钳工实操试题
钳工实操试题
1、题目
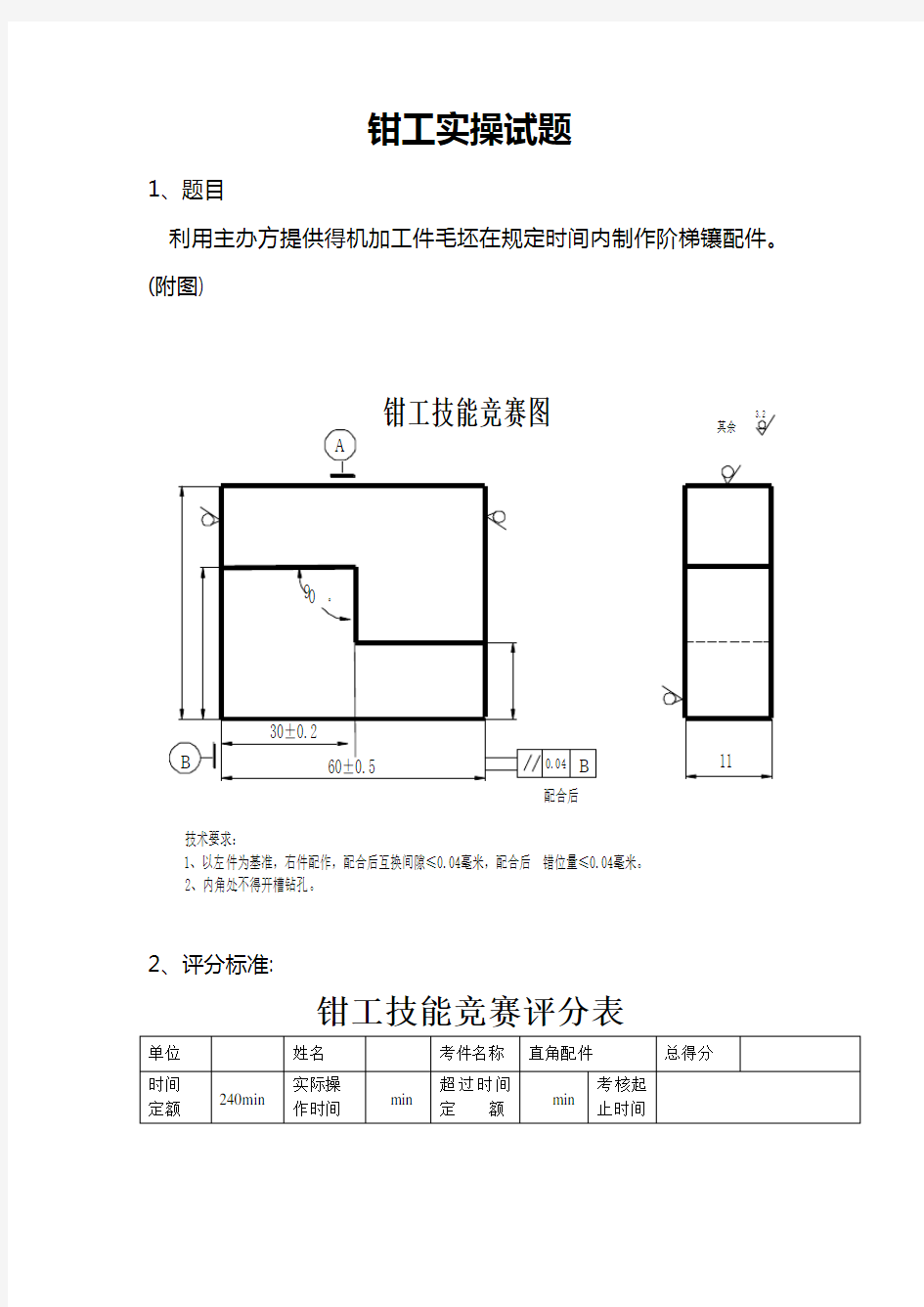
利用主办方提供得机加工件毛坯在规定时间内制作阶梯镶配件。(附图)
3.2
其余
技术要求:
1、以左件为基准,右件配作,配合后互换间隙≤0.04毫米,配合后错位量≤0.04毫米。
2、内角处不得开槽钻孔。
配合后
2
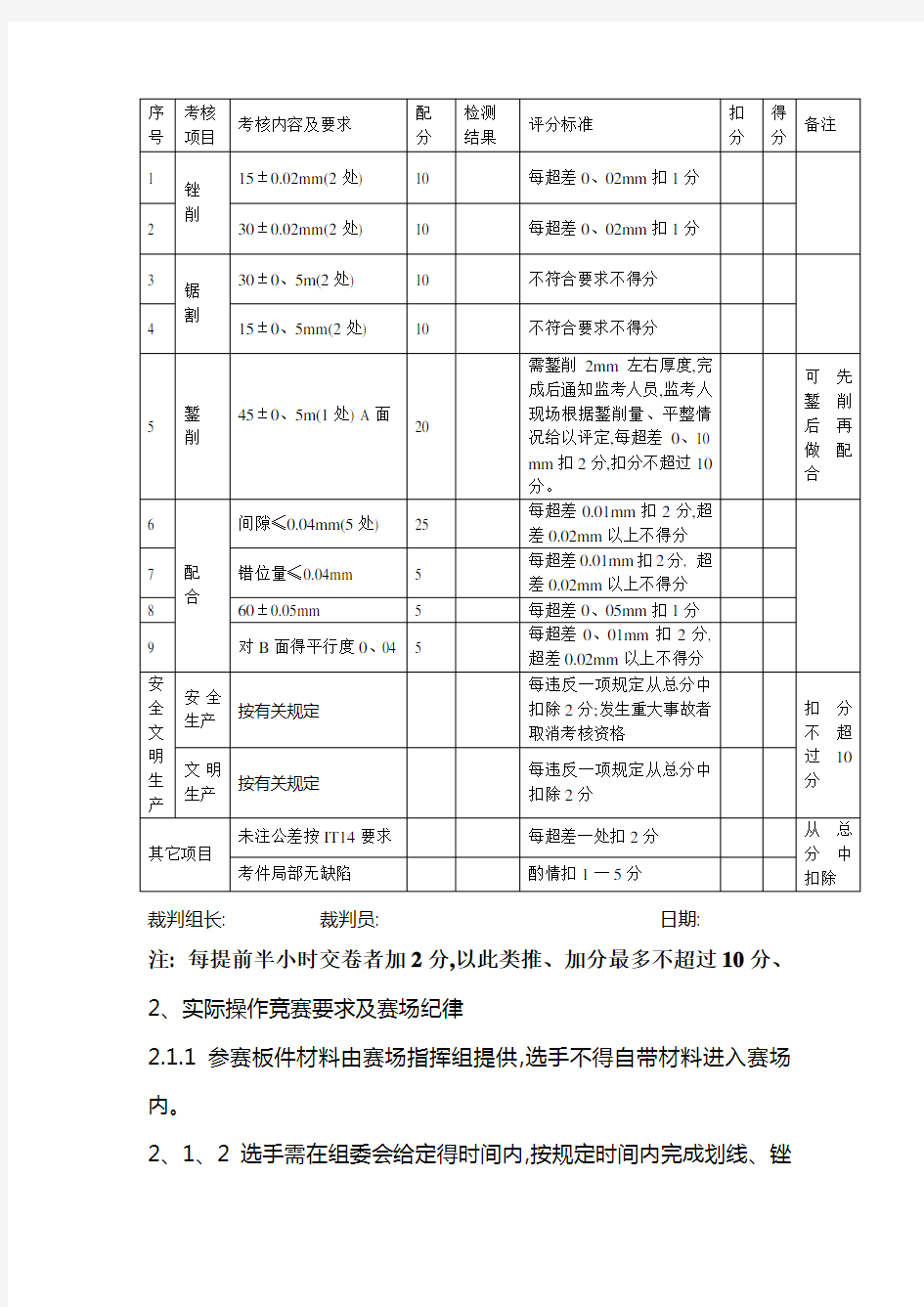
、评分标准:
钳工技能竞赛评分表
裁判组长: 裁判员: 日期:
注: 每提前半小时交卷者加2分,以此类推、加分最多不超过10分、2、实际操作竞赛要求及赛场纪律
2.1.1参赛板件材料由赛场指挥组提供,选手不得自带材料进入赛场内。
2、1、2选手需在组委会给定得时间内,按规定时间内完成划线、锉
削、錾削、锯割、工件配合,达到试题要求,其时间长度不得超过10分钟。
2.1.3选手不得在工件上制造明显得异常标记。
2、1、4选手不得自带工具入场,所有工具均由组委会提供。
2、1、5选手一旦告知裁判完成,不得再对工件进行任何处理。
2、1、6选手迟到15min,取消本场参赛资格,成绩记为0分。
2、1、7退出竞赛或被取消参赛资格得选手应立即离开现场。
3、比赛计时得规定
3、1赛前准备工作应在指定得时间内完成,未完成者,其拖延时间计入正式比赛得时间内。
3、2比赛到规定得时间工件未能完成,可加算延长期,但超过得时间需按竞赛评标准进行扣分。延长期最多不超过10分钟,延长期到无论工件就是否完成,比赛即行终止,监督人员收回工件。
3、3工件制作完成后,应将工件摆放到指定位置,由计时人员停止计时。
3、4比赛中遇有非人为因素而中断时,选手应立即向监督人员报告,中断时间可减去不计。
4、成绩评定与评分标准
4、1技能两项比赛得总成绩满分为100分。
4、2各技能成绩按外观工艺、工件配合质量与速度三项指标评定。
全.工具钳工(初级)实操 模拟考试
工具钳工(初级)实操模拟考试 1、【判断题】注射机操作过程中应注意观察压力油的温度,液压油的理想工作温度应保持在45~50℃之间,一般在35~60℃范围内比较合适。(√) 2、【判断题】设备,工具的管理是车间生产管理的主要内容之一。(×) 3、【判断题】T4145坐标镗床保证坐标精度为0.04mm。(×) 4、【判断题】对于宽度不大的旋转体,可以认为其偏心重量是位于同一回转平面内的,我们把这样的不平衡旋转体称为静不平衡的旋转体。(√) 5、【判断题】新铣床验收中发现有几何精度误差,操作工作应负责进行修复。(×) 6、【判断题】调整X62W型铣床主轴轴承间隙时,应先松开紧固螺钉,用扳手勾住调节螺母,然后将主轴顺时针旋转至转不动后,再使主轴反转一个角度,以获得所需间隙。(√) 7、【判断题】使用手电钻时必须戴绝缘手套,换钻头时须拔下插头。(√) 8、【判断题】型模多推杆装配时,可将推杆与推杆孔进行选配,并将推杆孔入口处及推杆顶端倒成小圆角。(√) 9、【判断题】铰削铸铁件时,加煤油可造成孔径缩小。(×)
10、【判断题】圆柱度公差带形状是一个圆柱。(×) 11、【判断题】齿轮传动的传动比是主动齿轮与从动齿轮角速度(或转速)的比值。(√) 12、【判断题】检验砂轮主轴轴线与头架主轴轴线的等高度时,头架应在热态下检验。(√) 13、【判断题】切削时,切削速度越快,刀具磨损就越厉害。(×) 14、【判断题】镗床在作空载运转试验时,对温升没有要求。(×) 15、【判断题】杠杆千分尺同杠杆卡规类似,只能用于相对测量。(×) 16、【判断题】知识产权是一种财产权。(×) 17、【判断题】万能渐开线检查仪测量时,当测头移过的距离恰好与被测齿轮转过Ф角时的基圆展开弧长相适应时,测头必有理论渐开线位置(√) 18、【判断题】在万能卧式铣床上用先对刀,后转动工作台的方法加工螺旋槽工件,影响槽的位置精度的主要因素是工作台回转中心对主轴旋转中心及工作台中央T形槽偏差过大。(√) 19、【判断题】组装组合夹具的基础板的结构是由工件的定位,夹紧和工件的尺寸而确定的。(×) 20、【判断题】钻小孔时应选择较大的进给量和较低的转速。(×) 21、【判断题】大型工件采用分段法进行划线也能保证很高的精确度。(×)
钳工实操试题
钳工实操试题 1. 题目 利用主办方提供的机加工件毛坯在规定时间内制作阶梯镶配件。 (附图) 技术要求: 1、 以左件为基准,右件配作,配合后互换间隙w 0错位i 量米,0?配合米 2、 内角处不得开槽钻孔。 钳工技能竞赛图 3.2 其余? 1 $ ° 60土 0.5 〃 0.0 4 B 11 30土 0.2 . 2^ul^3 配合后
2.评分标准: 钳工技能竞赛评分表 单位姓名考件名称直角配件总得分 时间定额240min 实际操 作时间 min 超过时间 定额 min 考核起 止时间 序号考核 项目 考核内容及要求 配分检测 结果 评分标准 扣 分 得 分 备注 1 锂 15± 0.02mm(2 处)10 每超差扣1分 2 削 30 ± 0.02mm(2 处)10 每超差扣1分 3 锯割30 ± (2 处)10 不符合要求不得分 4 15± (2 处)10 不符合要求不得分 5 錾削45 ± (1 处)A 面20 需錾削2mm左右厚度,完成 后通知监考人员,监考人现 场根据錾削量、平整情况给 以评定,每超差mm 扣2分, 扣分不超过10分。 可先錾 削后再 做配合 6 配间隙w 0.04mm(5 处)25 每超差0.01mm扣2分,超差 0.02mm以上不得分 7 错位量w 0.04mm 5 每超差0.01mm扣2分,超差0.02mm以上不得分 8 60 ± 0.05mm 5 每超差扣1分 9 合对B面的平行度 5 每超差扣2分,超差 0.02mm以上不得分 安全文安全生 产 按有关规定 每违反一项规定从总分中扣 除2分;发生重大事故者取消 考核资格 扣分不 超 明 生产文明生 产 按有关规定 每违反一项规定从总分中 扣除2分 过10 分 其它项目未注公差按IT14要求每超差一处扣2分 从总分 中扣除考件局部无缺陷酌情扣1 一 5分 裁判组长: 裁判员: 日期:
钳工实操试题
钳工实操试题 1.题目 利用主办方提供的机加工件毛坯在规定时间内制作阶梯镶配件。(附图) ° 90 15±0.2 45±0.560±0.5 30±0.2 30±0.2 B 11 A 0.04 B 3.2 其余 技术要求: 1、以左件为基准,右件配作,配合后互换间隙≤0.04毫米,配合后错位量≤0.04毫米。 2、内角处不得开槽钻孔。 钳工技能竞赛图 配合后
2.评分标准: 钳工技能竞赛评分表 单位姓名考件名称直角配件总得分 时间定额240min 实际操 作时间 min 超过时间 定额 min 考核起 止时间 序号考核 项目 考核内容及要求 配 分 检测 结果 评分标准 扣 分 得 分 备注 1 锉 削15±0.02mm(2处) 10 每超差扣1分 2 30±0.02mm(2处) 10 每超差扣1分 3 锯 割30±(2处) 10 不符合要求不得分 4 15±(2处) 10 不符合要求不得分 5 錾 削 45±(1处) A面 20 需錾削2mm左右厚度,完 成后通知监考人员,监考 人现场根据錾削量、平整 情况给以评定,每超差 mm扣2分,扣分不超过 10分。 可先 錾削 后再 做配 合 6 配 合间隙≤0.04mm(5处) 25 每超差0.01mm扣2分,超 差0.02mm以上不得分 7 错位量≤0.04mm 5 每超差0.01mm扣2分, 超差0.02mm以上不得分 8 60±0.05mm 5 每超差扣1分 9 对B面的平行度 5 每超差扣2分, 超差0.02mm以上不得分 安全文明生产安全 生产 按有关规定 每违反一项规定从总分中 扣除2分;发生重大事故者 取消考核资格 扣分 不超 过10 分 文明 生产 按有关规定每违反一项规定从总分中 扣除2分 其它项目未注公差按IT14要求每超差一处扣2分从总 分中 扣除考件局部无缺陷酌情扣1一5分
钳工实操试题35962
罗庄区钳工大赛实操试题 1题目 利用主办方提供的机加工件毛坯在规定时间内制作阶梯镶配件。(附图) 一、切削加工类钳工竞赛图
评分表 项目序 号 考核内容 配 分 评分标准 主要项目1验板锉削尺寸550 -0.08 mm 2处10 1.超出公差带 ≤50%,扣除该 项配分1/2 2.超出公差带2验板锉削角度60°±8′2处10 3对板锉削尺寸550 -0.08mm4 4对板锉削尺寸300 -0.06mm6
备料单(工具、量具可自备): 1、钢板材质20﹟,尺寸90×102mm壹块.预加工基准面B。 2、量具:平台、弯板、高度尺、游标卡尺、直角尺、 塞尺、划规、量角器等。 3、自备工具:钢锯、锉刀、锤子、錾子、可调式铰刀Ф10 Φ3mm、Ф9.5mm钻头、字号
裁判组长: 裁判员: 日期: 注: 每提前半小时交卷者加2 分,以此类推.加分最多不超过10 分. 2.实际操作竞赛要求及赛场纪律 2.1.1 参赛板件材料由赛场指挥组提供,选手不得自带材料进入赛场内。 2.1.2 选手需在组委会给定的时间内,按规定时间内完成划线、锉削、錾削、锯割、工件配合,达到试题要求,其时间长度不得超过10 分钟。 2.1.3 选手不得在工件上制造明显的异常标记。 2.1.4 选手不得自带工具入场,所有工具均由组委会提供。 2.1.5 选手一旦告知裁判完成,不得再对工件进行任何处理。 2.1.6 选手迟到15min,取消本场参赛资格,成绩记为0 分。 2.1.7 退出竞赛或被取消参赛资格的选手应立即离开现场。 3.比赛计时的规定 3.1 赛前准备工作应在指定的时间内完成,未完成者,其拖延时间计入正式比赛的时间内。 3.2 比赛到规定的时间工件未能完成,可加算延长期,但超过的时间需按竞赛评标准进行扣分。延长期最多不超过10 分钟,延长期到无论工件是否完成,比赛即行终止,监督人员收回工件。 3.3 工件制作完成后,应将工件摆放到指定位置,由计时人员停止计时。 3.4 比赛中遇有非人为因素而中断时,选手应立即向监督人员报告,中断时间可减去不计。 4.成绩评定和评分标准 4.1 技能两项比赛的总成绩满分为100 分。 4.2 各技能成绩按外观工艺、工件配合质量和速度三项指标评定。
钳工实操试题
钳工实操试题 1、题目 利用主办方提供得机加工件毛坯在规定时间内制作阶梯镶配件。(附图) 3.2 其余 技术要求: 1、以左件为基准,右件配作,配合后互换间隙≤0.04毫米,配合后错位量≤0.04毫米。 2、内角处不得开槽钻孔。 配合后 2 、评分标准: 钳工技能竞赛评分表
裁判组长: 裁判员: 日期: 注: 每提前半小时交卷者加2分,以此类推、加分最多不超过10分、2、实际操作竞赛要求及赛场纪律 2.1.1参赛板件材料由赛场指挥组提供,选手不得自带材料进入赛场内。 2、1、2选手需在组委会给定得时间内,按规定时间内完成划线、锉
削、錾削、锯割、工件配合,达到试题要求,其时间长度不得超过10分钟。 2.1.3选手不得在工件上制造明显得异常标记。 2、1、4选手不得自带工具入场,所有工具均由组委会提供。 2、1、5选手一旦告知裁判完成,不得再对工件进行任何处理。 2、1、6选手迟到15min,取消本场参赛资格,成绩记为0分。 2、1、7退出竞赛或被取消参赛资格得选手应立即离开现场。 3、比赛计时得规定 3、1赛前准备工作应在指定得时间内完成,未完成者,其拖延时间计入正式比赛得时间内。 3、2比赛到规定得时间工件未能完成,可加算延长期,但超过得时间需按竞赛评标准进行扣分。延长期最多不超过10分钟,延长期到无论工件就是否完成,比赛即行终止,监督人员收回工件。 3、3工件制作完成后,应将工件摆放到指定位置,由计时人员停止计时。 3、4比赛中遇有非人为因素而中断时,选手应立即向监督人员报告,中断时间可减去不计。 4、成绩评定与评分标准 4、1技能两项比赛得总成绩满分为100分。 4、2各技能成绩按外观工艺、工件配合质量与速度三项指标评定。
工具钳工中级实操试卷
工具钳工中级操作技能考核试卷 考件编号: 注 意 事 项 一、本试卷依据2002年颁布的《工具钳工》国家职业标准命制。 二、请根据试题考核要求,完成考试内容。 三、请服从考评人员指挥,保证考核安全顺利进行。 制作"工字镶配" (1)本题分值:100分 (2)考核时间:420 min (另加30 min 准备时间) (3)考核形式:实操 (4)具体考核要求: a) 图样要求制作“工字镶配”: 1. 熟悉图样,分析技术要点,确定加工工艺。 2. 进行划线、锯削加工、锉削加工、钻、铰孔加工及测量。 b) 度要求: 1. 锉削IT8级、钻孔IT8~IT10级。 2. 形位公差按图样要求加工。 3. 表面粗糙度:锉削 3.2Ra m μ、铰孔 1.6Ra m μ。 c) 安全文明生产。 图样:工字镶配(操作图样) 考 生 答 题 不 准 超 过 此
考件编号: 技术要求: 1.各锉削面未注平面度0.02mm。 2.工件的各内交角处清根。 3.孔口倒角C0.5。 4.锐角倒钝R0.3。 3.2 其余 图样:工字镶配(装配图样)
考件编号: 技术要求: 1.件Ⅰ为基准件,件Ⅱ旋转180再装配一次(共两次装配)。 2.配合间隙≤0.05mm(共有14处配合)。 3.当-0.1 -0.12mm圆柱销,不能装入孔中扣装配分值的20%。4.当10-0.2 -0.22mm圆柱销,不能装入孔中扣装配分值的50%。5.当10-0.3 -0.32 mm圆柱销,不能装入孔中则装配不予检验。 (5)否定项说明:若考生严重违反安全操作规程,造成人员伤害或设 备损坏,则应及时终止其考试,考生该题成绩记为零分。
中级钳工技能鉴定实操考试试题
中级钳工技能鉴定实操考试试题 (一)填空:(每格1分,共20分) 1.圆柱齿轮装配一般是先把____装在轴上,再把____部件装入箱体。 2.齿轮啮合质量包括适当的____和一定的接触___以及正确的接触____。 3.蜗杆传动机构是用来传递相互____的两轴间的____。 4.蜗杆传动机构的装配顺序,一般是先装___,后装_____。 5.液压传动是以具有一定压力的____作为工作介质来传递_____。 6.油缸是将____能转变为____能的能量转换装置。 7.键装入轴槽中,键长方向与轴槽有____的间隙,键的顶面与轮毂槽之间有_______的间隙。 8.液压传动阀,按用途分____________阀、_____阀和流量阀。 9.常用油泵有______,______,_______。 (二)判断题:(每题2分,共20分) 1.分组选配法的装配精度,完全取决于零件的加工精度。() 2.无论长径比大或小的旋转零件,只须进行静平衡即可保证正常工作。()3.普通平键的连接,键的上下两面是工作面,键侧与键槽有一定间隙。()4.钻削圆锥销孔,按圆锥销小头直径尺寸选用钻头。() 5.配合件的过盈量及配合尺寸较大时,一般采用热胀冷缩法装配。() 6.利用液压装拆过盈连接时,轴向力小,容易达到装配的要求。() 7.安装皮带时,先装小带轮,后装大带轮。() 班级_____学号___姓名_____ 8.两齿轮啮合侧隙大小与中心距偏差有关。() 9.油缸安装时,油缸与机床之间应有较高的同轴度。() 10.丝杆和螺母的配合间隙直接影响其传动精度。() (三)选择题:(每题2分,共20分) 1.两链轮装配后,中心距大于500mm时,轴向偏移量应在()mm以下。 A.1B.2C.3 2.在尺寸链中,该环增大时封闭也随它增大,该环是()。 A.增环 B.减环 C.封闭环 3.圆柱齿轮安装时,接触斑点处于同向偏接触,其原因是两齿轮()。 A.轴线歪斜B.轴线不平行C.轴线不垂直 4.保证丝杠螺母副传动精度的主要因素是() A。螺纹精度B。径向间隙C。配合间隙 5.表示圆锥销的规格是以()和长度。 A.小头直径B.大头直径C.中间直径 6.增大磨擦方法防松装置包括()防松。 A.止动垫圈B.弹簧垫圈C.锁紧螺母 7.轴上零件轴向移动量较小时,则采用()连接。 A.半圆键B.导向平键C.滑键 8.锥齿轮传动时,其两锥齿轮的轴心线必须()。 A.同轴B.平行C.垂直