sponge(泡棉)材料简介及模切工艺
海绵工艺流程

海绵工艺流程
《海绵工艺流程》
海绵工艺是一种常见的手工艺品制作方法,可以用来制作各种软质产品,比如玩具、枕头、坐垫等。
下面是一个常见的海绵工艺流程:
1. 原料准备:首先需要准备海绵原料,一般常用的是聚氨酯海绵。
根据需要的产品尺寸,将海绵原料切割成相应的大小和形状。
2. 设计图纸:根据产品的设计要求,制作相应的图纸。
这可以帮助工匠们准确地切割和拼接海绵,确保最终产品符合设计要求。
3. 切割海绵:根据设计图纸,将海绵原料进行切割。
可以使用刀具或者专门的切割机械来完成这一步骤。
4. 拼接海绵:将切割好的海绵按照设计要求进行拼接。
这一步骤需要工匠们具有一定的技术和经验,确保拼接的海绵结构牢固、外观美观。
5. 整形和修整:在拼接好海绵之后,可能会有一些不平整或者不符合设计要求的地方,需要进行整形和修整。
可以使用工具或者手工进行这一步骤。
6. 包裹外层:一些海绵工艺品需要包裹外层材料,比如布料或
者皮革。
在这一步骤中,需要根据设计要求进行裁剪、缝合等工作。
7. 检验和调整:最后,对制作好的产品进行检验和调整。
确保产品符合质量标准和设计要求。
通过以上工艺流程,可以制作出各种不同形态的海绵工艺品,给人们带来舒适和美观的使用体验。
泡沫塑料和海绵的特性及切割
泡沫塑料和海绵的特性及切割在日常工作中,常常要用泡沫塑料或者海绵制作一些简单的图案、立体模型、字母或者汉字。
很多人以为用小刀、剪刀、钢锯等工具就可以加工了,其实这样制作出来的作品与要求相差甚远,有的根本就做不成。
例如做一个海绵的小鸡,用剪刀、小刀就很难成型,因为海面很软,稍有点压力就变形了,剪出的表面也常坑坑洼洼,不美观。
那么,怎样才能把泡沫塑料和海绵切割成比较理想的模型呢?我们来想想办法。
1.材料特性的分析:泡沫塑料和海绵平常都能呈一定的形状,这正是我们要利用的优点。
泡沫塑料虽能承受一些压力而不会发生较大变形,但用刀、锯加工时形成的表面往往不够光滑平整,而剪刀是不能裁剪的,只能用特别锋利的刀片裁剪和加工小的平面,而稍大的平面和曲面刀片就无能为力了。
至于海绵,稍加压力就变形,而刀、剪加工都会不可避免地对材料施加压力,材料变形了,要割去多少就很难把握了,所以用刀剪加工海绵要想得到好作品更是难上加难。
但是,泡沫塑料和海绵有一个共同的特点,那就是受热容易熔化,又都是热的不良导体。
如果用一条高温铁丝去切割,就可以轻而易举地实施,简直像刀切豆腐一样,若速度掌握得好的话也不会影响其他部分的形状,因此,我们用热割法加工泡沫塑料和海绵是一种比较理想的方法。
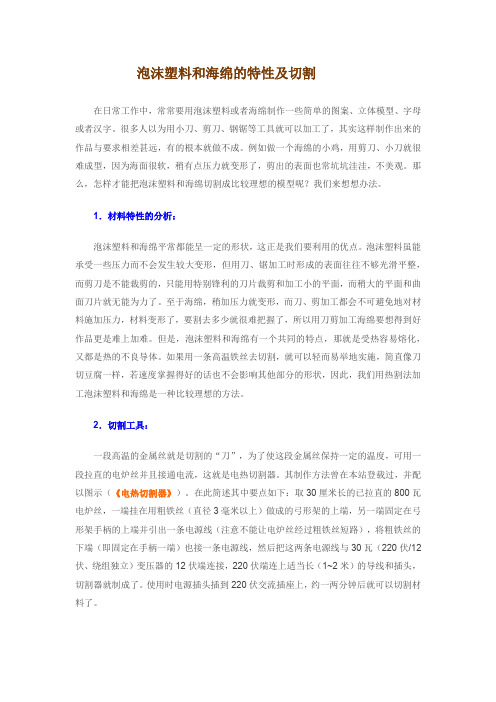
2.切割工具:一段高温的金属丝就是切割的“刀”,为了使这段金属丝保持一定的温度,可用一段拉直的电炉丝并且接通电流,这就是电热切割器。
其制作方法曾在本站登载过,并配以图示(《电热切割器》)。
在此简述其中要点如下:取30厘米长的已拉直的800瓦电炉丝,一端挂在用粗铁丝(直径3毫米以上)做成的弓形架的上端,另一端固定在弓形架手柄的上端并引出一条电源线(注意不能让电炉丝经过粗铁丝短路),将粗铁丝的下端(即固定在手柄一端)也接一条电源线,然后把这两条电源线与30瓦(220伏/12伏、绕组独立)变压器的12伏端连接,220伏端连上适当长(1~2米)的导线和插头,切割器就制成了。
泡棉材料知识

• 硅弹性体是一种高交联的硅氧烷(醇)聚合物,化学名 称叫做Dimethicone Crosspolymer(聚二甲基硅氧 烷交联聚合物),属于硅橡胶的一种,即 Silicone Elastomers(硅胶弹性体),简称弹性体。
• 打个不恰当的比喻,就是一碗面条,如果煮的太久,面 条之间就会粘在一起(交联了),就会形成凝胶弹性体, 如果继续煮,水发少了烧糊了就变成固体的面块了(树 脂)
70年代末80年代初,聚氨酯合成材料的品种已经向系列化发展。并且开 发出反映注射成型的聚氨酯(RIM)
PORON的基本特性
• 弹性体 • 热固性 • 中等至高密度
– 190 – 480 kg/m3
• 片状涂覆
– 0.25 mm – 12.7 mm – 较薄材料需要PET基材
Silicones 硅泡棉
PORON 聚胺酯
聚氨酯发展简介
1937年德国化学家Otto Bayer发现了异氰酸酯与活泼氢化合物的聚合反 应,从而建立了聚氨酯化学的基础。
40年代德国人制取了聚氨酯粘合剂,50年代德国人亚当合成出聚氨酯混 炼胶(MPUR)和聚氨酯浇注橡胶(CPUR),商品名Vulkallan。
60年代以来聚氨酯聚氨酯浇注橡胶、热塑胶、泡沫塑料、涂料、粘合剂 等相继形成了工业化生产。
性质:应力松弛
10 psi
5 psi
时间
初始条件: 22ºC 及 50% 相對濕度
在夹具中压缩 聚合物
测量到达 50% 初始负荷的时间
重复于:
重复于: 70ºC
40ºC、55ºC、70ºC、85ºC、100ºC、125ºC、150ºC 100% 相對濕度 及 40ºC、55ºC、
【模切学院】推荐收藏:全方位解读泡棉材料
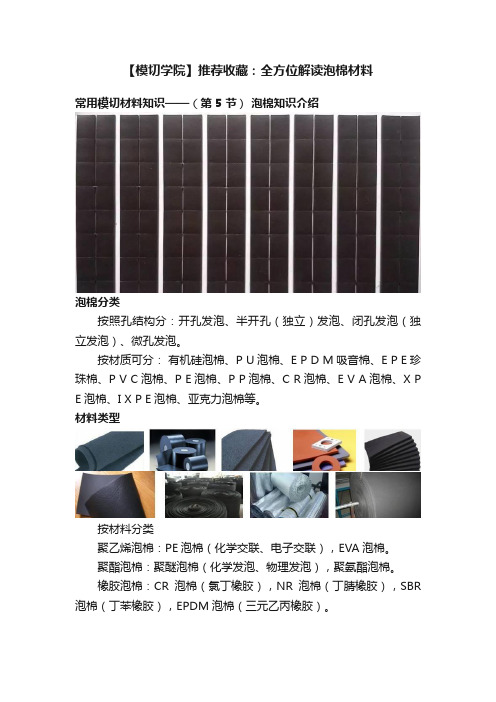
【模切学院】推荐收藏:全方位解读泡棉材料常用模切材料知识——(第 5 节)泡棉知识介绍泡棉分类按照孔结构分:开孔发泡、半开孔(独立)发泡、闭孔发泡(独立发泡)、微孔发泡。
按材质可分:有机硅泡棉、P U泡棉、E P D M吸音棉、E P E珍珠棉、P V C泡棉、P E泡棉、P P泡棉、C R泡棉、E V A泡棉、X P E泡棉、I X P E泡棉、亚克力泡棉等。
材料类型按材料分类聚乙烯泡棉:PE泡棉(化学交联、电子交联),EVA泡棉。
聚酯泡棉:聚醚泡棉(化学发泡、物理发泡),聚氨酯泡棉。
橡胶泡棉:CR泡棉(氯丁橡胶),NR泡棉(丁腈橡胶),SBR 泡棉(丁苯橡胶),EPDM泡棉(三元乙丙橡胶)。
按发泡结构分类开孔泡棉:质地柔软,吸水率高,压缩率高,适用于吸音密封应用,如耳机的压缩海棉,空调密封条等。
闭孔泡棉:独立发泡,压缩残留率低,吸水率低,隔热和缓冲性能良好,防尘好,适用于电子产品密封防尘,防水减震等。
手机行业电子行业应用较多的是闭孔泡棉,而材质多选用聚乙烯,聚氨酯,目前市场上多采用如下公司的产品:Rogers(USA)主要生产PU泡棉,品牌Poron,BiscoInoac(Japan) 主要生产PU泡棉,品牌Poron,NanexNitto(Japan)主要生产PO&PP泡棉,品牌SCFS&K(Korea)主要生产PU泡棉,品牌NanocellSK(Korea)主要生产PU泡棉,品牌EsobraSekisui(Japan)主要生产PE泡棉,品牌Volara,AlveolitNHK(Japan)主要生产PU泡棉,品牌NippalaySaintgobain(France)主要生产PU泡棉,品牌Korel电子行业减震泡棉:元器件防损减震,马达减震防尘泡棉:镜片与LCD,Camera之间防尘隔音吸音:与筛网覆合用于Speaker导电泡棉:用于填充导电屏蔽作用脚垫、填充:减震,防滑,填充物聚氨酯泡棉的发展史微孔聚氨脂泡棉即市场俗称的(Poron)泡棉,是由罗杰斯公司首创应用于手机等手持设备。
材料专题_泡棉ppt课件

更强的 密封性
41
40 50 60 软 硬 极硬
92 和 30 级是用于手持式 电子设备的主要材料
9
公司常规供应商及编码知识
❖ Poron 产品编号
4701 – 40 – 15188 – 04(–P)
密度 in pcf
9.4 pcf
12.5 pcf
单位转 换?
15 pcf 20 pcf 25 pcf
HPF 對應產品
4790-92 (RIC Original) (RIC Original) (RIC Original)
14
公司常规供应商及编码知识
❖ RIC产品编号
SR – S – 40 P – 0.5t
密度 (metric)
15 – 150 kg/m3 20 – 200 kg/m3 24 – 240 kg/m3 32 – 320 kg/m3 40 – 400 kg/m3 48 – 480 kg/m3 70 – 700 kg/m3
20
公司产品实例
用于框胶(泡棉两面背胶)
结构图
21
公司产品实例
• 用于框胶(单面背胶)
结构图
22
公司产品实例
• 用于脚垫(可单/双面背胶)
结构图
23
公司产品实例
结构图
24
公司产品实例
结构图
25
Thanks!
26
IBS/FT3 12.00 12.00 12.00 12.00 25.00 25.00 25.00 25.00 30.00 9.00 25.00 20.00
DENSITY
KG/M3 192.00 192.00 192.00 192.00 400.00 400.00 400.00 400.00 480.00 144.00 400.00 320.00
泡棉资料

小规格导电泡绵敷离型纸
若导电泡绵不需要冲孔,此时需对泡绵进行敷型纸处理,用间纸合纸机,将一排泡绵 敷在离型纸上,准备半刀切割。
半刀切割
将敷好离型纸的导电泡绵,进行半刀切割,最终完成成型。
包装入成品库
产品完成,检验OK贴标签入库。
冲孔产品的打孔
若导电泡绵的规格为冲孔产品,则在初次成型后,使用油压机/手动冲床,在产品上以 刀模冲孔。
泡棉 制作工艺及管控方法
目 录
一.泡棉的制作工艺
二.泡棉的管控
三、其他质量要求
原材料的准备
首先,将导电泡绵的三种原材料(复合铝箔、双面导电胶带、 PU海绵),按照成品 的规格分别切割。复合铝箔和双面导电胶带控制要点为宽度,PU海绵的控制要点为 宽度和高度(厚度)。图为复合铝箔的切割。
双面导电胶带的切割
1. 试料上面添加 1Kg重量的(绝缘 体) 2. 水平铜块两侧连接抵抗测定夹子
记录显示抵抗值
2.将抵抗测定夹子连接, 按ZERO键回零
◇要求:导电胶的电阻值须小于等于60毫欧(方法二)
电阻仪
铜块表面积 25*25mm
检测中
铜块 (夹具)
Microsoft Office Word 文档
带胶海绵类产品质量要求及管控方法
包装入成品库
产品完成,检验OK贴标签入库。
二.泡棉的管控
◇ 导电布或铝箔布表面平整、无破损、肉眼看表面无明显印折痕、 无瑕疵。(瑕疵的定义是在成形过程中发生的不合格,指铝箔一 角或表面一部分产生瑕疵的状态 ◇ 四周裁切整齐,没有脱线现象。 ◇用手轻捏导电泡棉,约压缩至其2/3高度或厚度后,没有出现海 绵与导电布(铝箔布)分离。 布 脱 线 N G 平整 OK格(100mm*25mm)切断样品
sponge(泡棉)材料简介及模切工艺资料

本文件為美律實業股份有限公司專有之財產, 非經書面許可, 不准透露或使用本資料, 亦不准複印, 複製或轉變成任何其他形式使用。
Page 1
一:材料介绍
1:背胶
结构- 胶+原厂底纸+剥离纸;胶+工艺底纸+剥离纸 应用-Lens背胶 Lcd背胶 外壳粘接胶 标签等
Page 8
二:工艺介绍
工艺的定义 – 劳动者利用生产工具对各种原材料、半成品进行加工或处理,最终使之成为
产品的方法与过程。
制定工艺的原则: – 技术上的先进和经济上的合理。
由于不同的工厂的设备生产能力、精度以及工人熟练程度等因素都大不相 同,所以对于同一种产品而言,不同的工厂制定的工艺可能是不同的;甚至 同一个工厂在不同的时期做的工艺也可能不同。
设备-复卷分条机 轮转模切设备 刀具-刀片、槽切刀片、气切刀片
应用-PET膜、纸、复合材料等分条
本文件為美律實業股份有限公司專有之財產, 非經書面許可, 不准透露或使用本資料, 亦不准複印, 複製或轉變成任何其他形式使用。
Page 11
二:工艺介绍
分卷
方式-横切 设备-手动切台、自动切台 刀具-牛舌钢刀、白钢单双刃刀、圆盘刀
sponge类材料简介及模切工艺
简报者:金钰 日 期:2013.7
本文件為美律實業股份有限公司專有之財產, 非經書面許可, 不准透露或使用本資料, 亦不准複印, 複製或轉變成任何其他形式使用。
Page 0
一:材料介绍 1:背胶 2:保护膜 3:sponge 5:金属箔 6:复合型 7:离型纸
4:丝网
按结构分类 有基材 胶+基材+胶+原厂底纸 3M9495MP、3M9009 便于模切 无基材 胶+原厂底纸 3M467、3M9458 按供应商分类: 3M Sony G9900、T4000 Nitto Nitto3800A Tesa Tesa4972
pe泡棉胶带生产工艺

PE泡棉胶带生产工艺1. 引言PE泡棉胶带是一种常见的工业胶带,广泛应用于包装、保护和缓冲等领域。
本文将详细介绍PE泡棉胶带的生产工艺,包括原材料准备、生产流程、设备要求和质量控制等方面的内容。
2. 原材料准备PE泡棉胶带的主要原材料包括聚乙烯(PE)和发泡剂。
聚乙烯是一种常见的塑料材料,具有良好的柔韧性和抗冲击性能。
发泡剂则用于在聚乙烯中形成气泡,从而实现泡棉的效果。
在原材料准备阶段,需要对聚乙烯和发泡剂进行筛选和配比。
合适的聚乙烯和发泡剂配比可以确保PE泡棉胶带具有良好的柔韧性和缓冲效果。
3. 生产流程PE泡棉胶带的生产流程主要包括混炼、挤出、发泡和切割等步骤。
3.1 混炼在混炼阶段,将筛选好的聚乙烯和发泡剂放入混炼机中进行搅拌和加热。
搅拌的目的是将聚乙烯和发泡剂均匀混合,加热则有助于提高混炼效果和塑化性能。
3.2 挤出混炼后的聚乙烯发泡料进入挤出机,通过螺杆的旋转将料料从机筒出口挤出。
挤出机的温度和压力需要根据具体材料的要求进行调节,以保证挤出成型的质量。
3.3 发泡挤出的聚乙烯发泡料通过模具进行冷却和发泡。
模具的设计和温度控制对泡棉胶带的质量具有重要影响。
在模具中,发泡剂中的气体被加热膨胀,形成泡状结构,从而实现泡棉的效果。
3.4 切割发泡后的聚乙烯泡棉通过切割机进行切割和整形。
切割机可以根据需要将泡棉胶带切割成不同的尺寸和形状。
切割后的泡棉胶带经过整理和包装后即可出厂。
4. 设备要求PE泡棉胶带生产过程中需要使用一系列专用设备,包括混炼机、挤出机、模具和切割机等。
混炼机用于将聚乙烯和发泡剂充分混合,其特点是搅拌效果好且能加热。
挤出机则用于将混炼后的料料挤出成型,需要具备稳定的温度和压力控制能力。
模具是发泡过程中的关键设备,其设计和温度控制对泡棉胶带的质量具有重要影响。
切割机则用于将发泡后的泡棉胶带切割成所需尺寸和形状。
5. 质量控制为了确保PE泡棉胶带的质量,需要进行严格的质量控制。
主要包括原材料检测、生产过程控制和成品检验等环节。
详解EVA泡棉热压成型工艺
详解EVA泡棉热压成型工艺EVA泡棉热压成型工艺是将EVA泡棉置于热压模具中高温压制而成片材。
EVA泡棉俗称EVA发泡材料,该产品是由EVA/PE橡胶塑料粒子为主要原料,增加发泡剂及其它添加剂等辅料经过密炼在高温的发泡炉里模压发泡成型,再经设计可加工成形,根据客户产品的规格尺寸要求切割。
EVA泡棉经加工可制成EVA泡棉热压成型系列产品。
详解EVA泡棉热压成型工艺EVA泡棉热压成型工艺是将EVA泡棉置于热压模具中高温压制而成片材。
EVA泡棉俗称EVA 发泡材料,该产品是由EVA/PE橡胶塑料粒子为主要原料,增加发泡剂及其它添加剂等辅料经过密炼在高温的发泡炉里模压发泡成型,再经设计可加工成形,根据客户产品的规格尺寸要求切割。
EVA泡棉经加工可制成EVA泡棉热压成型系列产品。
上海钟田橡塑发泡的EVA 泡棉热压成型系列产品环保无毒,工艺精细。
该产品具有抗震、缓冲、隔热、隔音、防潮、高回弹、抗化学腐蚀、无毒、无味、不吸水等优点。
且易于进行剪裁、涂胶、贴合、复布、植绒等加工。
EVA泡棉热压成型系列产品被广泛运用于汽车、电子、电器、仪器、医药、建筑、包装、运动护具等多行业。
EVA泡棉的特点:耐水性:密闭泡孔结构,不吸水,防潮,耐水性能良好。
耐腐性:耐海水、油脂、酸、碱等化学品腐蚀,抗菌、无毒、无味、无污染。
加工性:且易于进行热压、剪裁、涂胶、贴合等加工。
防震动:回弹性和抗张力高,韧性强,具有良好的防震/缓冲性能。
保温性:隔热,保温防寒及低温性能优异,可耐严寒和曝晒。
隔音性:密闭泡孔,隔音效果好。
EVA泡棉热压成型技术参数表型号ZTV-0020(EVA)颜色黑/白/灰/彩色最大尺寸50*2700*1000使用温度-30--+105℃CTI认证相关号RLSHC000287340001C特点耐介质、耐天候、抗减震。
硬度GB/T6343-1995 邵氏C40度表观密度GB/T6343-1995 100Kg/m³100±15Kg/m3压缩强度(25%)GB/T8813-1988 72KPa ≧60KPa拉伸强度GB/T6344-1996 800KPa ≧500KPa断裂伸长率GB/T6344-1996 ≧150%撕裂强度GB/T10808-89 16N/cm氧指数GB/T2406-93 8.00%。
EVA泡棉胶带产品特性应用加工工艺 ppt课件
2021/3/26
EVA泡棉胶带产品特性应用加工工艺 ppt课件
1
泡棉胶带用优质泡棉基材涂布优质的压克力胶水 ,覆以离形膜或离形纸制作而成具有防水、减震 、密封、耐热、隔音等效果、具有粘着力强、耐 侯性佳的特性,对模切、塑料、金属、五金、木 材、纸张和有机硅等的,对高低表面不平整,具 有出色的粘合力。
泡棉胶带
在高低温环境有良好持久性,抗化学溶剂、抗潮 湿、抗紫外线、防腐防水作用等。 耐水性:密闭泡孔结构、不吸水、防潮、耐水性 能良好。
泡棉胶带
耐腐蚀性:耐海水、油脂、酸、碱等化学品腐蚀 ,抗菌、无毒、无味、无污染。 加工性:无接头,且易于进行热压、剪裁、涂胶 、贴合等加工。
泡棉胶带
防震动:回弹性和抗张力高,韧性高,具有良好 的防震、缓冲性能。 保温性:隔热,保温防寒及低温性能优异,可耐 严寒和曝晒。
泡棉胶带
工业上主要用此法生产脲醛泡沫塑料,借助机械 的强烈搅拌,把大量空气或其他气体引入液态塑 料中,从而产生微孔。经常可用作制造隔热保温 材料或影剧中布景材料(如人造雪花)。
泡棉胶带
东莞市方恩电子材料科技有限公司是油胶、硅胶 胶带出口产品生产商,有强大的新产品定制能力 。
泡棉胶带
泡棉胶带
在高低温环境有良好持久性,抗化学溶剂、抗潮 湿、抗紫外线、防腐防水作用等。 用于汽车/摩托车行业,防擦条、保险杠、防撞板 、铭板、标牌、踏板、字母、以及车内子路牌、LED板 等加工和装配起很好的粘合固定玻璃幕墙在装配 时提供了超强粘合力及防尘密封性,以及建筑施 工时各种需求等EVA双面胶带的制作材质
泡棉胶带
发泡泡棉基材分为:EVA泡棉胶带、PE泡棉胶带 、PU泡棉胶带、压克力泡棉胶带及高发泡棉胶带 。胶系分为:油胶、热溶胶、橡胶及压克力胶。产 品描述: EVA泡棉胶带用优质泡棉基材涂布优质的压克力 胶水,覆以离形膜或离形纸制作而成。
sponge(泡棉)材料简介及模切工艺

Thank you.
本文件為美律實業 股 份有 限 公司 專 有之 財 產 , 非經書面許可, 不准透露或使用 本 資料 , 亦不准複印, 複製或轉變成任 何 其他 形 式使 用 。 Page
16
本文件為美律實業 股 份有 限 公司 專 有之 財 產 , 非經書面許可, 不准透露或使用 本 資料 , 亦不准複印, 複製或轉變成任 何 其他 形 式使Page 用。
5
一:材料介绍
4:丝网 (即我们厂内常说的通气布)
结构- 胶+丝网+底纸;胶+丝网+胶+底纸; 胶+泡棉+胶+丝网+胶+底纸 应用- 手机防尘网
10
二:工艺介绍
分切 原材料供应商提供的一般为少数标准尺寸的材料卷。这些尺寸的材料 一般无法直接使用,长度和宽度都不符合加工的要求。这时我们就可通 过复卷/分切改变材料卷的长度,宽度,以满足生产加工的要求。我们可 以分切各种材料,例如:薄膜、纸、布、医药胶带和工业胶带。 复卷/分条
方式-纵切
设备-复卷分条机 轮转模切设备 刀具-刀片、槽切刀片、气切刀片
sponge类材料简介及模切工艺
简报者:金钰 日 期:2013.7
本文件為美律實業 股 份有 限 公司 專 有之 財 產 , 非經書面許可, 不准透露或使用 本 資料 , 亦不准複印, 複製或轉變成任 何 其他 形 式使Page 用。
0
一:材料介绍 1:背胶 2:保护膜 3:sponge 5:金属箔 6:复合型 7:离型纸
4
一:材料介绍
罗杰斯泡棉的编号原则 若编号尾部还有个P 则说明该材料自带PET层 颜色 厚度
单位英寸 0.188*25.4mm
泡棉知识

目录1泡棉2特性3Korel聚氨酯泡棉4PU泡棉聚氨酯5导电泡棉6铝箔泡棉泡棉泡棉分为PU泡棉,防静电泡棉,导电泡棉,EPE,防静电EPE,PORON,CR,EVA,架桥PE,SBR,EPDM ,Korel特性特征:●低压力非常好的屏蔽效果,屏蔽效能超过90dB。
●有弹性、重量轻。
●防腐蚀镍涂层可防电化学腐蚀。
●低表面接触电阻。
●快速压敏固定。
●客户可指定长度。
●众多截面选择。
●UL级防火。
可粘贴麦拉片(代客复双面胶)产品品质稳定,耐热压,不易脱落,拉力强度高,产品装机后,在经低温-20℃至高温80℃,周期循环测试72小时仍保持本品质。
具有使用方便、弯曲自如、体积超薄、性能可靠等一系列特点。
Korel聚氨酯泡棉Korel(微孔聚氨酯泡棉)具有优良的压缩性和高回弹性,抗潮湿、耐化学性。
完全能满足一个密封、能量吸收的各种环境需求。
可根据需求单面贴压敏胶,免除你背胶作业且具有较高的性价比,有PET-FLLM 或纸作支撑面保证了泡棉的平整度,适合各种模切加工。
产品特性:薄规格、一致性低变形;具有优良的防尘防水防震及火焰难燃性能。
Korel微孔聚氨酯泡棉主要作用:缓冲、绝缘、减震、吸能、隔热、隔音、密封。
产品广泛应用于:手机、声音控制台、电器外壳、电子密封垫、仪表表盘、振动阻尼、隔离板、LCD窗衬垫、震动马达缓冲圈垫、LED周边密封垫、(喇叭、摄像头)缓冲垫PU泡棉聚氨酯PU是聚氨酯,PU皮就是聚氨酯成份的表皮.现在服装厂家广泛用此种材料生产服装,俗称仿皮服装.PU 是英文ploy urethane的缩写,化学中文名称聚氨酯其质量也有好坏,好的包包多采用进口PU皮;PU配皮是一般其反面是牛皮的第二层皮料,在表面涂上一层PU树脂,所以也称贴膜牛皮。
其价格较便宜,利用率高。
其随工艺的变化也制成各种档次的品种,如进口二层牛皮,因工艺独特,质量稳定,品种新颖等特点,为目前的高档皮革,价格与档次都不亚于头层真皮。
PU皮与真皮包各有特点,PU皮包外观漂亮,好打理,价格较低,但不耐磨,易破;真皮价格昂贵,打理麻烦,但耐用。
sponge(泡棉)材料简介及模切工艺
2
一:材料介绍
2:保护膜
结构- 保护膜+原厂剥离纸;保护膜+工艺剥离纸 应用-Lens保护膜 外壳保护膜 过程保护膜
本文件為美律實業 股 份有 限 公司 專 有之 財 產 , 非經書面許可, 不准透露或使用 本 資料 , 亦不准複印, 複製或轉變成任 何 其他 形 式使Page 用。
什么是离 型力?
离型力:分离的能力 剥离力越大,粘的越紧,不容易分离,离型 力越小; 剥离力越小,粘的越松,很容易分离,离型 力越大。
本文件為美律實業 股 份有 限 公司 專 有之 財 產 , 非經書面許可, 不准透露或使用 本 資料 , 亦不准複印, 複製或轉變成任 何 其他 形 式使Page 用。
方式-压合 设备-复合机、轮转模切设备 应用-胶+泡棉、胶+基材、胶+胶等 模切生产前复合或复合模切同 时加工。
本文件為美律實業 股 份有 限 公司 專 有之 財 產 , 非經書面許可, 不准透露或使用 本 資料 , 亦不准複印, 複製或轉變成任 何 其他 形 式使 用 。 Page
13
Hale Waihona Puke 二:工艺介绍8二:工艺介绍
工艺的定义 – 劳动者利用生产工具对各种原材料、半成品进行加工或处理,最终使之成为
产品的方法与过程。
制定工艺的原则: – 技术上的先进和经济上的合理。
由于不同的工厂的设备生产能力、精度以及工人熟练程度等因素都大不相 同,所以对于同一种产品而言,不同的工厂制定的工艺可能是不同的;甚至 同一个工厂在不同的时期做的工艺也可能不同。
海绵的制作工艺

海绵的制作工艺海绵:聚氨酯软发泡橡胶,聚氨酯是生活中最常见的一种高分子材料,广泛应用于制作各种“海绵”制品。
以及避震,抗摩擦用途的弹性材料,例如鞋底,拖拉机坦克履带衬底.二,生产机器:聚氨酯发泡设备、聚氨酯弹性体浇注机、树脂灌胶机模具承载生产线EPS机械设备:板材成型机真空板材成型机真空加厚板材成型机间歇预发机三,制作流程EPS制造工艺一、工艺概我们一般讲工艺总是指成型工艺,其实艺就EPS成型来讲还要涉及原料、预发机理、管道工艺及系统匹配工艺,最终体现在成型工艺等方面内容。
二、原料:2.1 快速料与标准料的工艺控制却快速料:分子量、挥发份低,主要用于自动机,也可用于土机方面。
它本身含发泡剂少,熟化时间短。
操作时,加热时间短,冷却短,成型周期短,节省能耗,提高生产效率。
2.1.1. 一般情况下,因为发泡剂少,必须在最短的时间内加热,充分利用少量的发泡剂使泡粒粘结,加热时间短,节省时间。
采用高压,短时间加热。
2.2.2. 能节省能耗,提高效率,采用高温脱模,成型模温与脱模温之差距少,所以能节省蒸汽。
模具成型温度115-130℃,经过水冷却90 ℃,经过抽真空,产品表面膨胀率减少到一定值85 ℃,才能脱模。
标准料:分子量、挥发份高,主要用于土机方面,从能耗控制方面考虑,较少用于自动机。
2.2快速料——成型快和节省蒸汽2.2.1. 快速料类型:巴斯夫CP303、龙王B-SB、兴达303、诚达PK303等。
特性:冷却速度快导致成型周期快,一般能够比普通料快20-30%快速料的脱模温度高,达到80-85ºC传统料的脱模温度低,为60-65ºC因此,快速料可节省蒸气最高达30%快速料成型时产品结合性宜控制在6-8成,更能体现其快速性。
快速料控制技术:采取高压短时间加热。
2.2.2. 普通料类型:巴斯夫CP203、龙王E-SB、兴达302、诚达PK302等。
普通料控制技术:因其分子量大、挥发份高。
海绵的制作工艺

海绵的制作工艺海绵:聚氨酯软发泡橡胶,聚氨酯是生活中最常见的一种高分子材料,广泛应用于制作各种“海绵”制品。
以及避震,抗摩擦用途的弹性材料,例如鞋底,拖拉机坦克履带衬底.二,生产机器:聚氨酯发泡设备、聚氨酯弹性体浇注机、树脂灌胶机模具承载生产线EPS机械设备:板材成型机真空板材成型机真空加厚板材成型机间歇预发机三,制作流程EPS制造工艺一、工艺概况我们一般讲工艺总是指成型工艺,其实工艺就EPS成型来讲还要涉及原料、预发机理、管道工艺及系统匹配工艺,最终体现在成型工艺等方面内容。
二、原料:2.1 快速料与标准料的工艺控制却快速料:分子量、挥发份低,主要用于自动机,也可用于土机方面。
它本身含发泡剂少,熟化时间短。
操作时,加热时间短,冷却短,成型周期短,节省能耗,提高生产效率。
一般情况下,因为发泡剂少,必须在最短的时间内加热,充分利用少量的发泡剂使泡粒粘结,加热时间短,节省时间。
采用高压,短时间加热。
能节省能耗,提高效率,采用高温脱模,成型模温与脱模温之差距少,所以能节省蒸汽。
模具成型温度115-130℃,经过水冷却90 ℃,经过抽真空,产品表面膨胀率减少到一定值85 ℃,才能脱模。
标准料:分子量、挥发份高,主要用于土机方面,从能耗控制方面考虑,较少用于自动机。
2.2快速料——成型快和节省蒸汽快速料类型:巴斯夫CP303、龙王B-SB、兴达303、诚达PK303等。
特性:冷却速度快导致成型周期快,一般能够比普通料快20-30%快速料的脱模温度高,达到80-85ºC传统料的脱模温度低,为60-65ºC因此,快速料可节省蒸气最高达30%快速料成型时产品结合性宜控制在6-8成,更能体现其快速性。
快速料控制技术:采取高压短时间加热。
普通料类型:巴斯夫CP203、龙王E-SB、兴达302、诚达PK302等。
普通料控制技术:因其分子量大、挥发份高。
生产时易出现发胀现象。
宜采用低压较长时间加热。
工业包装泡棉技术要求

工业包装泡棉技术要求一、材质方面。
1. 泡棉得是靠谱的材料。
首先呢,泡棉得有一定的柔软度。
就像棉花糖一样,软软的,但又不能太软,不然在包装的时候就没法给产品提供足够的支撑啦。
它得能够贴合产品的形状,不管是方的、圆的还是奇奇怪怪的形状,都要像小跟班一样紧紧地靠着产品,起到保护的作用。
材料的密度也很关键。
密度不能太大,不然成本就蹭蹭往上涨,咱可不想花冤枉钱。
但是也不能太小,太小的话泡棉就太松散,起不到缓冲的效果。
就好比你盖被子,太薄的被子肯定不保暖一样。
2. 环保是必须的。
在这个环保意识越来越强的时代,泡棉可不能是那种对环境有害的材料。
得是那种能让地球妈妈开心的环保材料,比如可以是可降解的。
要是用那种污染环境的泡棉,就像在干净的花园里扔垃圾一样,是不被允许的。
二、尺寸规格。
1. 大小要合适。
泡棉的尺寸得根据要包装的产品来定。
如果是包装一个小零件,那泡棉不能大得像个麻袋一样,浪费材料不说,还占地方。
要是包装一个大设备,泡棉也不能小得像个手帕,盖都盖不全。
得像定制的衣服一样,刚刚好能把产品包裹住,各个边边角角都能照顾到。
厚度也要合理。
厚了就像给产品穿了个超级厚的棉袄,显得臃肿,而且可能装不进包装盒;薄了呢,就像只穿了一层薄纱,起不到保护作用。
一般来说,根据产品的脆弱程度和运输的距离等因素来确定合适的厚度。
三、缓冲性能。
1. 能抗冲击。
泡棉在运输过程中要像个超级英雄一样保护产品。
当遇到颠簸、碰撞的时候,它得能够吸收冲击力。
就像汽车的减震器一样,不管是从多高的地方掉下来(在合理范围内),或者是被旁边的东西撞一下,泡棉都要把大部分的冲击力给消化掉,让产品安然无恙。
它的缓冲性能要持久。
不能刚开始的时候还挺能抗,运了一半路程就像泄了气的皮球一样,没了缓冲能力。
要保证从产品包装好一直到目的地,都能稳稳地保护着产品。
四、耐温性。
1. 冷热都不怕。
不管是在炎热的夏天,太阳晒得包装都发烫,还是在寒冷的冬天,冷得像冰窖一样的仓库里,泡棉都得保持自己的性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二:工艺介绍
模切工艺
平板模切工艺
轮转模切工艺
分切 复合模切 整理 包装
复合 复合
分切 复合模切 包装
整理
二:工艺介绍
分切 原材料供应商提供的一般为少数标准尺寸的材料卷。这些尺寸的 材料一般无法直接使用,长度和宽度都不符合加工的要求。这时 我们就可通过复卷/分切改变材料卷的长度,宽度,以满足生产加 工的要求。我们可以分切各种材料,例如:薄膜、纸、布、医药 胶带和工业胶带。
方式-压合 设备-复合机、轮转模切设备 应用-胶+泡棉、胶+基材、胶+胶等
模切生产前复合或复合模切同 时加工。
二:工艺介绍
模切 使用模具将指定的材料切出所需形状,以配合客户在装配时的需 求。我们能够加工各种类型的压敏和非压敏材料及各种薄膜原料, 如工业胶带、电子胶带、医疗胶带、聚酯薄膜、kapton、泰弗龙、 乙烯材料、薄板、塑料板、泡棉、电路板、青壳纸等。产品可成 卷,也可独立成片,或其他客户指定的供应方式提供产品。
力越大。
二:工艺介绍
工艺的定义
– 劳动者利用生产工具对各种原材料、半成品进行加工或处来自,最终 使之成为产品的方法与过程。
制定工艺的原则: – 技术上的先进和经济上的合理。
由于不同的工厂的设备生产能力、精度以及工人熟练程度等因素都 大不相同,所以对于同一种产品而言,不同的工厂制定的工艺可能 是不同的;甚至同一个工厂在不同的时期做的工艺也可能不同。
6:复合型
结构 - (复合材料)
应用 -手机摄像镜头等
一:材料介绍
7:离型纸
• 离型纸剥离力比较: • UK<RE82< 8578 < PEK <8314 • 离型膜 • PET轻中重 • 低粘模
什么是离 型力?
离型力:分离的能力 剥离力越大,粘的越紧,不容易分离,离型
力越小; 剥离力越小,粘的越松,很容易分离,离型
sponge类材料简介及模切工艺
简报者:金钰 日 期:2013.7
一:材料介绍 1:背胶 2:保护膜 3:sponge 4:丝网
二:工艺介绍 1:分切 3:复合
5:金属箔 6:复合型
7:离型纸
2:分卷 4:模切
一:材料介绍
1:背胶
结构- 胶+原厂底纸+剥离纸;胶+工艺底纸+剥离纸 应用-Lens背胶 Lcd背胶 外壳粘接胶 标签等
一:材料介绍
3:泡棉
结构-泡棉;泡棉+胶+底纸;胶+泡棉+胶+底纸; 泡棉+导电布+胶
应用-缓冲衬垫 保护垫圈 填充垫片 导电衬垫 铭牌粘接胶等
一:材料介绍
罗杰斯泡棉的编号原则
4701-40-15-188-04
若编号尾部还有个P 则说明该材料自带PET层
市场代号
密度
4701&479
0
配方系列
30-比较软
复卷/分条
方式-纵切 设备-复卷分条机 轮转模切设备 刀具-刀片、槽切刀片、气切刀片 应用-PET膜、纸、复合材料等分条
二:工艺介绍
分卷
方式-横切 设备-手动切台、自动切台 刀具-牛舌钢刀、白钢单双刃刀、圆盘刀 应用-胶带、泡棉、保护膜等切卷
二:工艺介绍
复合 以压敏胶带为载体,将两种或两种以上材料粘接在一起。复合后的 材料具有多种材料的特性,使非压敏材料变得具有压敏和自粘的 特性。这种工艺能够提供非标材料,以适应单一材料所不能满足 的需求。
40-软
41-软(加强密封 )
50-硬
60-非常硬
92-极软性
颜色
厚度
单位英寸 0.188*25.4mm
0.3~ 12.7mm
一:材料介绍
4:丝网 (即我们厂内常说的通气布)
结构- 胶+丝网+底纸;胶+丝网+胶+底纸; 胶+泡棉+胶+丝网+胶+底纸
应用- 手机防尘网
一:材料介绍
5:金属箔
结构- 金属箔+胶;金属箔+胶+泡棉+胶 应用- 电子屏蔽产品
按结构分类
• 有基材 胶+基材+胶+原厂底纸
– 3M9495MP、3M9009
– 便于模切
• 无基材
胶+原厂底纸
– 3M467、3M9458
按供应商分类:
• 3M
• Sony
G9900、T4000
• Nitto
Nitto3800A
• Tesa
Tesa4972
一:材料介绍
2:保护膜
结构- 保护膜+原厂剥离纸;保护膜+工艺剥离纸 应用-Lens保护膜 外壳保护膜 过程保护膜
平板模切
方式-冲切、半穿、全穿 设备-平板模切机 刀具-激光平板刀片模、金属雕刻模 应用-一般工艺、少中量生产的产品模切
二:工艺介绍
轮转模切
加工方式-滚切 设备-轮转模切机 刀具-金属雕刻圆刀 应用-复杂工艺、大量生产的
产品模切
電聲產業領導品牌 豐富您的未來
Thank you.