装柜管理流程
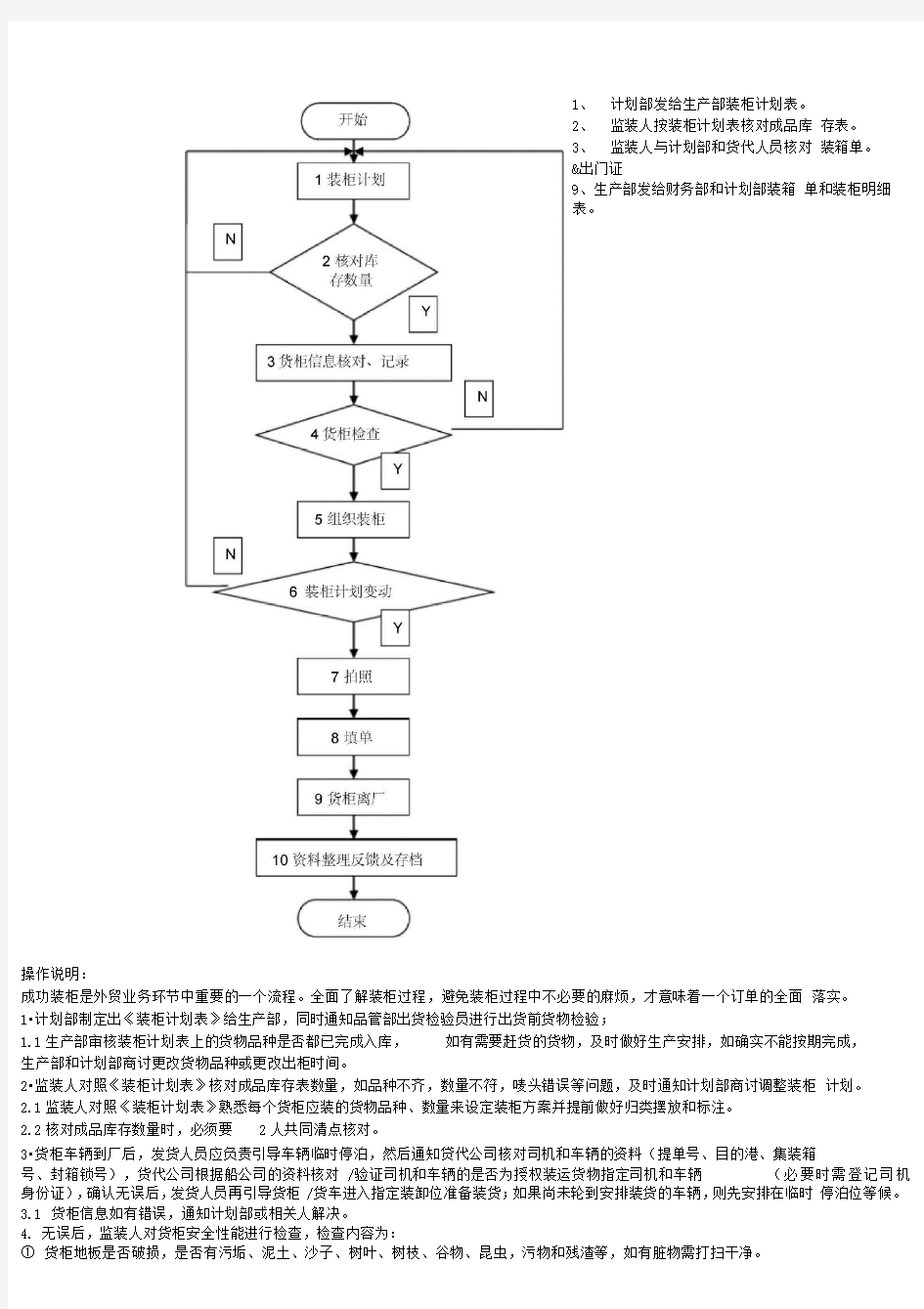

1、计划部发给生产部装柜计划表。
2、监装人按装柜计划表核对成品库存表。
3、监装人与计划部和货代人员核对装箱单。
&出门证
9、生产部发给财务部和计划部装箱单和装柜明细
表。
操作说明:
成功装柜是外贸业务环节中重要的一个流程。全面了解装柜过程,避免装柜过程中不必要的麻烦,才意味着一个订单的全面落实。
1?计划部制定出《装柜计划表》给生产部,同时通知品管部出货检验员进行出货前货物检验;
1.1生产部审核装柜计划表上的货物品种是否都已完成入库,如有需要赶货的货物,及时做好生产安排,如确实不能按期完成,
生产部和计划部商讨更改货物品种或更改出柜时间。
2?监装人对照《装柜计划表》核对成品库存表数量,如品种不齐,数量不符,唛头错误等问题,及时通知计划部商讨调整装柜计划。
2.1监装人对照《装柜计划表》熟悉每个货柜应装的货物品种、数量来设定装柜方案并提前做好归类摆放和标注。
2.2核对成品库存数量时,必须要2人共同清点核对。
3?货柜车辆到厂后,发货人员应负责引导车辆临时停泊,然后通知贷代公司核对司机和车辆的资料(提单号、目的港、集装箱
号、封箱锁号),货代公司根据船公司的资料核对/验证司机和车辆的是否为授权装运货物指定司机和车辆(必要时需登记司机身份证),确认无误后,发货人员再引导货柜/货车进入指定装卸位准备装货;如果尚未轮到安排装货的车辆,则先安排在临时停泊位等候。
3.1货柜信息如有错误,通知计划部或相关人解决。
4.无误后,监装人对货柜安全性能进行检查,检查内容为:
①货柜地板是否破损,是否有污垢、泥土、沙子、树叶、树枝、谷物、昆虫,污物和残渣等,如有脏物需打扫干净。
②检查货柜内是否潮湿或有异常气味等影响产品质量的不利因素;
③检查货柜的顶部、底部、四周是否有破损,密封性能是否完好;
4.1若发现货柜存在上述②③不安全因素,能够修复的应要求负责运输的驾驶员进行修复,不能修复的应立即通知计划部更改装柜计划时间或重新安排货柜。
4.2货柜检查没有问题后,监装人根据成品库存表和合格的〈货物检验报告〉组织监装人员再次清点货物;清点货物时,至少要有 2 人及以上监装人员对照正确成品库存表清点货物;品种数量做到百分百正确后方可开始装柜。
5 装柜时,必须有两名及以上监装人员, 1 人负责叉车铲货上柜; 1 人统计数据和柜内监督指导合理装柜。
5.1货物的摆放方式是货柜装多少的最重要因素,根据不同品种和包装的货物分为横放、竖放、侧放、躺放、相邻品种相邻摆放、自由组合摆放等多个方式,摆放要求越少,则装得越多。例如:公司的超宽包装品种就应躺放,既避免了被压坏,由于是躺放又达到了耐压效果。
5.2根据货物自身承重能力考虑,始终遵循“重货在下,轻货在上”的装柜原则,避免货物压坏。
5.3货物的摆放缝隙因素。刚开始可预计的范围内尽量将重包品种与大包品种先装,留下部分小包品种塞空隙,有效利用货柜的可用空间,做到有限的货柜空间装最多的货。
5.4监装人员监装时,需准备的器具如下:①相机②卷尺③磅秤④手电筒。
6?装柜计划变动:①监装人已按装柜计划表上的计划货物品种全部装完,货柜仍有空余立方时,应通知计划部;②监装人装
错货物品种,需要组织卸货翻柜,应通知计划部;
7.拍照:在装柜过程中,正常情况下在货柜装至1/2 时照一张相,在装满柜时照一张相,产品箱唛等信息都要拍过;装满时、
关半边门时、全关时、集装箱号、车牌、上铅封号后各拍一张。
8.填单:填单之前,需再仔细再核对所剩货物和已装货物库存正确无误后,方可填单上锁。
9若因货物装好货柜因货柜车无法开动等状况致使需停留在工厂,工厂需要有1-2 人轮流值班对其货柜车进行24小时看守,
并定时巡查核实柜内货物安全,待一切正常后,还需对货柜进行正常程序的验柜。无误后,监装人开具〈出门证〉,驾驶员持〈出门证〉货柜离厂;
10. 监装人在当天将照片、装箱单、装柜明细表等资料进行整理后向公司计划部汇报。
制度:
1成品库存表必须在装柜前核对完成。
2装柜计划表必须在装柜前发给生产部。
3装柜明细表和照片必须在装柜完成当天发给计划部。
4监装人员必须要 2 人及以上。
5装柜三不装原则:未完成的货不装、摆放不整齐货不装、件数不清的货不装。
6、监装人按照装柜计划表货物品种进行装柜,不得私自更改货物品种。
集装箱闸口操作流程图
集装箱闸口操作流程 接班前准备:查看上班的交接班记录,跟上班的同事现场交接。白班关闭通道照明灯,夜班开启通道照明灯。 出入门程序操作:开启电脑,双击桌面上的Sysmenu图标,单击“智能闸口”,用户名“GATE3A”(共四个口:3、5、6、7,三个班次A、B、C,对应本班本口,正确选择输入)。如上班没有退出程序,接班人要关闭程序,重新接班 “进门操作”是办理收箱和提箱业务,“出门操作”是办理车辆出场,“取消进门”显示当班进门操作所办理收提箱业务但还未装卸箱的所有车辆。司机如提出不提箱时,就在这里面删除,或者操作错误需重新办理时,也在这里删除。“查询”里的“已作业/未出闸车列表”显示本班进场并且已经装卸完箱的车辆,出口能进行的出门车辆操作都显示在这里面。“出闸列队查询”里提供任何时间段进口和出口办理完收箱和提箱并已经出场的车辆及箱号查询,“退换箱查询”里提供任何时间段在出口办理完退箱和换箱业务的车辆及箱号查询。 监控操作:双击桌面上的“海关卡口业务远程监控端系统”图标,用户名:000001, 密码:111111,弹出的页面左侧有通道口列表,勾选自己对应的通道口,单击“信息查询”,选择“历史记录查询”,弹出的框点确认,待车进入通道,监控扫描照相后,双击通道监控信息栏,这时进入“数据补采”页面,列出六个页面,上面三个是前箱的前左右三面,下面是后箱的后左右三面,箱体除去底面的五个面都有箱号,箱顶有两个箱号(前顶部和后顶部),选择清楚的一面箱号核对。模式选择里面的“通道模式”是显示对应的进出通道监控,只显示最近的一车箱号,“所有模式”是显示进出该口所有车辆的箱号照片,如果查询箱号,就使用“所有模式”查询。 *注:当车辆进入通道后,通道顶的监控摄像会自动采集箱号,如果屡次出现黑屏的情况,请打联系中控,中控会叫人过来修理。两个进口的操作程序与监控是连接的,所以办理收箱时,箱号会自动弹出来,箱号确认完后,放行杆会自动抬起,不用再手动按抬杆按钮。 1、进口流程:进入“进门操作”中,按照司机递交的设备交接单上的车小号,车门上的小号,在“许可证”一栏里输入。点击回车后,会在后面显示实际车号。在“委托号+序号”里面输入设备交接单上写明的预约号(详见预约号讲解),如果司机来送箱就点“收箱”,如果司机来提箱就点“提箱”,回车后,会出现箱号列表,选择次车对应的箱号,仔细核对船名、航次、卸货港、箱尺寸、箱型、箱公司,与设备交接单上的要一致,箱号要与实时箱号一致,并双击,下面的“车载箱信息”里的集卡车上会出现黄色(空箱)或红色(重箱)的集装箱图标,如果是重箱,在“过磅重量”一栏里还要输入重量“30000”,需要过磅的车辆,在“回皮”前的框打钩,需要调箱门的箱子,在“调”前的框打钩, 确认无误后,留下设备交接单进场联“码头、堆场联”或“闸口留存”,点击下面的“出门确认”(快捷键Ctrl+S),打印收箱和提箱小票,将小票与其余设备交接单递交司机,开杆放行。 进口过磅:五号进口只过重车,每天做三次零点测试,一次载荷实验,白班上下午与六号口各做一次比对,夜班一次比对,过磅不能超过委托单位的申请重量,如果到量了,通知业务
整体衣柜安装流程
整体衣柜的安装流程 随着现代人们生活水平的不断提高,整体家居观念的不断渗透发展,人们对于装修的认识也有了更进一步的层次。整体衣柜也由于其可量身订制、环保时尚个性的优点,成为了现代家居装修中必不可少的一部分之一,将注定成为未来家庭衣柜的消费热点。但是对于很多人来说,提到整体衣柜的安装就头疼,无从下手。所以越来越多的人到网络里去搜索“衣柜安装视频”、“衣柜安装图片”。虽然整体衣柜安装是一门技术活,但是只要根据步骤有条不絮的安装,衣柜的安装也没有想象中的那么复杂。下面由专注行业近十载的箭牌衣柜为大家详细介绍整体衣柜怎样安装,让更多的人懂得整体衣柜的安装。 整体衣柜的安装主要分为两个部分,背板的安装和柜体的安装。 背板的安装 背板的安装很重要,首先背板是确认整体衣柜安装位置,关乎着衣柜的牢固性和使用寿命。而正常的固定衣柜板材是通过外围板固定,方法有两种:一、半槽:半槽是指在外围板的后边内侧开一条7字形的缺口,背板放在半槽上用铁钉或者螺丝固定;二、U型槽:U型槽是在外围板后边内侧留若干位置2开缺口,背板装入缺口内由5的两侧夹紧固定。 2、组装背板的时候必须先把柜身的角度扶正,在现场地面相对水平的情况下,可以用钢圈尺丈量柜身的对角线。根据图纸的结构,把背板放在整体衣柜的背部上比试,看是否处在生产时背板接缝处对接的最大尺寸板件中心线上。然后先将两边的背板插到两外侧的背板槽内,再放中间背板,按照原先划好的背板固定中线,在背板上延伸到相应的位置,用3mm 的麻花钻头在背板螺丝固定位置先钻一个孔,预防在装螺丝的时候把柜身板冲裂,当两件背板靠在一起拼缝时,可以用3mm的鉆嘴对准两背板之间的缝隙钻孔,然后用螺丝固定两背之间。
[最新]装柜流程验货流程
[最新]装柜流程验货流程 装柜前的准备: 1.核实是否收到客户货款; 2.制作装箱单(PL)和商业发片(CI); 3.核实货物与装箱单是否一致,如数量、毛重、净重、体积等; 4.关于CI的问题,要与客户核实相关信息,如产品的单价是否与PI一致,如果不一致,应改为多少,视客户实际情况而定; .除了基本的CI和PL,询问客户是否需要其它清关文件,如沙特阿拉伯的SASO-COC认证5 和阿拉伯规定标签,巴西海关要求正本提单上必须显示运费(Ocean freight charges),同时必须显示进口商的CNPJ号码,附上各国清关文件。 装柜前需要注意的事项: 1.凭着船公司的SO(shipping order订舱单)要货代安排拖柜; 2.需要确认的信息: A( 货柜号 B( 封条号 C( 拖车司机的联系方式 D( 到达公司的时间 3.通知车间货柜大概抵达时间,以便安排放置货物; 4.联系装柜师傅,并在柜子抵达目的地后通知其前来装柜。 装柜中需要注意的事项: 1.核对货柜号、封条号和司机车牌是否与货代公司提供的一致; 2.检查货柜外形是否有损坏;
3.把拖车车牌号和货柜侧面照记录下来; 4.装柜中跟踪的情况; A(拍照部分; ?空柜; ?关左边门; ?货物装到1/2; ?货物装到3/4; ?货物装好后; ?关左边门; ?关门。 5.装柜中必须告知装柜师傅按规定方向摆放,轻拿轻放,并且不能踩踏在纸箱上面; 装柜后需要注意的事项: 1.根据实际出货情况于当天做好提单补料,发送给船公司; 2.与货代公司联系,核实报关事宜,并向其确认是否出现海关查柜情况; 3.联系船公司要求提供提单草稿B/L DRAFT和实际装柜的CI、PL; 4. 把实际出货图片发给客户,并告知货物具体出货时间、大概抵达时间; 5. 先自行核实CI和PL与实际出货是否一致,如总数量、总方数、产品型号、产品单价、产品总金额和其它相关配件,在自行核实正确后转发给客户确认,并询问客户各文件需要多少份,必须做到单单相符; 6.在得到客户确认的CI、PL后,通知船公司出提单正本(全套一正几副),同时将盖有公章的CI、PL和B/L寄到客户指定地址; 注意事项: A( 盖有公章的CI和PL必须与公司抬头一致,视具体情况而定;
装柜管理流程
1、计划部发给生产部装柜计划表。 2、监装人按装柜计划表核对成品库存表。 3、监装人与计划部和货代人员核对装箱单。 &出门证 9、生产部发给财务部和计划部装箱单和装柜明细 表。 操作说明: 成功装柜是外贸业务环节中重要的一个流程。全面了解装柜过程,避免装柜过程中不必要的麻烦,才意味着一个订单的全面落实。 1?计划部制定出《装柜计划表》给生产部,同时通知品管部出货检验员进行出货前货物检验; 1.1生产部审核装柜计划表上的货物品种是否都已完成入库,如有需要赶货的货物,及时做好生产安排,如确实不能按期完成, 生产部和计划部商讨更改货物品种或更改出柜时间。 2?监装人对照《装柜计划表》核对成品库存表数量,如品种不齐,数量不符,唛头错误等问题,及时通知计划部商讨调整装柜计划。 2.1监装人对照《装柜计划表》熟悉每个货柜应装的货物品种、数量来设定装柜方案并提前做好归类摆放和标注。 2.2核对成品库存数量时,必须要2人共同清点核对。 3?货柜车辆到厂后,发货人员应负责引导车辆临时停泊,然后通知贷代公司核对司机和车辆的资料(提单号、目的港、集装箱 号、封箱锁号),货代公司根据船公司的资料核对/验证司机和车辆的是否为授权装运货物指定司机和车辆(必要时需登记司机身份证),确认无误后,发货人员再引导货柜/货车进入指定装卸位准备装货;如果尚未轮到安排装货的车辆,则先安排在临时停泊位等候。 3.1货柜信息如有错误,通知计划部或相关人解决。 4.无误后,监装人对货柜安全性能进行检查,检查内容为: ①货柜地板是否破损,是否有污垢、泥土、沙子、树叶、树枝、谷物、昆虫,污物和残渣等,如有脏物需打扫干净。
装柜流程说明
装柜流程说明 1、装柜前一天向生产部主管索要【拖货通知单】,核对名称规格,入数,总数量,箱数,条形码等信息是否正确;根据【拖货通知单】核查仓库内要装柜的成品是否齐全,如不齐全,及时通知到生产主管。 2、按照【拖货通知单】所列成品明细,提前将要装柜的成品备货到指定的位置。注意事项: (1)拖完货后,如果拖货通知单上所列货物的剩余库存只有一两箱时,要询问生产主管是否安排剩余库存也装柜。 3、货物检验及清点核对;要求至少两人清点,一般都是三人清点;包含名称规格,批次号,每托盘数量及总数量。此项核对成品保管主抓并和另两人所清点的数据进行比对,杜绝发生错误。 注意事项: (1)托盘上是否都有【成品标示卡】 (2)【成品标示卡】上所写数量是否和托盘上实际数量一致; 4、货柜入厂后,及时核对货柜信息;通过【装箱理货单】(司机提供)和【拖货通知单】核对船名航次、提单号、集装箱号、铅封号、柜型、目的港是否一致。如有不同,及时提出 5、货柜信息核对无误后,成品保管员对货柜安全性能进行检查,检查内容为: ①检查货柜内是否潮湿、清洁或有异常气味等影响产品质量的不利因素;②检查货柜的顶部、底部、四周是否有破损,密封性能是否完好;若发现货柜存在上述不安全因素,能够修复的应要求负责运输的驾驶员进行修复,不能修复的应立即通知相关部门重新安排货柜;以上检查须填制【集装箱检查表】备案留底,集装箱检查表见附件一 6、组织装柜:(1)准备所需的工具:相机、电子称、卷尺、手套、衣服;(2)通知生产主管安排所需装柜人员;(3)成品保管安排各规格货物装箱循序,并指导装箱人员装柜方法; 注意事项: (1)将每规格的成品各留一箱,最后装在集装箱最后一排以应对海关查验;(2)测量货物的外箱尺寸及产品毛重。
集装箱货运流程(总4页)
集装箱货运流程(总4 页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
1.发货人持货运委托书委托货运代理人代办相关业务,货运代理人答应代理相关业务。 2.货运代理人自制场站收据十联单(D/R),将第一联交给发货人。 3.货运代理人持场站收据2--10联单(D/R2--10),及用箱申请单,找船代提出订舱申请和用箱申请。 4.船代审核单证,确认无误后,在场站收据第5联(装货单)上盖章,确认订舱,承运货物,船代留下场站收据2---4联(船代留底联,运费通知1,运费通知2),将场站收据5--7联退还给货运代理人,并将集装箱设备交接单交给货运代理人。 5.船代将场站收据第10联交给发货人,自留场站收据第8,9联. 6.船代委托运输公司提取空箱,将设备交接单出场联单交给运输公司。 6’与此同时,货运代理人在货物已经报检的前提下,持报关单,场站收据5--7联单到海关处办理报关,海关审核相关单证,在场站收据联单第5联单上盖放行章,并将场站收据5--7联单还返给货运代理人。 7.运输公司持设备交接单出场联单去堆场提取空箱。 8.在堆场双方检查集装箱无误后,双发在设备交接出场联单上签字后,运输公司留一联,堆场自留一联,将第一联交给船代。运输公司提取空箱,空箱出场。 9.运输公司将提取的空箱交由货运代理人。
10.货运代理人在海关的监管下将货物装箱,并制作装箱单。然后将集装箱设备交接单进场联单交由运输公司,委托运输公司返重箱。 11.运输公司持集装箱设备交接单进场联单将集装箱返回堆场,堆场检查无误后,双方签字,运输公司留一联,堆场自留一联,将第一联交给船代。 12.货运代理人持装箱单及场站收据5--7联单去堆场,堆场审核相关单证后,留下场站收据联单5--6单,集装箱装箱单1--3联(码头联,船代联,承运人联),并在场站收据第7联单(场站收据正本联)上签字,将场站收据第7联返回给货运代理人,同时将装箱单4--5联返回给货运代人。 13.货运代理人将集装箱装箱单第5联交由发货人,自留集装箱装箱单4联。 14.堆场将场站收据第5联留下,将第6联交由外轮理货公司。 15.堆场将集装箱装箱单第一联留下用来编制货物装船计划,将集装箱装箱单2--3联交给船代,船代用第二联编制货物积载计划。第3联用来处理货运事故。 16.外轮理货公司将集装箱装上船后,将场站收据第6联交给大幅,随船而行。 17.货运代理人持场站收据第7联(场站收据正本联)去船代那里换取提单(B/L)。 18.货运代理人持提单去议付行结汇。 19.议付行将提单及其他相关单证寄送到开证行。
配电柜安装工艺流程标准范本
编号:QC/RE-KA8623 配电柜安装工艺流程标准范本 In the collective, in order to make all behaviors have rules and regulations, all people abide by the unified norms, so that each group can play the highest role and create the maximum value. (管理规范示范文本) 编订:________________________ 审批:________________________ 工作单位:________________________
配电柜安装工艺流程标准范本 使用指南:本管理规范文件适合在集体中为使所有行为都有章可偱,所有人都共同遵守统一的规范,最终创造高效公平公开的的环境,使每个小组发挥的作用最高值与创造的价值最大化。文件可用word 任意修改,可根据自己的情况编辑。 配电柜安装工艺流程 (1)设备开箱检查: 安装单位、供货单位、监理单位、建设单位共同进行,并做好检查记录。按照设备清单、施工图纸及设备技术资料,核对设备本体及附件。设备的规格型号应符合设计图纸要求;附件、备件齐全,产品合格证、技术资料、说明书齐全。 柜(盘)本体外观检查应无损伤及变形,油漆完整无损。 柜(盘)内部检查:电气装置及元件、绝缘瓷件齐全,无损伤裂纹等缺陷。
(2)设备搬运: 根据设备重量、距离长短,可采用汽车、汽车吊配合运输,人力推车运输或卷扬机滚杆运输。 设备运输吊装时应注意:道路要事先清理,保证平整畅通。柜(盘)顶部有吊环者,吊索应穿在吊环内,无吊环者吊索应挂在四角主要承力结构处,不得将吊索吊在设备部件上。 (3)柜体稳装: 基础槽钢应首先调直,然后按照柜体尺寸要求加工基础槽钢架,并刷好防锈漆。 按照施工图纸要求,将预制好的基础槽钢架,用水平尺找平找正,然后与膨胀
集装箱作业操作流程
*********港务有限公司 集装箱安全操作规程 第一章安全操作规程总则 第一条作业人员必须接受本规程安全教育,特殊工种(指挥手、船舶起货机司机、装卸机械司机等)作业人员必须持证上岗。 第二条凡进入装卸生产现场,包括库场,或建筑施工现场,或在2米以上高处,或可能有物体坠落的地方作业,必须戴好安全帽,并生好根。 第三条凡水上作业,上、下船舶、码头,在低于1.05米高栏杆、舷墙的船舶舱面上走动或作业,在码头边解系缆,必须穿救生衣,并扣好上、下带子。 第四条凡在2米以上高处作业(包括:舱深超过2米时,开、关小舱盖、大梁和舱口低于1.05米的舱面甲板工作等)必须扣好安全带或张好防护网。 第五条进入生产岗位,必须根据货种规定和工作要求穿戴好各种劳防用品(原木作业中装卸工人必须穿着防滑鞋、钢材作业中装卸工人必须穿着防护皮鞋)。不准赤脚、赤膊和穿塑料硬底鞋、拖鞋、凉鞋、高跟鞋及裙子进入生产现场。 第六条为保证上下船舶人员安全,在使用舷梯和跳板
时都要设置安全网,跳板安全网应伸出跳板左右二侧不得小于1.0米,舷梯安全网应分别牢固连接在船舷和岸上。
第七条船未靠妥不准上、下船,上、下船舶或船舱,必须走专用扶梯、绳梯或跳板。走扶梯前,应先观察扶梯是否完好和有无安全网;走绳梯前要先察看其上端是否拴牢,悬挂方法是否正确,绳梯载人最多不超过2人;走跳板要先察看其上端是否拴牢,下端是否着地稳妥。不准攀爬、跨越大轮船帮。船舶上、下舷梯,必须按顺序先上后下。 第八条禁火场所严禁烟火,生产现场严禁吸烟。凡禁止明火作业的区域,严禁动火,特殊情况须按照规定办理明火作业许可证并有相应防火措施方可进行。 第九条禁止接班前(4小时内)及班中喝酒,不准在岗位上嬉闹、打瞌睡。作业中要集中思想谨慎操作,服从现场管理人员指挥,不准擅离岗位或做与工作无关的事。 第十条船舶靠离作业时,非系缆人员不准靠近系缆区域。 第十一条码头作业区域不准下水游泳、洗澡、捕鱼和擅自打捞失物等。 第十二条对危险区域,必须在其周围树立明显的警告标志。严禁擅自拆除各种安全标志和防护装置;禁止使用没有安全防护装置的机械设备。
工厂装柜流程 (Full Container Loading)
FCL Stowage Instructions To Shippers 1. Shippers must check the following before loading a container, and inform Cargo Services immediately should any of the below situations arise: 1.1 Damages, dirt, mud, sand, soil, leaf, tree litter, grain, insects, residues and contamination on the floor of the container or disfigurations to the container e.g., dents, excess rust, locking mechanism problems, etc.; 1.2 Leakage holes can be checked by closing the doors of the containers to see if there is any light coming through; 1.3 A photo must be taken after opening the doors of the container (before container stuffing) to record its cleanliness and the status suitable for container stuffing; 1.4 A photo must be taken after container stuffing and the closing of one of the doors of the container; and 1.5 T he two photos of the container status, plus Container Manifest/Commercial Invoice/ Packing List/Certificate of Origin/Export Licence/Dock Receipt are to be submitted to Cargo Services within TWO days after container stuffing; 2. No cargoes with any metal clamps or buckles on strapping around the outer cartons can be accepted. 3. No Cargoes Exceeding 25 kgs are accepted. 4. Please note the following points when loading cargoes into containers: 4.1 PO with larger quantity must be loaded first, with the smallest PO loaded at the door end of the container; 4.2 Cargoes belonging to the same PO must be kept to the same row, with loading of one PO after another; 4.3 Heavy cargoes must be loaded at the bottom, whereas light or fragile cargoes must be loaded on top; 5. When cargoes are not enough to fully utilize a container (90% or less), shippers must attempt to load the cartons evenly between the front and the door end of the container. Empty space between cartons and container doors should not exceed 6 inches, otherwise airbags and a lashing net must be mounted at the door-end of the container to ensure cargoes do not fall in transit and during devanning. In other words, horizontal stacking of cargoes inside a container must be effected and not vertical stacking. 6. One carton of each item reference (SKU) must be positioned at the door-end of the container to facilitate Customs checking at destinations.
集装箱运输操作流程
集装箱运输操作流程 为便于部门业务人员帮助客户进行价格核算,先就集装箱运输操作流程进行一下讲解。 以集装箱做为运输单位进行货物运输的一种现代化先进的运输方式。 运输方式: (一)装箱方式: 1、整箱(FCL ):货主向承运人或租赁公司租用一定的集装箱。空箱运到工厂仓库后在海关人员监管下,货主把货装入箱内,加锁铅封后,交承运人并取得站场收据,最后凭收据换取提单或运单。 2、拼箱(LCL )承运人接受货主托运的数量不足整箱的小票货运后根据货类性质和目的地进行分类整理,把去同一目的地的货,集中到一定数量,拼装入箱。 (二)交接方式: 1 、整箱交整箱接(FCL/FCL ),承运人以整箱为单位负责交接,货物的装箱和拆箱均由货方负责。 2 、拼箱交拆箱接(LCL/LCL ),货物的装箱和拆箱均由承运人负 3 、整箱交拆箱接(FCL/LCL )
4 、拼箱交整箱接(LCL/FCL ) (三)交接地点: 注:“门”指发收货人工厂或仓库。“场”指港口的集装箱堆场。“站指港口的集装箱货运站。 1、门到门-- 在整个运输过程中,完全是集装箱运输,并无货物运输,适宜于整箱交整箱接。 2 、门到场站-- 从门到场站为集装箱运输,从场站到门是货物运输,适宜于整箱交拆箱接。 3 、场站到门-- 由门至场站为货物运输,由场站至门是集装箱运输,适宜于拼箱交整箱接。 4、场站到场站-- 除中间一段为集装箱运输外,两端的内陆运输均为货物运输,适宜于拼箱交拼箱接。 (四)出口程序: 1、订舱 2 、装货单:船公司确认订舱后,签发装货单,分送集装箱堆场和集装箱货运站,据以安排空箱及办理货运交接。 3、发送空箱:整箱货运所需的空箱,由船公司送交或发货人领取。 拼箱货运所需的空箱,一般由货运站领取
橱柜安装整体操作流程
橱柜安装整体操作流程 安装前的准备工作 1、公司下达安装任务之后相关人员要做好与客户的联系沟通,确认客户的详细住址与上门安装服务的具体时间,联系沟通的时候要注意礼貌用语。 上岗前检查自身的仪容仪表是否正规得体,严禁酒后上岗,违者重处。 2、进入安装现场之后要注意对客户家的墙壁地面等器物做好保护,不得随意翻动客户家中的物品不得与客户谈及与工作无关的事情,检查、清理现场拿出图纸与现场情况进行比对,如有出入差错及时上报公司并与客户协调处理。 (1) 确认图纸与现场是否一致; (2) 检查进水、下水、煤气管的位置是否正确,消毒柜、烟机电源位置是否正确;如不正确需要改动的及时与客户沟通。 (3) 检查地砖、墙砖是否有缺陷(如开裂等) ,如有缺陷,应及时记录并与现场管理方确认; (4) 将安装现场中的杂物及与安装无关的物品清理出现场。注意死角的清理以免影响到安装质量。 3、放置工具箱进入现场后将安装工具箱放置于门边靠墙角处,首先取出垫布铺在地上,然后将工具放在垫布上。注意:出发前一定要自查,以防止工具箱、垫布不整洁,工具零乱不整齐,零部件放置杂乱、肮脏等。 柜体安装 (一)进行安装 1、按照安装顺序将货物排列好分放到位,必须仔细核对不得出现错分错放现象,尽量现场开封包装;打开包装的时候注意刀口的伸出长度,避免损
伤到包装里面的柜体等。根据现场环境决定柜体中的大件小件的安装操作。 2、组装柜体时应注意轻拿轻放,避免刮伤厨房内的成品,同时避免损伤橱柜柜体。注意:在拆开包装纸铺垫在厨房地面上,避免安装过程中散落的五金件划伤地面。五金配件的放置要有专门的放置位置,不得随意散乱的置于地面柜体上。 (二)组装顺序测量厨房地面的高低水平情况,根据情况选择安装点。L 形、U形橱柜:为方便调节,应从转角处向两边延伸,因此,凡此两种形式的产品,应先拆开转角处的柜体开始组装。注意墙壁转角是否成90 度直角,不成直角的要根据实际情况在安装中进行修改。 (三)安装柜体 1、木销、偏心件、连接杆的正确安装方法及注意事项 (1) 安装方法:先将木销插在侧板(或装有连接杆的板件)上,确认 木销露出部分不得超过10mm,再将装好木销的侧板准确地与地板进行连接; (2) 注意事项:注意孔位与孔位之间的偏差。木销与孔位的错位误差 如在2 mm以内,可用美工刀适当修正木销;如误差超过2mm,不得 强行安装,应将板件置于一旁,待后期检查后向现场管理人员汇报 2、背板的安装方法及注意事项 (1) 确认侧板与底板的背板槽是否有错位的情况:2mm 以内,可用美工刀适当修正;超过2mm 的,不得强行安装。 (2)用自攻螺丝钉固定背板。 3、抽屉柜的安装方法及注意事项首先检查滑道安装是否准确,无误后把抽
(完整版)配电柜安装流程
配电柜安装流程 配电柜安装是电力工程安装的一个重要环节,那么如何来安装配电柜呢?配电柜安装过程中又需要注意哪些环节?以下是对配电柜安装的总结。 配电柜安装时,应注意施工的先后顺序,按现场条件和作业情况,各过程也可适当分解或合并进行: 1.配电柜设备开箱检查 (1)按设计图纸,设备清单核对设备件数。按设备装箱单核对设备本体及附件,备件的规格、型号。核对产品合格证及使用说明书等技术资料。 (2)柜(屏、台、盘)体外观检查应无损伤及变形,油漆完整,色泽一致,柜内电器装置及元件齐全,安装牢固,无损伤无缺失。 (3)开箱检查应配合施工进度计划,结合现场条件,吊装手段和设备到货时间的长短灵活安排。设备开箱后应尽快就位,缩短现场存放时间和开箱后保管时间。可先作外观检查,柜内检查待就位后进行。 2.配电柜设备搬运 (1)设备吊点,柜顶设吊点者,吊索应利用柜顶吊点,未设有吊点者,吊索应挂在四角承力结构处,吊装时宜保留并利用包装箱底盘,避免索具直接接触柜体。 (2)柜(屏、台)室内搬运、位移应采用手动插车,卷扬机、滚杠和简易马凳式吊装架配倒链吊装,不应采用人力撬动方式。 3.基础型钢安装 (1)基础型钢安装宜由安装施工单位承担。如由土建单位承担,设备安装前应作好中间交接,型钢预先调直,除锈,刷防锈底漆。 (2)基础型钢架可预制或现场组装。按施工图纸所标位置将预制好的基础型钢架或型钢焊牢在基础预埋铁上。用水准仪及水平尺找平,校正。需用垫片的地方,须按钢结构施工规范要求。垫片最多不超过三片,焊后清理,打磨,补刷防锈漆。 (3)配电箱安装可用铁架固定或铜金属膨胀螺栓固定。铁架加工应按尺寸下料,找好角钢平直度,将埋注端做成燕尾形,然后除锈,刷防锈漆。埋入时注意铁架平直程度和螺孔间距离,用线坠和水平尺测量准确后固定铁架、注高强度等级水泥砂浆。持水泥砂浆凝固后达一定强度方可进行配电箱(盘)的安装。 (4)基础型钢尺寸按设计要求,安装允许偏差见表中标准。 (5)基础型钢与接地母线连接,将接地扁钢引入并与基础型钢两端焊牢。焊缝长度为接地扁钢宽度的2 倍。 4.配电柜(屏、台)安装 (1)柜(屏台)安装应按施工图纸布置,事先编设备号、位号,按顺序将柜(屏、台)安放到基础型钢上。 (2)单独柜(屏、台)只找正面板与侧面的垂直度。成列柜(屏、台)顺序就位后先找正两端的,然后挂小线逐台找正,以柜(屏、台)面为准。找正时采用几0.5mm 铁片调整,每处垫片最多不超过三片。 (3)按柜底固定螺孔尺寸在基础型钢上定位钻孔,无特殊要求时,低压柜用M12,高压柜用M16 镀锌螺栓固定。柜(屏、台)安装允许偏差见表中标准。 (4)柜(屏、台)就位找正找平后,柜体与基础型钢固定,柜体与柜体,柜体与侧挡板均应用镀锌螺栓连接。 (5)每台柜(屏、台)单独与接地母线连接。柜本体应有可靠、明显的接地装置,装有电器的可开启柜门应用裸铜软导线与接地金属构件做可靠连接。
装柜管理流程
操作说明: 成功装柜是外贸业务环节中重要的一个流程。全面了解装柜过程,避免装柜过程中不必要的麻烦,才意味着一个订单的全面落实。 1.计划部制定出《装柜计划表》给生产部,同时通知品管部出货检验员进行出货前货物检验; 1.1生产部审核装柜计划表上的货物品种是否都已完成入库,如有需要赶货的货物,及时做好生产安排,如确实不能按期完成,生产部和计划部商讨更改货物品种或更改出柜时间。 2.监装人对照《装柜计划表》核对成品库存表数量,如品种不齐,数量不符,唛头错误等问题,及时通知计划部商讨调整装柜计划。 2.1 监装人对照《装柜计划表》熟悉每个货柜应装的货物品种、数量来设定装柜方案并提前做好归类摆放和标注。 2.2核对成品库存数量时,必须要2人共同清点核对。 3.货柜车辆到厂后,发货人员应负责引导车辆临时停泊,然后通知贷代公司核对司机和车辆的资料(提单号、目的港、集装箱号、封箱锁号),货代公司根据船公司的资料核对/验证司机和车辆的是否为授权装运货物指定司机和车辆(必要时需登记司机
身份证),确认无误后,发货人员再引导货柜/货车进入指定装卸位准备装货;如果尚未轮到安排装货的车辆,则先安排在临时停泊位等候。 3.1货柜信息如有错误,通知计划部或相关人解决。 4.无误后,监装人对货柜安全性能进行检查,检查内容为: ①货柜地板是否破损,是否有污垢、泥土、沙子、树叶、树枝、谷物、昆虫,污物和残渣等,如有脏物需打扫干净。 ②检查货柜内是否潮湿或有异常气味等影响产品质量的不利因素; ③检查货柜的顶部、底部、四周是否有破损,密封性能是否完好; 4.1若发现货柜存在上述②③不安全因素,能够修复的应要求负责运输的驾驶员进行修复,不能修复的应立即通知计划部更改装柜计划时间或重新安排货柜。 4.2货柜检查没有问题后,监装人根据成品库存表和合格的〈货物检验报告〉组织监装人员再次清点货物;清点货物时,至少要有2人及以上监装人员对照正确成品库存表清点货物;品种数量做到百分百正确后方可开始装柜。 5装柜时,必须有两名及以上监装人员,1人负责叉车铲货上柜;1人统计数据和柜内监督指导合理装柜。 5.1 货物的摆放方式是货柜装多少的最重要因素,根据不同品种和包装的货物分为横放、竖放、侧放、躺放、相邻品种相邻摆放、自由组合摆放等多个方式,摆放要求越少,则装得越多。例如:公司的超宽包装品种就应躺放,既避免了被压坏,由于是躺放又达到了耐压效果。 5.2根据货物自身承重能力考虑,始终遵循“重货在下,轻货在上”的装柜原则,避免货物压坏。 5.3货物的摆放缝隙因素。刚开始可预计的范围内尽量将重包品种与大包品种先装,留下部分小包品种塞空隙,有效利用货柜的可用空间,做到有限的货柜空间装最多的货。 5.4监装人员监装时,需准备的器具如下:①相机②卷尺③磅秤④手电筒。 6.装柜计划变动:①监装人已按装柜计划表上的计划货物品种全部装完,货柜仍有空余立方时,应通知计划部;②监装人装错货物品种,需要组织卸货翻柜,应通知计划部; 7.拍照:在装柜过程中,正常情况下在货柜装至1/2 时照一张相,在装满柜时照一张相,产品箱唛等信息都要拍过;装满时、关半边门时、全关时、集装箱号、车牌、上铅封号后各拍一张。 8.填单:填单之前,需再仔细再核对所剩货物和已装货物库存正确无误后,方可填单上锁。 9若因货物装好货柜因货柜车无法开动等状况致使需停留在工厂,工厂需要有1-2人轮流值班对其货柜车进行24小时看守,并定时巡查核实柜内货物安全,待一切正常后,还需对货柜进行正常程序的验柜。无误后,监装人开具〈出门证〉,驾驶员持〈出门证〉货柜离厂; 10.监装人在当天将照片、装箱单、装柜明细表等资料进行整理后向公司计划部汇报。 制度: 1 成品库存表必须在装柜前核对完成。 2装柜计划表必须在装柜前发给生产部。 3装柜明细表和照片必须在装柜完成当天发给计划部。 4监装人员必须要2人及以上。 5装柜三不装原则:未完成的货不装、摆放不整齐货不装、件数不清的货不装。 6、监装人按照装柜计划表货物品种进行装柜,不得私自更改货物品种。
10KV环网箱装配工艺流程
SM6-12环网箱装配工艺流程 编写:刘三亚 审核:张云芸 批准:刘欢歌 红苏电气科技有限责任公司二零一八年十月
1 适用范围 1.1本守则适用于SM6-12充气柜产品装配; 1.2二次配线依据《二次配线工艺守则》 2 主要流程 3.工具、工装、设备 各种气动工具、扭力扳手、活动扳手、一字螺丝刀、十字螺丝刀、套筒扳手、尖嘴钳、鲤鱼钳、剥线钳、直尺、卷尺、游标卡尺 专用工具工装、断路器装配车、三工位开关装配车、电压互感器装配工装、 避雷器装配工装、等压抽真空充气氦质谱检漏系统、烘干炉。 4 通用工艺要求 4.1待装配零部件应经质检检验合格,方可装配;不合格件未经设计部门允许不能装配;质检所需检具应反馈本部门或相关部门协助解决。 资 料 来 源 编 制 校 对 充气箱体 箱体、柜架组装 铝合金柜架装配 充气单元装配 整体烘干 氦检漏、充SF6 检验水份 柜壳装配 二次元件安装 二次线装配 单柜试验 并柜测试 附件装配 清洁清理自检 终检 包装出货
4.2以图纸尺寸要求或施工单为依据。 4.3 装配前准备 4.3.1备齐工具、工装及所需的各种零部件(包括外协、外购件)及辅助材料。4.3.2所需工装、工具应及时反馈车间领导或寻求相关部门协助解决。 4.4施工中,工件不允许任意推拉。所使用平台或台板应平整、清洁,无利器及杂物。吊装工件时应注意安全和以不损伤工件为前提。在当天结束工作或暂时停止装配工作时,对关键件或关键部位应进行防盗、防尘、防碰处理。确保装配件清洁、整齐,同时对人不构成安全隐患。 4.5装配工在装配前应对所装配零部件进行外观、型号规格等确认、检查。发现问题应及时通告相关人员,不宜私自处理。 4.6密封零部件的安装: 先装好平垫、弹垫后,预紧螺母或螺丝,再用扳手按对角、循环顺序,均匀紧固全部螺母或螺丝,直到弹簧垫圈压平或密封面基本相贴为止。预紧力矩规定如下:表一 螺柱力矩备注 (N.m) lbf.ft M6 6-8 5.5 M8 13-14 10 M10 18-20 14 4.7各工序应自检、互检、巡检和终检。 5 装配过程 标记处数更改文件号签字日期
高压开关柜安装流程及注意事项
高压开关柜安装流程及注意事项 一、高压柜拆包装及吊装就位 高压柜在装卸车上把包装拆除。转移设备的时候由于吊车只能把设备吊到门口,设备都很笨重而且门又不宽,室外到室内还有几级台阶或斜坡不能把设备直接放上叉车或者滚筒推进去,有的设备还不能放在地上,一般都有一个10-15cm高的基础,常用枕木在室外门口垫一个小平台,垫起来的高度跟几级台阶或里面的基础差不多,上面铺两根槽钢,槽钢一端搭在枕木上,另一端搭在室内或者基础上,槽钢的凹槽朝上,将设备平稳吊落在槽钢上,然后用撬棍伸入槽钢凹槽内将设备沿着槽钢移到室内,室内用滚筒或者叉车接住即可实现设备转移。 图一:将设备吊装至铺好的平台上(此为电容器)
图二:将设备平移进室内,室内使用的是链条葫芦 二、高压开关柜就位及拼装 图三:高压柜全部就位后就是这样歪歪斜斜的,注意两排高压柜之间也有槽钢
找准主屏位置,一般是找#1主变进线柜或#2主变进线柜为主屏,找齐对正一般以三点一线的方法,即穿墙套管B相中心、主屏B相进线中心和主屏前盖板中心。 图四:这是在找主屏的中心,位置找准了之后记得打水平。 多排高压柜之间是以母线桥连接,先将靠主变进线侧的高压柜位置定位好,再次利用四点一线的方法找齐母线桥对侧的高压柜,则对侧的高压柜以母线桥高压柜为基准找齐对正,如此一来,不论有多少高压柜都能把位置找准。此时要注意的一点就是,母线桥连接的两排高压柜是要反相序的,一定要注意,这个情况一般是设计院与生产厂家之间就协商好了的,但是安装过程中还是要注意,如果没有反相序就要厂家做出相应的整改。
图五:这是母线桥两端,注意相序。
图六:这张图可以看出来反相序了 主屏就位后立刻用水平尺打水平,看是否需要垫片垫平,打完水平后立刻电焊固定。 将其他高压柜朝主屏靠拢。 高压柜与高压柜之间是靠连接屏螺丝卡紧的,前后都有,当高压柜就位后,打开高压柜前后柜门以及母线室门板以及顶盖门板。连屏过程中切记要一块一块的朝主屏靠拢连紧,有的为了省事先把前柜门的连屏螺丝拧紧完再拧紧后柜门的,这样做有个弊端,因为现在市场上的高压柜五花八门,质量也参差不齐,每一个高压柜之间的配合不一定那么紧密,前柜门卡紧了后后柜门不一定对的上,如果其中有高压柜连接不好,要立即处理,不然就是痛苦的返工。