2切削作用与切削力
第二章切削作用与切削力
1.切削应力和应变
2.刀具的切削作用
3.切削力的力学模型
4.影响切削力的因素
5.切削力与切削功率的通用计算公式
1、切削应力和应变
刀具刃口与切削工件接触的同时,根据作用力的大小,工件在刀刃刀尖作用的部位先产生变形。当这个力逐渐增大时,工件被刃口分成两部分,刃口继续向材中切进去。从工件切下分离出去的部分,被刀具前面压缩,受剪切应力和弯曲应力作用产生变形,成为切屑。切削过程中,作用于被切工件上的力其大小、作用方向,根据工件的性质、刀具的条件、切削参数的不同变化。图示各应力的主要作用区域。1为刀具刃口压入产生的集中应力;2为刀具前刀面与切屑接触产生的摩擦力;3为刀具前刀面上切屑因为弯曲产生的压缩应力;4为刀具前刀面因为切屑弯曲产生的拉应力;5为作用于切削方向的压应力或拉应力;6为为作用于垂直切削方向的剪切应力;7为大切削角切削时的压缩剪切应力;8为端向切削时使木纤维发生弯曲的弯曲应力;9为端向切削时作用在木纤维上的最大拉应力。
2、刀具的切削作用
?从力学观点看,切削作用的实质实际是一种有控制的受力破坏。其目的是为从工件上切除一部分材料,从而获得一定尺寸精度和表面质量的的制品。
?切削时刀具的刃口、前刀面和后刀面都起作用。
?切削会有阻力,这个阻力称为切削阻力。切削力和切削阻力数值相等,方向相反。
2.1 刀具切削部分的形态
任何刀具的切削部分都可简化为一楔形体,但切削刃并非一理想直线,而是一不规则过渡曲面,曲率半径大约0.005-0.1mm。
2.2刀具各部分的切削作用
?刀尖 :依靠应力集中破坏木材间的联系,切入工件。
?前刀面:推挤切削层使之变形或破坏,分离成屑片,沿前刀面流出。
?后刀面:压挤切削层以下工件材料,该部材料伴随有弹性或塑性和塑性变形。
屑片分离的条件:切削厚度大于刃口圆弧半径,即a >ρ。
2.3屑片分离的条件:
当a<ρ时不能分离切屑;时a >ρ时可分离切屑
3、切削力的力学模型
切削阻力来源于两个方面:
?a、切材料抵抗变形或破坏的阻力:取决于材料力学性质、含水率、切削层尺寸和刀具的锐钝程度。
?b、摩擦阻力:取决于刀具和工件材料的种类、材料状态(含水率、表面粗糙度等)、相对运动速度和压紧力等。
切削阻力是切削功率、机床电机功率的计算依据,也是影响刀具磨损的重要因素。
建立切削力的力学模型是为了研究和测量方便。
木材切削力研究的回顾
?①1870俄国人И.А Tиме出版了《金属和木材的切削阻力》,之后,前苏联又有不少这方面的著作和论文。
?②1950芬兰人Kivimaa出版了《Cutting Forcein Wood-working》
?③ 60-70年代美国人N.C.Franz, W.M.Mckenzie,H.A.Stewart也发表过不少木材切削阻力方面的研究文章。
?④ 1987林科院木材所管宁发表了《中国11种针叶材切削阻力研究》等论文。
?⑤ 80-90年代,东北林业大学朴永守与日本学者福井尚、北林王均玺、南林曹平祥等也发表过木材切削阻力研究的文章。
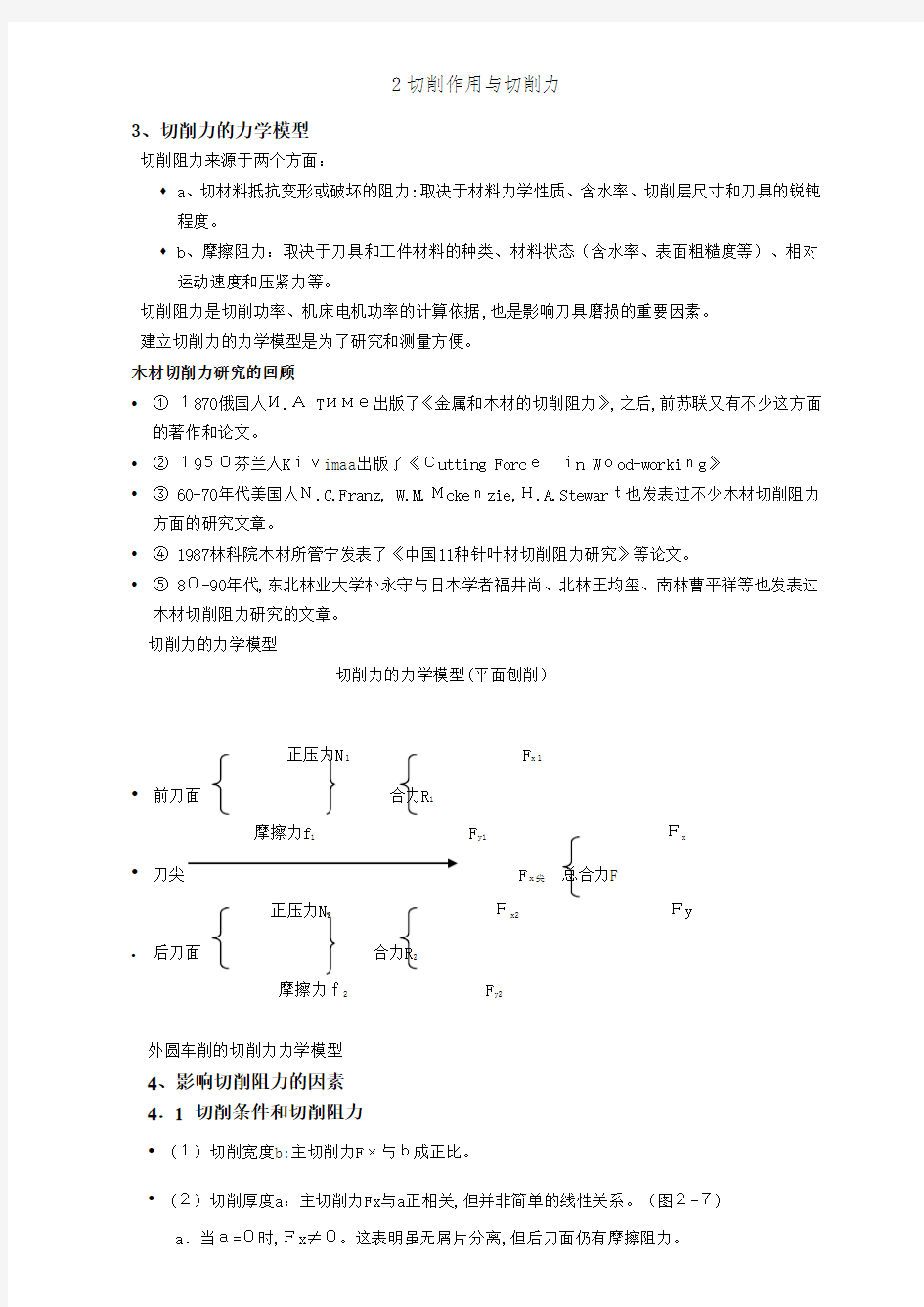
切削力的力学模型
切削力的力学模型(平面刨削)
正压力N1 F x1
?前刀面合力R1
摩擦力f1F y1 Fx
?刀尖 Fx尖总合力F
正压力N2Fx2 Fy
?后刀面合力R2
摩擦力f2 F y2
外圆车削的切削力力学模型
4、影响切削阻力的因素
4.1 切削条件和切削阻力
?(1)切削宽度b:主切削力Fx与b成正比。
?(2)切削厚度a:主切削力Fx与a正相关,但并非简单的线性关系。(图2-7) a.当a=0时,Fx≠0。这表明虽无屑片分离,但后刀面仍有摩擦阻力。
b.当a大于0.1 时,Fx 与a成近似线形关系。
c.当0 d.当a=-ρ,Fx趋近于零。这说明后刀面对木材几乎无压挤作用,连摩擦力也可忽略不计。 (3)切削方向的影响: Fx(⊥)>Fx(∥)>Fx(#) ?(4)切削速度的影响:在正常速度下,影响不大。高速时(大于70m/s),惯性力增加,切削力可能增加。 4.2 刀具参数和切削阻力 ?(1)刀具变钝的影响:刀具变钝,意味着刃部前、后角变小,切削层的变形阻力和后刀面的摩擦阻力增加,切削力增加。 ?根据大量的切削实验,可找出刀具的变钝程度与切削力近似的关系。为计算方便,引入一个刀具变钝系数C。计算时根据刀具的连续工作时间,在有关资料中查找C。 ?(2)刀具角度的影响 ?前角γ↑, Fx↓,但γ大到一定程度时,由于刀刃强度减小,刀尖磨损加快,Fx反而很快 增加。(γ的范围一般为20-30°)。 ?当γ一定时,α↑,Fx↓,但后角太大时,由于刀刃强度变小,磨损加快,Fx又会↑。(α 的范围一般为8-15°)。 前角与切削力的关系 刀具前角对切削力的影响: 后角与切削力的关系 刀具后角对切削力的影响 4.3被切削工件性质和切削阻力 ?(1)树种与密度的影响:密度增加,切削阻力会呈线性增加。 ?(2)含水率的影响:在纤维饱和点以下,含水率高,木材强度下降,Fx↓。一般难定论(强度与韧性是一对矛盾体)。 ?(3)温度的影响:温度高,木材软化,Fx↓。0℃以下的冰冻材,温度越低,Fx越高。 温度与切削力的关系 木材温度对切削力的影响 5、切削力与切削功率的一般计算方法 在切削过程中,只有主切削力Fx做功,法向力不做功。工程上的一般做法是,先求出主Fx,再根据具体切削条件,乘一相关系数,计算法向力和轴向力。 ?切削功率是主切削力和切削速度的乘积。 ?进给功率是进给阻力之和进给速度的乘积。 计算步骤: 在工程计算时,往往是根据大量实验资料,即在某种切削方式、常用切削条件下,对常用几个典型树种所做的切削实验资料,编制这些树种的单位切削力或单位切削功的图表。具体计算时,根据切削条件(例如每齿进给量、切削深度等),查出切削某典型树种的单位切削力或单位切削功的值,然后再根据具体切削条件和表列条件的不同,对查出的值加以修正。然后根据修正后的单位切削力和单位切削功计算切削力和切削功率。 在计算进给功率时,先要求出进给阻力。进给阻力乘以进给速度,便得进给功率。而进给阻力是所有切削阻力在进给方向的代数和。 通用计算公式: ?单位切削力——单位切削面上的主切削力: P=Fx/a.b (N/mm2) ?单位切削功——切下单位切屑体积所做的功。 k=Fx.L/a.b.L [N-m/cm3] 或[J/cm3] =Fx/a.b [N/mm2] 式中:L -- 切削路程[m] 由上式可见,这两个k物理意义不同,但数量相等。 根据单位切削力和单位切削功的定义,可写出切削力和切削功率的通用计算公式: ?切削力: Fx=k.a.b[N] ?切削功率: Pc=k.O=k.bhU/60 [N? m/s]或[J/s]或[ w] (瓦) 或Pc=Fx.V[N ?m/s],或 [w] 或Pc= k.bhU/60*1000[kw] 式中: a,b —分别为平均屑片厚度切削宽度[mm ] U —进给速度[m/min ]。 V —切削速度[m/s ] O —单位时间所切下的屑片体积[cm3/S] 具体算例见铣削一章。 补充: 5.1 切削力计算 ·两个假设前提: 1、假设木材是匀质的各向同性材料; 2、刀具切削刃口是一个具有半径为γn的钝圆弧面,锐刀γ=5-10um。 n ·刀具对木材的作用力来源分析: 1、前刀面对切削层木材和切屑的作用; 2、后刀面对切削层表面木材的作用。 一、直线运动刀具上的作用力 根据图1-26所示: 木材沿×-×线上点1分开(刃口沿切削方向最前点),取x与v向一致。 Ⅰ区:前刀面作用;分法向力Fγn,摩擦力Fγf Ⅱ区:后刀面作用;后刀面对分开线以下木材挤压力Fαy; 后刀面对分开线以下木材沿切削速度方向作用力Fαx; 切削力分析: 前刀面γ:Fγf+Fγn=FγR=Fγx+Fγy 取x轴方向与V方向一致,Fγy方向与F a y方向向下为“十”值; 后刀面α:FαR=Fαx+Fαy :FγR+ FαR=FR=F x+Fy 切削力:F x=Fγx + Fαx 法向力:Fy= Fγy+ Fαy (Fy= Fαy±Fγy) 其中:①βo:Fγn,FγR前刀面与木材之间的摩擦角,取20~25° ②δ:切削角。前刀面与切前平面的夹角,δ=90°-γ ③当刀刃圆半径P与后角α一定时,Fαy不因切屑后度α的变化而变化。 ④Fγy = Fγx·tg(90°-β0-δ)= Fγx·tg(γ-β0) Fαy= Fαx /Uα Uα——既考虑后刀面与木材的摩擦又考虑切削平面木材层弹塑性 变形的系数。 ⑤在基本切削时,法向力方向有时向上(“-”)时称拉力,反之压力。 二、回转运动刀具上的作用力 图1-27 圆锯齿切削取F x与V方向一致 1、切向力:F t= F x=Fγx+Fαx 法向力:Fn= F y=Fαy±Fγy 法向力为“-”称向心力,F y方向与Fγy一致 法向力为“+”称离心力,Fy方向与Fαy一致 2、也可按U方向分,F nu=F x·Cosθ-Fy·sinθ FLu=Fx·sinθ+F y·Cosθ 三、单位切削力和单位切削功 F x F x F x ①P= (N/mm2)= ·106(N/m2)=·106(Pa)F x=p·a·b A A A Fx——切向力; A——切屑面积,A=a·b(mm2); W Fx·L F x ②K= = ==P O a·b·l a·b 四、切削力的经验公式 切削木材过程:①木材本身材性;②刀具特性;③切削用量。 1、建立经验公式的方法 (1)确立Fx′与a的关系 切向力Fx=p·a·b P:单位切削力,Fx:切向力 Fx′=Fx/b=p·a Fx′:单位切屑宽度上作用的切向力 (2)Fx′与刀具磨损变纯的关系,与Cρ有关(Ua); (3)Fx′与V、δ、材种,木材纤维方向关系; (4)Fx′与以上因素有关的经验方式; P28页图1-29(图略) 图中:f′——AB直线的纵截距; P′——a>0.1mm时直线AB的斜率; 0.2f′——BD直线的纵截距; Pru——a<0.1mm时直线BD的斜率; φ1,φ2如图所示 P′=tgφ 1 0.8f′+0.1P′ △BDD′中:Pru=tgφ2= =8f′+P′ 0.1 2 具体计算 1)切屑厚度与单位切削力关系 (1)α≥0.1mm时,由AB直线方程Fx′=P′·α+f′=0.2f′+(0.8f′+P′α) =Fαx′+ Fγx′ Fαx′,Fγx′——后刀面或前刀面上的单位切屑宽度上的切向力 (2)当α<0.1mm时,Fu′=Pru′·αu+0.2f′ 又∵Pru=tgφ2=8f′+P′ ∴Fu′=0.2f′+(8f′+P′)·αu =Fαx′+Fγxu′ Fαx′、Fγxu′——后刀面或前刀面上的单位切屑宽度上切向力 (3)单位切削力P随切屑厚度α的变化而变化的关系成为: F x ′f′0.2f′0.8f′ α≥0.1mm时,P= = +p′= +( +p′)= Pαx +Pγx αααα Fu′0.2f′0.2f′ α<0.1mm时,P u= = +P ru=+(8f′+P′)=Pαx+Pγxu αuαuαu 2)刀具变纯与单位切削力关系 一般与后刀面单位切削力有影响 锐刀:Cp=1时,Fαx′=0.2f′=(1-0.8)f′ 纯刀:C P>1时,Fαx′=(Cp-0.8)f′ C P——变纯系数,C P=1~1.7;C P=1+0.2△ρ/ρ0 △ρ——刀刃圆半径的增量,锋利时C P=1; 故:Fx′=0.2f′+(0.8f′+P′α)=(CP-0.8)f′+(0.8 f′+P′α) ·f′+P′α =C P α≥0.1mm时,P=Pα+Pγ=C P·f′/α+P′ -0.8)·f′ (C P α<0.1mm时,Pu=Pα+Pγ= +(8f′+P′) αU 3)确定δ、v、切削方向相对纤维方向和材种因素与单位切削力关系 a、主要切削方向:P p′=Ap′δ+B p·V-Cp fp’ 主要切削方向单位切削力:P p= +P p’ a ·式中f’p查表1-2,Ap、Bp、Cρ见表1-2,1-3(P28页) ·注意:当锯切V<70m/s,铣削V<40m/s时,以90-V代替V计算 b、过渡切削方向:P t′=At·δ+ Bt·V-C t f t′ P t=+P t′ a 又A t B t C t f t′ #-11 #-⊥11-⊥ φ A#-11=A#+(A11-A#)(1-) 90 φ A#-⊥= A#+(A⊥-A#) 90 φ A11-⊥=A11+(A⊥-A11) 90 同理B t 、C t、f t均适用上式 4)综述 当a≥0.1mm时: Cp·fp′ 主切削方向Pp=+(Ap·δ+B p·V-C p) a Cp·f t′ 过渡切削方向P t= +(At·δ+Bt·V-Ct) a 当a<0.1mm时: (Cp-0.8) f p′ 主切削方向Pup=+8f p′+( Ap·δ+Bp·V-Cp) a u (Cp-0.8)ft′ 过渡切削方向P ut =+8f t ′+(At·δ+Bt·V-Ct) au 5)例题分析见《木材切削刀具学》P47页例1、例2 作业一: 1、已知:r=25°,β=50°,刨削松木,v=15m/s,u=30m/min,求工作后角αw。 2、已知纵向刨削,a=0.15mm,b=80mm的松木,δ=65°,v=30m/s,ρ 0 =5um,ρ =20 um,β =20°松木、求Fx,Fy,Pc. 3、条件同上,横端(#-⊥)ψ 刃 =30°,求Fx,Fy ,Pc 4、试分析Fx,Fy与切屑厚度a的关系 5、简述纵向、横向切削时的切削过程。 6、试分析影响切削阻力的因素? 7、试分析平面刨削切削力的力学模型和计算公式。 高速铣削钛合金的切削力和切削温度 切削力和切削温度试验在五坐标高速加工中心上进行,采用YOLO-YDXC-III切削三向力测试系统对铣削力进行测量,采用夹丝半人工热电偶方法对铣削温度进行测量。试验用刀具为Walter WMG40硬质合金机夹刀片,工件材料为钛合金TA15,热处理状态为退火。采用单因素试验,考察不同铣削速度下切削力和切削温度的变化规律。其他切削条件为:轴向切深ap=6mm,径向切深ae=1mm,每齿进给量fz=0.1mm/z。为典型的铣削力信号图以及后刀面磨损VB=0.15mm 时的切削力与铣削速度关系曲线。铣削力的方向定义为:进给方向为X,铣刀径向切深方向为Y,刀具轴向为Z。可以看到在此范围内,Fx和Fz变化不大,而Fy随切削速度的提高略有下降。试验和理论表明:一方面随着切削速度的上升,两个因素会导致切削力的增加。首先是由断续切削造成的切削力冲击和动态切削力的数值会增加;其次,材料的应变硬化程度严重,导致剪切区变形抗力增加。另外一方面,切削速度上升导致的切削温度上升也会使被加工材料软化,使切削力减小。所以,切削速度对切削力的影响,要看这两方面综合作用的结果。当刀具后刀面磨损达到一定程度时,随着切削速度的增加,由温度升高所导致的材料软化影响占主导地位,其作用超过动态切削力增加和应变硬化增加两方面的影响,所以总的铣削力呈下降趋势。 典型的铣削温度热电势信号及50~550m/min 切削速度范围内的切削温度与铣削速度的关系。切削温度随铣削速度增加有一直上升的趋势,但是在不同的速度范围内,切削温度上升的程度是不同的。在较低的速度范围内,温度随切削速度而上升的趋势较快,而在较高的速度范围内,温度随切削速度而上升的趋势变缓。这一现象产生的原因在于,随着切削速度的增加,传入切屑的热量比例增加,更多的热量被切屑带走;而传入工件和刀具的热量的比例减小,相应的刀具和工件的温度升高也不明显。 高速铣削钛合金的刀具磨损 钛合金高速铣削刀具磨损机理和刀具耐用度是生产过程中较受关注的问题。为磨钝标准VB =0.3mm的情况下,刀具耐用度随切削速度的变化关系。随着铣削速度增加,刀具铣削时间下降较快。在200~250m/min 的速度范围内时,刀具寿命下降很快;铣削速度继续增加,刀具寿命的下降趋势有所减缓。在200m/min的速度下,刀具寿命超过120min。 硬质合金刀具高速铣削钛合金时的刀具磨损微观形态(图中黑色部分为未被完全腐蚀的钛合金粘结物)。在高速铣削钛合金时,钛合金在刀具表面的粘结现象非常严重,由于工件与刀具接触表面的温度较高,且温度梯度大,在钛合金粘结和温度梯度的综合作用下,刀具将产生扩散磨损。一方面,粘结在刀具上的钛合金中的Ti元素向刀具中扩散,形成粘结的TiC层,TiC粘结层脱落时,会带走一部分刀具材料。另一方面,刀具中的C向高温区扩散,Co向低温区扩散,在刀具和工件的接触面上形成富C贫Co区,造成WC颗粒间的粘结强度下降,表层脆化,从而引起WC颗粒脱落。另外,铣削时的热冲击会使刀具切削刃附近产生梳状裂纹,裂纹垂直于切削刃方向,沿切削刃平均分布,裂纹间距约100μm,长度可达到0.5mm,并且贯穿前刀面和后刀面。当裂纹扩展到一程度,会引起刀具切削刃的强度下降,从而使刀具材料被粘结其上的钛合金撕裂和脱落,使切削刃变形和钝化。所以,铣削钛合金时的刀具磨损是扩散磨损、粘结磨损和热冲击相互作用、相互促进的结果。 车削时切削温度的测量 一、实验目的及要求 1、掌握用自然热电偶法测量切削区平均温度的方法。 2、研究车削时,切削热和切削温度的变化规律及切削用理(包括切削速度、走刀量f、切削深度ap)对切削θ的影响。 3、用正交试验设计,确定在切削用量的三个因素中,影响切削温度的主次因素。 二、实验内容 用高速钢车刀和45#钢工件组成的热电偶,以正交试验计法实验切削温度的变化规律。 三、实验设备及用具 1、设备:CA6140型变通车床。 2、仪器:VJ37型直流电位差计(或毫伏表)。 3、刀具:高速钢外圆车刀。 4、工件:45#钢。 四、自然热电偶法测量温度的基本原理和方法 用热电偶测量温度的基本原理是:当两种化学成份不同的金属材料,组成闭合同路时,如果在这两种金属的两个接点上存在温度差(通常温度高的一端称为热端,温度低的一端称为冷端)。在电路上就产生热电势,实验证明,在一定的温度范围内,该热电热与温度具有某种线性关系。 热电偶的特性是: (1)任何两种不同金属都可配制成热电偶。 (2)任何两种均质导体组成的热电偶,其电动热的大小仅与热电极的材料和两接点的温度T、To有关,而与热电偶的几何形状及尺寸无关。 (3)当热电偶冷端温度保持一定,即To=C时,热电势仅是热端温度T的单值数,E= (t),这样,热电偶测量端的温度与热电势建立了——对应关系。 用自然热电偶法测量切削温度时,是利用刀具与工件化学成份的不同而组成热电偶的两级,如图(一)所示。(刀具和工件均与机床绝缘,以消除寄生热电偶的两极的影响),切削时,工件与刀具接触区的温度升后,就形成了热电偶的热端,而工件通过同材料的细棒或切屑再与导体连接形成一冷端,刀具由导线引出形成另一冷端,如在冷端处接入电位差计,即可测得热电势的大小,通过热电热——温度的换算从而反映出刀具与工件接触处的平均温度。 为了将测得的切削温度毫伏值换算成温度值,必须事先对实验用的自然热电 实验二采用红外热像仪的切削温度测量 一、实验概述 切削过程中,会产生一系列物理现象,如切削变形、切削力、切削热与切削温度、刀具磨损等。对切削加工过程中的切削力、切削温度进行实时测量,是研究切削机理的基本实验手段和主要研究方法。通过对实测的切削温度进行分析处理,可以推断切削过程中的切削变形、刀具磨损、工件表面质量的变化机理。在此基础上,可进一步为切削用量优化,提高零件加工精度等提供实验数据支持。 本实验是使用红外热像仪进行切削温度的非接触测量,研究切削用量对于切削温度的影响。通过本实验可使同学们熟悉制造技术工程中的基础实验技术和方法,了解用先进的仪器设备研究传统切削加工的方法。 二、实验目的 1、学习及掌握红外热像仪测量切削温度的方法,了解红外成像测温原理 2、研究υc、f对切削温度的影响. 三、实验仪器设备 1、CA6140车床 2、Flir A315 红外热像仪 3、刀具:YT15,角度:γ o = α o = κr= λs= 。 4、试件:45钢棒料 说明:刀具参数、车床和工件由各班学委负责准备或负责,红外热像仪的操作由胡玉琴同学负责。 四、实验原理 红外热像仪的基本工作原理是利用了斯蒂芬—波尔兹曼定律,即 E =εσT4(1) 式中 E ———物体辐射单元单位面积的辐射能量(W/ m2) ε———物体辐射单元表面辐射率(取决于物体表面性质) σ———斯蒂芬—波尔兹曼常数(σ = 5.76 ×10 - 8W/ m2·K4) T ———物体辐射单元的表面温度(K) 切削时,红外热像仪通过光机扫描机构探测工件(或刀具) 表面辐射单元的 辐射能量,并将每个辐射单元的辐射能量转换为电子视频信号,通过对信号进行处理,以可见图像的形式进行显示,显示的热像图代表被测表面的二维辐射能量场,若辐射单元的表面辐射率已知,则可通过斯蒂芬—波尔兹曼定律求出辐射单元表面的温度分布场及动态变化。虽然红外热像仪所测温度为相对温度,滞后于实际切削温度,但根据传热反求算法可准确求得切削过程中工件(或刀具) 的温度变化规律及动态分布。红外热像仪测温法具有直观、简便、可远距离非接触监测等优点,在恶劣环境下测量物体表面温度时具有较大优越性。 图1 红外热像仪组成结构原理图 注意:红外热像仪属于高值、精密、易损设备,未经允许,不能搬动或触摸。 五、实验方法与步骤 1.熟悉要使用的红外热像仪及其在线测量软件(Monitor;Tools;SDK),机床操作手柄及安全注意事项,安装试件,安放好红外热像仪及电脑设备,请辅导教师检查。 2.试验走刀量 f 对切削温度的影响 固定a p,V改变f,切削,记录保存瞬时的温度分布图和温度随时间的变化曲线。3.试验切削速度对切削温度的影响 固定a p,f 改变V 切削,记录保存瞬时的温度分布图和温度随时间的变化曲线。 六、实验报告要求 1、自行设计切削温度测量的单因素实验表格(预习完成),认真总结红外热像仪测温原理和方法。 2、对获得的温度分布图和变化曲线数据进行整理分析,并与教材上的经验公式计算结果进行比较分析。图线要贴在实验报告上。 切削力计算经验式 ————————————————————————————————作者:————————————————————————————————日期: 您 要 打 印 的 文 件 是: 切 削 力 计 算 的 经 验 公 式 打印本文 切削力计算的经验公式 作者:佚名转贴自:本站原创 1.计算切削力的指数公式常用的指数公式如下: 式中Fc、Fp、Ff ─分别为主切削力、背向力、进给力; CFc、CFp、C Ff ─决定于被加工材料和切削条件的系数; xFc、yFc、nFc、xFp、yFp、nFp、xFf、yFf、nFf ─公式中切削用量的指数; KFc、KFp、KFf ─三个分力计算中,当实际加工条件与求得经验公式的条件不同时,各种因素对切削力影响的修正系数之积。 各系数、指数及修正系数之值可查阅《金属切削手册》。 2.用单位切削力算主切削力已取得了不同刀具、工件材料及不同加工条件下的单位切削力和单位切削功率的实验统计数据。从手册中可查到这些数据。表3-2几种常用材料的单位切削力、单位切削功率,由式(3-13)计算出Fc。 表3—2 硬质合金外圆车刀切削常用金属材料的单位切削力、单位切削功率 工件材料 单位切削功率 /[KW/(mm3/s)]单位切削 力 /(N/mm2) 实验条件 名称牌号 制造热处 理状态硬度 /HBS 刀具几何参数切削用量范围 钢45 热轧或正 火187196210-61962 =15° 前 刀 br1=0 Vc=1.5~1.75m/s ap=1~5mm 调质(淬火高温回火)229230510-62305 =75° =0° 面 带 卷 屑 槽 br1=0.1~0.15mm f=0.1~0.5mm/r 淬硬(淬火低温回火)44(HRC)264910-62649 r01=-20° 40Cr 热轧或正 火 212196210-61962 br1=0 调质(淬火 高温回火) 285230510-62305 r01=-20°br1=0.1~0.15mm 灰铸 铁 HT200退火170111810-61118br1=0平前刀面,无卷屑槽 Vc=1.17~1.42m/s ap=2~10mm f=0.1~0.5mm/r 3.影响切削力的因素 ⑴工件材料的影响工件材料的强度、硬度越高,剪切强度τs越大,虽然切削厚 度压缩比有所下降,但切削力总趋势还是增大的。强度、硬度相近的材料,塑性大,则与刀面的摩擦系数μ也较大,故切削力增大。灰铸铁及其它脆性材料,切削时一般形成崩碎切屑,切屑与前刀面的接触长度短,摩擦小,故切削力较小。材料的高温强度高,切削力增大。 ⑵切削用量的影响 ①背吃刀量和进给量的影响背吃刀量ap或进给量f加大,均使切削力增大,但两者的影响程度不同。加大ap 时,切削厚度压缩比不变,切削力成正比例增大;加大f加大时,有所下降,故切削力不成正比例增大。在车削力的经验公式中,加工各种材料的ap指数xFc≈1,而f的指数yFc=0.75~0.9,即当ap加大一倍时,Fc也增大一倍;而f加大一倍时,Fc只增大68%~86%。因此,切削加工中,如从切削力和切削功率角度考虑,加大进给量比加大背吃刀量有利。 ②切削速度的影响在图3-15的实验条件下加工塑性金属,切削速度vc>27m/min 时,积屑瘤消失,切削力一般随切削速度的增大而减小。这主要是因为随着vc的增大,切削温度升高,μ下降,从而使ξ减小。在vc<27m/min时,切削力是受积屑瘤影响而变化的。约在vc=5m/min时已出现积屑瘤,随切削速度的提高,积屑瘤逐渐增大,刀具的实际前角加大,故切削力逐渐减小;约在vc=17m/min处,积屑瘤最大,切削力最小;当切削速度超过vc=17m/min,一直到vc=27m/min时,由于积屑瘤减小,使切削力逐步增大。 实验三切削温度实验 一、实验目的和要求 1.了解车削时自然热电偶的构成以及采用自然热电偶进行切削温度实验的原理和 方法; 2.掌握自然热电偶现场快速标定的原理和方法,并获得其标定公式; 3.进行切削温度单因素实验或正交实验,了解切削用量对切削温度的影响规律,获 得切削温度的实验公式; 4.认知计算机辅助实验硬、软件的系统构成,并熟悉自然热电偶标定与切削温度实 验软件的具体操作。 二、实验原理与测量方法 1. 切削温度实验与标定系统的组成 切削温度实验系统由切削系统、切削温度实验仪器和计算机系统三大部分组成(图1、图3)。切削系统包括组成自然热电偶的工件(切屑)和硬质合金刀片,以及水银集电器、专用测温车刀等。切削温度实验仪器包括室温采集与数显板、三路高精度高倍率线性放大板以及为自然热电偶快速标定提供加热电源与控制的元器件等。计算机系统包含12位A/D板、计算机主机及其外设。此外,本系统还设置了自然热电偶标定附件。 系统使用接插线缆连接: 1)切削系统?切削温度实验仪器; 2)标定电源连接; 3)切削温度实验仪器?计算机系统之间有 两组扁平线接插件。 4)仪器电源线与普通的计算机电源线相同。 5)切削温度实验仪器接地螺钉位于其背面 的钢板上,请务必将切削温度实验仪器用 电线连接到符合标准的地线上! 图1 自然热电偶测温系统框图 图2 在车床上的切削温度实验系统全貌 2. 切削温度的测量方法 在切削过程中,硬质合金刀片和工件(切屑)组成了自然热电偶,切削温度实验就是将这个自然热电偶作为传感器来测量切屑温度的。切削时,自然热电偶产生的是温差热电势和温差热电流,“刀-屑”及“刀-工”接触区的高温端温度与硬质合金刀片另一端的冷端温度之差相当显著,所以,产生的热电势可以测量得到。硬质合金刀片作为自然热电偶的一个热电极,工件和切屑作为另一极。再将工件和切屑组成的这一极分成两部分,前者包括被切削加工的工件和与其紧密相连的一段切屑,后者就是一段切屑,这两段切屑端部的电压就是实验的检测对象——自然热电偶的热电势值。由于工件和切屑组成的热电极的前一部分是随着机床主轴旋转的,为将旋转着的切屑的热电势引导出来,便于检测,实验采用了水银集电器。 需要特别关注的是绝缘问题,在这里,由于棒状工件采用了尾顶尖,必须在尾顶尖莫氏锥面和车床尾座主轴莫氏锥孔之间进行绝缘处理,常用的方法是在尾顶尖莫氏锥面上涂塑或贴上一层塑料薄膜。当然,硬质合金车刀刀体与四方刀架之间(上、下两面),也需要垫上绝缘垫片。 热工测量仪表作业 切削温度测量方法概述Summary of Cutting Temperature Measurement Methods 作者姓名:王韬 专业:冶金工程 学号:20101360 指导老师:张华 东北大学 Northeastern university 2013年6月 切削温度测量方法概述 王韬 东北大学 摘要:高速切削加工现已成为当代先进制造技术的重要组成部分,切削热与切削温度是高速切削技术研究的重要内容。本文根据国内外高速切削温度测量方法的研究现状,对目前常用的切削温度测量方法进行了分类和比较,主要包括接触式测温、非接触式测温和其他测量方法三种,详细介绍了热电偶法、光辐射法、热辐射法、金相结构法等几种常用切削测温方法的基本原理、优缺点、适用范围及发展状况;介绍了几种新型高速切削温度测量方法。最后对各种测量方法作了比较,探讨了切削温度实验测量方法研究的发展方向。 关键词: 切削温度,测量方法,发展状况 Summary of Cutting Temperature Measurement Methods Wang Tao Northeastern university Abstract: High-speed machining has become an important part of the contemporary advanced manufacturing technology. Cutting heat and cutting temperature is the important content of high speed cutting technology research. This paper gives the background to the measurement of metal cutting temperatures and a review of the practicality of the various methods of measuring cutting temperature while machining metals. Classify the cutting temperature measurement methods, mainly including non-contact temperature measurement, non-contact temperature test of other three kinds of measurement methods; Introduced the thermocouple method, radiation method, radiation method and metallographic structure of the basic principle of several kinds of commonly used cutting temperature measurement method, the advantages and disadvantages, applicable scope and the status of the development; Several new high-speed cutting temperature measurement methods are introduced. Finally discusses the development direction of cutting temperature experiment measurement method research for a variety of measurement methods. Keywords:metal cutting, cutting temperature, measurement method 3中国博士后科学基金资助项目(项目编号:中博基2000-23) 教育部留学回国人员科研启动基金资助项目(项目编号:教外司留 2000-479) 收稿日期:2001年10月 切削温度测量方法综述3 刘战强 黄传真 万 熠 艾 兴 山东大学 摘 要:对目前常用的切削温度测量方法进行了综合评述,介绍了各种测温方法的基本原理、优缺点及适用范围。关键词:金属切削, 切削温度, 测量方法 Summary of Cutting T emperature Measurement Methods Liu Zhanqiang Huang Cuanzhen Wan Y i et al Abstract :The present methods used to measure the cutting temperature are summarized.The fundamental principles ,merits and demerits and application ranges of these cutting temperature measurement methods are introduced. K eyw ords :metal cutting , cutting temperature , measurement method 1 引言 在机械制造业中,虽然已发展出各种不同的零件成型工艺,但目前仍有90%以上的机械零件是通过切削加工制成。在切削过程中,机床作功转换为等量的切削热,这些切削热除少量逸散到周围介质中以外,其余均传入刀具、切屑和工件中,刀具、工件和机床温升将加速刀具磨损,引起工件热变形,严重时甚至引起机床热变形。因此,在进行切削理论研究、刀具切削性能试验及被加工材料加工性能试验等研究时,对切削温度的测量非常重要。测量切削温度时,既可测定切削区域的平均温度,也可测量出切屑、刀具和工件中的温度分布。常用的切削温度测量方法主要有热电偶法、光辐射法、热辐射法、金相结构法等[1~5]。 2 切削温度测量方法 2.1 热电偶法 当两种不同材质组成的材料副(如切削加工中的刀具—工件)接近并受热时,会因表层电子溢出而产生溢出电动势,并在材料副的接触界面间形成电位差(即热电势)。由于特定材料副在一定温升条件下形成的热电势是一定的,因此可根据热电势的大小来测定材料副(即热电偶)的受热状态及温度变化情况。采用热电偶法的测温装置结构简单,测量方便,是目前较成熟也较常用的切削温度测量方法。根据不同的测量原理和用途,热电偶法又可细分为以下几种: (1)自然热电偶法 自然热电偶法[1,3,4]主要用于测定切削区域的 平均温度。采用自然热电偶法的测温装置如图1所示。 它是利用刀具和工件分别作为自然热电偶的两极,组成闭合电路测量切削温度。刀具引出端用导线接入毫伏计的一极,工件引出端的导线通过起电刷作用的铜顶尖接入毫伏计的另一极。测温时,刀具与工件引出端应处于室温下,且刀具和工件应分别与机床绝缘。切削加工时,刀具与工件接触区产生的高温(热端)与刀具、工件各自引出端的室温(冷端)形成温差电势,该电势值可用接入的毫伏计测出,切削温度越高,该电势值越大。切削温度与热电势毫伏值之间的对应关系可通过切削温度标定得到。根据切削实验中测出的热电势毫伏值,可在标定曲线上查出对应的温度值。 图1 自然热电偶法测量切削温度示意图 采用自然热电偶法测量切削温度简便可靠,可 方便地研究切削条件(如切削速度、进给量等)对切削温度的影响。值得注意的是,用自然热电偶法只能测出切削区的平均温度,无法测得切削区指定点的温度;同时,当刀具材料或(和)工件材料变换后,切削温度—毫伏值曲线也必须重新标定。 (2)人工热电偶法 人工热电偶法(也称热电偶插入法)[1,3]可用于 切削热的产生与切削温度的测量 切削热和由此产生的切削温度是金属切削过程中的一个重要物理现象。大量的切削热使切削区域的温度升高,直接影响刀具的磨损和寿命,并影响工件的加工精度和表面质量。切削温度也可作为自动化生产中监控因素,所以研究切削热和切削温度变化规律对生产时间有重要的意义。 (一)切削热的产生和传出被切金属层在刀具的作用下发生弹性变形和塑性变形,这是切削热的一个来源。同时,切屑与前刀面、工件与后刀面间消耗的摩擦功也将转化为热能,这是切削热的又一个来源 (见图1)。 如果忽略后刀面上的摩擦功和进给运动所消耗的功,并假定主运动所消耗的功全部转化为热能,则单位时间内产生的切削热可算出: Qc=Fzvc 式中Qc--每秒钟内产生的切削热,单位为J/s ; Fz--主切削力,单位为N; vc--切削速度,单位为m/s。 图1 切削热的产生和传出 (二)切削温度及其测量方法 切削温度一般是指刀具与工件接触区域的平均温度。切削温度测量的方法很多,如图2所示。目前比较常用的测量切削温度的方法是热电偶法和光热辐射法。下面将分别进行阐述。 t 红外线F 板彳成胶片[法 r 热敏顔料法 热緻电饱达 域热计法 I 金属纽飙观察法 图2 切削温度的测量方法 1. 热电偶法 热电偶法又分为自然热电偶法和人工热电偶法(见表 1)。 表1 自然热电偶与人工热电偶比较 切別臥度测宦法 「单牟刀法 r fl 然热电偶法 「热电侧法* I 人工热砸偶法 '插入匸件法 『福射热计法 PhS 电池法 锯光电二极仰法 图3 自然热电偶法测温示意图 1.铜顶尖2?铜销3.车床主轴尾部4.工件5.刀具 图4 人工热电偶法测温示意图 a)测前刀面温度b)测工件温度 要想知道前刀面上的温度,还需应用传热学的原理和公式进行推算。应用人工热电偶法测温,并辅以传热学计算所得到的刀具、切屑和工件的切削温度分布情况(见图5)。 您要打印的文件是:切削力计算的经验公式打印本文 切削力计算的经验公式 作者:佚名转贴自:本站原创 度压缩比有所下降,但切削力总趋势还是增大的。强度、硬度相近的材料,塑性大,则与刀面的摩擦系数μ也较大,故切削力增大。灰铸铁及其它脆性材料,切削时一般形成崩碎切屑,切屑与前刀面的接触长度短,摩擦小,故切削力较小。材料的高温强度高,切削力增大。 ⑵切削用量的影响 ①背吃刀量和进给量的影响背吃刀量ap或进给量f加大,均使切削力增大,但两者的影响程度不同。加大ap 时,切削厚度压缩比不变,切削力成正比例增大;加大f加大时,有所下降,故切削力不成正比例增大。在车削力的经验公式中,加工各种材料的ap指数xFc≈1,而f的指数yFc=0.75~0.9,即当ap加大一倍时,Fc也增大一倍;而f加大一倍时,Fc只增大68%~86%。因此,切削加工中,如从切削力和切削功率角度考虑,加大进给量比加大背吃刀量有利。 ②切削速度的影响在图3-15的实验条件下加工塑性金属,切削速度vc>27m/min 时,积屑瘤消失,切削力一般随切削速度的增大而减小。这主要是因为随着vc的增大,切削温度升高,μ下降,从而使ξ减小。在vc<27m/min时,切削力是受积屑瘤影响而变化的。约在vc=5m/min时已出现积屑瘤,随切削速度的提高,积屑瘤逐渐增大,刀具的实际前角加大,故切削力逐渐减小;约在vc=17m/min处,积屑瘤最大,切削力最小;当切削速度超过vc=17m/min,一直到vc=27m/min时,由于积屑瘤减小,使切削力逐步增大。 图3-15 切削速度对切削力的影响 切削脆性金属(灰铸铁、铅黄铜等)时,因金属的塑性变形很小,切屑与前刀面的摩擦也很小,所以切削速度对切削力没有显著的影响。 ⑶刀具几何参数的影响 ①前角的影响前角γo加大,被切削金属的变形减小,切削厚度压缩比值减小,刀具与切屑间的摩擦力和正应力也相应下降。因此,切削力减小。但前角增大对塑性大的材料(如铝合金、紫铜等)影响显著,即材料的塑性变形、加工硬化程度明显减小,切削力降低较多;而加工脆性材料(灰铸铁、脆铜等),因切削时塑性变形很小,故前角变化对切削力影响不大。 ②负倒棱的影响前刀面上的负倒棱(如图3-16a),可以提高刃区的强度, 万方数据 万方数据 万方数据 刀具检测方法综述 作者:陈雷明, 杨润泽, 张治, CHEN Lei-ming, YANG Run-ze, ZHANG Zhi 作者单位:军械工程学院基础部,河北石家庄,050003 刊名: 机械制造与自动化 英文刊名:JIANGSU MACHINE BUILDING & AUTOMATION 年,卷(期):2011,40(1) 参考文献(8条) 1.Lei Bin Messendes Verschleiss von Hochoeschwindigkeit-Fraesem mittens Themuxspannung 1997(05) 2.张克南;陈一军;谢里阳电机电流分析法在机床类设备诊断中的应用研究[期刊论文]-机床与液压 2007(03) 3.雷彬国外铣削刀具磨损量自动检测方法综述 1996(02) 4.李劲松;陈鼎吕基于铣削刀的刀具磨损监控研究 1998(05) 5.Weis W Automatisierte Werkzeuguber wachung ynd-vermessung beim Frdsen mit Hilfe bildverarbeitender System 1994(12) 6.Weis W Viele Methoden-Arten der VerechleiBmessung an Werkzeugen fur das spanende Fertigen 1992(40) 7.Trummer A Werkzeugen chieiSensorik fur die Prismatic bearbaiting in flexible Fatiguing system 1990(02) 8.雷彬;罗建华用温差电压法测量高速铣削刀具的磨损量 1997(02) 本文链接:https://www.360docs.net/doc/3f5670156.html,/Periodical_jxzzyzdh201101016.aspx 习题课:金属切削基础知识和刀具材料 一、选择题 1、切削用量对切削力影响最大的是()。 A切削速度;B切削深度;C进给量; 2、切削用量对切削温度影响最小的是()。 A切削速度;B切削深度;C进给量; 3、积屑瘤是在()切削塑性材料条件下的一个重要物理现象。 A低速;B中低速;C中速;D高速; 4、切削用量对刀具耐用度影响最大的是()。 A切削速度;B切削深度;C进给量; 5、刀具的主偏角是()。 A在基面内测量的主切削刃在基面上的投影与进给运动方向的夹角; B主切削刃与工件回转轴线间的夹角,在基面中测量; C主切削刃与刀杆的角度;D主切削刃与基面的夹角; 6、在切削平面内测量的角度有()。 A前角和后角;B主偏角和负偏角;C刃倾角; 7、刀具磨钝标准是规定控制()。 A刀尖磨钝量;B后刀面磨钝高度VB;C前刀面月牙洼的深度; D后刀面磨损的厚度(即深度); 8、影响刀具的锋利程度、减小切削变形、减小切削力的刀具角度是()。 A主偏角;B前角;C负偏角;D刃倾角;E 后角; 9、刀具上能使主切削刃的工作长度增大的几何要素是()。 A增大前角;B减小后角;C减小主偏角;D增大刃倾角;E减小负偏角; 10、刀具上能减小工件已加工表面粗糙度值的几何要素是()。 A增大前角;B减小后角;C减小主偏角;D增大刃倾角;E减小负偏角; 11、刀具上能减小工件已加工表面粗糙度值的几何要素是()。 A增大前角;B减小后角;C减小主偏角;D增大刃倾角;E减小负偏角; 12、车外圆时,能使切屑流向工件待加工表面的几何要素是()。 A刃倾角大于0;B刃倾角小于0; C 前角大于0;D前角小于0; 13、当工件的强度、硬度、塑性较大时,刀具耐用度()。 A不变;B不定;C增高;D降低; 14、切削铸铁工件时刀具的磨损主要发生在()。 A前刀面;B后刀面;C前、后刀面; 15、粗车碳钢工件时,刀具的磨损主要发生在()。 A前刀面;B后刀面;C前、后刀面; 16、加工铸铁时,产生表面粗糙度的主要原因是残留面积和()等因素引起的。 A塑性变形;B塑性变形和积屑瘤;C积屑瘤;D切屑崩碎; 二、判断题 1、刀具寿命的长短、切削效率的高低与刀具材料切削性能的优劣有关。() 2、刀具磨钝标准VB表中,高速钢刀具的VB值均大于硬质合金刀具的VB值,所以高速钢刀具是耐磨损的。() 3、由于硬质合金的抗弯强度较低,冲击韧性差,所取前角应小于高速钢刀具的前角。() 4、积屑瘤的产生在精加工时要设法避免,但对粗加工有一定的好处。() 5、一般在切削脆性金属材料和切削厚度较小的塑性金属材料时,所发生的磨损往往在刀具 实验三采用红外热像仪的切削温度测量 一、实验概述 切削过程中,会产生一系列物理现象,如切削变形、切削力、切削热与切削温度、刀具磨损等。对切削加工过程中的切削力、切削温度进行实时测量,是研究切削机理的基本实验手段和主要研究方法。通过对实测的切削温度进行分析处理,可以推断切削过程中的切削变形、刀具磨损、工件表面质量的变化机理。在此基础上,可进一步为切削用量优化,提高零件加工精度等提供实验数据支持。 本实验是使用红外热像仪进行切削温度的非接触测量,研究切削用量对于切削温度的影响。通过本实验可使同学们熟悉制造技术工程中的基础实验技术和方法,了解用先进的仪器设备研究传统切削加工的方法。 二、实验目的 1、学习及掌握红外热像仪测量切削温度的方法,了解红外成像测温原理 2、研究υc、f对切削温度的影响. 三、实验仪器设备 1、CA6140车床 2、Flir A315 红外热像仪 3、刀具:YT15,角度:γ=α=κr= λs= 。 4、试件:45钢棒料 说明:刀具参数、车床和工件由各班学委负责准备或负责,红外热像仪的操作由胡玉琴同学负责。 四、实验原理 红外热像仪的基本工作原理是利用了斯蒂芬—波尔兹曼定律,即 E =εσT4(1) 式中 E ———物体辐射单元单位面积的辐射能量(W/ m2) ε———物体辐射单元表面辐射率(取决于物体表面性质) σ———斯蒂芬—波尔兹曼常数(σ = 5.76 ×10 - 8W/ m2·K4) T ———物体辐射单元的表面温度(K) 切削时,红外热像仪通过光机扫描机构探测工件(或刀具) 表面辐射单元的辐射能量,并将每个辐射单元的辐射能量转换为电子视频信号,通过对信号进行 影响切削力和切削温度的因素 影响因素 被影响的因素力温度 工件材料强度、硬 度 材料的强度、硬度越高,则屈服强度越高,切削 力越大。 材料的强度、硬度越高,温度越高。 塑性、韧 性 在强度、硬度相近的情况下,材料的塑性、韧性 越大,则刀具前面上的平均摩擦系数越大,切削 力也就越大。脆性材料,切削时一般形成崩碎切 屑,切屑与前面的接触长度短,摩擦小,故切削 力较小。 导热系数导热系数越低,温度越高 切削用量背吃刀量 和进给量 进给量f 增大时,切削力有所增加;(程度小) 背吃刀量a p增大时,切削刃上的切削负荷也随之 增大,即切削变形抗力和刀具前面上的摩擦力均 成正比的增加。(程度大) 从切削力和切削功率角度考虑,加大进给量比加 大背吃刀量有利。 切削温度与切削用量的关系式为: ) (C K v f a c z c y x p θ θ θ θ θ θ= 三个影响指数zθ>yθ>xθ,说明切削 速度对切削温度的影响最大,背吃刀量对切削 温度的影响最小。 切削速度切削速度在5~17m/min区域内增加时,积屑瘤高 度逐渐增加,切削力减小; 切削速度继续在17~27m/min范围内增加,积屑 瘤逐渐消失,切削力增加; 在切削速度大于27m/min时,积屑瘤消失,由于 切削温度上升,摩擦系数减小,切削力下降。一 般切削速度超过90m/min时,切削力无明显变化。 在切削脆性金属工件材料时,因塑性变形很小, 刀屑界面上的摩擦也很小,所以切削速度υc 对 切削力F c无明显的影响。 在实际生产中,如果刀具材料和机床性能许可, 采用高速切削,既能提高生产效率,又能减小切 削力。 刀具几何参数前角前角: γo↑→切削变形↓→切削力↓(塑性材 料) 前角γo↑→塑性变形和摩擦↓→切削温度。 但前角不能太大,否则刀具切削部分的锲角过 小,容热、散热体积减小,切削温度反而上升。 前角超过 20 ~ 18后,对降低切削温度 并无明显作用 负倒棱负倒棱参数大大提高了正前角刀具的刃口强度, 但同时也增加了负倒棱前角(负前角)参加切削的 比例,负前角的绝对值↑→切削变形程度↑→切 削力↑; 基本无影响 主偏角Fp=F D cosKr F f=F D SinKr Kr ↑→Fp ↓, Ff ↑(课本P47图1-52) 主偏角κr↑→切削刃工作接触长度↓,切削宽 度b D↓,散热条件变差,故切削温度↑ 刀尖圆弧 半径 rε↑→切削刃圆弧部分的长度↑→切削变形↑ →切削力↑。此外rε增大,整个主切削刃上各点 主偏角的平均值减小,从而使Fp增大、Ff 减小。 基本无影响 刃倾角λs↓→Fp↑, Ff↓,Fc基本不变 切削热和切削温度 一切削热的产生和传导 被切削的金属在刀具的作用下,发生弹性和塑性变形而耗功,这是切削热的一个重要来源。此外,切屑与前刀面、工件与后刀面之间的摩擦也要耗功,也产生出大量的热量。因此,切削时共有三个发热区域,即剪切面、切屑与前刀面接触区、后刀面与过渡表面接触区,如图示,三个发热区与三个变形区相对应。所以,切削热的来源就是切屑变形功和前、后刀面的摩擦功。 二切削温度的测量 尽管切削热是切削温度上升的根源,但直接影响切削过程的却是切削温度,切削温度一般指前刀面与切屑接触区域的平均温度。 前刀面的平均温度可近似地认为是剪切面的平均温度和前刀面与切屑接触面摩擦温度之和。 三影响切削温度的主要因素 根据理论分析和大量的实验研究知,切削温度主要受切削用量、 刀具几何参数、工件材料、刀具磨损和切削液的影响,以下对这 几个主要因素加以分析。 1.切削用量的影响 分析各因素对切削温度的影响,主要应从这些因素对单位时间内 产生的热量和传出的热量的影响入手。如果产生的热量大于传出 的热量,则这些因素将使切削温度增高;某些因素使传出的热量 增大,则这些因素将使切削温度降低。切削速度对切削温度影响 最大,随切削速度的提高,切削温度迅速上升。而背吃力量a p 变化时,散热面积和产生的热量亦作相应变化,故ap对切削温 度的影响很小。 2.刀具几何参数的影响 切削温度θ随前角γo的增大而降低。这是因为前角增大时,单位 切削力下降,使产生的切削热减少的缘故。但前角大于18°~20° 后,对切削温度的影响减小,这是因为楔角变小而使散热体积减 小的缘故。主偏角Κr减小时,使切削宽度a w增大,切削厚度a c 减小,故切削温度下降。负倒棱bγ1在(0-2)f范围内变化,刀尖 圆弧半径r e在0-1.5mm范围内变化,基本上不影响切削温度。 因为负倒棱宽度及刀尖圆弧半径的增大,会使塑性变形区的塑性 切削力计算的经验公式 通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。 1 .指数公式 主切削力(2-4) 背向力(2-5) 进给力(2-6) 式中F c————主切削力( N); F p————背向力( N); F f————进给力( N); C fc、 C fp、 C ff————系数,可查表 2-1; x fc、 y fc、 n fc、 x fp、 y fp、 n fp、 x ff、 y ff、 n ff------ 指数,可查表 2-1。 K Fc、 K Fp、 K Ff---- 修正系数,可查表 2-5,表 2-6。 2 .单位切削力 单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。 kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7) 式中A D -------切削面积( mm 2); a p ------- 背吃刀量( mm); f - ------- 进给量( mm/r); h d -------- 切削厚度( mm ); b d -------- 切削宽度( mm)。 已知单位切削力 k c ,求主切削力 F c F c=k c·a p·f=k c·h d·b d (2-8) 式 2-8中的 k c是指 f = 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于 0.3mm /r时,需乘以修正系数K fkc,见表 2-3。 表 2-3 进给量?对单位切削力或单位切削功率的修正系数 K fkc, K fps 1.: a:主切削力(又叫切向力)它切于过渡表面且与基面垂直,与切削速度的方向一样b: 切深抗力(又叫背向力,径向力,吃刀力)处于基面与进给方向垂直,是加工表面法线上个的分力c: 进给力(又叫轴向力,走刀力)处于基面内与轴向的方向平行,是进给方向相反的力 2.积屑瘤: 在切削速度不高而又不能形成带状切屑的情况下,加工一般钢材或铝合金等塑性材料时,常在前刀面出黏着一块剖面呈三角状的硬块,它的硬度很高,通常是工件材料硬度的2~3倍,这种黏附在前刀面上的金属成为积屑瘤。(连续流动的切屑从黏在前刀面上的底层金属上流过时,若果温度与压力适当,切屑底部材料也会被阻滞在已经冷焊在前刀面上的金属层上,黏成一体,使黏结层逐步长大形成积屑瘤) 3.积屑瘤产生的条件: 塑料材料的加工硬化倾向越强,越容易产生积屑瘤。切削区的温度和压力很低时,不会产生积屑瘤;温度太高时,由于材料变软也不容易产生积屑瘤。对于碳钢来说,切削区温度处于300~350℃时积屑瘤的高度最大,切削区温度超过500℃积屑瘤便自行消失。 4.防止积屑瘤产生的措施: ⑴正确选择切削速度,使切削速度避开产生积屑瘤的区域⑵使用润滑性能好的切削液,目的在于减小底层材料与刀具前刀面间的摩擦⑶增大刀具前角γ。减小刀具前刀面与切屑之间的压力⑷适当提高工件材料硬度,减小加工硬化倾向 5.切屑的类型: ⑴带状切屑,⑵挤裂切屑,⑶单元切屑,⑷崩碎切屑 6.带状切屑形成条件: 加工塑型金属材料,当切削厚度较小,切削速度高,刀具前角较大时一般性成这种切屑。他的切削过程平稳,切削力波动小,已加工表面粗糙度较小 7.切屑的控制: ⑴采用断屑槽,通过设置断屑槽对流动中的切屑施加一定的约束力,使切削应变增大,切屑卷曲半径减小⑵改变刀具角度,增大刀具主偏角К,切削厚度变大,有利于断屑。减小刀具前角γ可使切屑变形加大,切屑易于折断⑶调整切削用量,提高进给量?使切削厚度增大,对断屑有利。 8.切削热的产生: 切削是由切削功转化的,切削时所消耗的能量的98%~99%转换为切削热。切削层金属在刀具的作用下发生弹性塑性形变耗功,切屑与前刀面,工件与后刀面摩擦也要耗功产生大量的热 9.切削液的作用: ⑴冷却作用⑵润滑作用⑶清洗作用⑷防锈作用 10.切削液的选用: 获得较低的产品表面粗糙度,较长的刀具寿命,但加工速度高用由基切削液会产生烟雾。有效地降低切削温度,提高加工效率用水基 11.刀具耐用度: 指刃磨后的刀具自开始切削直到磨损量达到磨钝标准为止的切削时间(⑴是确定换刀时间的依据,⑵它所指的切削时间不包括在加工中用于对刀,测量,快进,回程等非切削时间。 ⑶刀的总寿命等于刀具开刃次数乘以刀具耐用度。⑷是判断刀具切削加工性,几何参数,切削用量选择是否合理的重要指标) 12.加工精度: 切削加工中切削温度测定方法 ①自然热电偶法和人工热电偶法 目前切削温度测量方法应用广泛,成熟可靠的是自然热电偶法和人工热电偶法。图1所示为自然热电偶测温简易装置,作为自然热电偶两极的刀具、工件必须是具有不同化学成分的材质,刀具、工件、显示仪表相连便组成了一个简单的闭合电路。毫伏计两端各接有分别来自工件、刀具引出端导线,切削加工时,切削区温度上升,切削区的刀具工件就相当于一个热端,毫伏计接连处相当于一个冷端(室温),冷热端之间因为温差必然导致热电势,在该闭合电路里冷热端形成的回路中的电动势在毫伏表记录下来,温度值可从相对应的温度与毫伏值标定获知。。采用自然热电偶法仅限于获取平均切削温度,它不能够测量某一具体点温度,而且针对不同刀具或工件材料,需要重新对温度-毫伏值曲线进行标定。自然热电偶测温方法主要应用于车削加工。 图1 自然热电偶法测量切削温度示意图 1、钢顶尖 2、铜销 3、毫伏计 4、车刀 5、工件 6、车床主轴尾部 人工热电偶法(见图2)解决了自然热电偶法只能测切削区平均温度这一限制,其能够测得切削区刀、屑、工件某一具体点的温度。人工热电偶是由2种绝缘的金属丝构成的,而且金属丝事先已进行标定,金属丝焊接于刀具或工件的测温点上或埋进测温点开的小孔内(小孔会影响刀具里热流及温度分布,甚至减弱刀具强度,所以孔的直径在满足要求的情况下应尽可能的小),形成热端。冷端通过导线串联毫伏计,与自然热电偶法同理,冷热端之间因为温差导致热电势,根据记录的毫伏值和标定曲线得到热端温度。该法不用反复标定特定电偶材料,且电偶材质更换方便,但是对于高硬度材质的刀具,开孔后埋入金属丝的操作过程困难,致使该法应用推广受到限制。高速铣削加工切削力和切削温度关系解析
车削时切削温度的测量
实验二采用红外热像仪的切削温度测量
切削力计算经验式
实验三-切削温度实验
切削温度测量方法概述..
切削温度测量方法综述
切削热的产生与切削温度的测量
切削力计算的经验公式.-切削力计算
刀具检测方法综述
1习题课:切削力和切削温度
实验三 采用红外热像仪的切削温度测量
影响切削力和切削温度的因素
切削热和切削温度
切削力计算的经验公式
切削力的三个分力
切削加工中切削温度测定方法