铝型材断面设计

5.1 型材断面设计
型材断面的设计首先要保证有良好的使用性能,同时也要有较好的制造工艺性。
根据型材断面的形状一般可分为:实心型材、半空心型材、空心型材及由一种基本形式的型材和另一种基本形式的型材组合而成的复合形式型材。
5.1.1 型材断面设计基本原则
5.1.1.1 型材断面的力学设计
型材断面的力学设计主要是针对幕墙、门窗所受风压荷载的部位如立挺、横梁等按照幕墙、门窗设计标准要求确定型材断面惯性矩。根据惯性矩的大小确定断面的轮廓尺寸。
幕墙立柱: I=5WL3/384Ef
门窗立柱: I=WL4(25-40a2/L2+16a4/L4)1920Ef
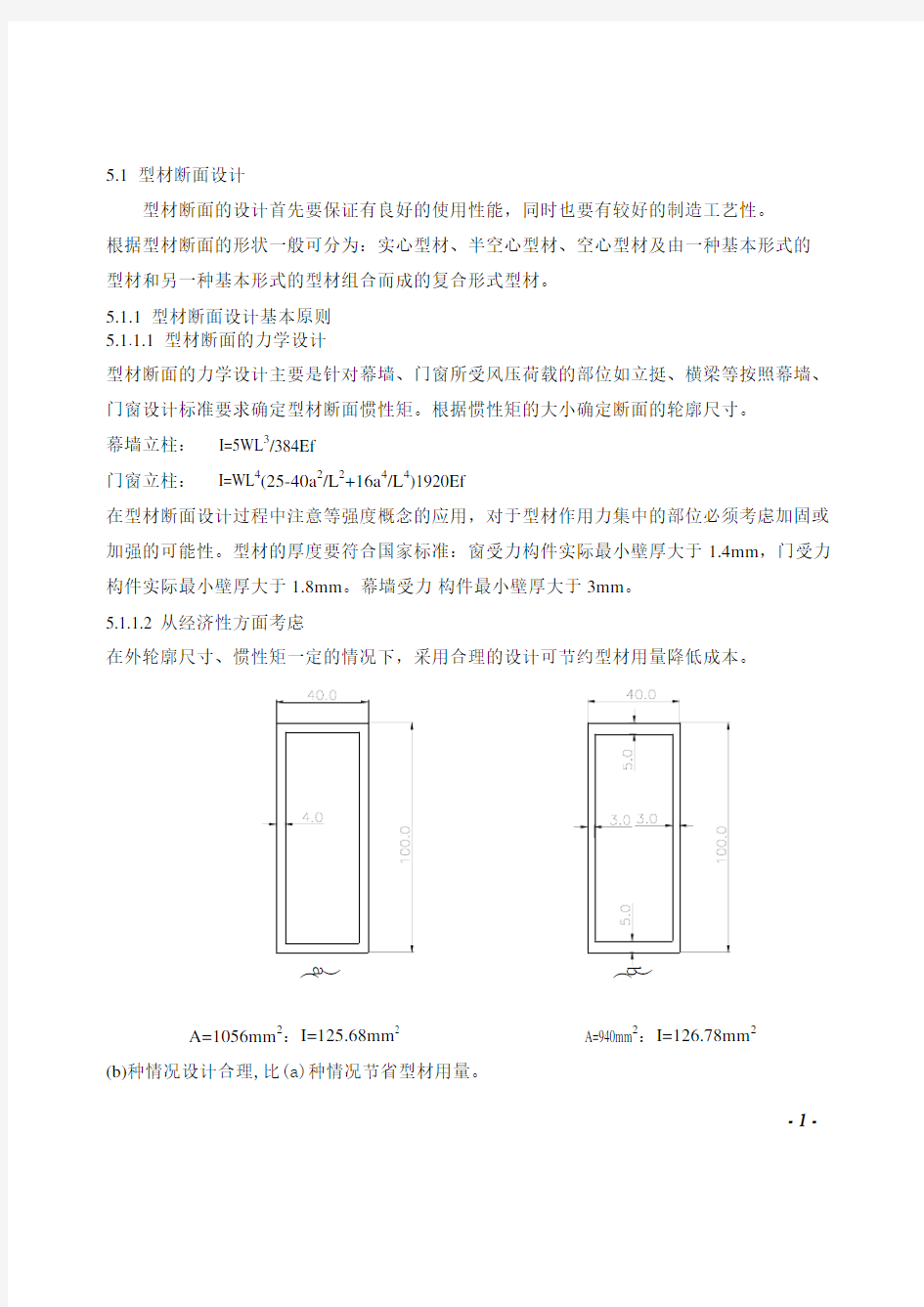
在型材断面设计过程中注意等强度概念的应用,对于型材作用力集中的部位必须考虑加固或加强的可能性。型材的厚度要符合国家标准:窗受力构件实际最小壁厚大于1.4mm,门受力构件实际最小壁厚大于1.8mm。幕墙受力构件最小壁厚大于3mm。
A=1056mm2:I=125.68mm2 A=940mm2:I=126.78mm2
(b)种情况设计合理,比(a)种情况节省型材用量。
- 1 -
设计型材断面时要根据型材种类考虑到组装的可能性。例如:推拉窗一般采用插接方式,平开窗采用对接45。方式。门、窗、幕墙型材需要安装附件的槽口尺寸设计必须能保证附件的安装,具体槽口尺寸详见第三部分。 5.1.1.4 型材断面的工艺性设计
a. 实心型材最小实用厚度与外接圆之间的关系:
由于平薄的横剖面型材制造困难。可参考下表确定LD31最小实用实心型材厚度。
外 接 圆 直 径
0~25 25~50 50~75 75~100
100~150
150~200
200~250
250~300 300~350
350~500
厚度
1 1.
2 1.5 1.7 2 2.5
3
4
5 6
1.7.7半空心型材,空心型材的最小实用壁厚取决于外切圆的直径与材料,见下表:
e. 型材的尖角,必须考虑倒圆:如下表:
5.1.2 型材与胶条配合设计
胶条与型材组合在一起一般有穿入式和压入式两种方式。为了使二者较好配合,胶条同型材配合的端部形式与尺寸的设计非常关键。对于压入式胶条的设计,要充分利用橡胶的特有弹
型材与胶条的配合间隙不宜过小,以上所给四图中,前三图为实际工程中翻窗型材与胶条配合实例。胶条 YJ-05B 已经是第三次开模,可见胶条开模尺寸难于掌握。另外胶条尺寸还与材料、工艺、生产批次等因素有关,因此在实际工程中最好能以型材为模开模,开模后应先试挤,尺寸检查合格后方可批量生产。型材与胶条类式配合的间隙尺寸可参考以下数据:
A=0.3~0.4 ; B=0.15~0.25 ; C=0.1~0.2 ;A+C≈0.5mm
(二)压入式胶条
目前公司在幕墙上用穿入式胶条比较多,在门窗方面大多使用压入式胶条。压入式胶条端部尺寸的设计与生产比穿入式胶条要困难一些,在设计时要充分利用橡胶的弹性使胶条与型材
- 6 -
图(b)为型材槽口局部断面图,尺寸偏差符合GB/T5237-93高精级的规定。
图(c)为型材槽口与胶条理论尺寸配合断面图。
下面以此胶条为例介绍一下压入式胶条的基本设计思路,作为实际工程设计的借鉴与参考。胶条端面外型为60度角是配合型材30度角以利于胶条的压入。端部外型最大尺寸为 4-0.1,型材槽口最小尺寸为3.0,二者差值为1mm,利用空心孔2.0X1.0的压缩变形量与头部
不宜过大,此自身的弹性变形量之和抵消这个差值,使胶条顺利压入型材槽口。尺寸0.7
-0.1
处厚度直接影响胶条压入型材槽口的难易程度。尺寸R0.3是这种胶条一个比较重要的细节设计,它主要有两个作用:一个作用是利于胶条完全压入型材槽口,另一个作用是减少胶条的应力集中,提高胶条的使用寿命。140度尺寸处一般不宜做成平面,否则尺寸1.10必须加大,胶条才能压入型材槽口。但是胶条压入后上下惯动量变大,对于有些密封胶条则影响它它使用性能。
下面在举一例比较具有代表性的断热组合型材与胶条配合尺寸设计,进一步理解压入式胶条的设计原理,以期能触类旁通。
- 7 -
- 8 -
(d)
图(a)为一种压入式胶条开模图,它与组合型材配合。
图(b)为胶条安装示意图。
图(c)为型材槽口与胶条理论尺寸配合断面图,力F表示胶条安装后受力方向。
图(d)为型材槽口局部断面图,尺寸偏差符合GB/T5237-93高精级的规定。
这种压入式胶条安装方式同上一种略有不同,如图(b)所示:先放入一端,然后在另一端用力压入。在图(c) 所示受力的状态下,胶条端部在型材槽口内上下左右不窜动,胶条的变形量只是头部的变形量。胶条与型材配合为理论上无间隙,具体尺寸与公差见图(a)、(d),端部外型的设计与孔7.5X3的设计主要为了有利于胶条的压入。它的基本设计思路与原理同上一个胶条类似。
压入式胶条最好能以型材为模,因为这种压入式胶条很难一次成功,往往需经多次试模才能与型材达到合适的配合。压入式胶条的端部具体形式与型材槽口形式及尺寸有关系,因此胶条的端部形式不仅仅只有以上两种,应根据具体情况具体分析。
5.1.2.2标准型材槽口与胶条端部形式
胶条设计标准化、系列化首先型材槽口设计要标准化、系列化。因此在型材槽口设计中应该采用统一的形式。下面按幕墙、门窗分类列出远大公司标准型材槽口及相对应的胶条端部尺寸,供实际工程设计参考选用。型材槽口因结构需要无标准槽口可选用而自行设计时,胶条端部尺寸需另行设计,具体端部外型与尺寸公差可参考标准尺寸。
(一)幕墙
- 9 -
翻窗胶条槽胶条与型材槽口2配合图口
- 10 -
胶条YJ-62A端部尺寸
翻窗胶条槽口3 胶条与型材槽口3配合图
- 11 -
与翻窗型材槽口3配套胶条端部尺寸
横、竖框胶条槽口1 胶条YJ-04与型材槽口1配合图
- 12 -
胶条YJ-04端部尺寸
- 13 -
- 15 -
- 16 -
门窗胶条槽口3(扣条型材)胶条与型材槽口配合图
- 17 -
5.1.3 型材与紧固件的配合设计
目前,在型材与紧固件配合的细节设计形式与尺寸并不完全统一,公司已经开模的一千多种型材中有很大一部分完全可以统一起来,进行标准化设计。下面根据国家标准并参照工程实际经验列出一些通用槽口形式与尺寸,供设计时选用。
5.1.3.1 与螺钉GB818-85:M6X25配合的横、竖框局部断面形式与尺寸
- 19 -