端子铆压标准规范
端子铆压内部控制标准规范
【目的】: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 【范围】: 此规范适用于本公司各类端子压着检验.
【职责】:
1.1 制造部:依此规范进行生产.
1.2 质量部:负责依此规范进行检验.
1.3 工艺课:依此标准要求,适时的调节
【标准】:参阅国标QCT:29106; 大众标准VW207;IPC167等标准
【日期】:本标准从2016.9.1起执行
本标准分为6个部分,适合公司内部使用
第一部分:端子的定义
第二部分:端子的种类
第三部分:端子的铆压标准
第四部分:端子的测量和判定标准
第五部分:铆接设备的要求和确认
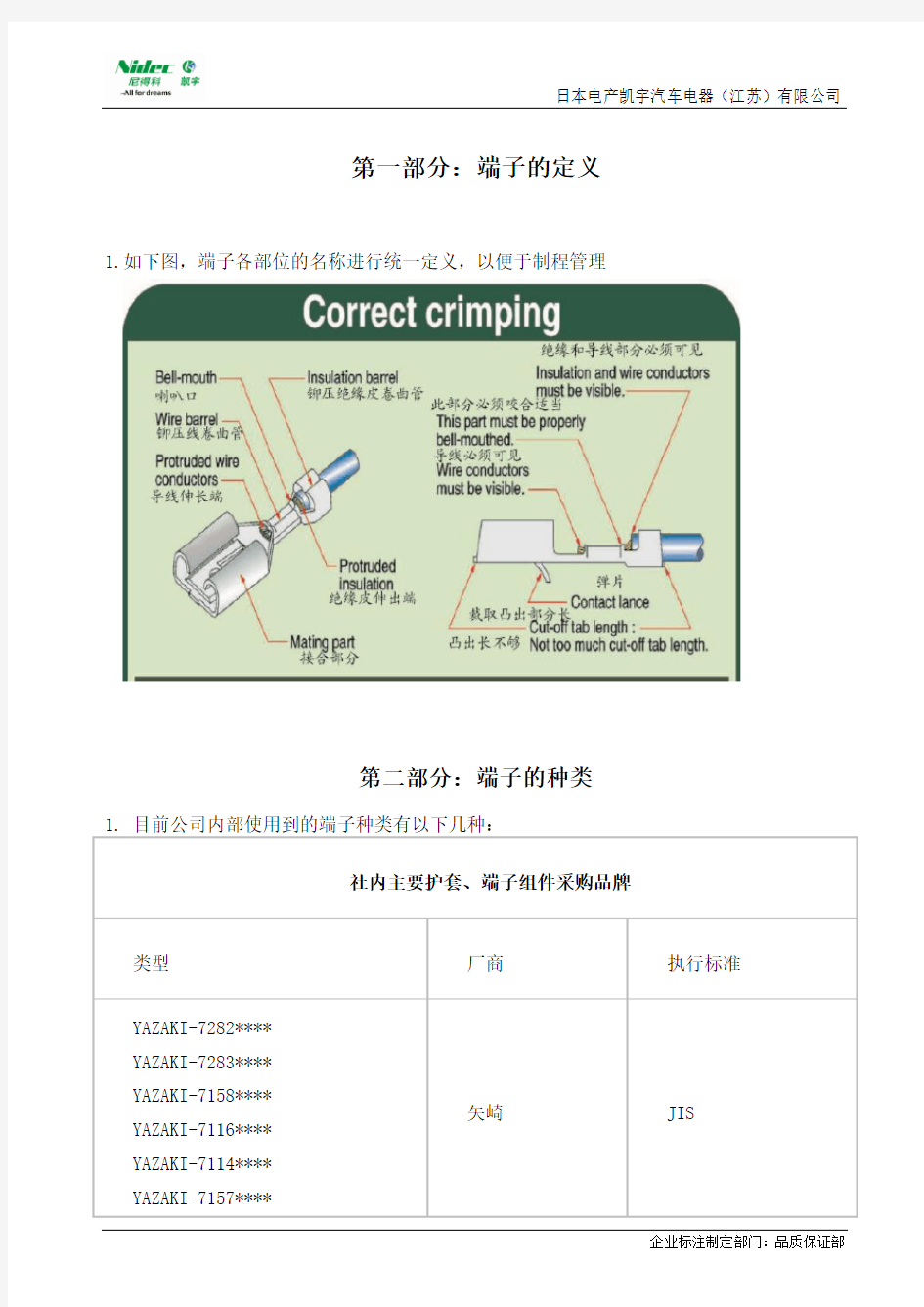
第一部分:端子的定义
1.如下图,端子各部位的名称进行统一定义,以便于制程管理
第二部分:端子的种类
社内主要护套、端子组件采购品牌类型厂商执行标准
YAZAKI-7282****
YAZAKI-7283****
YAZAKI-7158****
YAZAKI-7116****
YAZAKI-7114****
YAZAKI-7157****
矢崎JIS
8240****
住友JIS 6098****
98014-0200(MOLEX) 雷莫UL
Tyco 9643****
Tyco 1123****
泰科UL Tyco 1379****
Tyco 60851***
AMP 1355328
安普UL AMP 9675***
AMP 8289***
620262(组件) KET TUV
12066681(组件) 德尔福TUV
DJ615***
鹤壁陈氏QC-T 417.5 DJ703***
DJ611***
正耀QC-T 417.5 DJ702***
第三部分:端子的铆压标准
【内容】:
1.端子正确铆压标准:端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或
2/3的位置即可。
1.1.1.端子的内模压着导体后外露部分须超过0.2~2mm。
正确铆压如附图一:
0.2~2mm
1.2.端子不良铆压标准:
1.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导
体压着部份),此种现象将造成铜丝易断落,如附图二:
1.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将
造成端子拉力不足,易脱落,如附图三。
1.2.3.尾料切断部分,所剩下之料头超过1mm,如附图四:
1.2.4.端子内模有导体外露(分叉),如附图五:
1.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与护套实配,如附
图六:
1.2.6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子
拉力不足,易脱落,如附图七:
1.2.7.端子内模压着突嘴过大(超过内模的1/3),如附图八:
1.2.8.端子压接高度的毛刺管理,毛刺不得超过端子底部高度,且长度不得超过材料厚度
的1/2;毛刺宽度不得超过材料厚度的1/2;如附图九:
1.2.9.端子压接面积应该进行控制,以压缩比进行评价。压缩比的标准在70%~90%,压接
后内部尽量不要有间隙,若有,间隙的面积不能超过总面积的2%。如附图九:
1.2.10.其他铆压注意事项,如下图:
a.压接后的材料厚度不得低于压接前高度的1/2
b.羽翼间的高度差不得大于材料厚度的1/2
c.压接翼到端子底部的高度差不得低于材料厚度的1/2,且不得触底或触壁
d.压接好的端子不可出现缺口、断裂或裂纹(要显微镜下看)
e.压接好后,压接翼间不能出现间隙,且接触面积不得低于材料厚度的75%
1.2.11.各种标准限度参照下列图形