重油催化裂化基础知识

重油催化裂化基础知识
广州石化总厂炼油厂重油催化裂化车间编一九八八年十二月
述概第一章.
第一节催化裂化在炼油工业生产中的作用催化裂化是炼油工业中使重质原料
变成有价值产品的重要加工方法之一。它不仅能将廉价的重质原料变成高
价、优质、市场需要的产品,而且现代化的催化裂化装置具有结构简单,
原料广泛(从瓦斯油到常压重油),运转周期长、操作灵活(可按多产汽油、多产柴油,多产气体等多种生产方法操作),催化剂多种多样,(可按原料性质和产品需要选择合适的催化剂),操作简便和操作费用低等优点,因此,它在炼油工业中得到广泛的应用。
第二节催化裂化生产发展概况
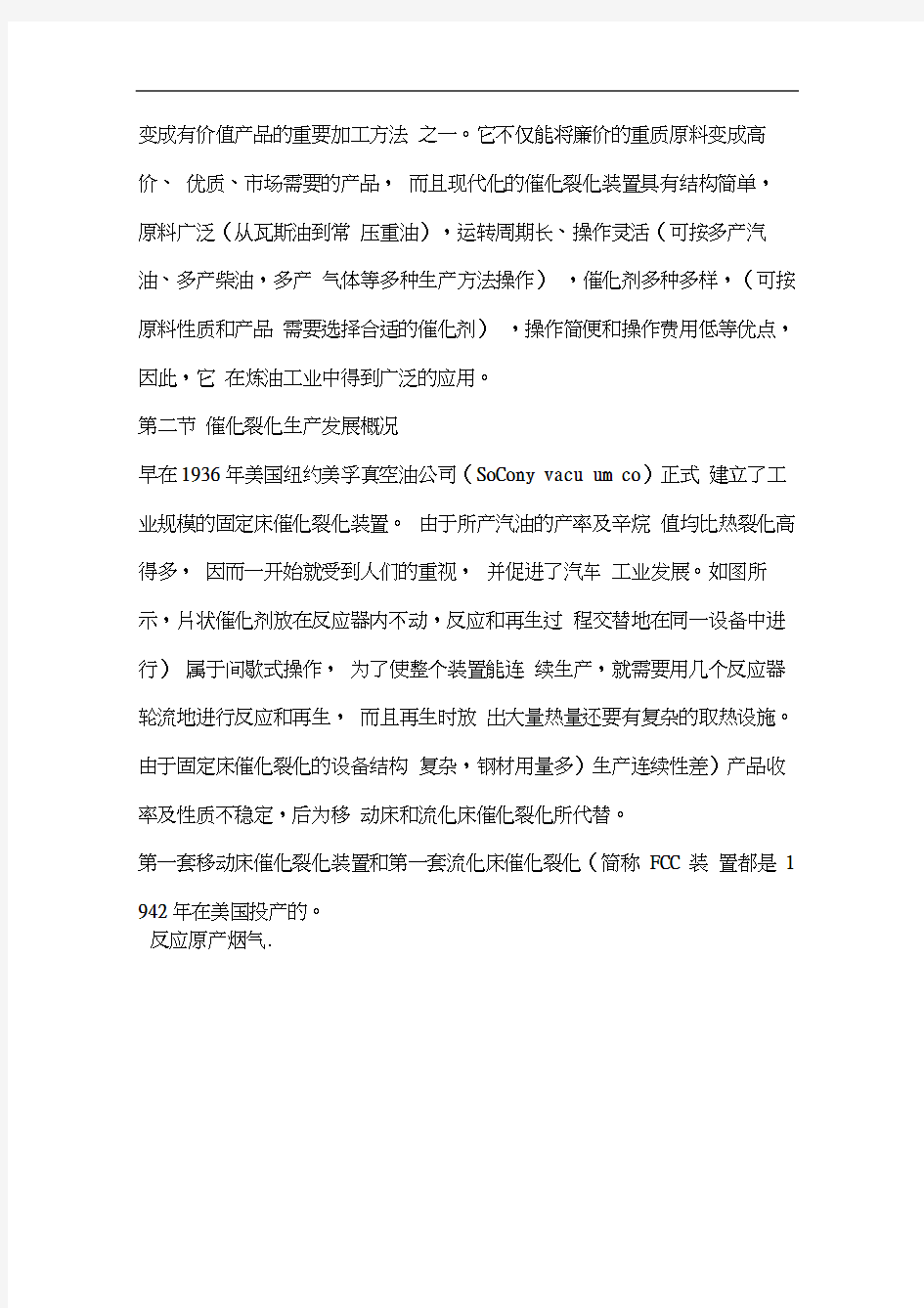
早在1936年美国纽约美孚真空油公司(SoCony vacu um co)正式建立了工业规模的固定床催化裂化装置。由于所产汽油的产率及辛烷值均比热裂化高得多,因而一开始就受到人们的重视,并促进了汽车工业发展。如图所示,片状催化剂放在反应器内不动,反应和再生过程交替地在同一设备中进行)属于间歇式操作,为了使整个装置能连续生产,就需要用几个反应器轮流地进行反应和再生,而且再生时放出大量热量还要有复杂的取热设施。由于固定床催化裂化的设备结构复杂,钢材用量多)生产连续性差)产品收率及性质不稳定,后为移动床和流化床催化裂化所代替。
第一套移动床催化裂化装置和第一套流化床催化裂化(简称FCC 装置都是1
942年在美国投产的。
反应原产烟气.
固定床反应器
空气.
烟气原料再反
生应
空气反应产物器器
移动床反应器
它们的反应和再生过程分别在移动床催化裂化的优点是使反应连续
化。不同的两个设备中进行,催化裂化在反应器和再生器之间循环流动,实现了毫米的小球型催化剂。起初是用机械提升的3生产连续化它使用直径约为生产能力较固定床大为提高、方法在两器间运送催化剂,后来改为空气提升,产品质量也得到了改善。由于催化剂在反应器和再生器内靠重力向下移动、速度很缓慢,所以对设备磨损很小,但移动床的设备仍较复杂,耗钢量仍较移动床远不如流化床优越。年以上的大型装置、/万吨80 特别是处理量在大,因此现代的大型催化裂化装置都是采用流化床。
流化催化裂化(FCC)的优点是:原料选择范围比较宽、主要产品汽油的收率和质量都比较高,装置处理量大,经济上更有利,热能的利用比较合理和设备的结构比较简单,工艺过程简单,操作容易灵活性大。
四十多年来,FCC开发了很多型式。但按反应器和再生器的相对位置和结构的不同分为两大类:其一是反应器和再生器处于分开位置的并列式。早期的并列式大多是两器布置在一个水平上,称为同度并列式。六十年代后期,
由于分子筛催化剂的应用,提升管反应器得到很大发展,为了满足提升管长
度的要求,大多采用高低并列式。反应器位置较高,再生器位置较低,另一类是反应器和再生器重叠在一起的同轴式。并列式可以埃索公司五十年代初期的W型FCC装置为代表。这种型号的装置共建了40套。它是由四十年代的I、H和皿型装置发展起来的。
I型FCC装置是FCC最初的一种工业化型式,于1942年5月在美国巴吞鲁( Ba ton ROUg)e 炼油厂首次建成投产,处理能力为65万吨/ 年。以后又陆
续建成了两套。I型属于上流式,装置有上流式反应和
再生两大部分。系统内所有循环的催化剂都是自下而上地通过反应器
和再生器,反应时,催化剂,反应产品和烟道气一起从反应器顶部出来。这样类型的装置有许多缺点,例如:催化剂输送管线过长,压力降比较大;催化剂的粉碎严重,损失较大;装置过高,达60m比较
笨重;操作弹性小,只能加工轻质原料等,由于有这么多缺点,所以
I型装置很快就改进为u型装置。
H型FCC装置属于下流式。第一套H型FCC装置于1944年投产,陆续建成31套。与I型FCC装置相比,其主要改进是:(1)、催化剂由反应器和、反应器和再生器)2(再生器的西部引出,因此简化了催化剂的输送系统。.中保持密相床层。(3 )、催化剂的输送由滑阀来控制。(4)、装置的高度由I型60米降低到50-55米,因而节约了钢材和投资。
皿型FCC装置又是型FCC的改进型式,第一套与1947年建成投产,其特点如下:
(1)、再生器的操作压力比I、H型再生的操作压力为10-30千帕
(表),而反应器的操作压力为80-120 千帕(表),因此为了防止油气倒窜,再生器的位置就得比反应器高得多,才能保证再生器的立管有足够的压头(立管长23-25米)。在皿型设计中,自动控制和滑阀结构有较大的改进,可使再生器的操作压力提高,并和反应器的操作压力相接近。这样,两器就可以并列地放置在高度差不多相同的位置上,因此皿型的高度就由H 型的50-55米,降低到37-40m。这不仅可以节约钢材,而且也给操作和检修带来很多方便。
(2)、反应器和再生器内的旋风分离器,由H型的一级改为二级,同时,由于采用了微球催化剂,旋风分离器的效率大大提高,这样就可以取消除尘器。
W型FCC装置第一套于1951年投产。其所需的钢材和投资比H型节省20%,主要特点如下:
(1)、催化剂由U型管密相输送。
(2)、反应器和再生器之间的催化剂循环、主要由改变U型管两端的催化剂密度来调节,不像H、皿型靠滑阀来调节。
(3)、由反应器输送到再生器的催化剂,不是通过再生器的分布板、而是直接由密相提升管送入分布板上的流化床,因此可以减少分布板的腐蚀。
同轴式FCC装置可以凯洛格公司的正流式A B和C等三种型式为代表。也是同轴式的一种。FCC环球油品公司烟囱式的.
第一套A型正流式FCC装置于1951年在加拿大建成,处理能力为15 万吨/年。同年在美国的庞卡成( POnCa city )建成第二套,处理能力41.7万吨/年。以后又陆续建成了四套。使这种型式的FCC装置总数达到6套,A型正
流式的装置特点是:
(1)、反应器位于再生器顶部,催化剂输送管线全在两器之内。
(2)、提升管和立管中的催化剂流量都是由塞阀控制。
( 3)、反应器的旋风分离器只有一级。
(4)、反应器的操作压力为70-90 千帕(表),再生器的操作压力为120-130 千帕(表)。由于再生器的压力比较高,当时又没有考虑发
到烟道气能量回收的问题,故主风机动力消耗比较大,这是A型FCC
装置的主要缺点之一。
第一套B型正流式FCC装置于1953年末投产,以后又陆续兴建了这种型式的装置总计15套。B型和A型FCC装置的主要差别是B型的再生器装在反应器之上,操作压力比较低,为50-60 千帕(表),动力消耗比较省。
第一套C型正流式FCC装置于1963年投产,在美国石油公司
(AneriCan
oiIco )德克萨斯炼油厂。处理能力为247.9 万吨/ 年。这样装置共建
成10 套,其主要特点是:
(1)、反应器装在再生器之上;增设了一氧化碳锅炉和气体透平,为回收烟道气的余热和动力。
(2)第一次采用两根提升管,将新鲜原料和回炼油分别在提升管内进行选择型的裂化。
属于同轴式的环球油品公司的烟囱式FCC装置共建成7 2套。第一套这装置于1947年投产。这种装置的反应器位于再生器之上。待生FCC羊的.
催化剂通过外部的汽提,经过蒸汽汽提后,流过外部的立管和滑阀,进入再
生器。再生催化剂也是经由外部的提管和滑阀送入反应器的。催化剂的循环量靠滑阀来调节。
相对来说我国对催化裂化技术的开发、应用起步较晚主要因为五十年代中国一直被世人认为是贫油国,当时我国的石油及石油产品主要依靠从苏联进口,进入六十年代以后,由于大庆油田的开发、原有产品大幅度上升,达到自给自足。1961 年,国家科委组织各有关部部委根据世界先进炼油技术的发展趋势,制定了五个炼油工业的重点攻关项目,被称为“五朵金花” 、催化裂化为其中的“朵” ,在全国各部门的协作努力下,1965年5月在抚顺二厂建成了我国第一套年处理为60 万吨的流化催化裂化装置,目前已建成大小30 余套装置。催化裂化技术的发展与催化剂的不断改进和提高也是分不开的。最初固定床所用的催化剂是经过活化处理的天然白土、质量很差。1940 年开始采用工人合成的硅酸铝催化剂。流化床所用的催化剂,先是由小球催化剂磨碎成不规则形状的细粉,以后出现了微球状催化剂。到1964年又制成了质量更好的分子筛催化剂,这样,由于催化剂的发展,使催化裂化的优越性又大为提高。与此同时,流化床催化裂化工业装置逐渐推广采用提升管反应器,代替原来的床层反应器,采用高温短接触,以充分发挥分子筛催化剂的特点,并克服了床层反应的特点,使装置改造后生产能力大幅度增加,汽油产率显著提高,产品质量也得到进一步改善。
第二节催化裂化的主要特点
1、催化剂需不断地再生
C)条件下,使原料0460~53催化裂化是靠催化剂的作用在一定温度(.
油经过一系列化学反应,裂化成轻质油产品,流化催化裂化的催化剂是固