金属塑性加工技术共33页文档
合集下载
第三篇 金属塑性加工

⒉分模面 * 分模面:上下模锻在模锻件上的分界面,关 系到锻件成型,锻件出模,材料利 用率,锻模加工等一系列问题。 * 选分模面原则: 1)应保证模锻件能从模腔中取出来。图3-26a-a 2)应使上、下两模沿分模面的模腔轮廓一致。 3)分模面应选在能使模腔深度最浅的位置上。 4)使敷料最少。 5)分模面最好是一个平面。图3-26中d-d面最合理。
§1.1 金属塑性变形的实质
●塑性变形 内应力超过金属的屈服点后,外力停止作用后,金属的 变形并不完全消失。 ●滑移面 在切向应力作用下,晶体的一部分相对于另一部分,沿 着一定的晶面产生相对滑移,该面称为滑移面。 ●位错运动引起塑性变形 近代物理学证明,晶体不是在滑移面上,原子并不是整体 的刚性运动而是以位错引起金属塑性变形。 位错:沿滑移面旧原子对破坏,新原子对形成,图3-2
§1.3 金属的可锻性
●金属的可锻性:材料经受压力加工时获得优质制品难 易程度的工艺性能。 ●可锻性的衡量:塑性(断面收缩率ψ,伸长率δ), 变形抗力。塑性好,变形抗力小则可锻性好。 可锻性取决于:金属本质和加工条件。 一、金属的本质 ⒈化学成分的影响 纯金属的可锻性比合金好;有些元素可使可锻性显 著下降(如铬,钨,钒等)。钢的含碳量越低,可 锻性越好, ⒉金属组织的影响 *组织不同,可锻性有很大差异: *纯金属、固溶体(如奥氏体)可锻性好; 碳化物可锻性差; *铸态柱状组织和粗晶粒不如晶粒细小均匀。
纤维组织对锻件的影响
热塑性成形时形成的纤维组织(或称为流线), 沿锻件的轮廓连续分布,使锻件的性能发生改变, 沿流线纵向上的力学性能显著高于流线横向。
(1)在平行于纤维组织的方向上:材料的抗拉强度提高 (2)在垂直于纤维组织的方向上:材料的抗剪强度提高 (3)流线的合理分布 a)流线与工件最大拉应力方向一致; b)流线与切应力、冲击方向垂直;
金属的塑性加工标准文档ppt
金属的塑性加工
一、单晶体的塑性变形
单晶体的塑性变形的基本方式有两种: 滑移和孪生。
滑移 晶体在切应力的作用下,晶体的一部分沿 一定的晶面(滑移面)上的一定方向(滑移方向)相对于 另一部分发生滑动。
滑移特点:
(1)滑移只能在切应力作用下才会发生,不同金属产生滑移的最 小切应力(称滑移临界切应力)大小不同。钨、钼、铁的滑移临 界切应力比铜、铝的要大蚀性降低。 二、多晶体的塑性变形
(2)金属的熔点 -- 熔点越高, 最低再结晶温度也就越高。
(4)产生残余内应力 由于金属在发生塑性变形时,金属内部变形不均匀,位错
、空位等晶体缺陷增多,金属内部会产生残余内应力。
2.3.2 塑性变形后的金属在加热时组织和性能 的变化
变形金属进行再结晶后,金属的强度和硬度明显降 低,而塑性和韧性大大提高,加工硬化现象被消除 ,此时内应力全部消失,物理、化学性能基本上恢 复到变形以前的水平。
再结晶生成的新的晶粒的晶格类型与变形前、变 形后的晶格类型均一样。
2. 再结晶温度
最低再结晶温度与该金属的熔点有如下关系:
度、塑性、韧性等机械性能都显著降低。
应力集中,推迟裂纹形成和发展,金属 在断裂前可发生较大的塑性变形,金属 塑性提高。
细晶强化是金属的一种很重要的强韧化手段。
三、塑性变形对金属组织和性能的影响
1. 塑性变形对金属组织结构的影响 (1)纤维组织形成、晶粒发生变形
(2)亚结构形成
(3)形变织构产生 :丝结构、 板结构
(5)滑移时晶体发生转动。
2 孪生 在切应力作用下晶体的一部分相对于另一
部分沿一定晶面(孪生面)和晶向(孪生方向)发生切 变的变形过程
发生切变、位向改变的这一部分晶体称为孪晶。
一、单晶体的塑性变形
单晶体的塑性变形的基本方式有两种: 滑移和孪生。
滑移 晶体在切应力的作用下,晶体的一部分沿 一定的晶面(滑移面)上的一定方向(滑移方向)相对于 另一部分发生滑动。
滑移特点:
(1)滑移只能在切应力作用下才会发生,不同金属产生滑移的最 小切应力(称滑移临界切应力)大小不同。钨、钼、铁的滑移临 界切应力比铜、铝的要大蚀性降低。 二、多晶体的塑性变形
(2)金属的熔点 -- 熔点越高, 最低再结晶温度也就越高。
(4)产生残余内应力 由于金属在发生塑性变形时,金属内部变形不均匀,位错
、空位等晶体缺陷增多,金属内部会产生残余内应力。
2.3.2 塑性变形后的金属在加热时组织和性能 的变化
变形金属进行再结晶后,金属的强度和硬度明显降 低,而塑性和韧性大大提高,加工硬化现象被消除 ,此时内应力全部消失,物理、化学性能基本上恢 复到变形以前的水平。
再结晶生成的新的晶粒的晶格类型与变形前、变 形后的晶格类型均一样。
2. 再结晶温度
最低再结晶温度与该金属的熔点有如下关系:
度、塑性、韧性等机械性能都显著降低。
应力集中,推迟裂纹形成和发展,金属 在断裂前可发生较大的塑性变形,金属 塑性提高。
细晶强化是金属的一种很重要的强韧化手段。
三、塑性变形对金属组织和性能的影响
1. 塑性变形对金属组织结构的影响 (1)纤维组织形成、晶粒发生变形
(2)亚结构形成
(3)形变织构产生 :丝结构、 板结构
(5)滑移时晶体发生转动。
2 孪生 在切应力作用下晶体的一部分相对于另一
部分沿一定晶面(孪生面)和晶向(孪生方向)发生切 变的变形过程
发生切变、位向改变的这一部分晶体称为孪晶。
2.3 金属的塑性加工
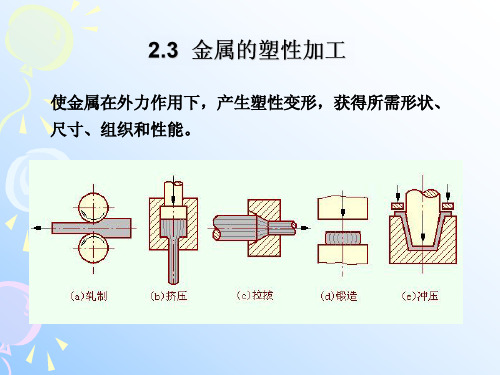
• ㈡ 孪生 • 孪生是指晶体的一部分沿一定晶面和晶向相对 于另一部分所发生的切变。
• 发生切变的部分称孪生带或孪晶,沿其发生孪生的 晶面称孪生面。 • 孪生的结果使孪生面两侧的晶体呈镜面对称。孪晶
与滑移相比: • 孪生使晶格位向发生改变; • 所需切应力比滑移大得多, 只在滑移很难进行的情况 下才发生。变形速度极快, 接近声速; • 孪生时相邻原子面的相对位移量小于一个原子间距。
• 金属经冷变形后, 组织处于不稳定状态, 有自 发恢复到稳定状态的倾向。但在常温下,原子 扩散能力小,不稳定状态可长时间维持。加热可 使原子扩散能力增加,金属将依次发生回复、 再结晶和晶粒长大。
黄铜
加热温度 ℃
㈠ 回复
回复是指在加热温度较低时,由于金属 中的点缺陷及位错近距离迁移而引起的 晶内某些变化。如空位与其他缺陷合并、 同一滑移面上的异号位错相遇合并而使 缺陷数量减少,使晶格畸变减小,内应 力明显下降。 回复阶段从显微组织上看不出任何变化, 晶粒仍保持伸长的纤维状 。 回复阶段保留了加工硬化效果,塑性、 韧性略有增高,强度略降低,可大大降 低残余内应力,(宏观)内应力基本消除。 这种热处理方法称去应力退火。
T再′=T再+(100~200) (℃)
• ㈢ 再结晶后的晶粒长大 • 再结晶完成后,若继续 升温或延长保温时间, 将发生晶粒长大,这是
580ºC保温8秒后的组织
影响再结晶温度的因素为: 1、金属的预先变形程度:金属预先变形程度越大, 再 结晶温度越低。当变形度达到一定值后,再结晶温 度趋于某一最低值,称最低再结晶温度。
纯金属的最低再结晶温度 与其熔点之间的近似关系: T再(K)≈0.4T熔(K) 其中T再、T熔为绝对温度. 金属熔点越高, T再也越高.
金属塑性加工
当采用同样棒料经局部镦粗方法制造螺钉时(如图示),纤维不 被切断且连贯性好,纤维方向也较为有利,故螺钉质量较好。
变形程度计算
变形程度越大,纤维组织越明显。 压力加工中常用锻造比y来表示变形程度。 拔长时锻造比y拔=A0/A 镦粗时锻造比y镦=H0/H 纤维组织很稳定,不能(难以)用热处理方法来消除。只有经
变形后的组织形态
1、将铸锭加热进行压力加工后,由于金属经过塑性变形及 再结晶,从而改变了粗大的铸造组织,获得细化的 再 结 晶 组 织 。
2、同时还可以将铸锭中的气孔、缩松等结合在一起,使金属 更加致密,其机械性能会有很大提高。
3、此外,铸锭在压力加工中产生塑性变形时,基体金属的晶 粒形状和沿晶界分布的杂质形状都发生了变形,它们将沿着变 形方向被拉长,呈纤维形状。这种结构叫纤维组织。
万平方米,共
金属的塑性变形
知识点:
金属的塑性变形
金属塑性变形的实质
塑性变形与组织、性能
金属的可锻性
组织和性能
组
性
织
能
(
加
工
硬
化
)
加工时的塑性变形
回
再冷
热
复
结变
变
(
晶形
形
温
度
)
可 锻 性 的 概 念
锻 造 比
可影 锻响 性可 的锻 衡性 量的
因 素
金属塑性变形 变形基本知识
1 最小阻力定律 如果金属颗粒在几个方向上都可
狮 身 人 面 像 等,下 面,小 编将就 着这则 新闻为 大家做 个详细 的解答 ,一起 来看看 吧 。 据 新 闻 报 道,为 配合宁 夏中南 部城乡 饮水安 全连通 工程原 州区南 郊水厂 及 总 管 工 程 ,经国 家文物 局批复 备案, 宁夏考 古人员 对前期 勘探的 29座古 墓葬进 行 了 抢 救 性 发掘。 经考古 验证有 汉代墓 葬6座、 北朝—隋 唐墓 7座、 明清墓 16座,
变形程度计算
变形程度越大,纤维组织越明显。 压力加工中常用锻造比y来表示变形程度。 拔长时锻造比y拔=A0/A 镦粗时锻造比y镦=H0/H 纤维组织很稳定,不能(难以)用热处理方法来消除。只有经
变形后的组织形态
1、将铸锭加热进行压力加工后,由于金属经过塑性变形及 再结晶,从而改变了粗大的铸造组织,获得细化的 再 结 晶 组 织 。
2、同时还可以将铸锭中的气孔、缩松等结合在一起,使金属 更加致密,其机械性能会有很大提高。
3、此外,铸锭在压力加工中产生塑性变形时,基体金属的晶 粒形状和沿晶界分布的杂质形状都发生了变形,它们将沿着变 形方向被拉长,呈纤维形状。这种结构叫纤维组织。
万平方米,共
金属的塑性变形
知识点:
金属的塑性变形
金属塑性变形的实质
塑性变形与组织、性能
金属的可锻性
组织和性能
组
性
织
能
(
加
工
硬
化
)
加工时的塑性变形
回
再冷
热
复
结变
变
(
晶形
形
温
度
)
可 锻 性 的 概 念
锻 造 比
可影 锻响 性可 的锻 衡性 量的
因 素
金属塑性变形 变形基本知识
1 最小阻力定律 如果金属颗粒在几个方向上都可
狮 身 人 面 像 等,下 面,小 编将就 着这则 新闻为 大家做 个详细 的解答 ,一起 来看看 吧 。 据 新 闻 报 道,为 配合宁 夏中南 部城乡 饮水安 全连通 工程原 州区南 郊水厂 及 总 管 工 程 ,经国 家文物 局批复 备案, 宁夏考 古人员 对前期 勘探的 29座古 墓葬进 行 了 抢 救 性 发掘。 经考古 验证有 汉代墓 葬6座、 北朝—隋 唐墓 7座、 明清墓 16座,
第三节金属的塑性加工(共37张PPT)
正火组织
l 带状组织与枝晶偏析
l 被沿加工方向拉长有 关
l 。可通过屡次正火或 扩
l 散退火消除.
〔三〕塑性变形对金属组织与性能的影响
1. 塑性变形对金属组织结构的影响
(1) 纤维组织形成 金属发生塑性变形时,外形发生变 化,其内部的晶粒也相应地被拉长或压扁。当变形量 很大时,晶粒将被拉长为纤维状。
(2) 亚结构形成
塑性变形 还使晶
粒破碎为亚晶粒。
(3)形变织构的产生 由于
晶粒的转动,当塑性变形到达
• 理论上,整体刚性滑移——滑移困难 • 实际上,位错移动——滑移容易
近代物理学证明,实际晶体内部存在大量缺陷。其中,以位错 (图3-2a)对金属塑性变形的影响最为明显。由于位错的存在,局部原 子处于不稳定状态。在比理论值低得多的切应力作用下,处于高能位 的原子很容易从一个相对平衡的位置上移动到另一个位置上(图3-2b), 形成位错运动。位错运动的结果,就实现了整个晶体的塑性变形(图 3-2c)。
再结晶退火温度对晶粒度的影响
2、预先变形度
预先变形度的影响,实质上是变形均匀程度的影响. 当变形度很小时,晶格畸变小,缺乏以引起再结晶.
当变形到达2~10%时,只有局部晶粒变形,变形极
不均匀,再结晶晶 粒大小相差悬殊, 易互相吞并和长大,
再结晶后晶粒特别 粗大,这个变形度
称临界变形度。
预先变形度对再结晶晶粒度的影响
滑移变形的特点 : • ⑴ 滑移只能在切应力的作用下发生。产生滑移的最小
切应力称临界切应力.
⑵ 滑移常沿晶体中原 子密度最大的晶面和晶
向发生。因原子密度最 大的晶面和晶向之间原 子间距最大,结合力最 弱,产生滑移所需切应 力最小。
金属塑性加工PPT教案
2. 任意斜面上的应力 ——描述一点应力状态的
充分条件 可以证明:只第38页要/共88已页 知受力物体
上过某一点的一组三个互相
第39页/共88页
S2
S
2 x
S
2 y
Sz2
ABC Sx OBC x OCA yx OAB zx
Sx xl yxm zxn sy xyl ym zy n sz xzl zy m zn
第18页/共88页
应变状态:压缩应变有利于塑性的发挥, 拉伸应变对塑性不利。
第19页/共88页
3. 提高金属塑性的基本途径 (1)提高材料成分和组织的均
匀性
(2)合理选择变形温度和应变 速率
(3)选择三向压缩性较强的变 形方式
挤压、开式模锻、自由锻 第20页/共88页
(4)减少变形的不均匀性
二、塑性加工过程受力分析
第16页/共88页
一、金属在塑性加工过程中的塑性行为
1. 模拟实际塑性加工过程的试 验方法: (1)偏心轧辊轧制矩形试样 (2)杯突试验
第17页/共88页
2. 影响金属塑性的因素: (1)金属的化学成分和组织 (2)变形温度 (3)应变速率 (4)变形力学条件:
应力状态:在主应力状态下, 压应力个数越多、数值越大, 金属的塑性越好。
金属塑性加工
金属塑性加工原理
第1页/共88页
一、金属塑性加工的 定义、特点、应用状况
1. 定义: 金属塑性加工是利用金属的塑性,
通过外力使金属铸锭、金属粉末或各 种金属坯料发生塑性变形,成为具有 所需形状、尺寸和性能的制品的加工 方法。
第2页/共88页
2.特点
①材料利用率高。
②生产效率高。
③产品质量高,性能好,缺陷 少。
充分条件 可以证明:只第38页要/共88已页 知受力物体
上过某一点的一组三个互相
第39页/共88页
S2
S
2 x
S
2 y
Sz2
ABC Sx OBC x OCA yx OAB zx
Sx xl yxm zxn sy xyl ym zy n sz xzl zy m zn
第18页/共88页
应变状态:压缩应变有利于塑性的发挥, 拉伸应变对塑性不利。
第19页/共88页
3. 提高金属塑性的基本途径 (1)提高材料成分和组织的均
匀性
(2)合理选择变形温度和应变 速率
(3)选择三向压缩性较强的变 形方式
挤压、开式模锻、自由锻 第20页/共88页
(4)减少变形的不均匀性
二、塑性加工过程受力分析
第16页/共88页
一、金属在塑性加工过程中的塑性行为
1. 模拟实际塑性加工过程的试 验方法: (1)偏心轧辊轧制矩形试样 (2)杯突试验
第17页/共88页
2. 影响金属塑性的因素: (1)金属的化学成分和组织 (2)变形温度 (3)应变速率 (4)变形力学条件:
应力状态:在主应力状态下, 压应力个数越多、数值越大, 金属的塑性越好。
金属塑性加工
金属塑性加工原理
第1页/共88页
一、金属塑性加工的 定义、特点、应用状况
1. 定义: 金属塑性加工是利用金属的塑性,
通过外力使金属铸锭、金属粉末或各 种金属坯料发生塑性变形,成为具有 所需形状、尺寸和性能的制品的加工 方法。
第2页/共88页
2.特点
①材料利用率高。
②生产效率高。
③产品质量高,性能好,缺陷 少。
金属工艺学—3金属塑性加工

25
金属工艺学
第三篇 金属塑性加工
第三节 金属的可锻性
一、可锻性
金属材料在压力加工时成形的难易程度。可锻性的优劣 是以金属的塑性和变形抗力来综合评定的。
塑性是指金属材料在外力作用下产生永久变形,而不 破坏其完整性的能力。
变形抗力是指金属对变形的抵抗力。
1 . 可锻性的衡量指标*
1)塑性: 材料的塑性越好,其可锻性越好。
②组织状态:纯金属和固溶体具有良好的可锻性。
2)加工条件(外在因素) ①变形温度: T温越高,材料的可锻性越好。
温度↑→原子的运动能力↑→容易滑移→塑性↑→变形抗力↓→可锻 性改善.
过热:超过一定温度,晶粒急剧长大,锻造性能↓, 机械性能↓。已过热工件可通过锻造,控制冷却速度,热处 理,使晶粒细化。
常用的压力加工生产方式:
自由锻、模锻、板料冲压、轧制、挤压、拉拔
2019/11/25
15
金属工艺学
第三篇 金属塑性加工
第一节 金属塑性变形的实质
1.单晶体的塑性变形
1)滑移:
单晶体承受切应力时,晶体会发生弹性变形,当切应力的 数值超过某一临界值时,晶体内的一部分相对另一部分沿一定 的晶面(称滑移面)和晶向(称滑移方向)发生相对滑动。
上砥铁
坯料 下砥铁
2019/11/25
10
金属工艺学
第三篇 金属塑性加工
5.模锻
利用模具使坯料变形而获得所需锻件的锻造方法。
2019/11/25
11
金属工艺学
第三篇 金属塑性加工
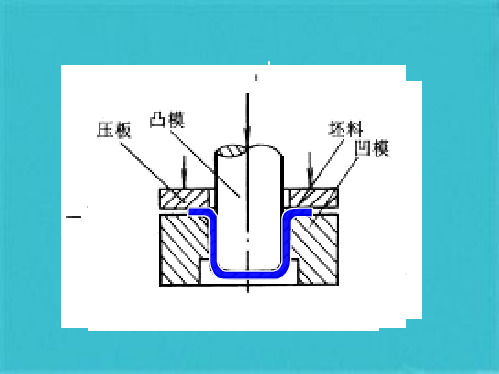
6.板料冲压
利用冲模对金属板料施加压力,使其产生分离或变形获得 所需零件的工艺方法。
2019/11/25
12
金属塑性加工技术

旋压过程中,板厚基本保持不变,成形主要依靠坯料 圆周方向与半径方向上的变形来 实现。旋压过程中坯料外 径有明显变化是其主要特征。普通旋压分为拉深旋压(见图 1-23(a))、缩径旋压(见图1-23(b))和扩口旋压(见图1-23(c)) 三种。
(a)拉深旋压(拉旋) (b)缩径旋压(缩旋) (c)扩口旋压(扩旋) 图1-23 旋压加工
摆动辗压目前在我国发展很迅速。主要适用于加工回转体 饼盘类或带法兰的半轴类锻件。如汽车后半轴、扬声器导磁 体、止推轴承圈、碟形弹簧、齿轮和铣刀毛坯等。
1.2.4 粉末冶金锻造
粉锻工艺过程
粉锻分为粉末热锻和 粉末冷锻。冷锻包括锻 造、复压和挤压;热锻 有粉末锻造、烧结锻造 和锻造烧结三种方法, 如图1-29所示。
图 1-35 电磁成形典型加工方法 1、5、9-工件;2、4、8-线圈;3、6、 7、10-模具
图1-29 粉末冶金锻造的基本工艺过程
与普通锻造不同,粉锻 毛坯采用的是粉末预制 坯。由于冷锻提高坯料 的密度十分困难,因而 常采用热锻。图1-30为 常用的粉末烧结锻造工 艺过程示意图。前期工 序为传统的粉末冶金生 产方法,后期工序为锻 造成形。
图1-30 粉末烧结锻造示意图
粉锻工艺特点
(1)粉末选择 粉末的类型、成分,杂质含量以及预合金化程度等,对粉锻工艺及零件的 性能和成本影响很大。采用高性能、低杂质、低成本的粉末原料是粉锻的 基本要求之一。 (2)预制坯设计和成形 粉锻的变形方式、变形程度对塑性和变形抗力都有影响。因此,设计时应 对锻件的复杂程度、变形特点、致密效果、制造的难易程度和成本的高低 等予以考虑,以确定合理的预制坯形状、尺寸以及密度。 (3)锻造变形与致密 锻造过程是粉锻成败的关键。锻件的成形与致密直接影响使用性能和产品 质量。由于粉末预制坯的塑性低,锻造时应防止开裂。因此,要正确设计 模具,确定合理的锻造压力,温度,变形方式等。 (4)保护加热 粉末热锻的烧结及锻前加热需在保护加热的条件下进行,以防止多孔预制 坯表面及心部的氧化。 粉末锻造在许多领域得到了应用。特别是在汽车制作业中的应用更为突出。
(a)拉深旋压(拉旋) (b)缩径旋压(缩旋) (c)扩口旋压(扩旋) 图1-23 旋压加工
摆动辗压目前在我国发展很迅速。主要适用于加工回转体 饼盘类或带法兰的半轴类锻件。如汽车后半轴、扬声器导磁 体、止推轴承圈、碟形弹簧、齿轮和铣刀毛坯等。
1.2.4 粉末冶金锻造
粉锻工艺过程
粉锻分为粉末热锻和 粉末冷锻。冷锻包括锻 造、复压和挤压;热锻 有粉末锻造、烧结锻造 和锻造烧结三种方法, 如图1-29所示。
图 1-35 电磁成形典型加工方法 1、5、9-工件;2、4、8-线圈;3、6、 7、10-模具
图1-29 粉末冶金锻造的基本工艺过程
与普通锻造不同,粉锻 毛坯采用的是粉末预制 坯。由于冷锻提高坯料 的密度十分困难,因而 常采用热锻。图1-30为 常用的粉末烧结锻造工 艺过程示意图。前期工 序为传统的粉末冶金生 产方法,后期工序为锻 造成形。
图1-30 粉末烧结锻造示意图
粉锻工艺特点
(1)粉末选择 粉末的类型、成分,杂质含量以及预合金化程度等,对粉锻工艺及零件的 性能和成本影响很大。采用高性能、低杂质、低成本的粉末原料是粉锻的 基本要求之一。 (2)预制坯设计和成形 粉锻的变形方式、变形程度对塑性和变形抗力都有影响。因此,设计时应 对锻件的复杂程度、变形特点、致密效果、制造的难易程度和成本的高低 等予以考虑,以确定合理的预制坯形状、尺寸以及密度。 (3)锻造变形与致密 锻造过程是粉锻成败的关键。锻件的成形与致密直接影响使用性能和产品 质量。由于粉末预制坯的塑性低,锻造时应防止开裂。因此,要正确设计 模具,确定合理的锻造压力,温度,变形方式等。 (4)保护加热 粉末热锻的烧结及锻前加热需在保护加热的条件下进行,以防止多孔预制 坯表面及心部的氧化。 粉末锻造在许多领域得到了应用。特别是在汽车制作业中的应用更为突出。
34金属压力加工现代塑性加工方法

一、 超塑性成形 Superplasticity Deformation
超塑性 Superplasticity:在特定的组 织结构和变形条件下,金属可呈现极高 的塑性,其延伸率可达百分之百,甚至 达百分之一千到几千,而不发生破坏的 能力。
1
主要特点
成形时呈现良好的流动性,填充性好,可充满 模膛,易成形,制件尺寸精度高;
–晶粒细化程度
–共析和共晶合金比较容易获得细化晶粒及均匀组织 状态,易于实现超塑性。
相变超塑性(动态超塑性):具有固态相变的 金属在相变温度附近进行加热与冷却循环,反 复发生相变或同素异构转变,同时在低应力下 进行变形,可产生极大伸延性的现象。
–特点:变形中伴随相变所表现出来的超塑性。 5
3. 金属超塑性成形工艺应用
扩散调节的晶界滑 移机制:晶界滑移伴 随着晶粒的转动
– 晶粒转动可调节晶粒应变,引起晶界迁移,同时扩散过程使 晶界迁移有足够高的速度,从而使三叉晶界处孔隙得以愈合。
– 晶界迁移和扩散蠕变的调节改变晶粒形状位置,使晶界滑动 能继续进行。
– 两个横向排列的晶粒互相接近并接触,使其两旁的原来相邻 的两个晶粒被挤开,出现晶粒的换位,从而使多晶体在应力 方向上产生了较大的伸长变形量。
– 晶界变形量占了总变形量的绝大部分,晶界并未产生开裂, 晶内变形量很少,晶粒保超塑性变形后, 晶粒的等轴形状几乎保持不变是显微组织的主 要特征之一。
超塑性变形不产生弹性残余应力。
4
2. 超塑性分类
结构超塑性:具有直径小于 10μm的微细晶粒 的金属材料,在一定的恒温(T = 0.5Tm)和一 定低应变速率下进行拉伸变形时获得的超塑性。 又称为恒温超塑性或微细晶粒超塑性。
–间接加压液态模锻法:将金属液浇入下模后,上模 与下模合成模腔,上模下行挤压金属液,使其以低 速流入模腔而成形的工艺。这个工艺适用于一模多 件成形。
超塑性 Superplasticity:在特定的组 织结构和变形条件下,金属可呈现极高 的塑性,其延伸率可达百分之百,甚至 达百分之一千到几千,而不发生破坏的 能力。
1
主要特点
成形时呈现良好的流动性,填充性好,可充满 模膛,易成形,制件尺寸精度高;
–晶粒细化程度
–共析和共晶合金比较容易获得细化晶粒及均匀组织 状态,易于实现超塑性。
相变超塑性(动态超塑性):具有固态相变的 金属在相变温度附近进行加热与冷却循环,反 复发生相变或同素异构转变,同时在低应力下 进行变形,可产生极大伸延性的现象。
–特点:变形中伴随相变所表现出来的超塑性。 5
3. 金属超塑性成形工艺应用
扩散调节的晶界滑 移机制:晶界滑移伴 随着晶粒的转动
– 晶粒转动可调节晶粒应变,引起晶界迁移,同时扩散过程使 晶界迁移有足够高的速度,从而使三叉晶界处孔隙得以愈合。
– 晶界迁移和扩散蠕变的调节改变晶粒形状位置,使晶界滑动 能继续进行。
– 两个横向排列的晶粒互相接近并接触,使其两旁的原来相邻 的两个晶粒被挤开,出现晶粒的换位,从而使多晶体在应力 方向上产生了较大的伸长变形量。
– 晶界变形量占了总变形量的绝大部分,晶界并未产生开裂, 晶内变形量很少,晶粒保超塑性变形后, 晶粒的等轴形状几乎保持不变是显微组织的主 要特征之一。
超塑性变形不产生弹性残余应力。
4
2. 超塑性分类
结构超塑性:具有直径小于 10μm的微细晶粒 的金属材料,在一定的恒温(T = 0.5Tm)和一 定低应变速率下进行拉伸变形时获得的超塑性。 又称为恒温超塑性或微细晶粒超塑性。
–间接加压液态模锻法:将金属液浇入下模后,上模 与下模合成模腔,上模下行挤压金属液,使其以低 速流入模腔而成形的工艺。这个工艺适用于一模多 件成形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属塑性加工技术
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它ห้องสมุดไป่ตู้的鼻子 走。— —莎士 比
谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非