动模板加工工艺卡
工艺卡片模板
机 械 加 工 工 艺 过 程 卡 产品型号 零(部)件图号 产品名称 零(部)件名称 材料牌号 45钢 毛坯种类 棒料 毛坯外形尺寸 Φ65mm ×70 2 每台件数 备注 工件名称 工 序 内 容 加工设备 背吃刀量 进给速度 工 艺 装 备 夹具名称 刀具名称及型号 量具 件(一) 1.车工艺台阶。 2.装夹工艺台阶,将工件伸出40mm 长。 3.车平端面。 4.中心钻打定位孔。 5.麻花钻打通孔。 6.粗精镗出件一左端φ41mm 内孔、φ 36mm 内孔。 7.粗精车出左端轮廓(椭圆及φ61mm 外圆)到39mm 处。 8.调头装夹φ61mm 外圆将工件伸出30mm 长。 9.粗精镗出工件右端φ23mm ,φ22mm 内孔。 10.粗精车出右端外轮廓到27mm 处。 11.切退刀槽。 12.车M30X2外螺纹。 数控车床 1mm 1mm 粗2mm 精0.3mm 粗1mm 精0.3mm 粗1mm 精0.3mm 800 800 600 800 800 1000 600 800 三爪卡盘 90度外圆刀 90度外圆刀 中心钻 麻花钻 镗孔刀 30度外圆刀 镗孔刀 螺纹刀 游标卡尺 千分尺 件(二) 1. 车工艺台阶。 2. 装夹工艺台阶,将工件伸出40长。 3. 车平 端面。 4. 中心钻打定位孔。 5. 麻花钻扩孔到30长。 6. 粗精镗出 孔及 内螺纹底径。 7. 车内螺纹。 8.将俩件配合,粗精车外圆及椭圆。 数控车床 1mm 1mm 粗1mm 精0.3mm 粗2mm 精0.3mm 800 800 600 800 800 1000 三爪卡盘 90度外圆刀 90度外圆刀 镗孔刀 30度外圆刀 游标卡尺 千分尺
工艺卡片模板
机械加工工艺过程卡片 班级:1404032 姓名: 1
机械加工工艺过程卡片 2
(厂名)机械加工工序卡片产品型号零件图号01—01—01 产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—01 三爪卡盘 工序工时 标准单件 39.46s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 1 粗车端面及外圆三爪卡盘,YG6硬质合 金车刀,表面粗糙度仪 90 45 0.5 1.25 1 22s 17.46s 3
(厂名)机械加工工序卡片产品型号零件图号01—01—02 产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号 机加工 车间 钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 Z3025 1 夹具编号夹具名称切削液 ZY—02 钻床专用夹具 工序工时 标准单件 260s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 2 钻θ6,θ10,,θ14,,θ18 通孔 Z3025摇臂钻床,钻床专 用夹具 100 2 0.5 45 30 200s 60s 4
(厂名)机械加工工序卡片产品型号零件图号01—01—03 产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—04 三爪卡盘 工序工时 标准单件 61.5s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 3 粗,精细镗θ20通孔θ30 圆柱孔,θ30至θ36的圆 锥孔 C620-1车床专用夹具内 径百分尺,表面粗糙度仪 表 330 49 0.20 2 5 21s 40.5s 5
机械加工工艺过程卡片模版
1 / 8
机械加工工序卡片产品型号零(部)件图号 产品名称联轴器零(部)件名称连接座共(6)页第(1)页 车间工序号工序名称材料 机加工车间粗车HT200 毛坯种类每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 1 夹具编号夹具名称切削液 工位器具编号工位器具名称 工序工时 准终单件 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工步工时 机动辅助 1 设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期 2 / 8
机械加工工序卡片产品型号零(部)件图号 产品名称联轴器零(部)件名称连接座共(6)页第(2)页 车间工序号工序名称材料 粗车HT200 毛坯种类每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 1 夹具编号夹具名称切削液 工位器具编号工位器具名称 工序工时 准终单件 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工步工时 机辅 1 设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期 3 / 8
机械加工工序卡片产品型号零(部)件图号 产品名称联轴器零(部)件名称连接座共(6)页第(3)页 车间工序号工序名称材料 HT200 毛坯种类每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 1 夹具编号夹具名称切削液 工位器具编号工位器具名称 工序工时 准终单件 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工步工时 机动辅助 1 设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期 4 / 8
机械加工工艺卡模板
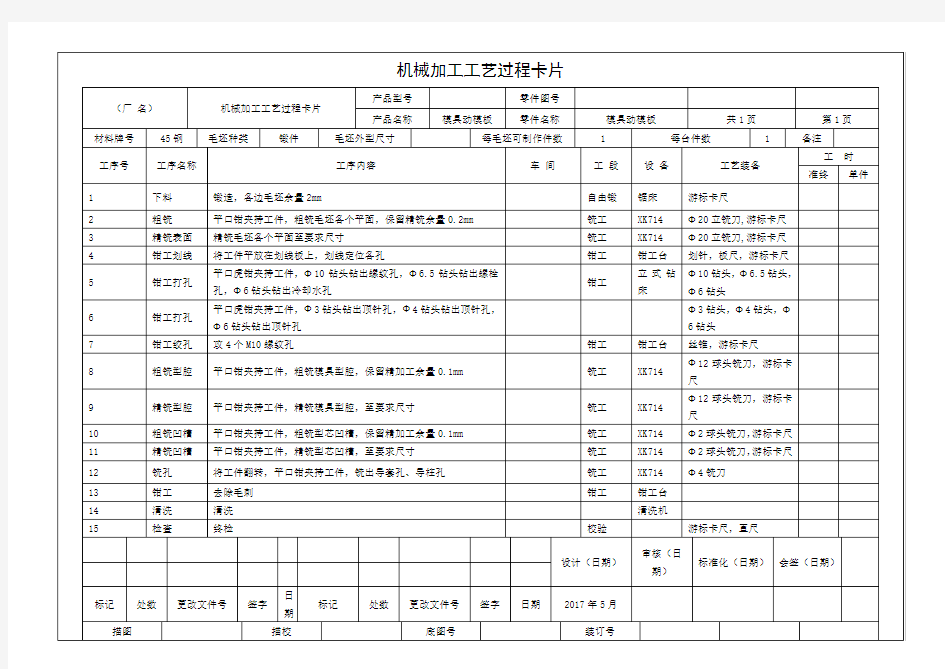
产品型号项目七零件图号LX07-01(单位)机械加工工艺过程卡片 产品名称数控镗铣孔盘类零件零件名称凸块材料牌号锻铝毛坯种类锻件毛坯外形尺寸100×80×50备注 工工序号工序名称工序内容车间工段设备工艺装备 时1)粗、精铣四周Ra3.2,尺寸达图纸要求 100 ×80 10铣2)粗铣顶面 Ra6.3,厚度达 48机加工实训车间铣X52K200 虎钳3)粗、精铣底面Ra1.6,厚度达 45 1)粗、精铣顶面Ra1.6,厚度达图纸要求 42±0.031 20数控镗铣2)粗、精铣凸台50Ra1.6 达图纸要求数控实训基地加工中心XH714200 虎钳3)孔加工达图纸要求 30入库清理、防锈、入库 编制审核批准共页第页 1
(单位)数控加工工序卡片 工序号程序编号夹具名称 20711/712/713/71200 机用平口虎钳 工步号工步内容刀具号1粗铣顶面留余量0.2T01 2精铣顶面控制高度尺寸42±0.031 达 Ra1.6T01 3粗铣凸台留侧余量 0.5,底余量 0.2T02 4精铣凸台 50Ra1.6 成T02 5钻 6×M10-7H 、4×Φ 12H7、 2×Φ 30H7中心孔T03 6钻 2×Φ 30H7、4×Φ 12H7、6×M10-7H至Φ8.5T04 7扩 4×Φ 12H7 至4×Φ 11.8T05 8扩 2×Φ 30H7 至2×Φ 19T06 编制审核 产品名称或代号零件名称材料零件图号数控镗铣孔盘类零件凸块锻铝LX07-01夹具编号使用设备车间 XH714数控实训中心刀具规格主轴转速进给量背吃刀量 量具备注mm r/min mm/min mm Φ 80端铣刀500200 2.8 游标卡尺 125 ±0.02 6001500.2 Φ 16立铣刀50010021.8 600800.2 Φ2中心钻1500120 Φ 8.5钻头70080 Φ 11.8钻头50090 Φ 19钻头30080 批准共 4 页第 1页 2
机械加工工艺卡经典模板
(单位)机械加工工艺过程卡片 产品型号项目七零件图号LX07-01 产品名称数控镗铣孔盘类零件零件名称凸块材料牌号锻铝毛坯种类锻件毛坯外形尺寸100×80×50 备注 工序号工序名称工序内容车间工段设备工艺装备 工 时 10 铣1)粗、精铣四周Ra3.2,尺寸达图纸要求100×80 2)粗铣顶面Ra6.3,厚度达48 3)粗、精铣底面Ra1.6,厚度达45 机加工实训车间铣X52K 200虎钳 20 数控镗铣1)粗、精铣顶面Ra1.6,厚度达图纸要求42±0.031 2)粗、精铣凸台50Ra1.6达图纸要求 3)孔加工达图纸要求 数控实训基地加工中心XH714 200虎钳 30 入库清理、防锈、入库 编制审核批准共页第页 1
(单位)数控加工工序卡片 产品名称或代号零件名称材料零件图号 数控镗铣孔盘类零件凸块锻铝LX07-01 工序号程序编号夹具名称夹具编号使用设备车间 20 711/712/713/71 200机用平口虎钳XH714 数控实训中心 工步号工步内容刀具号刀具规格 mm 主轴转速 r/min 进给量 mm/min 背吃刀量 mm 量具备注 1 粗铣顶面留余量0. 2 T01 Φ80端铣刀500 200 2.8 游标卡尺125±0.02 2 精铣顶面控制高度尺寸42±0.031达Ra1.6 T01 600 150 0.2 3 粗铣凸台留侧余量0.5,底余量0.2 T02 Φ16立铣刀500 100 21.8 4 精铣凸台50Ra1.6成T02 600 80 0.2 5 钻6×M10-7H、4×Φ12H7、2×Φ30H7中心孔T03 Φ2中心钻1500 120 6 钻2×Φ30H7、4×Φ12H7、6×M10-7H至Φ8.5T04 Φ8.5钻头700 80 7 扩4×Φ12H7至4×Φ11.8T05 Φ11.8钻头500 90 8 扩2×Φ30H7至2×Φ19T06 Φ19钻头300 80 编制审核批准共 4 页第 1 页 2
工艺设计卡片模板
机械加工工艺过程卡片班级:1404032 姓名: 专业知识--整理分享
机械加工工艺过程卡片 产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注 工序号工序名 称 工序内容车间工段设备工艺装备工步工时 备料Θ50×45的棒料 1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀, 表面粗糙度仪 2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺 3 镗粗,精细镗θ20通孔θ30圆柱孔, θ30至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分 尺,表面粗糙度仪表 4 车粗车精车θ49至标准尺寸θ48 金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 5 车换端面保护夹θ48面粗,精车θ50 至标准尺寸θ40 金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 6 车端面至标准尺寸保证长度 30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡 盘 设计日期审核日期标准化日期会签日期 标记处数更改文件号签字日期指导 专业知识--整理分享
(厂名)机械加工工序卡片产品型号零件图号01—01—01 产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号 机加工 车间 车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1 设备名称设备型号设备编号同时加工件数 CA6140 1 夹具编号夹具名称切削液 ZY—01 三爪卡盘 工序工时 标准单件 39.46s 工步号工步内容工艺装备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工序工时 机动辅助 1 粗车端面及外圆三爪卡盘,YG6硬质合 金车刀,表面粗糙度仪 90 45 0.5 1.25 1 22s 17.46s 专业知识--整理分享
机械加工工序卡片模板(空白)[1]
产品代号零(部)件图号号 产品名称借用件图号 车间工序号工序名称 总成 材料牌号材料硬度毛坯种类 切削液浓度单件时间班产定额工种 设备名称检定周期 设备型号 设备编号 夹具名称检定周期 夹具代号 工 步工步内容重要度控制方法反应 计划 检验刃具名称 及代号 量具辅具 名称 更改 说明 容量、频次名称及代号检定周期 设计:审核:标准化:会签:批准:设计日期:
机械加工工序操作指导卡片产品名称借用件图号 车间工序号工序名称 总成 材料牌号材料硬度毛坯种类 切削液浓度单件时间班产定额工种 设备名称检定周期 设备型号 设备编号 夹具名称检定周期 夹具代号 工 步工步内容重要度控制方法反应 计划 检验刃具名称 及代号 量具辅具 名称 更改 说明 容量、频次名称及代号检定周期 设计:审核:标准化:会签:批准:设计日期:
机械加工工序操作指导卡片产品名称借用件图号 车间工序号工序名称 总成 材料牌号材料硬度毛坯种类 切削液浓度单件时间班产定额工种 设备名称检定周期 设备型号 设备编号 夹具名称检定周期 夹具代号 工 步工步内容重要度控制方法反应 计划 检验刃具名称 及代号 量具辅具 名称 更改 说明 容量、频次名称及代号检定周期 设计:审核:标准化:会签:批准:设计日期:
机械加工工序操作指导卡片产品名称借用件图号 车间工序号工序名称 总成 材料牌号材料硬度毛坯种类 切削液浓度单件时间班产定额工种 设备名称检定周期 设备型号 设备编号 夹具名称检定周期 夹具代号 工 步工步内容重要度控制方法反应 计划 检验刃具名称 及代号 量具辅具 名称 更改 说明 容量、频次名称及代号检定周期 设计:审核:标准化:会签:批准:设计日期:
机械加工工艺分析与改进设计毕业论文模板
机械加工工艺分析与改进设计毕业论文模板 机械加工工艺分析与改进设计 作者:陈军 摘要:我们必须仔细了解零件结构,认真分析零件图,培养我们独立识图能力,增强 我们对零件图的认识和了解,通过对零件图的绘制,不仅能增 强我们的绘图能力和运用autoCAD软件的能力。 制订工艺规程、确定加工余量、工艺尺寸计算、工时定额计算、定位误差分析等。在整个设计中也是非常重要的,通过这些设计,不仅让我们更为全面地了解零件的加工过程、加工尺寸的确定,而且让我们知道工艺路线和加工余量的确定,必须与工厂实际的机床相适应。这对以前学习过的知识的复习,也是以后工作的一个 铺垫。 在这个设计过程中,我们还必须考虑工件的安装和夹紧.安装 的正确与否直接影响工件加工精度,安装是否方便和迅速,又会影 响辅助时间的长短,从而影响生产率,夹具是加工工件时,为完成某道工序,用来正确迅速安装工件的装置.它对保证加工精度、提高 生产率和减轻工人劳动量有很大作用。这是整个设计的重点,也是一个难点。 关键词:工艺编程、工艺分析、夹具设计 第1页共16页
目录 摘要.............................................................................................1 目录.............................................................................................2 绪论.............................................................................................3 第一章:机械加工工艺分析 (3) 1.1件结构的工艺性分析及毛坯的选择………………………………………3 1.2定位基准的选择………………………………………………………………4 1.3 加工工序的设计……………………………………………………………4 1.4工艺路线的拟定 (5) 第二章:制动杆零件的加工工艺分析 (5) 2.1毛坯的制造形式.....................................................................5 2.2基准面的选择 (5)
机械加工工艺卡片
附录 姓名:机械加工工艺卡片产品型号零件图号指导老师: 产品名称零件名称拖垃机连杆共21页第1页车间工序号工序名称材料牌号 金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件 1 1 设备名称设备型号设备编号同时加工件数 立式铣床X52k 1 夹具编号夹具名称切削液 I 专用夹具 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数r/min m/min mm/r mm 1 铣连杆大小头两平面,每面留磨量0.5mm 硬质合金端铣刀500 2.67 0. 2 3 1
机械加工工艺卡片产品型号零件图号 产品名称零件名称拖垃机连杆共21页第2页车间工序号工序名称材料牌号 金工粗磨45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件 1 1 设备名称设备型号设备编号同时加工件数磨床M7350 1 夹具编号夹具名称切削液 I 专用夹具 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数r/min m/min mm/r mm 1 以一大平面定位,磨另一大平面,保证中心线对 称,无标记面称为基面 砂轮;磁力吸盘100 0.33 0.33 0.3 1
机械加工工艺卡片产品型号零件图号 产品名称零件名称拖垃机连杆共21页第3页车间工序号工序名称材料牌号 金工钻45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件 1 1 设备名称设备型号设备编号同时加工件数 摇臂钻床Z3080 1 夹具编号夹具名称切削液 I 专用夹具 工步号 工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数r/min m/min mm/r mm 1 以基面定位,钻、扩、铰小头孔麻花钻;扩孔钻;铰刀1000 1.04 0.1 2 10 1 2 250 0.39 0.8 1.5 1 3 200 0.32 0.8 1.0 1