失效模式与后果分析作业指导书
失效模式与后果分析作业指导书
(FMEA)
1 FMEA简要说明
1.1 它是一种严密的策划过程,是一种主动、积极、有效的预防方法。
1.2 它是一种在问题还未发生之前或设计早期进行的分析技术,是一种科学性很强的结构化方法。
1.3 它是将失效模式数据化,将感性的认识变成数据,使APQP小组人员一看就明了。
1.4 它是一个动态文件,不仅体现了最新的设计水平,还体现了最新采用的有关措施。
实际工作中,有很多的质量活动是一次性的,设计活动也一样,如果不进行先期策划或失效模式与后果分析,就可能将不当的或错误的设计写入文件中。在汽车行业,FMEA分析,有可能导致安全事故的发生,技术人员应主动直接地与相关部门联系,使FMEA成为大家交换意见的催化剂,从而提高整个集体工作的水平。
做好FMEA,设计人员应具备:先知先觉的能力;经验丰富,收集以往资料的能力;借助以往问题报告,通过头脑风暴(思考)达到共识的能力。
FMEA分析前,应建立APQP小组,利用工艺流程图、产品/过程的特殊特性等信息。
2 设计失效模式与后果分析(DFMEA)
2.1 分析对象:系统、子系统、或零部件(产品)。
2.2 典型的设计失效模式有:裂纹、变形、松动、泄漏、粘结、短路(电器)、氧化、断裂等。潜在失效模式要使用规范化、专业性术语。
2.3 典型的设计失效后果有:噪声、工作不正常、不良外观、不稳定、运行中断、粗糙、不起作用、异味、工作减弱等。失效后果是下一道工序或客户的感受。
2.4 DFMEA从严重度(S)、频度(O)、探测度(D)三个方面进行定级,并计算RPN风险顺序数,RPN值高的定义要明确。
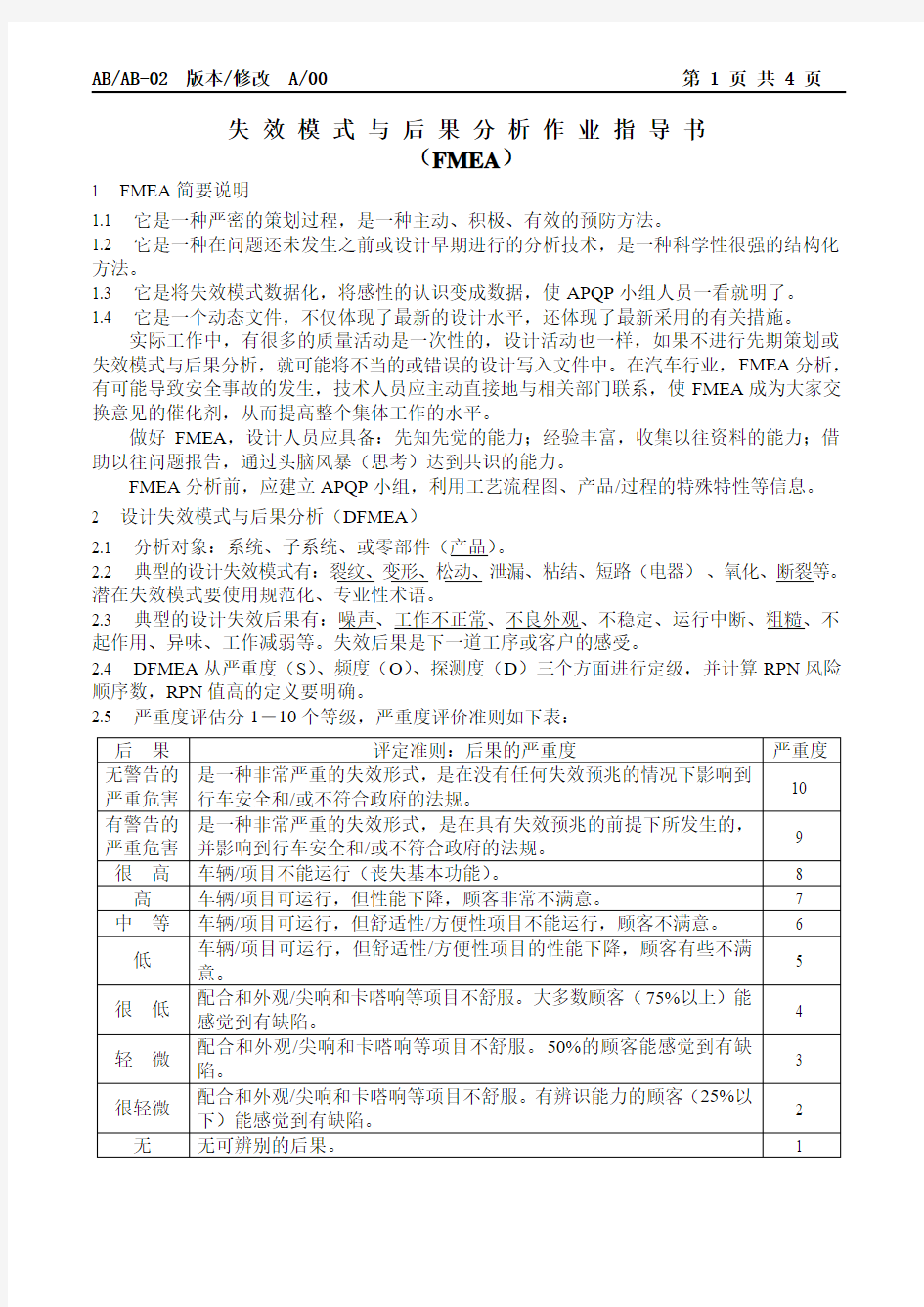
2.5 严重度评估分1-10个等级,严重度评价准则如下表:
后果评定准则:后果的严重度严重度
无警告的严重危害是一种非常严重的失效形式,是在没有任何失效预兆的情况下影响到
行车安全和/或不符合政府的法规。
10
有警告的严重危害是一种非常严重的失效形式,是在具有失效预兆的前提下所发生的,
并影响到行车安全和/或不符合政府的法规。
9
很高车辆/项目不能运行(丧失基本功能)。8 高车辆/项目可运行,但性能下降,顾客非常不满意。7 中等车辆/项目可运行,但舒适性/方便性项目不能运行,顾客不满意。 6
低车辆/项目可运行,但舒适性/方便性项目的性能下降,顾客有些不满
意。
5
很低配合和外观/尖响和卡嗒响等项目不舒服。大多数顾客(75%以上)能
感觉到有缺陷。
4
轻微配合和外观/尖响和卡嗒响等项目不舒服。50%的顾客能感觉到有缺
陷。
3
很轻微配合和外观/尖响和卡嗒响等项目不舒服。有辨识能力的顾客(25%以
下)能感觉到有缺陷。
2
无无可辨别的后果。 1
从上表可以看出:如果是10级,它是一种无警告的严重危害,是一种非常严重的失效形式,是在没有任何事故小预兆的情况下影响到行车安全或/和不符合政府的法规。如果是8级,那么车辆(或系统)不能运行,丧失基本功能。如果是3级,就会有配合、外观或尖响、卡嗒响等项目不符合要求,有一半顾客发现有缺陷。
2.6 频度是失效起因/机理发生的频率,分为1-10级,频度评价准则如下表:
失效发生的可能性可能的失效率频度
很高:持续性发生≥100个每1000辆车/项目10 50个每1000辆车/项目9
高:经常性失效20个每1000辆车/项目8 10个每1000辆车/项目7
中等:偶然性失效5个每1000辆车/项目 6 2个每1000辆车/项目5
低:相对很少发生的失效1个每1000辆车/项目 4 0.5个每1000辆车/项目3
极低:失效不太可能发生
0.1个每1000辆车/项目 2 ≤0.010个每1000辆车/项目1
从上表可以看出:如果频度是10级,那么失效可能性很高,几乎是不可避免的。如果是6级,那么失效可能性中等,只是偶尔发生失效。如果是2级,那么失效可能性低,相对很少发生的失效。
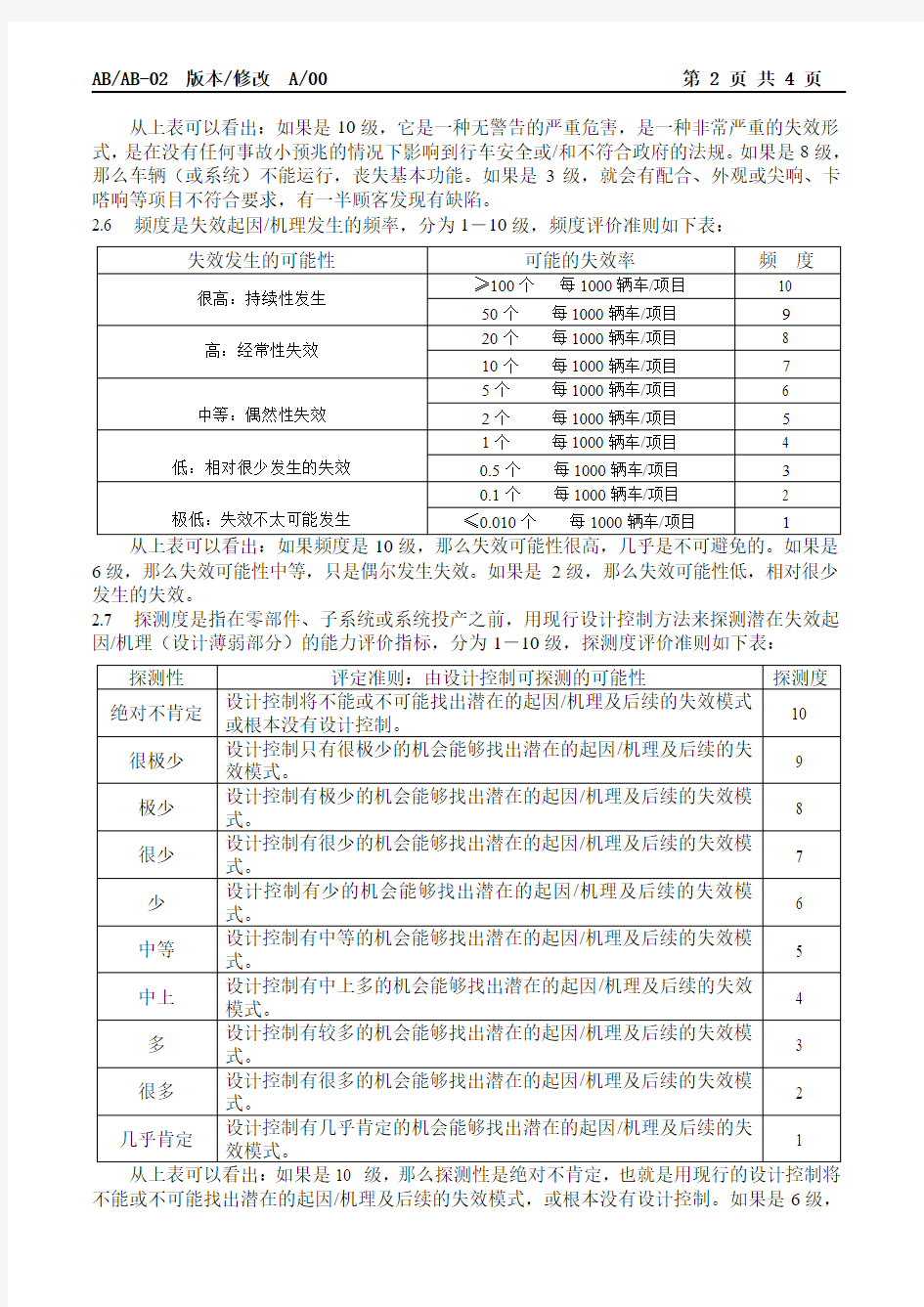
2.7 探测度是指在零部件、子系统或系统投产之前,用现行设计控制方法来探测潜在失效起因/机理(设计薄弱部分)的能力评价指标,分为1-10级,探测度评价准则如下表:探测性评定准则:由设计控制可探测的可能性探测度
绝对不肯定设计控制将不能或不可能找出潜在的起因/机理及后续的失效模式
或根本没有设计控制。
10
很极少设计控制只有很极少的机会能够找出潜在的起因/机理及后续的失
效模式。
9
极少设计控制有极少的机会能够找出潜在的起因/机理及后续的失效模
式。
8
很少设计控制有很少的机会能够找出潜在的起因/机理及后续的失效模
式。
7
少设计控制有少的机会能够找出潜在的起因/机理及后续的失效模
式。
6
中等设计控制有中等的机会能够找出潜在的起因/机理及后续的失效模
式。
5
中上设计控制有中上多的机会能够找出潜在的起因/机理及后续的失效
模式。
4
多设计控制有较多的机会能够找出潜在的起因/机理及后续的失效模
式。
3
很多设计控制有很多的机会能够找出潜在的起因/机理及后续的失效模
式。
2
几乎肯定设计控制有几乎肯定的机会能够找出潜在的起因/机理及后续的失
效模式。
1
从上表可以看出:如果是10 级,那么探测性是绝对不肯定,也就是用现行的设计控制将不能或不可能找出潜在的起因/机理及后续的失效模式,或根本没有设计控制。如果是6级,
那么用现行设计控制有较少的机会能潜在的起因/机理及后续的失效模式。
现行设计控制的方法有三种:防止起因/机理或失效模式/后果的出现或减少它们的出现率;查出起因/机理并找到纠正措施;查明失效模式。现行设计控制一般采用评审、试验或研究的方法来进行。
2.8 风险顺序数RPN=S×O×D,取值范围在1~1000之间。做风险顺序数的评估,企业应确定风险顺序数高的定义。可根据下面三点决定是否采取措施:
a) RPN>80(或依顾客要求)时,应采取后续改进措施;
b) S≥8时应采取后续改进措施;
c) 当RPN≤80,S<8时,对RPN从大到小排序,针对前四位采取后续改进措施。
3 过程失效模式与后果分析(PFMEA)
3.1 分析对象:以制造过程的每道工序为分析对象。
3.2 典型的过程失效模式有:弯曲、粘合、毛刺、转运损坏、断裂、变形、赃污、安装调试不当、接地、开路、短路、工具磨损等。
3.3 过程的失效后果分两种:
a) 对下道工序而言:无法紧固、无法钻孔/攻丝、无法加工表面、危害操作者、不配合、不连续、损坏设备等。
b) 对最终使用者而言:有噪声、工作不正常、不起作用、不稳定、牵引动力减小、外观不良、粗糙、费力、异味、工作减弱、间歇性工作、车辆控制尖锐等。
3.4 PFMEA从严重度(S)、频度(O)探测度(D)三个方面进行定级,并计算RPN风险顺序数,RPN值高的定义要明确。
3.5 严重度评估分1-10个等级,严重度评价如下表:
后果评定准则:后果的严重度严重度
无警告的危害可能危害机器或装配操作者。潜在失效模式严重影响车辆安全运行和
/或不符合政府的法规,严重程度很高。失效发生时无警告。
10
有警告的危害可能危害机器或装配操作者。潜在失效模式严重影响车辆安全运行和
/或包含不符合政府的法规,严重程度很高。失效发生时有警告。
9
很高生产线严重破坏,可能100%的产品要报废,车辆/系统无法运行,基
本丧失功能,顾客非常不满意。
8
高生产线破坏不严重,产品需筛选部分(低于100%)报废,车辆/系统
能运行,但性能下降,顾客不满意。
7
中等生产线破坏不严重,部分(低于100%)产品报废(不筛选),车辆/
系统能运行,但舒适性或方便性项目失效,顾客感觉不舒服。
6
低生产线破坏不严重,产品需要100%返工,车辆/或系统能运行,但有
些舒适性或方便性项目性能下降,顾客有些不满意。
5
很低生产线破坏不严重,产品经筛选,部分(少于100%)需要返工,装
配和涂装或尖响和卡嗒响等项目不符合要求,多数顾客发现有缺陷。
4
轻微生产线破坏轻微,部分产品(少于100%)需要在生产线上其他工位
返工,装配和涂装或尖响和卡嗒响等项目不符合要求,有一半顾客发
现有缺陷。
3
很轻微生产线破坏轻微,部分产品(少于100%)需要在生产线上原工位返
工,装配和涂装或尖响和卡嗒响等项目不符合要求,很少顾客发现有
缺陷。
2
无没有影响。 1
从上表可以看出:如果是10级,它是一种无警告的严重危害,严重度很高,可能危害机器或装配操作者,潜在失效模式严重影响整机安全或不符合政府的法规。如果是 6 级,严重
程度中等,部分产品报废(不筛选),整机能运行,但性能有下降,顾客不太满意。
3.6 频度是指具体的失效起因/机理发生的频率,评估分1-10个等级,频度评价如下表:
失效发生可能性可能的失效率* 频度
很高:持续性失效≥100个每1000件10 50个每1000件9
高:经常性失效20个每1000件8 10个每1000件7
中等:偶然性失效5个每1000件 6 2个每1000件5 1个每1000件4
低:相对很少发生失效0.5个每1000件 3 0.1个每1000件 2
极低:失效不太可能发生≤0.01个每1000件 1 从上表可以看出:如果是10级,失效发生的可能性很高,几乎是不可避免的。如果是5级,失效发生的可能性中等,时有失效发生。
3.7探测度是指零部件(半成品、产品)在制造或装配过程中,利用现行工艺控制方法,找
出失效起因/机理过程缺陷的可能性的评价指标,或利用现行工艺控制方法找出后续的失效模式的可能性的评价指标,评价指标为1-10级,探测度评价如下表:
探测性准则
检查类别探测方法的
推荐范围探测度A B C
几乎不可能绝对肯定不可能
探测X
不能探测或没有检查10
很微小控制方法可能探
测不出来X
只能通过间接或随机检查来实现控制9
微小控制有很少的机
会能探测出X
只通过目测检查来实现控制8
很小控制有很少的机
会能探测出X 只通过双重目测检查来实现控制7
小控制可能能探测出X X 用制图的方法,如SPC(统计过程控制)来实现控制。 6 中等控制可能能探测出X 控制基于零件离开工位后的计量测量,或者零件离开
工位后100%的止/通测量。 5
中上控制有较多机会
可探测出X X 在后续工位上的误差探测,或在作业准备时进行测量
和首件检查(仅适用于作业准备的原因) 4
高控制有较多机会
可探测出X X 在工位上的误差探测,或利用多层验收在后续工序上
进行误差探测:供应、选择、安装、确认。不能接受
有差异的零件。
3
很高控制几乎肯定能
探测出X X 在工位上的误差探测(自动测量并自动停机)。不能
通过有差异的零件。 2
很高肯定能探测出X 由于有关项目已通过过程/产品设计采用了防错措
施,有差异的零件不可能产出。 1 检验类别: A.防错 B.量具C.人工检验
从上表可以看出:如果是10 级,探测性几乎不可能,没有已知的现行工艺控制方法可以
找出失效模式。如果是6级,探测性小,现行工艺控制方法找出失效模式的可能性小。
如果是2级,探测性很高,现行工艺控制方法找出失效模式的可能性很高。
3.8 风险顺序数RPN=S×O×D,取值范围在1~1000之间。做风险顺序数的评估,企业应
确定风险顺序数高的定义。可根据下面三点决定是否采取措施:
a) RPN>80(或依顾客要求)时,应采取后续改进措施;
b) S≥8时应采取后续改进措施;
c) 当RPN≤80,S<8时,对RPN从大到小排序,针对前四位采取后续改进措施。
4 表格的填写按顾客提供的标准表格和要求进行填写。
数据分析报告范例
竭诚为您提供优质文档/双击可除 数据分析报告范例 篇一:数据分析报告 数据分析报告 今年年初以来公司在总经理的领导下,积极生产,各项工作都取得了 一定的成绩,特别是通过坚持贯彻Iso9001:20XX标准,使公司的管理更上了一个台阶,现将我们收集的部分数据进行分析以供领导决策。 20XX年签订了项目合同13项,完成11项,2项项目在进行中,验收工程一次合格率100%,完成的11项工程项目顾客满意率超过95%。 系统集成部多次组织技术人员和项目经理、施工人员学习国家标准和行业规范,严格按照程序文件和作业指导书的要求组织设计和施工。 工程项目的实施都严格按照国家标准规范进行,确保为用户提供满意的、高质量的工程项目和优质的售后服务。从部门负责人到项目经理以至每一位员工都自觉地将分解到
的质量目标融入到日常工作之中,涉及到的每一个环节都得到较好的控制,由不理解到形成自觉的行动,按程序文件要求做已经在尉然成风,发现问题不遮、不掩、不护,采用自检、互检和专检活动,促进质量意识和企业文化深入人心,调动了每一位员工的积极性,上下形成一个共识,我们的工程要做成为顾客最满意的工程。 中国建设银行辽中近海支行综合布线系统项目、中国建设银行辽宁省分行、后台处理中心综合布线系统项目、中国建设银行沈阳彩霞支行综合布线系统项目、中国建设银行沈阳三好街支行综合布线系统 项目、建行大东支行莱茵河畔自助银行综合布线系统项目都是一次验收合格交付的,工程项目符合用户和行业标准的要求,得到了用户的赞扬和好评,提高了公司的经济效益和企业现代管理水平,至今没有发生顾客投诉等问题。 华汇人寿保险股份有限公司办公设备采购项目、中国建设银行辽宁省分行网点网络设备采购项目都是一次验收合 格交付,客户对我们公司提供的服务十分满意。 交付的大连泰山热电有限公司网络信息安全整改项目,提高了泰山热点系统运行效率,保证了系统的安全性,为系统正常运行发挥了重要作用。 部门采购人员今年按要求对供方进行了评价,确定了合格供方,到目前为止这些供方提供的产品、原材料质量稳定,
大数据应用实施过程作业指导书Yhw
数据模型应用过程作业指导书 一、总览 1.数据模型应用过程概述 数据模型应用过程是应用数据科学理论、方法、技术和工具,对外立足于服务政府精准施策和经济发展,对内立足于服务公司经营管理水平提升,依托实际数据应用需求,围绕重点领域开展数据模型应用,深挖数据价值并形成各类高价值数据应用成果的工作过程。 2.数据模型应用过程内容 数据模型标准应用过程主要包括:业务设计、数据准备、模型构建、业务场景验证、模型迭代优化、成果固化、应用评估、推广共享8个阶段。 业务设计。调研厘清要解决的现有业务流程及管理现状痛点问题,提炼确定数据模型应用需求,依据业务实际和关联关系,梳理业务需求实现的关键点,明确建模依据的业务理论,以业务视角凝炼合适的模型思路及技术实现路线。 数据准备。针对数据应用需求涉及的数据项、关联规则、映射关系、来源系统、获取方式等,溯源梳理形成数据需求表。严格按照数据取用流程及脱敏要求提取所需数据,分析数据整体趋势、分布情况、规律特征、变量间相关关系,运用各种技术手段进行数据清洗、转换、集成、规约,形成准确可用的数据分析宽表,将其作为数据模型的输入源。
模型构建。基于业务实现逻辑及数据情况,框定算法范围,通过算法之间优劣对比分析,开展算法择优选型,构建相应的算法模型,提取数据样本,适应性调整测试集、验证集比例以及模型参数,完成模型训练及构建。 业务场景验证。基于全量数据进行模型计算及结果输出,结合业务场景实际,设计数据验证表反馈格式,进行数据验证,收集验证结果,统计模型准确率、召回率,验证评估模型的准确性及适用性。 模型迭代优化。根据模型业务验证的可行性、合理性、准确性等评价反馈,算法人员对算法模型开展迭代优化,以满足模型应用要求。 成果固化。根据数据应用需求、服务对象需求,将数据模型应用过程结果通过不同形式进行输出,形成应用工具类、大数据集类、算法模型类、智慧决策类等应用成果。 应用评估。评估数据模型应用成果对公司运营的效率、效益、质量、社会价值等绩效水平的提升情况,对各专业数据及技术领域的支撑推动情况,对成果本身实际运行的可用性、有效性、实用性以及效率、效益情况等。 推广共享。以发挥数据应用价值为目标,对数据模型应用成果进行优选,提炼总结相应经验方法,形成有价值、可落地的数据应用成果,进行运营推广和价值转化。 3.适用范围 本规范适用于公司各部门及下属单位开展数据模型应用。二、业务设计
2020新版风险分析的失效模式和后果分析法
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 2020新版风险分析的失效模式 和后果分析法 Safety management is an important part of production management. Safety and production are in the implementation process
2020新版风险分析的失效模式和后果分析 法 失效模式和后果分析(FailureModesandEffectsAnalysis)在风险评价中占重要地位,是一种非常有用的方法,主要用于预防失效。但在试验、测试和使用中又是一种有效的诊断工具。欧洲联合体ISO9004质量标准中将它作为保证产品设计和制造质量的有效工具。它如果与失效后果严重程度分析(FailureModes,EffectsandCriticalityAnalysis,FMECA)联合起来,应用范围更广泛。 失效模式和后果分析是一种归纳法。对于一个系统内部每个部件的每一种可能的失效模式或不正常运行模式都要进行详细分析,并推断它对于整个系统的影响、可能产生的后果以及如何才能避免或减少损失。其分析步骤大致如下:
①确定分析对象系统; ②分析元素失效类型和产生原因; ③研究失效类型的后果; ④填写失效模式和后果分析表格; ⑤风险定量评价。 这种分析方法的特点是从元件的故障开始逐次分析其原因、影响及应采取的对策措施。FMEA可用在整个系统的任何一级(从航天飞机到设备的零部件),常用于分析某些复杂的关键设备。 云博创意设计 MzYunBo Creative Design Co., Ltd.
失效模式与后果分析(新版FMEA)
失效模式与后果分析(新版FMEA) ●课程特色 用客户的产品为案例,学员以小组的方式,学习界限图、接触矩阵图、P图、DRBFM为DFMEA奠定基础;学习过程流程图、特性矩阵图、过程变差识别和过程参数控制,为PFMEA奠定基础;掌握新版FMEA 的更新内容和要求;帮助学员学会真正将FMEA作为工程师必需掌握的设计工具。 ●课程目标 n 掌握新版FMEA(第四版)的更新的内容和要求 n 理解失效模式和后果分析(FMEA)概念、信息流、步骤和方法; n 通过界限图,正确界定FMEA的范围; n 应用接触矩阵图,分析零件与零件之间在物体、能量、信息、物质形态方面的交互作用; n 建立P图,分析产品的错误状态,揭露导致产品不可靠的原因; n 通过过程流程图,建立产品特性和过程参数的对应关系; n 具备运用FMEA、过程控制计划等工具,提高产品和过程的可靠性; n 理解FMEA与其他任务和工具之间的关系。 n 掌握FMEA和其它文件之间的相互关联 ●课程大纲 课程名称:失效模式与后果分析(新版FMEA) 开课地点:广州市黄埔区黄埔东路2926号万好万家A座302室 培训对象:质保部经理,设计工程师、制造工程师和其他直接负责过程标准化和改进的人员,那些直接负责引进新产品或新制造过程的人员。 培训目标: n 掌握新版FMEA(第四版)的更新的内容和要求 n 理解失效模式和后果分析(FMEA)概念、信息流、步骤和方法; n 通过界限图,正确界定FMEA的范围;
n 应用接触矩阵图,分析零件与零件之间在物体、能量、信息、物质形态方面的交互作用; n 建立P图,分析产品的错误状态,揭露导致产品不可靠的原因; n 通过过程流程图,建立产品特性和过程参数的对应关系; n 具备运用FMEA、过程控制计划等工具,提高产品和过程的可靠性; n 理解FMEA与其他任务和工具之间的关系。 n 掌握FMEA和其它文件之间的相互关联 课程内容简介:三天课程结合美国奥曼克丰富的实际案例,系统地讲解新版FMEA(第四版)的内容、要求、信息流、实施步骤和方法;包括DFMEA, DVP&R, 应用界限图、接触矩阵图、P图、设计矩阵表、DRBFM(基于失效模式的设计评估)、过程流程图、PFMEA、控制计划等工具,帮助学员了解通过实施FMEA 的过程,掌握产品特性内部、产品特性与过程特性、DFMEA和PFMEA、DFMEA与DVP&R、流程图和PFMEA、PFMEA和控制计划以及系统、子系统、部件、零件之间的相互关联,解决产品设计和过程设计可能出现的问题,在产品实现过程的前期确保失效模式得到考虑并实现失效的控制和预防。 课程详细内容: n 新版FMEA 概述 l FMEA的定义、范围和好处 l FMEA的种类: 系统FMEA, 设计FMEA, 设计FMEA l 原因和效果基本关系 l FMEA的模式和产品实现流程 l FMEA开发过程中的关联 l FMEA开发组织和小组作用 l 高层管理在FMEA过程的作用(新版)
设计失效模式及后果分析
目录 一、前言 (01) 二、设计FMEA (02) 1.先期规划 (03) 2.设计FMEA展开 (07) 3.后续追踪与应用 (14) 附录A:设计FMEA方块图范例 (16) 附录B:设计FMEA范例 (17) 附录C:设计FMEA表格 (18) 案例分析 (19)
一、前言 失效模式、效应与关键性分析(Failure Mode,Effects and Criticality Analysis,FMECA)是一种系统化之工程设计辅助工具,主要系利用表格方式协助工程师进行工程分析,使其在工程设计时早期发现潜在缺陷及其影响程度,及早谋求解决之道,以避免失效之发生或降低其发生时产生之影响。FMECA之前身为FMEA(Failure Mode and Effects Analysis),系由美国格鲁曼(Grumman)飞机公司在1950年首先提出,应用于飞机主操纵系统的失效分析,在1957年波音(Boeing)与马丁(Martin Marietta)公司在其工程手册中正式列出FMEA之程序,60年代初期,美国航空太空总署(NASA)将FMEA成功地应用于航天计画,同时美国军方也开始应用FMEA技术,并于1974年出版军用标准FMECA程序MIL-STD-1629,于1980年由国际电工技术委员会(International Electrothnical Commission,IEC)所出版之国际IEC 812即为参考MIL-STD-1629A加以部份修改成之FMEA程序。除此之外,ISO 9000及欧市产品CE标志之需求,也将FMEA视为重要的设计管制与安全分析方法。 在70年代,美国汽车工业受到国际间强大的竞争压力,不得不努力导入国防与太空工业之可靠度工程技术,以提高产品品质与可靠度,FMEA手册,此时发展之分析方法与美军标准渐渐有所区别,最主要的差异在引进半定量之评点方式评估失效模式之关键性,后来更将此分析法推广应用于制程之潜在失效模式分析,从此针对分析对象之不同,将FMEA分成”设计FMEA”与制程FMEA”,并开始要求零件供货商分析其零件之设计与制程。在各个汽车厂都要求其零件供货商按照其规定之表格与程序进行FMEA的情况下,由于各公司的规定不同,造成零件供货商按照其规定之表格与程序进行FMEA的情况下,由于各公司的规定不同,造成件供货商额外的负担,为改善此一现象,福特(Ford)、克莱斯勒(Chrysler)、与通用汽车(General Motor)等三家公司在美国品管学会(ASQC)与汽车工业行动组(AIAG)的赞助下,整合各汽车公司之规定与表格,在1993年完成『潜在失效模式与效应分析(FMEA)参考手册』,确立了FMEA在汽车工业的必要性,并统一其分析程序与表格,此参考手册在1995年完成修定二版,并成为SAE正式技术文件SAEJ-1739。 目前FMEA已经广泛应用在航空、航天、电子、机械、电力、造船和交通运输等工业,根据对美国国防部所属的112个单位进行的调查显示,有87个单位认为FMEA是一种有效的可靠度分析技术,值得推广。 FMEA做为设计工具以及在决策过程中的有效性决定于设计初期对于问题的信息是否有效地传达沟通,或许FMEA给人最大的批评在于其对设计之改进效益有限,其最主要原因为执行的时机不对,以及单独作业,在设计过程中没有适当的输入FMEA信息,掌握时机或许是执行FMEA是否有效的最重要因素。FMEA的目的为确认在系统设计中的所有失效模式,其第一要务为及早确认系统设计中所有的致命性(Catastrophic)与关键性(Critical)失效发生的可能性,以便尽早开始进行系统高层次之FMEA,当获得更多数据后,再扩展分析到低层次硬品。 本教材乃针对设计FMEA相关技术做一探究。 将FMEA技术应用于制造/组装程序之分析称为”制程FMEA”,亦即在设计制造程序时,
制程失效模式及效应分析
核准: 审查: 拟稿: 1.目的 通过事前的分析,找出潜在的失效模式及其可能造成的后果,并分析其发生的原因从而预先采取必要的措施加以试作改善,最终预防或降低不良,提高产品质量与可靠性。 2.适用范围 本公司所有量产或即将量产的产品。 3.权责区分 品管部:制程失效模式及效应分析的主导制作.修正及改善措施的试作效果确认。 生产部:协助制程失效模式及效应分析。 技术部:协助制程失效模式及效应分析。 4.
5.作业内容 5.1在制程工序设计制订前,由品管首先确认产品的类别不同或制程加工的方法差异程度来决定FMEA 的制作时机: A.如果此新产品与公司原已量产之产品结构相近或制程加工的方法相同或相似,则可沿用原 有的FMEA预防措施使用之。 B.如果此新产品与公司原已量产之产品结构不同或制程加工的方法差异很大,则必须组织 FMEA小组进行事前预防分析。 5.2 FMEA小组由品管主办.制造和技术指派相关之责任人参与组成,针对产品的特殊特性及过程的特 殊特性进行分析与初步过程风险评定,并填写入《潜在失效模式及效应分析(制程FMEA)》表内。 5.3 FMEA的制作 5.3.1项目名称:填写产品/过程名称.编号。 5.3.2制程责任部门:负责FMEA执行工作的部门或组别。 5.3.3编制:负责FMRA制作的小组组长。 5.3.4产品类型:填写此产品于本公司内的类型称呼。 5.3.5关键日期:填写编制FMEA的初次预定完成日期,该日期不可超过正式生产日期。 5.3.6 FMEA日期:填写第一次编制日期及最新修订日期。
5.3.7主要参加人:填写参加FMEA讨论编制的所有小组成员。 5.3.8制程功能/要求:填写工程名称及本工程作业目的。 5.3.9潜在之失效模式:填写本工程已发生或可能会发生的不良,是对某具体工序不符合过程要求 和/或设计意图的描述,参考各种相关数据考虑每一过程及上下工序的关系,以脑力激荡法 分析出所有可能的失效模式,它可能是引起下一道工序的潜在失效模式,也可能是上一道工序潜在的失效模式的后果。 5.3.10潜在之失效后果:指一失效模式的发生,对于下一个工程/下一个使用者.后续使用者所可能 造成的影响,对最终使用者来说失效的后果用产品或系统的性能来描述;对下一个工程或后续工序,失效的后果用工序性能来描述。 5.3.11严重度(S) 严重度是指潜在失效模式发生时,可能对下一工程或客户造成影响的严重程度,如果FMEA 小组成员不了解客户的使用状况(即不了解可能对顾客造成的不良后果)时,可以通过所有 可以的途径向客户了解后评估.严重度的评估级数分1-10级。 5.3.12分级 对需要附加过程控制的产品的一些特殊特性进行分级(如安全性类)或关键工序标 示。如果在制程FMEA中确定了某一级别,应通知技术部,因它可能会影响有关确定控件目标时的工程文件。 PP盖板产品的关键产品特性为铰耳位的尺寸。 5.3.13潜在之失效原因 是指失效发生的原因,并依据可以纠正或控制的原则来描述,因为制程中缺陷的存在造成 制程的变异,导致失效的发生.原因应明确记录具体的错误或误操作情况,不能用一些含糊 不清的词语(操作者错误.机器故障)描述。 5.3.14发生率(0) 发生率是指具体的失效原因/机理发生的频率,以评估的方法.针对一个不良模式原因,评 估其在现行作业程序下某一失效原因/机理出现的可能性.按大小分为10个等级。 5.3.15现行过程控制 是对尽可能防止失效模式的发生或探测将发生的失效模式的控制的描述,一般有以下三种 过程控制方法 A.预防:防止失效原因/机理或失效模式或降低其发生的机率。 B.探测:探测出失效的原因/机理或者失效模式,导致采取纠正措施。 C.查明此失效是哪一种失效模式。 5.3.16探测度(D) 探测度:指产品离开本制造工序或装配工序之前,以现行过程控制方法找出失效原因/机理. 过程缺陷的可能性的评价指标,假设失效已发生,然后评价所有现行过程控制方法;防止该 失效模式或缺陷的产品流出去的能力。 严重度,发生率和探测度的评分标准详见附件一,二,三。
失效模式及后果分析
潜在失效模式及后果分析 FMEA
一基本概念 1. 可靠性工程学中应用最多的方法 潜在失效模式及后果分析FMEA 威布尔概率纸 故障树分析法FTA
失 效 Failure —— 一个产品/过程/系统不能正常 工作需要修理或调换也称故障失效模式 Failure Mode —— 失效的表现形式 失效后果Failure Effect —— 失效给顾客带来的影响 失效强调的是产品本身的功能状态 事故强调的是造成损害的后果 失效并不都引起事故顾 客 Customer —— 不仅仅是“最终使用者”还可 以是后续或下一工序的使用者 2. 术语
二为什么要FMEA? 1预测可以预先发现或评估产品/过程中潜在的失效及影响2持续改进不但改进并积累经验并将其文件化程序化 3防错避免同类错误的发生 4客户要求部分客户要求供应商有FMEA并不断更新 5审核要求为通过QS9000,VDA 6.1等标准必须有FMEA ?首先集中有限的资源于高风险项降低开发成本 ?提高产品功能保证和可靠性 ?缩短开发周期 ?改善内部信息交流 ?将责任和风险管理联系起来
三定义 FMEA —— Potential Failure Mode and Effects Analysis 潜在失效模式及后果分析 是一种系统化的可靠性定性分析方法 通过对系统各组成部分进行事前分析发现评价产品/过程中 潜在的失效模式查明其对系统的影响程度以便采取措施进行 预防的分析方法 后经发展对可能造成特别严重后果的失效模式进行单独分析 称危害度分析CA:Criticality Analysis合称FMECA 目前被普遍简称为FMEA 常被读作[feime]或各字母单独发音为F,M,E,A
FMEA 失效模式与影响分析
FMEA(失效模式与影响分析) Failure Mode and Effects Analysis潜在失效模式与后果分析在设计和制造产品时,通常有三道控制缺陷的防线:避免或消除故障起因、预先确定或检测故障、减少故障的影响和后果。FMEA正是帮助我们从第一道防线就将缺陷消灭在摇篮之中的有效工具。 FMEA是一种可靠性设计的重要方法。它实际上是FMA(故障模式分析)和FEA(故障影响分析)的组合。它对各种可能的风险进行评价、分析,以便在现有技术的基础上消除这些风险或将这些风险减小到可接受的水平。及时性是成功实施FMEA的最重要因素之一,它是一个“事前的行为”,而不是“事后的行为”。为达到最佳效益,FMEA必须在故障模式被纳入产品之前进行。 FMEA实际是一组系列化的活动,其过程包括:找出产品/过程中潜在的故障模式;根据相应的评价体系对找出的潜在故障模式进行风险量化评估;列出故障起因/机理,寻找预防或改进措施。 由于产品故障可能与设计、制造过程、使用、承包商/供应商以及服务有关,因此FMEA又细分为设计FMEA、过程FMEA、使用FMEA和服务FMEA四类。其中设计FMEA和过程FMEA 最为常用。 设计FMEA(也记为d-FMEA)应在一个设计概念形成之时或之前开始,并且在产品开发各阶段中,当设计有变化或得到其他信息时及时不断地修改,并在图样加工完成之前结束。其评价与分析的对象是最终的产品以及每个与之相关的系统、子系统和零部件。需要注意的是,d-FMEA在体现设计意图的同时还应保证制造或装配能够实现设计意图。因此,虽然d-FMEA不是靠过程控制来克服设计中的缺陷,但其可以考虑制造/装配过程中技术的/客观的限制,从而为过程控制提供了良好的基础。 进行d-FMEA有助于: ·设计要求与设计方案的相互权衡; ·制造与装配要求的最初设计; ·提高在设计/开发过程中考虑潜在故障模式及其对系统和产品影响的可能性; ·为制定全面、有效的设计试验计划和开发项目提供更多的信息; ·建立一套改进设计和开发试验的优先控制系统; ·为将来分析研究现场情况、评价设计的更改以及开发更先进的设计提供参考。 过程FMEA(也记为p-FMEA)应在生产工装准备之前、在过程可行性分析阶段或之前开始,而且要考虑从单个零件到总成的所有制造过程。其评价与分析的对象是所有新的部件/过程、更改过的部件/过程及应用或环境有变化的原有部件/过程。需要注意的是,虽然p-FMEA 不是靠改变产品设计来克服过程缺陷,但它要考虑与计划的装配过程有关的产品设计特性参数,以便最大限度地保证产品满足用户的要求和期望。 p-FMEA一般包括下述内容: ·确定与产品相关的过程潜在故障模式; ·评价故障对用户的潜在影响; ·确定潜在制造或装配过程的故障起因,确定减少故障发生或找出故障条件的过程控制变量;
FMEA-失效模式和影响分析
FMEA-失效模式和影响分析 前言 蓝草咨询的目标:为用户提升工作业绩优异而努力,为用户明天事业腾飞以蓄能!蓝草咨询的老师:都有多年实战经验,拒绝传统的说教,以案例分析,讲故事为核心,化繁为简,互动体验场景,把学员当成真诚的朋友! 蓝草咨询的课程:以满足初级、中级、中高级的学员的个性化培训为出发点,通过学习达成不仅当前岗位知识与技能,同时为晋升岗位所需知识与技能做准备。课程设计不仅注意突出落地性、实战性、技能型,而且特别关注新技术、新渠道、新知识、创新型在实践中运用。 蓝草咨询的愿景:卓越的培训是获得知识的绝佳路径,同时是学员快乐的旅程,为快乐而培训为培训更快乐!目前开班的城市:北京、上海、深圳、苏州、香格里拉、荔波,行万里路,破万卷书! 蓝草咨询的增值服务:可以提供开具培训费的增值税专用发票。让用户合理利用国家鼓励培训各种优惠的政策。报名学习蓝草咨询的培训等学员可以申请免费成为“蓝草club”会员,会员可以免费参加(某些活动只收取成本费用)蓝草club定期不定期举办活动,如联谊会、读书会、品鉴会等。报名学习蓝草咨询培训的学员可以自愿参加蓝草企业“蓝草朋友圈”,分享来自全国各地、多行业多领域的多方面资源,感受朋友们的成功快乐。培训成绩合格的学员获颁培训结业证书,某些课程可以获得国内知名大学颁发的证书和国际培训证书(学员仅仅承担成本费用)。成为“蓝草club”会员的学员,报名参加另外蓝草举办的培训课程的,可以享受该培训课程多种优惠。 课程介绍 《FMEA-失效模式及后果分析》课程,FMEA作为IATF16949体系中的五大工具之一,本课
程主要从使用的角度,阐述了FMEA所有的条文及应用步骤,以及在实际使用中(包含DFMEA 和PFMEA)需要特别注意的事项,旨在帮助汽车厂及其零组件供应商的工程人员真正掌握该工具的使用,有助于产品在研发阶段预防产品质量风险,从而减少量产中的质量问题。 课程对象:产品研发工程师、项目管理经理、DQE、PQE、SQE、审核员、销售人员、采购工程师、机器设备的维护人员,管理人员等 课程目标 让学员了解最近版本的FMEA工具的关注点 熟悉FMEA的制作步骤 熟悉FMEA文件制作要领 让学员了解FMEA中的文件注意事项 通过学员的小组实际练习和对结果点评 课程内容 第一章如何做好一份实用的FMEA报告 1、90%的人员在做FMEA的时候觉得非常难做 2、80%的企业,做出来的FMEA基本没有人看,没有人用 3、问题出在哪 与学员互动,调节学员的学习兴趣 第二章 FMEA策略,策划和执行 1、FMEA的策略、策划和执行的概述 1)FMEA的策略、策划和执行的概述条文说明 2、FMEA基本框架和基本方法 1)FMEA的基本框架 2)FMEA的基本方法
失效模式和效果分析(FMEA)在制药行业的应用
第二讲失效模式和效果分析(FMEA)在制药行业的应用 [学习要点] FMEA是一个经验性定量分析的工具,广泛应用于风险评估 和质量持续改进过程,这个工具是否可以良好的运用是否可以达到预期的目的,完全在于团队的知识面[是否足够理解工艺和产品本身]和团队的合作情况。 一、ICH Q9对于FMEA的阐述 FMEA (see IEC 60812) provides for an evaluation of potential failure modes for processes and their likely effect on outcomes and/or product performance. Once failure modes are established, risk reduction can be used to eliminate, contain, reduce or control the potential failures. FMEA relies on product and process understanding. FMEA methodically breaks down the analysis of complex processes into manageable steps. It is a powerful tool for summarizing the important modes of failure, factors causing these failures and the likely effects of these failures. FMEA提供了工艺的潜在失败模式的评估方法,并据此评估这样的失效的后果以及起对产品性能的影响。一旦失效模式被建立起来,就可以用于估计、含盖、减少或是控制潜在的失效行为。FMEA依靠的是对工艺和产品本身的理解。FMEA方法将复杂的工艺分割成小的可管理的步骤进行分析。本法是汇总失效项目、失效原由和可能的后果的重要模型。 Potential Areas of Use(s) 潜在的应用领域 FMEA can be used to prioritize risks and monitor the effectiveness of risk control activities. FMEA可以被用于风险级别的甄选以及对风险控制活动效果的监控。 FMEA can be applied to equipment and facilities and might be used to analyze a manufacturing operation and its effect on product or process. It identifies elements/operations within the system that render it vulnerable. The output/ results of FMEA can be used as a basis for design or further analysis or to guide resource deployment. FMEA可以在设备和设施[例如水系统]中应用,也可以用于分析一个制造过程[例如灭菌操作]及其对产品或工艺的影响。它可以确认系统中的那些脆弱环节和操作。FMEA的分析结果可以被用于将来设计、进一步分析或是资源配置的基础。 二、FMEA的定义、历史和分类 FMEA(Failure Mode and Effect Analysis,失效模式和效果分析)是一种用来确定潜在失效模式及其原因的分析方法。具体来说,通过实行FMEA,可在产品设计或生产工艺真正实现之前发现产品的弱点,可在原形样机阶段或在大批量生产之前确定产品缺陷。
FMEA失效模式及影响分析及其应用
FMEA失效模式及影响分析及其应用 课程背景: 在企业管理、客户服务、产品开发过程中,是“亡羊补牢”,等出现问题再想办法补救呢,还是“防患于未然”,先预测风险并实施控制的方法呢?答案是显而易见的。 有人会说,不出问题,我怎么知道存在什么问题呢?也有人说,我也想“先知先觉”,但我又不能未卜先知,我怎么知道产品投放市场后回出现什么问题呢? ·风险到底是什么,我们该如何来防范它?? ·客户投诉的问题五花八门,理不出头绪,我该怎么进行分析呢?? ·有没有一种系统的工具可以帮助我们对可能出现的问题予以关注呢? ·老是出现类似的问题为什么一直得不到有效的解决?…… 如果您也也有类似的困惑,并且您还没有找到好的方法来解决这些问题,敬请关注《FMEA(失效模式及影响分析)及其应用》 本课程将详细讲解FMEA(Failure Mode and Effect Analysis)失效模式和影响分析这一系统化的预见失效、避免失效的重复出现、降低风险的方法,这一方法最先运用于阿波罗登月计划中,现在被广泛运用于汽车工业中。这一结构化的方法通过对失效(缺陷)的严重性、发生频率和检出性的评分,对风险进行优先排序,并在此基础上对高风险进行控制。是一种有效的预警和降低风险的分析工具。 本课程中您还将现场对照您身边发生的实例,进行FMEA的练习,让您在现实生活中可以学以致用! 同时,本课程还将同你分享企业实施中指南、经验和成功案例,使您在您的企业中推广时事半功倍!培训目标: ·帮助理解失效模式及后果分析在生产过程和质量体系中的应用 ·确定针对不同产品特性而使用FMEA的适用的标准 ·帮助企业建立有效的、及时的和充分的FMEA控制体系 课程大纲: 新版FMEA 概述 ·FMEA的定义、范围和好处 ·FMEA的种类: 系统FMEA, 设计FMEA, 设计FMEA ·原因和效果基本关系 ·FMEA的模式和产品实现流程 ·FMEA开发过程中的关联 ·FMEA开发组织和小组作用 ·高层管理在FMEA过程的作用(新版) 设计FMEA ·DFMEA的基本模式 ·DFMEA的信息流 ·DFMEA的目的 ·前期策划:客户和产品要求的确定 ·产品功能表 ·分析途径 设计FMEA (续) ·界限图(Boundary Diagram) ·接触矩阵图 (Interface Matrix) ·白噪声图(参数图) (P-Diagram) ·DFMEA内部的动态链接(新版) ·DFMEA输入和输出 ·设计矩阵 ·开发DFMEA: 功能、失效模式、后果分析、潜在原因、因果分析工具、设计控制、SOD评分(新版) ·多方位的风险分析(新版强调)
失效模式和效果分析
失效模式和效果分析(Failure Mode and Effect Analysis, FMEA)是一种用来确定潜在失效模式及其原因的分 析方法。具体来说,通过实行FMEA,可在产品设计或生产工艺真正实现之前发现产品的弱点,可在原形样机阶段或在大批量生产之前确定产品缺陷。FMEA最早是由美国国家宇航局(NASA)形成的一套分析模式,FMEA是一种实用的解决问题的方法,可适用于许多工程领域,目前世界许多汽车生产商和电子制造服务商(EMS)都已经采用这种模式进行设计和生产过程的管理和监控。 FMEA简介 FMEA有三种类型,分别是系统FMEA、设计FMEA和工艺FMEA,本文中主要讨论工艺FMEA。实施FMEA管理的具体步骤见图1。 确定产品需要涉及的技术、能够出现的问题,包括下述各个方面:需要设计的新系统、产品和工艺;对现有设计和工艺的改进;在新的应用中或新的环境下,对以前的设计和工艺的保留使用; 形成FMEA团队。理想的FMEA团队应包括设计、生产、组装、质量控制、可靠性、服务、采购、测试以及供货方等所有有关方面的代表。 记录FMEA的序号、日期和更改内容,保持FMEA始终是一个根据实际情况变化的实时现场记录,需要强调的是,FMEA文件必须包括创建和更新的日期。 创建工艺流程图。工艺流程图应按照事件的顺序和技术流程的要求而制定,实施FMEA需要工艺流程图,一般情况下工艺流程图不要轻易变动。 列出所有可能的失效模式、效果和原因、以及对于每一项操作的工艺控制手段: 1.对于工艺流程中的每一项工艺,应确定可能发生的失效模式,如就表面贴装工艺(SMT)而言,涉及的问题可能包括,基于工程经验的焊球控制、焊膏控制、使用的阻焊剂(solder mask)类型、元器件的焊盘图形设计等。 2.对于每一种失效模式,应列出一种或多种可能的失效影响,例如,焊球可能要影响到产品长期的可靠性,因此在可能的影响方面应该注明。 3.对于每一种失效模式,应列出一种或多种可能的失效原因,例如,影响焊球的可能因素包括焊盘图形设计、焊膏湿度过大以及焊膏量控制等。
DFMEA设计失效模式影响及后果分析
DFMEA设计失效模式影响及后果分析 DFMEA设计失效模式阻碍及后果分析 由谁进行设计失效模式及后果分析? 由对设计具有阻碍的各部门代表组成的跨部门小组进行 供应商也能够参加 切不要不记得客户 小组组长应是负责设计的工程师 跨职能部门小组 5-9人,来自: 系统工程 零部件设计工程 试验室 材料工程 工艺过程工程 装备设计 制造 质量治理 如何样进行设计失效模式及后果分析? 提要 组建跨职能部门设计失效模式及后果分析DFMEA小组 列出失效模式、后果和缘故 评估 the severity of the effect (S) 阻碍的严峻程度 the likelihood of the occurrence (O) 可能发生的机会 and the ability of design controls to detect failure modes and/or their cau ses (D) 探测出失效模式和/或其缘故的设计操纵能力 如何样进行设计失效模式及后果分析? 提要
Calculate the risk priority number (RPN) to prioritize corrective actio ns 运算风险优先指数(RPN)以确定应优先采取的改进措施 如何样进行设计失效模式及后果分析? 提要 Plan corrective actions 制订纠正行动打算 Perform corrective actions to improve the product 采取纠正行动,提升产品质量 Recalculate RPN 重新运算风险优先指数(RPN) 如何样进行设计失效模式及后果分析? 提要 先在草稿纸上进行分析;当小组达成一致意见后,再将有关信息填在设计失效模式及后果分析FMEA表上 use fishbone and tree diagrams liberally 充分利用鱼骨图和树形图 trying to use the FMEA form as a worksheet leads to confusion and mes sed-up FMEAs 若将FMEA表当做工作单使用,就会造成纷乱,使FMEA 一塌糊涂 建议 1. 组建一个小组并制订行动打算 绝不能由个人单独进行设计失效模式及后果分析,因为: 由个人进行会使结果显现偏差 进行任何活动,都需要得到其他部门的支持 应指定一个人(如组长)保管设计失效模式及后果分析FMEA表格 应将小组成员的姓名和部门填入设计失效模式及后果分析FMEA表格2. 绘制产品功能结构图 一种图示方法,其中包括: 用块表示的各种组件(或特性) 用直线表示的各组件之间的相互关系 适当的详细程度
PFMEA过程失效模式及后果分析
科技股份有限公司作业文件 文件编号:版号:A/0 (PFMEA) 过程失效模式及后果分析 作业指导书 批准: 审核: 编制: 受控状态:分发号: 2016年01月15日发布2016年01月15日实施过程潜在失效模式及后果分析作业指导书
(PFMEA) 1目的 过程潜在失效模式及后果分析,简称PFMEA。是一种信赖度分析的工具,可以描述为一组系统化的活动,是对确定产品/过程必须做哪些事情才能使顾客满意这一过程的补充。 其目的是: (a)并评价产品/过程中的潜在失效以及该失效的后果; (b)确定能够消除或减少潜在失效发生机会的措施; (c)将全部过程形成文件。 2 范围: 适用于公司用于零组件的所有新产品/过程的样品试制和批量生产。 适用于过程设计的风险性及后果的分析; 适用于过程重复,周期性永不间断的改进分析。 3 术语和定义: 1)PFMEA:指Process Failure Mode and Effects Analysis(过程失效模式及后果分析)的英文简称。由负责制造/装配的工程师/小组主要采 用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其 相关的起因/机理已得到充分的考虑和论述。 2)失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导 致零组件的破裂卡死等损坏现象。 3)严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的PFMEA范围内的相对定级结果。严重度数值的降低只有通过设 计更改或重新设计才能够实现。 4)频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。 5)探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模 式的可能性的评价指标;或者用第三种过程控制方法找出后序发生 的失效模式的可能性的评价指标。 6)风险优先数(RPN):指严重度数(S)和频度数(O)及不易探测度数(D)三项数字之乘积。 JT/C--003
潜在失效模式及后果分析程序
1. 评价在制造过程中潜在的失效模式,分析其后果,评估其风险,从而预先采取措施,消除 或减少失效发生的机会,有效地提高产品质量和可靠性,达到顾客扌两丿意。 2. 适用范围: 适用于新的或更改后的产品/过程的策划阶段,对产品的零部件及各个过程的潜在失效模式及后果进行分析的活动。 3. 定义: 3.1 FMEA:过程潜在失效模式和后果分析,主要是由负责制造的工程师/多方论 证小组采用的一种分析技术,用来保证在可能的范围内已充分地考虑到并指明潜在失效模 式及其相关的起因或机理。 4. 职责 4.1开发部职责: 4.1.1由负责过程设计、制造、装配、售后服务、质量等方面的专家成立多方论证小组,负责 计算风险顺序数RPN 4.1.2多方论证小组职责: 4.121负责收集与FMEAS关数据资料。 4.1.2.2负责进行FMEA分析、评审、效果跟踪和确认。 4.1.3开发部负责对FMEA勺输出整理归档。 5. 作业流程 5.1开展FMEA勺时机FMEA旨在及早识别出潜在的失效,因此FMEA应在以下情况下开 展: 5.1.1在产品、过程设计概念形成,设计方案初步确定时开始FMEA 5.1.2在产品、过程设计的各个重要阶段,对FMEAJ行评审、修改; 5.1.3在如产品、过程设计文件完成之后完成FMEAC作; 5.1.4在进行产品、过程设计修改时对FMEAS行重新评审和修改。 5.2 FMEA活动的实施 5.2.2多方论证小组根据过程流程图、特殊特性清单、产品技术要求、过程特性参数、制造和 装配的要求等和现有的FMEA&料对过程潜在失效模式及后果进行分析。 5.3按下列要求填写FMEA表格:
新版DFMEA-设计失效模式与影响分析实战运用(1天)
新版DFMEA-设计失效模式与影响分析实战运用 ●课程背景 德国汽车工业协会(VDA QMC)在德国柏林召开股东会议,并正式宣布新版AIAG-VDA FMEA标准发布!这是一个历史性时刻,历经了长时间汽车行业专家的反复研讨和修订,第一版的AIAG-VDA标准终于正式发布!本次培训将根据最新发布的AIAG-VDA FMEA要求,系统地讲解新版FMEA的背景,重要变化点以及企业如何应对等,并对新的AIAG-VDA FMEA七步法进行详细讲解,帮助企业迅速掌握新版FMEA 的使用。 FMEA是1960年代美国太空计划所发展出来的一套手法,为了预先发现产品或流程的任何潜在可能缺点,并依照其影响效应,进行评估与针对某些高风险系数之项目,预先采取相关的预防措施避免可能产生的损失与影响。近年来广为企业界做为内部预防改善与外部对供货商要求的工具,是从事产品设计及流(制)程规划相关人员不得不熟悉的一套运用工具。FMEA是系统化的工程设计辅助工具,主要利用表格方式协助进行工程分析,使其在工程设计时早期发现潜在缺陷及其影响程度,及早谋求解决之道,避免失效之发生或降低影响,提高系统之可靠度。因此尽早了解与推动失效分析技术,是业界进军国际市场必备的条件之一! ●培训对象 研发总监、经理、工程师;质量总监、质量经理、质量主管、质量工程师、质量技术员;技术总监、经理、工程师、技术员;产吕流程总监、经理、工程师、技术员;生产经理、生产主管以及所有工程师(PE,ME,QA,SQE等)。 ●培训时间 1天 ●课程收获 1.了解最新版FMEA的背景及主要变化点 2.理解和掌握新版FMEA的七步法 3.预先考虑正常的用户使用和制造过程中会出现的失效 4.有助于降低成本提升效益,预防不良品的发生
设计潜在失效模式及后果分析案例
设计潜在失效模式及后果分析 (DFMEA) .(6–QA–80) 汽车起动型铅酸蓄电池 广州市大圣汽车有限公司 2004年10月14日
设计潜在失效模式及后果分析 系统:(DFMEA) 零部件:.设计责任部门:技术部编制:九魔王编号:DF-A1-0101 电池型号:. 关键日期:2004-05-28 编制日期:2004-05-28 修订日期:2004-10-14 主要参加成员:FMEA小组(必须写出名单)页码:第1 页共1页
设计潜在失效模式及后果分析 系统:(DFMEA) 零部件:左右极柱设计责任部门:技术部编制:九魔王编号:DF-A1-0102 电池型号:. 关键日期:2004-05-28 编制日期:2004-05-28 修订日期:2004-10-14 主要参加成员:FMEA小组(必须写出名单)页码:第1 页共1页
设计潜在失效模式及后果分析 系统:(DFMEA) 零部件:极柱设计责任部门:技术部编制:九魔王编号:DF-A1-0103 电池型号:. 关键日期:2004-05-28 编制日期:2004-05-28 修订日期:2004-10-14 主要参加成员:FMEA小组(必须写出名单)页码:第1 页共1页
设计潜在失效模式及后果分析 系统:(DFMEA) 零部件:隔板设计责任部门:技术部编制:九魔王编号:DF-A1-0104 电池型号:. 关键日期:2004-05-28 编制日期:2004-05-28 修订日期:2004-10-14 主要参加成员:FMEA小组(必须写出名单)页码:第1 页共1页
设计潜在失效模式及后果分析 系统:(DFMEA) 零部件:电池槽设计责任部门:技术部编制:九魔王编号:DF-A1-0105 电池型号:. 关键日期:2004-05-28 编制日期:2004-05-28 修订日期:2004-10-14 主要参加成员:FMEA小组(必须写出名单)页码:第1 页共1页