于焊件装配不良,施焊顺序或方向不当,使焊缝纵向或横向收缩变形或角变形产生不均匀、不对称而引起的。() 29、焊缝在焊件中的不对称布置,容易引起角变形。() 30、焊接接头重心与焊件截面重心不重合,容易引起角变形。() 31、焊缝在焊件中的对称布置,不仅引起收缩变形,而且还引起角变形。() 32、焊件抵抗弯曲变形的刚性主要取决焊件的截面积。() 33、非对称布置的焊缝,应先焊焊缝长的一侧,后焊焊缝短的一侧。() 34、焊接过程中采用的热输入越大,产生的热压缩塑性变形也越大,焊接变形也大。() 35、焊件坡口尺寸越大,填充金属越多,变形就越大。() 36、1m 以上的长焊缝,采用从中心向两端焊或逐段跳焊,焊后变形最小。() 37、采用间断角焊缝代替连续角焊缝,可显著的减小纵向弯曲变形。() 38、园筒体纵向焊缝横向收缩引起的直径误差,可通过预留收缩余量法加以克服。
焊接残余应力与变形
焊接残余应力和焊接变形 焊接残余应力(welding residual stresses)简称焊接应力,有沿焊缝长度方向的纵向焊接应力,垂直于焊缝长度方向的横向焊接应力和沿厚度方向的焊接应力。 1、纵向焊接应力 焊接过程是一个不均匀加热和冷却的过程。在施焊时,焊件上产生不均匀的温度场,焊缝及其附近温度最高,可达1600℃以上,而邻近区域温度则急剧下降。不均匀的温度场产生不均匀的膨胀。温度高的钢材膨胀大,但受到两侧温度较低、膨胀量较小的钢材所限制,产生了热塑性压缩。焊缝冷却时,被塑性压缩的焊缝区趋向于缩短,但受到两侧钢材限制而产生纵向拉应力。在低碳钢和低合金钢中,这种拉应力经常达到钢材的屈服强度。焊接应力是一种无荷载作用下的内应力,因此会在焊件内部自相平衡,这就必然在距焊缝稍远区段内产生压应力 2、横向焊接应力 横向焊接应力产生的原因有二:一是由于焊缝纵向收缩,使两块钢板趋向于形成反方向的弯曲变形,但实际上焊缝将两块钢板连成整体,不能分开,于是两块板的中间产生横向拉应力,而两端则产生压应力。二是由于先焊的焊缝已经凝固,会阻止后焊焊缝在横向自由膨胀,使其发生横向塑性压缩变形。当焊缝冷却时,后焊焊缝的
收缩受到已凝固的焊缝限制而产生横向拉应力,而先焊部分则产生横向压应力,在最后施焊的末端的焊缝中必然产生拉应力。焊缝的横向应力是上述两种应力合成的结果。 3、厚度方向的焊接应力 在厚钢板的焊接连接中,焊缝需要多层施焊。因此,除有纵向和横向焊接应力σx、σy外,还存在着沿钢板厚度方向的焊接应力σz。在最后冷却的焊缝中部,这三种应力形成同号三向拉应力,将大大降低连接的塑性。 3.4.2 焊接应力和变形对结构工作性能的影响 一、焊接应力的影响 1、对结构静力强度的影响 对在常温下工作并具有一定塑性的钢材,在静荷载作用下,焊接应力是不会影响结构强度的。设轴心受拉构件在受荷前(N=0)截面上就存在纵向焊接应力。在轴心力N作用下,截面bt部分的焊接拉应力已达屈服点fy,应力不再增加,如果钢材具有一定的塑性,拉力N就仅由受压的弹性区承担。两侧受压区应力由原来受压逐渐变为受拉,最后应力也达到屈服点fy,这时全截面应力都达到fy 2、对结构刚度的影响 构件上的焊接应力会降低结构的刚度。由于截面的bt部分的拉应力已达fy,这部分的刚度为零,则具有所示残余应力的拉杆的抗
悬臂梁应变测量
悬臂梁应变测量 摘要:在航空、机械及材料研究领域中,零件的强度是一个很重要问题。研究强度问题的途径之一便是实验应力分析。本课程设计便是利用实验应力分析中的电测法来测定弹性元件等强度悬臂梁在力的作用下产生的应变。具体方法是通过在悬臂梁上粘贴三个应变片,它们均分布在悬臂梁的上表面上,其中一应变片位于纵向轴的中心线上,其余两个应变片分别位于轴中心线的两侧等距离处,且靠近变动端;然后通过增减砝码的个数改变所加的力,利用数字万用表记录、读取数据。为了减小实验误差,本实验采用多次测量求平均值的方法,并对实验数据利用Excel进行了拟合,作出了应变片的电阻变化值与载荷之间的关系图,再根据有关公式,最终得出在弹性限度内悬臂梁的应变与它所受到的外力大小成线性关系。 关键词:电测法;应变片;悬臂梁;数字万用表
引言 研究强度问题可以有两种途径,即理论分析和实验应力分析。实验应力分析是用实验方法来分析和确定受力构件的应力、应变状态的一门科学,通过实验应力分析可以检验和提高设计质量、工程结构的安全性和可靠性,并且可以达到减少材料消耗、降低生产成本和节约能源的要求。实验应力分析的方法很多,有电测法、光测法、机械测量方法等。本实验主要是利用电测法。电测法有电阻、电容、电感测试等多种方法,其中以电阻应变测量方法应用较为普遍。电阻应变测量方法是用电阻应变片测定构件表面的应变,再根据应变--应力关系确定构件表面应力状态。工程中常用此方法来测量模型或实物表面不同点的应力,它具有较高的灵敏度和精度。由于输出的是电信号,易于实现测量数字化和自动化,并可进行遥测。电阻应变测量可以在高温、高压、高速旋转、强磁场、液下等特殊条件下进行,此外还可以对动态应力进行测量。由于电阻应变片具有体积小、质量轻、价格便宜等优点,且电阻应变测试方法具有实时性、现场性,因此它已成为实验应力分析中应用最广的一种方法。它的主要缺点就是,一个电阻应变片只能测量构件表面一个点在某一个方向的应变,不能进行全域性的测量]1[。 本实验为悬臂梁的应变测量,所谓的悬臂梁,即一端固定,另一端可以动的弹性元件。应变是描述一点处变形程度的力学量,它是由载荷、温度、湿度等因素引起的物体局部的相对变形,主要有线应变和切应变两类。电阻应变片是一种将机械构件上应变的变化转换为电阻变化的传感元件。 本实验使用的方法为电测法,通过逐级加减载荷改变悬臂梁所受的力,使之发生不同的形变,用电阻应变片作为传感器,将微小的形变这个非电学量转换成电学量电阻的变化来测量悬臂梁的主应变。在该实验中电阻的变化量是通过数字万用表直接读数处理得到的,之后通过应力与应变之间的关系得出悬臂梁所受的正应力,利用Excel制作出拟合曲线进行分析。本实验主要目的在于了解悬臂梁、电阻应变片的结构及工作原理,掌握数字万用表测电阻的方法及原理,理解灵敏度对测量结果的影响,最终利用数
如何控制焊接应力和变形
如何控制焊接应力和变形- - 摘要:为有效控制钢结构因焊件的不均匀膨胀和收缩而造成的焊接变形,就焊接变形和焊接应力的各种影响因素进行分析,提出了相应的控制措施。 在建筑钢结构发展如火如荼的今天,形式各异的焊接机械、焊接方法日新月异,焊接技术成了一个关键的课题。但在施工过程中,由于焊接产生的焊接残余应力和残余变形,严重影响着工程的质量、安装进度和结构承载力(即使用功能),因而,急需采用合理的方法予以控制。 钢结构的焊接过程实际上是在焊件局部区域加热后又冷却凝固的热过程,但由于不均匀温度场,导致焊件不均匀的膨胀和收缩,从而使焊件内部产生焊接应力而引起焊接变形。常见的焊接应力有:1)纵向应力;2)横向应力;3)厚度方向应力。常见的焊接变形有:1)纵向收缩变形;2)横向收缩变形;3)角变形;4)弯曲变形;5)扭曲变形;6)波浪变形。针对这些不同种类的焊接变形和应力分布,追溯根源,具体进行研究控制。1焊接变形的控制措施 全面分析各因素对焊接变形的影响,掌握其影响规律,即可采取合理的控制措施。 1.1焊缝截面积的影响 焊缝截面积是指熔合线范围内的金属面积。焊缝面积越大,冷却时收缩引起的塑性变形量越大,焊缝面积对纵向、横向及角变形的影响趋势是一致的,而且是起主要的影响,因此,在板厚相同时,坡口尺寸越大,收缩变形越大。 1.2焊接热输入的影响 一般情况下,热输入大时,加热的高温区范围大,冷却速度慢,使接头塑性变形区增大。 1.3焊接方法的影响 多种焊接方法的热输入差别较大,在建筑钢结构焊接常用的几种焊接方法中,除电渣以外,埋弧焊热 输入最大,在其他条件如焊缝断面积等相同情况下,收缩变形最大,手工电弧焊居中,CO2气体保护焊最小。 1.4接头形式的影响 在焊接热输入、焊缝截面积、焊接方面等因素条件相同时,不同的接头形式对纵向、横向、角变形量有不同的影响。常用的焊缝形式有堆焊、角焊、对接焊。 1)表面堆焊时,焊缝金属的横向变形不但受到纵横向母材的约束,而且加热只限于工件表面一定深度 而使焊缝的收缩同时受到板厚、深度、母材方面的约束,因此,变形相对较小。 2)T形角接接头和搭接接头时,其焊缝横向收缩情况与堆焊相似,其横向收缩值与角焊缝面积成正比,与板厚成反比。 3)对接接头在单道(层)焊的情况下,其焊缝横向收缩比堆焊和角焊大,在单面焊时坡口角度大,板厚上、下收缩量差别大,因而角变形较大。 双面焊时情况有所不同,随着坡口角度和间隙的减小,横向收缩减小,同时角变形也减小。 1.5焊接层数的影响 1)横向收缩:在对接接头多层焊接时,第一层焊缝的横向收缩符合对接焊的一般条件和变形规律,第 一层以后相当于无间隙对接焊,接近于盖面焊道时与堆焊的条件和变形规律相似,因此,收缩变形相对较小。
悬臂梁的受力分析
悬臂梁的受力分析 实验目的:学会使用有限元软件做简单的力学分析,加深对材料力学相关内容的理解,了解如何将理论与实践相结合。 实验原理:运用材料力学有关悬臂梁的的理论知识,求出在自由端部受力时,其挠度的大小,并与有限元软件计算相同模型的结果比较 实验步骤: 1,理论分析 如下图所示悬臂梁,其端部的抗弯刚度为 3 3EI l ,在其端部施加力F ,可得到其端部挠度为:3 3Fl EI ,设其是半径为0.05米,长为1米,弹性 模量11 210E =?圆截面钢梁,则其可求出理论挠度值3 4 43Fl ER ωπ=,先分别给F 赋值为100kN ,200kN ,300kN ,400kN ,500kN .计算结果如下表: 2有限元软件(ansys )计算: (1)有限元模型如下图:
模型说明,本模型采用beam188单元,共用11个节点分为10个单元,在最有段施加力为F 计算得到端部的挠度如下表所示, 得到梁端部在收到力为100kN时Y方向的位移云图: 将理论计算结果与ansys分析结果比较如下表:
通过比较可得,理论值与软件模拟结果非常接近,在力学的学习中只要能熟练的掌握理论知识,在软件模拟过程中便可做到心中有数,在本实验中理论值是通过材料力学中得一些假设得到的一个解析解,而实验也是用了相同的假设,并将梁离散为十个单元,得到数值解,因此和理论值的误差是不可避免的,通过增加离散单元的个数可以有效的减少误差,但是增大了计算量,因此在实践中,只要选取合适的离散单元数,能够满足实践要求即可,这就需要有更加扎实有限元知识作为指导。 通过本次试验,让我对力学知识及力学知识的应用有了更进一步的了解,对今后的学习应该有一定的指导意义。 附:ansys命令流 /TITLE,liangfenxi /PREP7 !* ET,1,BEAM188 !* !* MPTEMP,,,,,,,, MPTEMP,1,0 MPDATA,EX,1,,2e11 MPDATA,PRXY,1,,0.3 SECTYPE, 1, BEAM, CSOLID, q, 0
焊接与焊接应力
焊接与焊接应力 在建筑钢结构发展如火如荼的今天,形式各异的焊接机械、焊接方法日新月异,焊接技术成了一个关键的课题。但在施工过程中,由于焊接产生的焊接残余应力和残余变形,严重影响着工程的质量、安装进度和结构承载力(即使用功能),因而,急需采用合理的方法予以控制。 钢结构的焊接过程实际上是在焊件局部区域加热后又冷却凝固的热过程,但由于不均匀温度场,导致焊件不均匀的膨胀和收缩,从而使焊件内部产生焊接应力而引起焊接变形。常见的焊接应力有:1)纵向应力;2)横向应力;3)厚度方向应力。常见的焊接变形有:1)纵向收缩变形;2)横向收缩变形;3)角变形;4)弯曲变形;5)扭曲变形;6)波浪变形。针对这些不同种类的焊接变形和应力分布,追溯根源,具体进行研究控制。 1焊接变形的控制措施 全面分析各因素对焊接变形的影响,掌握其影响规律,即可采取合理的控制措施。 1.1焊缝截面积的影响 焊缝截面积是指熔合线范围内的金属面积。焊缝面积越大,冷却时收缩引起的塑性变形量越大,焊缝面积对纵向、横向及角变形的影响趋势是一致的,而且是起主要的影响,因此,在板厚相同时,坡口尺寸越大,收缩变形越大。 1.2焊接热输入的影响 一般情况下,热输入大时,加热的高温区范围大,冷却速度慢,使接头塑性变形区增大。 1.3焊接方法的影响 多种焊接方法的热输入差别较大,在建筑钢结构焊接常用的几种焊接方法中,除电渣以外,埋弧焊热输入最大,在其他条件如焊缝断面积等相同情况下,收缩变形最大,手工电弧焊居中,CO2气体保护焊最小。 1.4接头形式的影响 在焊接热输入、焊缝截面积、焊接方面等因素条件相同时,不同的接头形式对纵向、横向、角变形量有不同的影响。常用的焊缝形式有堆焊、角焊、对接焊。 1)表面堆焊时,焊缝金属的横向变形不但受到纵横向母材的约束,而且加热只限于工件表面一定深度而使焊缝的收缩同时受到板厚、深度、母材方面的约束,因此,变形相对较小。 2)T形角接接头和搭接接头时,其焊缝横向收缩情况与堆焊相似,其横向收缩值与角焊缝面积成正比,与板厚成反比。 3)对接接头在单道(层)焊的情况下,其焊缝横向收缩比堆焊和角焊大,在单面焊时坡口角度大,板厚上、下收缩量差别大,因而角变形较大。 双面焊时情况有所不同,随着坡口角度和间隙的减小,横向收缩减小,同时角变形也减小。 1.5焊接层数的影响 1)横向收缩:在对接接头多层焊接时,第一层焊缝的横向收缩符合对接焊的一般条件和变形规律,第一层以后相当于无间隙对接焊,接近于盖面焊道时与堆焊的条件和变形规律相似,因此,收缩变形相对较小。 2)纵向收缩:多层焊接时,每层焊缝的热输入比一次完成的单层焊时的热输入小得多,加热范围窄,冷却快,产生的收缩变形小得多,而且前层焊缝焊成后都对下层焊缝形成约束,因此,多层焊时的纵向收缩变形比单层焊时小得多,而且焊的层数越多,纵向变形越小。 在工程焊接实践中,由于各种条件因素的综合作用,焊接残余变形的规律比较复杂,了解各因素单独作用的影响便于对工程具体情况做具体的综合分析。所以,了解焊接变形产生的原因和影响因素,则可以采取以下控制变形的措施: 1)减小焊缝截面积,在得到完整、无超标缺陷焊缝的前提下,尽可能采用较小的坡口尺寸(角度和间隙)。 2)对屈服强度345MPA以下,淬硬性不强的钢材采用较小的热输入,尽可能不预热或适
三角形悬臂梁应力分析备课讲稿
三角形悬臂梁应力分 析
三角形悬臂梁应力分析 摘要:在有限元分析软件ANSYS12.0平台上建立三角形悬臂梁的力学模型, 添加约束和载荷,计算出应力分布,并与理论计算值相比较。 ⒈ 引言 目前,ANSYS 软件具有其强大的功能已经被广泛的应用于机械,化工,土 木,交通等各个领域。应用ANSYS 分析,可以大大减少人力物力的投入,而且可 靠性高,对于三角形悬臂梁分析其应力和变形情况,分析方法和结论可作为这 类设计的参考。 ⒉ 计算模型 Ⅰ问题描述 【三角形悬臂梁忽略重力作用,∠BAC=α,AB 边上作用均布载荷q ,求应 力的解析表达,计算出BC 边上的应力值并与ANSYS 计算值比较,绘出应力曲线 图】 选取应力函数: Ansys 计算参数值:AB=1000mm ,α=30°,厚度t=20mm 2222[()sin cos cos tan ]C r r r ?θθθθα=?-+- Ⅱ解析解 根据弹塑性平面问题的极坐标解答,利用以下公式推导:
222 222211111()r r r r r r r r r r r θθ??σθ?σ???τθθθ ??=+???=?????=-=-????? 以及 2222cos sin 2sin cos sin cos 2sin cos x r r y r r θθθθσσθσθτθθ σσθσθτθθ=+-=++ 已知 2222[()sin cos cos tan ]C r r r ?θθθθα=?-+-, 故有以下式子成立: 22222222222[2()2sin cos 2cos tan ][2()2sin cos 2cos tan ][cos 2sin 2tan ][2sin 22cos 2tan ]C r r r r C r C r r r C r r ?αθθθθα?αθθθθα?θθαθ ?θθαθ ?=-+-??=-+-??=-++??=-+? 所以, 22222222211[2()sin 22cos tan 2cos 2tan ][2()sin 22cos tan ]111()[1cos 2sin 2tan ]r r C r r r C r C r r r r r θθ??σαθθθαθαθ ?σαθθθα???τθθαθθθ ??=+=---+???==-+-?????=-=-=--????? 因此, 222222222224cos sin 2sin cos [2()2sin 2cos 2cos tan 2cos cos 2tan sin 2cos 2sin 2tan ]sin cos 2sin cos [2()2cos sin 2cos 2sin 2tan 2tan sin cos 3tan cos ]x r r y r r C C θθθθσσθσθτθθ αθθθθαθθαθθθασσθσθτθθ αθθθθθααθθαθ=+-=---+++=++=-+-++- 由边界0()/y y q t σ==-,即当0θ=时,/y q t σ=-;带入y σ的表达式中可 得:
焊接应力与变形及措施
焊接应力与变形: 4.2.1 焊接变形和残余应力的不利影响: 焊接变形{ 1.影响工件形状、尺寸精度 2.影响组装质量 3.增大制造成本———矫正变形费工、费时 4.降低承载能力———变形产生了附加应力 焊接应力{ 1.降低承载能力 2.引起焊接裂纹,甚至脆断 3.在腐蚀介质中,产生应力腐蚀裂纹 4.引起变形 4.2.2 焊接变形和应力的产生原因: 根本原因:对焊件进行的不均匀加热和冷却,如图6-2-8 焊接应力{焊接加热时,焊缝区受压力应力(因膨胀受阻,用符号“-”表示) 远离焊缝区手拉应力(用符号“+”表示) 焊后冷却时,焊缝受拉应力(因收缩受阻),远离焊缝区受压应力 焊接变形:当焊接应力超过金属σs时,焊件将产生变形 焊接应力和焊接变形总是同时存在,不会单独存在,当母材塑性较好,结构刚度较小时,焊接变形较大而应力较小;反之,则应力较大而变形较小。 4.2.3 焊接变形的控制和矫正: 4.2.3.1 焊接变形的基本形式,如图6-2-9
如图6-2-9 常见的焊接残余变形的类型 1、2---纵向收缩量 3---横向收缩量 4、5---角变形量 f---挠度 (1)收缩变形:即焊件沿焊缝的纵向和横向尺寸减少,是由于焊缝区的纵向和横向收缩引起的。如图5-2-9 a (2)角变形:即相连接的构件间的角度发生改变,一般是由于焊缝区的横向收缩在焊件厚度上分布不均匀引起的。如图5-2-9b (3)弯曲变形:即焊件产生弯曲。通常是由焊缝区的纵向或横向收缩引起的。如图5-2-9c (4)扭曲变形:即焊件沿轴线方向发生扭转,与角焊缝引起的角度形沿焊接方向逐渐增大有关。如图5-2-9d (5)失稳变形(波浪变形):一般是由沿板面方向的压应力作用引起的。如图5-2-9e 4.2.3.2 控制焊接变形的措施 (1)设计措施(详见焊接结构设计) 尽量减少焊缝的数量和尺寸,合理选用焊缝的截面形状,合理安排焊缝位置──尽量使焊缝对称或接近于构件截面的中性轴(以减少弯曲变形)。如图6-2-10