设备产能调查分析表.doc
供应商Supplier
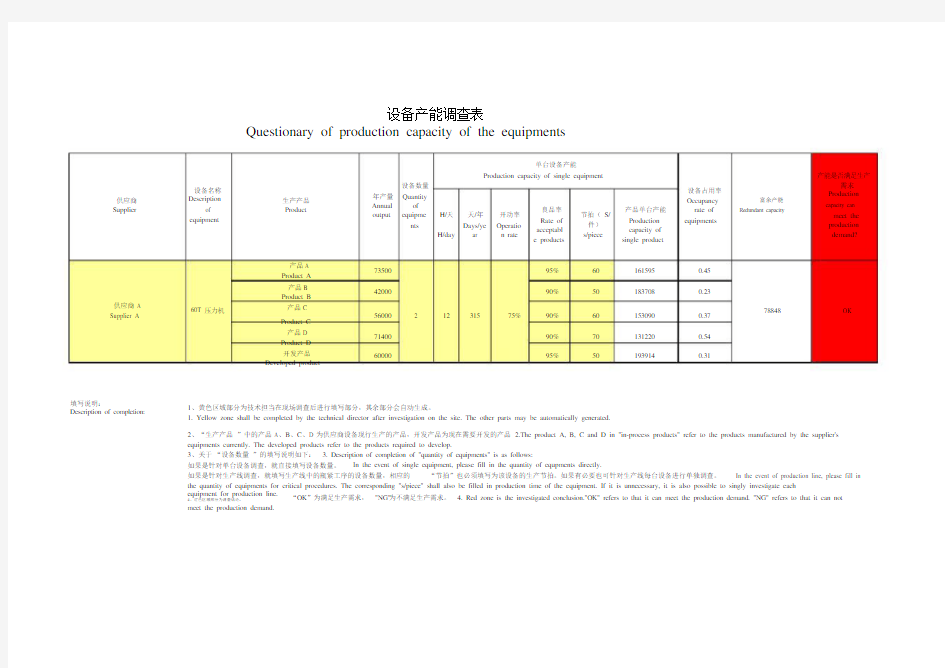
供应商 A Supplier A
设备名称
Description
of
equipment
60T 压力机
设备产能调查表
Questionary of production capacity of the equipments
单台设备产能
Production capacity of single equipment
设备数量
设备占用率
年产量Quantity
生产产品Occupancy
Annual of
Product
H/天天/年
良品率
节拍( S/
产品单台产能rate of
output equipme 开动率
Rate of Production equipments
nts Days/ye Operatio 件)
acceptabl capacity of
H/day ar n rate s/piece
e products single product
产品A
73500 95% 60 161595 0.45
Product A
产品B
42000 90% 50 183708 0.23
Product B
产品C
56000 2 12 315 75% 90% 60 153090 0.37
Product C
产品D
71400 90% 70 131220 0.54
Product D
开发产品60000 95% 50 193914 0.31
Developed product
产能是否满足生产
需求
Production
富余产能
capacity can
Redundant capacity
meet the
production
demand?
78848OK
填写说明:
Description of completion: 1、黄色区域部分为技术担当在现场调查后进行填写部分,其余部分会自动生成。
1. Yellow zone shall be completed by the technical director after investigation on the site. The other parts may be automatically generated.
2、“生产产品”中的产品 A、B、C、D 为供应商设备现行生产的产品,开发产品为现在需要开发的产品 2.The product A, B, C and D in "in-process products" refer to the products manufactured by the supplier's equipments currently. The developed products refer to the products required to develop.
3、关于“设备数量”的填写说明如下: 3. Description of completion of "quantity of equipments" is as follows:
如果是针对单台设备调查,就直接填写设备数量。In the event of single equipment, please fill in the quantity of equpments directly.
如果是针对生产线调查,就填写生产线中的瓶紧工序的设备数量,相应的“节拍”也必须填写为该设备的生产节拍。如果有必要也可针对生产线每台设备进行单独调查。In the event of production line, please fill in the quantity of equipments for critical procedures. The corresponding "s/piece" shall also be filled in production time of the equipment. If it is unnecessary, it is also possible to singly investigate each
equipment for production line.
“OK”为满足生产需求, "NG" 为不满足生产需求。 4. Red zone is the investigated conclusion."OK" refers to that it can meet the production demand. "NG" refers to that it can not
4、红色区域部分为调查结论。
meet the production demand.
产能分析报告
产能分析报告 一、产能修改记录及主要产品信息 注:产能分析报告——修改记录 1)产能发生变化时以便及时追踪。如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化。填写论证产能时也应同时填写日期。 2)此次产能分析报告均记作初次提交。 注:产品信息 1)完成产能分析报告的首先要明确需要分析的产品的详细信息。包括产品名称、型号、产能概况、客户需求信息等。 2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。 二、现有设备产能核算 1、预订工作时间标准
注: 1)单班时间:每班总时间-每班的总计可用小时数。 2)班次:表示的是每天每个工艺操作的班次数。 3)作业率:(总工时-无效工时)/总工时。 人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。 计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。 4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。 5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天,净可用时间=8*2*80%*302=时。 2、代表产品制程/线能力计算
注: 1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。 2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。 3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。3、毛产能核算 注: 1)毛产能核算过程没有排除产品合格率、设备故障率、人员负荷等因素对产能的影响,不能作为需求平衡分析的依据,需进一步平衡。 2)其他产品可根据代表产品计算方法计算出出毛产能。
公司产能分析报告模板
公司产能分析报告模板 Revised final draft November 26, 2020
X X公司产能分析报告(模板)产能跟踪分析报告 一、现有设备产能核算 1、预订工作时间标准注: 1)单班时间:每班总时间-每班的总计可用小时数。2)班次:表示的是每天每个工艺操作的班次数。3)作业率:(总工时-无效工时)/总工时。 人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。 4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。 5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天,净可用时间 =8*2*80%*302=3865.6时。 2、代表产品制程/线能力计算 注: 1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。 2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。 3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。 3、毛产能核算 注: 1)毛产能核算过程没有排除产品合格率、设备故障率、人员负荷等因素对产能的影响,不能作为需求平衡分析的依据,需进一步平衡。 2)其他产品可根据代表产品计算方法计算出出毛产能。 4、有效产能(净产能)
注: 1)设备生产包括机器检修、保养、待料等时间,实际的工作时间达不到计划工时,且生产的产品有不良品,因此有效产能必须是以毛产能为基础,减去因停机和良率以及人员缺口等综合因素所造成的产能损失。2)总体设备利用率计算公式:OEE=设备可用性*性能效率*产品合格率。 根据来自生产验证运转的历史数据来计算总体设备利用率的(OEE)。性能效率的计算是通过计划的所需周期时间来的。如果计算单元显示的是100%或者更高,则该单元用红色进行强调。3)人员负荷率=(现有生产人员/人员配置)*100% 反映了以设备为依据的人员配备情况,这一指标在短期内直接对净产能产生影响。 二、产能需求平衡/预警机制 1、产能负荷率计算 注: 1)产能负荷率反映了企业中长期、短期需求计划对目前净产能比值的柔性指标,其作为产能预警的基础数据,对产能提升计划起指导性作用。 2)当负荷率反映3个月以内需求产能状态时,初步方案采取短期产能提升计划;3-6月以上,采取中长期产能提升计划;超过6个月以上,采取长期产能提升计划。2)预警设置采取红黄蓝三色,具体设置见(三、2)产能预警。 2、产能预警 注: 1)坐标轴纵轴表示产能,横轴为时间进度,两条黑色虚线分别表示长期扩能预警、短期扩能预警,红色实线为需求线(变化情况可参照历史数据)。 2)当需求线在短期扩能预警线以下时显示为蓝色椭圆。不设预警,不需扩能;当需求线在短期扩能预警线与长期扩能预警线之间时,设置黄色预警,采取短期产能提升计划;当红色需求线超过长期扩能预警线,并长时间处于短期最大可获得差能之上,采取红色预警,并策划中长期扩能计划。 三、需求平衡/产能提升策略 1、约束产能的解决对策 通过设置产能预警线,提前对可能产生约束的时间点提出产能扩充的对策建议,并针对各类扩充对策预留实施提前期。
产能分析分析报告
产能分析报告
————————————————————————————————作者:————————————————————————————————日期:
产能分析报告 一、产能修改记录及主要产品信息 A) 产能分析报告——修改记录 产能分析报告简述日期备注 初次提交 修订 注:产能分析报告——修改记录 1)产能发生变化时以便及时追踪。如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化。填写论证产能时也应同时填写日期。 2)此次产能分析报告均记作初次提交。 B)主要产品关键信息 产品名称型号设计年产能查定年产能2012年需求计划备注 注:产品信息 1)完成产能分析报告的首先要明确需要分析的产品的详细信息。包括产品名称、型号、产能概况、客户需求信息等。 2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。
二、现有设备产能核算 1、预订工作时间标准 注: 1)单班时间:每班总时间-每班的总计可用小时数。 2)班次:表示的是每天每个工艺操作的班次数。 3)作业率:(总工时-无效工时)/总工时。 人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。 计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。 4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。 5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天, 净可用时间=8*2*80%*302=3865.6时。 2、代表产品制程/线能力计算 A )计划工时 计算公式:净可用工时e=a*b*c*d 说明 a 单班时间/时 8 根据自身工时计划安排填写 b 班次/班 2 根据自身工时计划安排填写 c 作业率(%) 80 根据自身工时计划安排填写 d 年出勤天数/天 302 根据自身工时计划安排填写 e 净可用时间/时 产品年产能=净可用时间(年)/瓶颈工序总加工时间 工序名称 设备名称 设备编号 设备台数 加工工时min/件 辅助工时min/件 总加工时间 日加工能力 人员 配置 备注
产能负荷分析管理程序(含表格)
产能负荷分析管理程序 (ISO9001:2015) 1.0、目的 规划生产计划安排前对制造产能与生产负荷之间是否平衡的分析,使生产计划合理、可靠,并可作为事前之设备、人力申请的依据,特制定本制度。 2.0、适用范围 生产部安排中日程生产计划(一般指月度生产计划)时适用,也可供生管部作为人力、设备分析的参考。 3.0、权责单位 3.1、生管部负责本办法制定、修改、废止起草工作。 3.2、总经理负责本办法制定、修改、废止之核准。 4、定义 4.1、为方便产能预估计算,由生管部将生产车间依功能别区分,一般以生产线别为单位,作为产能负荷的管制单位,并予编号区别。 4.2、凡为必须连续作业之相连的不同设备,应将其整体视为一个生产车间。 4.3、凡为工作性质相同,且规格类似或相同之各不同个别设备,其生产批作业可以互相替换,应视为同一个(生产车间) 4.4、凡为工作性质相同之班组(人员)视为同一生产车间,不另依熟练度或更细工序再划分为不同的生产车间。 5.0、产能与负荷分析管制表 5.1、生管部将各生产车间每一时段(一般为月度或周次)的产能与负荷分别算
成相同之可比单位,如时间或产量(一般用时间来衡量)填入同一张表单,以比较分析制造能力与生产任务之间可否平衡。此表即称为产能与负荷分析管制表,一般应包括下列内容: 5.1.1、生产车间之名称、编号。 5.1.2、分析评估期间(一般为一个月或一周)。 5.1.3、产能状况,含正常上班及加班,一般包括可稼动天数、可出勤人数、可稼动设备、每日班次、产能系数及产能时间等项目。 5.1.4、负荷状况,含生产批号、生产产品、生产预定量、标准工时、负荷工时等项目。 5.1.5、分析结论及对策。 6.0、产能预估分析 6.1、月份产能预估分析 6.1.1、每月25日前,生管部依各生产车间别分别填定产能状况。 6.1.2、正常产能,指该月依公司规定正常上班的总时间内的产能状况,依次填入可稼动天数、可出勤人数、可稼动设备数、每日班次。 6.1.3、产能系数以最近三个月该生产车间之平均生产效率为标准(如96%)。 6.1.4、计算公式: 设备产能时间=每日正常上班时间*每日班次*可稼动天数*可稼动设备数 人力产能时间=每日正常上班时间*每日班次*可稼动数*每班人数 6.2、周次产能预估分析 6.2.1、每周未,由生管部依各生产车间别分别填写下周产能状况。 6.2.2、填定方法参照月份产能预估分析
产能分析报告模板及指标明细
产能分析报告模板及指标明细 一、产能修改记录及主要产品信息 注:产Array能分析 报告— —修改 记录 1) 产能发 生变化 时以便 及时追踪。如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生 产能力,则应记录下这些变化。填写论证产能时也应同时填写日期。 2)此次产能分析报告均记作初次提交。 注:产品信息 1)完成产能分析报告的首先要明确需要分析的产品的详细信息。包括产品名称、型号、产能概况、客户需求信息等。 2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。
二、现有设备产能核算 1、预订工作时间标准 注:Array 1)单班时 间:每班 总时间- 每班的总 计可用小 时数。 2)班次: 表示的是 每天每个 工艺操作的班次数。 3)作业率:(总工时-无效工时)/总工时。 人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。 4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天,净可用时间 =8*2*80%*302=3865.6时。 2、代表产品制程/线能力计算
1)代表 产品: 所谓代 表产品 指产品 制程包 含其他 所有产 品制造 过程包 含的所 有工艺 过程; 如存在 两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。 2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。 3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。 3、毛产能核算
公司产能分析报告范文
2014公司产能分析报告模板 一、产能修改记录及主要产品信息 注:产能 分析报告—— 修改记录 1)产能发生变化时以便及时追踪。如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化。填写论证产能时也应同时填写日期。 2)此次产能分析报告均记作初次提交。 注:产品信息 1)完成产能分析报告的首先要明确需要分析的产品的详细信息。包括产品名称、型号、产能概况、客户需求信息等。 2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。 二、现有设备产能核算 1、预订工作时间标准
注: 1)单班时间:每班总时间- 每班的总计可用小时数。 2)班次:表示的是每天每个工艺操作的班次数。 3)作业率:(总工时-无效工时)/总工时。 人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。 计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。 4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。 5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天, 净可用时间=8*2*80%*302=时。 2、代表产品制程/线能力计算 注: 1)代表产品:所谓代表产品指产品制程包含其 他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。 2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。
3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。 3、毛产能核算 注: 1)毛产能核算过程没有排除产品合格率、设备故障率、人员负荷等因素对产能的影响,不能作为需求平衡分析的依据,需进一步平衡。 2)其他产品可根据代表产品计算方法计算出出毛产能。 3、有效产能(净产能) 注: 1)设备生产包括机器检修、保养、待料等时间,实际的工作时间达不到计划工时,且生产的产品有不良品,因此有效产能必须是以毛产能为基础,减去因停机和良率以及人员缺口等综合因素所造成的产能损失。 2)总体设备利用率计算公式:OEE=设备可用性*性能效率*产品合格率。 根据来自生产验证运转的历史数据来计算总体设备利用率的(OEE)。性能效率的计算是通过计划的所需周期时间来的。如果计算单元显示的是100%或者更高,则该单元用红色进行强调。 3)人员负荷率=(现有生产人员/人员配置)*100%
设备产能分析报告
设备产能分析报告 一.公司概况 公司拥有16000㎡现代化的标准厂房、另有超过20000m3有效仓储空间;专业化的研究中心、企业配备先进的现代化国家研发中心及全自动生产检测设备,从来料检验、生产管理、物料管理到设备管理,都实现了资源配置的最优化,科王电器十分注重技术研发与产品创新,安装了连续配气装置,配置了综合测试系统、能效测试台、寿命测试台、恒温恒湿试验机、高温试验箱、热电偶耐久性试验台、盐雾试验机、色谱分析仪、湿式流量计、安全性能综合测试仪等业内先进的生产设备和检测设备,是一间集新产品开发、生产制造为一体的技术主导型生产企业。 二.现有生产设备状况 三.现有设备产能核算 1.预订工作时间标准
注: 1)单班时间:每班总时间-每班的总计可用小时数。 2)班次:表示的是每天每个工艺操作的班次数。 3)作业率:(总工时-无效工时)/总工时。 人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。 4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、星期天)。 2.代表产品制程/线能力计算
注: 1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。 2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。 3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。 四.产能需求平衡/预警机制
公司产能分析报告模板
公司产能分析报告模板 、产能修改记录及主要产品信息 注:产能分析报告一一修改记录 1)产能发生变化时以便及时追踪。如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化。填写论证产能时也应同时填写日期。 2)此次产能分析报告均记作初次提交。 注:产品信息 1)完成产能分析报告的首先要明确需要分析的产品的详细信息。包括产品名 称、型号、产能概况、客户需求信息等。 2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平
衡零部件供货影响系数。 、现有设备产能核算 注: 1)单班时间:每班总时间-每班的总计可用小时数。 2)班次:表示的是每天每个工艺操作的班次数。 3)作业率:(总工时-无效工时)/总工时。 人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。 计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。 4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)
5)计算举例:每班8小时、每天2班次、作业率80%年出勤302天,净 可用时间=8*2*80%*302=3865.6 时。 2、代表产品制程/线能力计算 注: 1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。
2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。 3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。 3、毛产能核算 注: 1)毛产能核算过程没有排除产品合格率、设备故障率、人员负荷等因素对产能的影响,不能作为需求平衡分析的依据,需进一步平衡。 2)其他产品可根据代表产品计算方法计算出出毛产能。 3、有效产能(净产能)
XX公司产能分析报告(模板).doc
产能跟踪分析报告
一、现有设备产能核算 1、预订工作时间标准 注: 1)单班时间:每班总时间-每班的总计可用小时数。 2)班次:表示的是每天每个工艺操作的班次数。 3)作业率:(总工时-无效工时)/总工时。 人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。 计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。 4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。 5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天,净可用时间=8*2*80%*302=3865.6时。 2、代表产品制程/线能力计算 注: 1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。
2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。 3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。3、毛产能核算 注: 1)毛产能核算过程没有排除产品合格率、设备故障率、人员负荷等因素对产能的影响,不能作为需求平衡分析的依据,需进一步平衡。 2)其他产品可根据代表产品计算方法计算出出毛产能。 4、有效产能(净产能) 注: 1)设备生产包括机器检修、保养、待料等时间,实际的工作时间达不到计划工时,且生产的产品有不良品,因此有效产能必须是以毛产能为基础,减去因停机和良率以及人员缺口等综合因素所造成的产能损失。2)总体设备利用率计算公式:OEE=设备可用性*性能效率*产品合格率。 根据来自生产验证运转的历史数据来计算总体设备利用率的(OEE)。性能效率的计算是通过计划的所需周期时间来的。如果计算单元显示的是100%或者更高,则该单元用红色进行强调。 3)人员负荷率=(现有生产人员/人员配置)*100% 反映了以设备为依据的人员配备情况,这一指标在短期内直接对净产能产生影响。 二、产能需求平衡/预警机制 1、产能负荷率计算
企业生产运营分析报告
企业生产运营分析报告 一.生产计划的制定 从总体来说,我公司刚刚接手生产厂缺乏生产经验,没有从一开始就做好合理的生产规划,未能充分考虑到产品研发时间与生产线建设时间的因素,加之起初p1 在本地市场还是占很大市场份额的,生产部门便直接投入生产产品p1,希望在第一年内能拿到大的订单,获得较多收入。由于第一年未能充当当地的标王,所以没有拿到大订单, 导致很多p1 作为库存剩余,从第二年才开始研发p2,p3。 第二年我们积累了一定的经验,并且认识到本地市场目前对p1 仍然有较大的市场,但是需求在不久的将来会逐渐减少,所以在第一季度着手开发p2,p3,希望能尽早获得p2,p3 的订单。在研发p2,p3的过程中,继续生产p1,希望在当年能拿到较大的订单,并且能够及时收回资金,投入生产。但是受到第一年销售额的影响,所以 未能争取到大的p1 订单,而p2,p3 又在研发中,导致第二年依然保持相同的销售量, 一方面p1 积压,另一方面还需要继续购进生产原料继续生产不至于使生产线闲置。 表一 我们预计在第三、第四年p1的订单依旧保持与前期相等,p2 已研发成功,可以生产接到订单。到第三年年末,公司由于大量的贷款即将到期,用于投入生产的资金不足加之预计订单量持平,所以降低了生产。因为总共要求经营四年,在第四年第一季度完成少量订单后,CEO便决定变卖厂房生产线以偿还之前的银行贷款和高利贷,提前结束生产活动。 生产线投资决策 公司在接受老厂长移交时拥有三条手工生产线, 还有一条半自动生产线, 从生产线产能一览表可知,全自动、柔性生产线生产周期短,生产效率高,但是安装周期都需要4Q,时间相对较长。 表二 生产线购买价格安装周期生产周期出售残值 手工线5M 无3Q 1M 半自动8M 2Q 2Q 2M 全自动16M 4Q 1Q 4M 柔性线24M 4Q 1Q 6M 为了提高生产效率,接到更多的订单,增加销售收入,我们从第二年开始投入新型生产线的建设,但是时间较晚,从第三期才开始引入柔性生产线,第四期引入全自动生
XX公司产能分析报告(模板)
产能跟踪分析报告 一、现有设备产能核算 1、预订工作时间标准 注: 1)单班时间:每班总时间-每班的总计可用小时数。 2)班次:表示的是每天每个工艺操作的班次数。 3)作业率:(总工时-无效工时)/总工时。 人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。 计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。 4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。 5)计算举例:每班8小时、每天2班次、作业率80% 年出勤302天,净可用时间=8*2*80%*302=3865.6 时。 2、代表产品制程/线能力计算 注: 1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。 2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。 3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。 3、毛产能核算
注: 1)毛产能核算过程没有排除产品合格率、设备故障率、人员负荷等因素对产能的影响,不能作为需求平衡分析的依据,需进一步平衡。 2)其他产品可根据代表产品计算方法计算出出毛产能。 4、有效产能(净产能) 注: 1)设备生产包括机器检修、保养、待料等时间,实际的工作时间达不到计划工时,且生产的产品有不良品,因此有效产能必须是以毛产能为基础,减去因停机和良率以及人员缺口等综合因素所造成的产能损失。 2)总体设备利用率计算公式:OEE设备可用性*性能效率*产品合格率。 根据来自生产验证运转的历史数据来计算总体设备利用率的(OEE。性能效率的计算是通过计划的所需周期时间来的。如果计算单元显示的是100%或者更高,则该单元用红色进行强调。 3)人员负荷率二(现有生产人员/人员配置)*100% 反映了以设备为依据的人员配备情况,这一指标在短期内直接对净产能产生影响。 二、产能需求平衡/预警机制 1、产能负荷率计算 注: 1)产能负荷率反映了企业中长期、短期需求计划对目前净产能比值的柔性指标,其作为产能预警的基础数据,对产能提升计划起指导性作用。 2)当负荷率反映3个月以内需求产能状态时,初步方案采取短期产能提升计划;3-6月以上,采取中长期产能提升计划;超过6个月以上,采取长期产能提升计划。
生产能力、设备和过程能力分析报告_2010
浙江汽车配件有限公司 设备状况、生产能力及过程能力分析报告 --生产部 Q/YX5.6-02 №:01 本公司总的生产设备有78台,其中A 类设备17 台,B类设备2 台,C类设备59 台。本公司按照2008年度设备维修计划的要求并结合实际出发,对现有的所有设备进行了定期维护保养。各关键设备得到了较好的维护,对关键设备配件、易损件也作最低安全库5套,确保设备故障停机时间降到最低。本公司通过统计分析和潜在失效模式分析对A类设备进行预知性维护,以确保设备的正常运转。从对本公司设备状况的统计结果表明,现阶段设备基本正常,能够满足现行生产需要。 本公司设备从2008.8月份-2009.3月份的质量目标统计结果如下: 这些数据表明,本公司目前的设备是受控的,设备总体趋势良好。 随着本公司对设备和新产品开发的投入,由于受国际金融危机的影响,产量也持续也处于波动状态,从2008.8月份-2009.3月份以来的产量如下: 今年从3月份以来,各车间员工都能按照设备操作规程操作,人身安全意识有很大的提高,针对冲压车间,对危险的工序,必须采用铁夹子操作,焊接车间
Q/YX5.6-02 №:02 针眼睛有危害的工序,采用戴防护眼镜,到目前为止公司没有发现一次安全事故; 在生产工装管理方面,各车间基本都能按照文件所规定的要求进行运作,只有个别的由于场地小,车间主管的意识欠缺,出现现场管理不够处于比较混乱的现象,针对此问题,由责任部门对其采取的纠正和预防措施,现已基本达到要求,现将2008年8月份至2009年2月份的工装情况统计结果如下: 至09年2月份由于全国经济不景气,造成公司员工流动性相对比较大,对新进员工对公司地各项制度不是很清楚,对公司的TS16949标准体系理解不够,出现目标偏低情况,后来通知体系不断的改进和完善,现已有较大的变化,具体情况如下: CPK均在1.33以上,完全满足顾客要求,能够适应任何顾客的需求。 生产部: 2010年3月20日
公司产能分析报告模板
告报析分踪跟能产. 一、现有设备产能核算 1、预订工作时间标准 注: )单班时间:1)计划工时A-每班总时间每班的总计可 e=a*b*c*d 说明计算公式:净可用工时用小时数。表示)班次:2根据自身工时计划安排填写8 a 单班时间/时的是每天每个工艺操作的b根据自身工时计划安排填2班次次数根据自身工时计划安排填c80作业率)(总)作业率: 3无效工工时根据自身工时计划安排填d302 年出勤天/ /总工时。时如人员休息净可用时e 果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。这是计划的每班中机器停机用于维护的时间长度。-计划的维修时间表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。4)年出勤时间:年出勤天数- 时。净可用时间=8*2*80%*302=3865.62班次、作业率80%、年出勤302天,5)计算举例:每班8小时、每天线能力计算2、代表产品制程/注: =产品年产能瓶颈工序总加工时间净可用时间(年)/)代表产1品:所谓代人员日加工总加工辅助工时加工工时设备工序设备设备表产品指产备注配置min/ 名称名称编号台数件 min/件时间能力品 制程包含其他所有产 品制造过程 包含的所有工艺过程;如存在两种以上产品包生产线瓶颈工序设备产能描述:含不同工艺)其他1)瓶颈工序、设备产能,2过程、需分别取各类型产品代表产品制 程并进行线能力分析。)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。2 种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。)每条生产线选取一种或23 3、毛产能核算产品年度毛产能= 产品定额系数代表产品/产品系产品名工时定产品定额系注备实际产能所占比例线产能数额称列. 注 毛产能核)1 算过程没有 排除产品格率、设备 故障率、人 员负荷等因 素对产能的
产能分析报告详解
产能规划 产能规划的步骤 1.估计未来能力需求 在进行产能规划时,首先要进行需求预测。 由于能力需求的长期计划不仅与未来的市场需求有关,海域技术变化,竞争关系以及生产率提高等多种因素有关,因此必须综合考虑。所预测的时间段越长,预测的误差可能性就越大。 在制造业企业中,企业能力经常是可以利用的设备数来表示的,在这种情况下,管理人员必须把市场需求(通常是产品产量)转变为所需的设备数。 将这些设备信息输入APS,通过APS可快速实现未来能力的评估。 2.计算需求与现有能力之间的差 当预测需求与现有能力之间的差为正数时,就需要扩大产能,当一个生产运作系统包括多个环节或多个工序时,能力扩大必须考虑到各个工序能力的平衡。当企业的生产环节很多,设备多种多样时,各个环节的所拥有的生产能力往往不一致,既有富余有瓶颈的环节。而富余的和瓶颈的环节又随着产品品种和制造工艺的改变而变化。从这个意义上来说,企业的整体生产能力是由瓶颈环节的能力所决定的,这个制定能力计划时必须注意的一个关键问题。否则的话,就会形成一种恶性循环,即,某瓶颈工序能力紧张——增加该工序能力——未增加能力的其他工序又变为瓶颈工序。 利用APS可快速发现瓶颈环节,方便企业管理者决策。 3.制定候选方案 处理能力与需求之差的方法可有多种。最简单的一种是:不考虑能力扩大,任由这部分顾客或订单失去。其他方法包括能力扩大规模和时间的多种方案,包括积极策略,消极策略或者中间策略的选择,也包括新设施地点的选择,还包括是否考虑使用加班,外包等临时措施,等等。这些都是制定能力计划方案所要考虑到内容。所考虑的重点不同,就会形成不同的候选方案。一般来说,至少应给出3-5个候选方案。 利用APS模拟排程,制定多种可供选择方案。 4.评价每个方案 评价包括两个方面:定量评价和定性评价。定量评价主要是从财务的角度,以所要进行的投资为基准,比较各种方案给企业带来的收益以及投资回收清况。这里,可使用净现值法,盈亏平衡分析法,投资回收率法等不同方法。定性评价主要是考虑不能用财务分析来判断的其他因素,例如,是否与企业的整体战略相符,与竞争策略的关系,技术变化因素,人员成本等等,这些因素的考虑,有些实际
产能分析报告及指标明细
产能分析报告及指标明细 The document was prepared on January 2, 2021
产能分析报告模板及指标明细 一、产能修改记录及主要产品信息 注:产Array能分析 报告— —修改 记录 1) 产能发 生变化 时以便 及时追踪。如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生 产能力,则应记录下这些变化。填写论证产能时也应同时填写日期。 2)此次产能分析报告均记作初次提交。 注:产品信息 1)完成产能分析报告的首先要明确需要分析的产品的详细信息。包括产品名称、型号、产能概况、客户需求信息等。 2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数。 二、现有设备产能核算
1、预订工作时间标准 注:Array 1)单班 时间:每 班总时间 -每班的 总计可用 小时数。 2)班 次:表示 的是每天 每个工艺操作的班次数。 3)作业率:(总工时-无效工时)/总工时。 人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。 计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。 4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。 5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天,净可用时间 =8*2*80%*302=时。 2、代表产品制程/线能力计算
1)代 表产 品:所 谓代表 产品指 产品制 程包含 其他所 有产品 制造过 程包含 的所有 工艺过 程;如 存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。 3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。 3、毛产能核算
企业生产运营分析报告
盛年不重来,一日难再晨。及时宜自勉,岁月不待人。 盛年不重来,一日难再晨。及时宜自勉,岁月不待人。 企业生产运营分析报告 一.生产计划的制定 从总体来说,我公司刚刚接手生产厂缺乏生产经验,没有从一开始就做好合理的生产规划,未能充分考虑到产品研发时间与生产线建设时间的因素,加之起初p1在本地市场还是占很大市场份额的,生产部门便直接投入生产产品p1,希望在第一年内能拿到大的订单,获得较多收入。由于第一年未能充当当地的标王,所以没有拿到大订单,导致很多p1作为库存剩余,从第二年才开始研发p2,p3。 第二年我们积累了一定的经验,并且认识到本地市场目前对p1仍然有较大的市场,但是需求在不久的将来会逐渐减少,所以在第一季度着手开发p2,p3,希望能尽 早获得p2,p3的订单。在研发p2,p3的过程中,继续生产p1,希望在当年能拿到较 大的订单,并且能够及时收回资金,投入生产。但是受到第一年销售额的影响,所以 未能争取到大的p1订单,而p2,p3又在研发中,导致第二年依然保持相同的销售量,一方面p1积压,另一方面还需要继续购进生产原料继续生产不至于使生产线闲置。 表一 我们预计在第三、第四年p1的订单依旧保持与前期相等,p2已研发成功,可以生产接到订单。到第三年年末,公司由于大量的贷款即将到期,用于投入生产的资金不足加之预计订单量持平,所以降低了生产。因为总共要求经营四年,在第四年第一季度完成少量订单后,CEO便决定变卖厂房生产线以偿还之前的银行贷款和高利贷,提前结束生产活动。 生产线投资决策 公司在接受老厂长移交时拥有三条手工生产线,还有一条半自动生产线,从生产线产能一览表可知,全自动、柔性生产线生产周期短,生产效率高,但是安装周期都需要4Q,时间相对较长。 表二 生产线购买价格安装周期生产周期出售残值 手工线5M 无3Q 1M 半自动8M 2Q 2Q 2M 全自动16M 4Q 1Q 4M 柔性线24M 4Q 1Q 6M