控制系统的综合与校正.doc
谢谢观赏
谢谢观赏 第六章 控制系统的综合与校正
6.1引 言
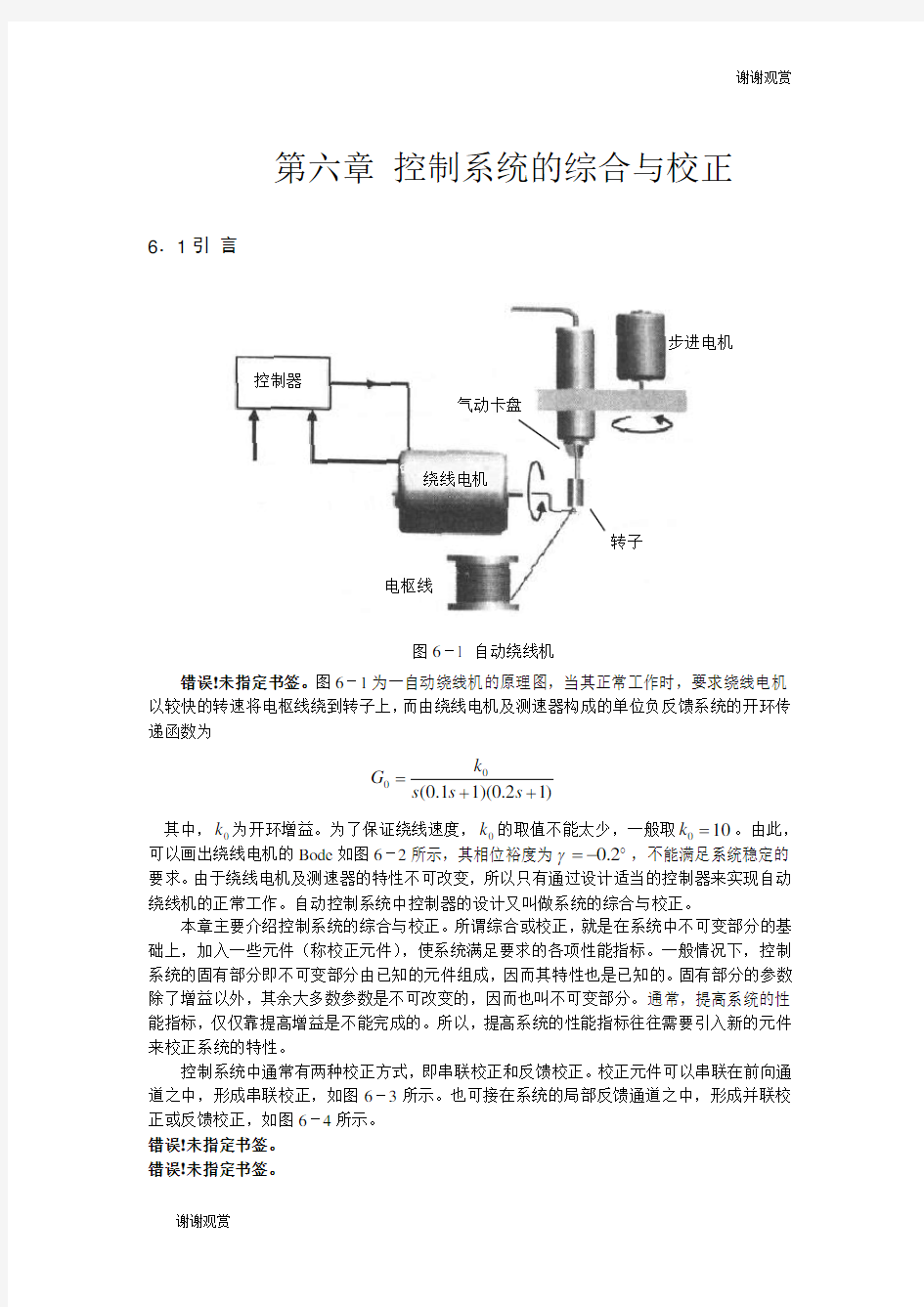
错误!未指定书签。图6-1为一自动绕线机的原理图,当其正常工作时,要求绕线电机以较快的转速将电枢线绕到转子上,而由绕线电机及测速器构成的单位负反馈系统的开环传递函数为 00(0.11)(0.21)k G s s s =++
其中,0k 为开环增益。为了保证绕线速度,0k 的取值不能太少,一般取010k =。由此,可以画出绕线电机的Bode 如图6-2所示,其相位裕度为0.2γ=-?,不能满足系统稳定的要求。由于绕线电机及测速器的特性不可改变,所以只有通过设计适当的控制器来实现自动绕线机的正常工作。自动控制系统中控制器的设计又叫做系统的综合与校正。
本章主要介绍控制系统的综合与校正。所谓综合或校正,就是在系统中不可变部分的基础上,加入一些元件(称校正元件),使系统满足要求的各项性能指标。一般情况下,控制系统的固有部分即不可变部分由已知的元件组成,因而其特性也是已知的。固有部分的参数除了增益以外,其余大多数参数是不可改变的,因而也叫不可变部分。通常,提高系统的性能指标,仅仅靠提高增益是不能完成的。所以,提高系统的性能指标往往需要引入新的元件来校正系统的特性。
控制系统中通常有两种校正方式,即串联校正和反馈校正。校正元件可以串联在前向通道之中,形成串联校正,如图6-3所示。也可接在系统的局部反馈通道之中,形成并联校正或反馈校正,如图6-4所示。
错误!未指定书签。
错误!未指定书签。
控制器
绕线电机
步进电机
气动卡盘
转子
电枢线
图6-1 自动绕线机
自动控制系统的校正
第五章自动控制系统的校正 本章要点 在系统性能分析的基础上,主要介绍系统校正的作用和方法,分析串联校正、反馈校正和复合校正对系统动、静态性能的影响。 第一节校正的基本概念 一、校正的概念 当控制系统的稳态、静态性能不能满足实际工程中所要求的性能指标时,首先可以考虑调整系统中可以调整的参数;若通过调整参数仍无法满足要求时,则可以在原有系统中增添一些装置和元件,人为改变系统的结构和性能,使之满足要求的性能指标,我们把这种方法称为校正。增添的装置和元件称为校正装置和校正元件。系统中除校正装置以外的部分,组成了系统的不可变部分,我们称为固有部分。 二、校正的方式 根据校正装置在系统中的不同位置,一般可分为串联校正、反馈校正和顺馈补偿校正。 1.串联校正 校正装置串联在系统固有部分的前向通路中,称为串联校正,如图5-1所示。为减小校正装置的功率等级,降低校正装置的复杂程度,串联校正装置通常安排在前向通道中功率等级最低的点上。 图5-1 串联校正 2.反馈校正 校正装置与系统固有部分按反馈联接,形成局部反馈回路,称为反馈校正,如图5-2所示。 3.顺馈补偿校正
顺馈补偿校正是在反馈控制的基础上,引入输入补偿构成的校正方式,可以分为以下两种:一种是引入给定输入信号补偿,另一种是引入扰动输入信号补偿。校正装 置将直接或间接测出给定输入信号R(s)和扰动输入信号D(s),经过适当变换以后,作为附加校正信号输入系统,使可测扰动对系统的影响得到补偿。从而控制和抵消扰动对输出的影响,提高系统的控制精度。 三、校正装置 根据校正装置本身是否有电源,可分为无源校正装置和有源校正装置。 1.无源校正装置 无源校正装置通常是由电阻和电容组成的二端口网络,图5-3是几种典型的无源校正装置。根据它们对频率特性的影响,又分为相位滞后校正、相位超前校正和相位滞后—相位超前校正。 无源校正装置线路简单、组合方便、无需外供电源,但本身没有增益,只有衰减;且输入阻抗低,输出阻抗高,因此在应用时要增设放大器或隔离放大器。 2.有源校正装置 有源校正装置是由运算放大器组成的调节器。图5-4是几种典型的有源校正装 置。有源校正装置本身有增益,且输入阻抗高,输出阻抗低,所以目前较多采用有源图5-2 反馈校正 图5-3 无源校正装置 a)相位滞后 b)相位超前 c)相位滞后-超前
带钢纠偏控制系统设计
目录 摘要 (4) Abstract .................................................................................................. 错误!未定义书签。引言 . (5) 1 电液伺服控制系统 (7) 1.1电液控制系统的发展历史概述 (7) 1.2电液伺服控制系统的特点和构成 (8) 1.3电液伺服控制系统的发展趋势 (8) 2 带钢纠偏控制系统设计 (9) 2.1带钢纠偏控制系统原理 (9) 2.1.1课题背景 (9) 2.1.2带钢纠偏控制系统简介 (9) 2.1.3带钢纠偏控制系统工作原理 (9) 2.2带钢纠偏控制系统设计 (10) 2.2.1控制系统参数及基本要求 (10) 2.2.2控制系统设计方案 (11) 2.2.3纠偏液压站原理图设计 (12) 2.3带钢纠偏控制系统元件设计选型 (14) 2.3.1光电传感器设计 (14) 2.3.2电液伺服阀设计选型 (19) 2.3.3液压缸设计选型 (21) 2.3.4系统其他元件设计选型 (22) 3 带钢纠偏控制系统建模及仿真 (23) 3.1带钢纠偏控制系统模型建立 (23) 3.1.1伺服阀传递函数 (23)
3.1.2卷取机传递函数 (24) 3.1.3其他元件传递函数 (24) 3.2带钢纠偏控制系统仿真 (25) 3.2.1系统调节品质分析 (25) 3.2.2系统的闭换阶跃响应 (28) 3.3常规PID控制器 (29) 3.3.1 PID控制算法简介 (30) 3.3.2常规PID仿真及结果分析 (34) 4 智能PI控制器的设计及仿真 (36) 4.1智能PI控制器设计原理 (36) 4.2智能PI控制器仿真及结果分析 (39) 4.2.1智能PI控制器仿真 (39) 4.2.2结果分析 (40) 5智能PI控制器的全数字实现 (43) 5.1计算机控制系统简介 (43) 5.1.1计算机控制系统概述 (43) 5.1.2计算机控制系统的组成 (43) 5.1.3 计算机控制系统的结构 (44) 5.2 最小应用系统的设计 (45) 5.3 系统的软件设计 (46) 5.3.1主程序设计 (46) 5.3.2 8279键盘中断程序 (49) 5.3.3 8279显示子程序 (52) 5.3.4 中断服务程序 (54) 结论 (64)
基于Matlab的自动控制系统设计与校正
自动控制原理课程设计 设计题目:基于Matlab的自动控制系统设计与校正
目录 目录 第一章课程设计内容与要求分析 (1) 1.1设计内容 (1) 1.2 设计要求 (1) 1.3 Matlab软件 (2) 1.3.1基本功能 (2) 1.3.2应用 (3) 第二章控制系统程序设计 (4) 2.1 校正装置计算方法 (4) 2.2 课程设计要求计算 (4) 第三章利用Matlab仿真软件进行辅助分析 (6) 3.1校正系统的传递函数 (6) 3.2用Matlab仿真 (6) 3.3利用Matlab/Simulink求系统单位阶跃响应 (10) 3.2.1原系统单位阶跃响应 (10) 3.2.2校正后系统单位阶跃响应 (11) 3.2.3校正前、后系统单位阶跃响应比较 (12) 3.4硬件设计 (13) 3.4.1在计算机上运行出硬件仿真波形图 (14) 课程设计心得体会 (16) 参考文献 (18)
第一章 课程设计内容与要求分析 1.1设计内容 针对二阶系统 )1()(+= s s K s W , 利用有源串联超前校正网络(如图所示)进行系统校正。当开关S 接通时为超前校正装置,其传递函数 11 )(++-=Ts Ts K s W c c α, 其中 132R R R K c += ,1 )(13243 2>++=αR R R R R ,C R T 4=, “-”号表示反向输入端。若Kc=1,且开关S 断开,该装置相当于一个放 大系数为1的放大器(对原系统没有校正作用)。 1.2 设计要求 1)引入该校正装置后,单位斜坡输入信号作用时稳态误差1.0)(≤∞e ,开环截止频率ωc’≥4.4弧度/秒,相位裕量γ’≥45°; 2)根据性能指标要求,确定串联超前校正装置传递函数; 3)利用对数坐标纸手工绘制校正前、后及校正装置对数频率特性曲线; c R R
纠偏原理及其应用
纠偏院里的分析与应用 1带钢连续处理过程的跑偏分析 工程设计和应用中,无论带钢形状的板形缺陷、塔形卷曲、处理线设备安装偏差及调整不当、处理工艺对带钢的影响等都会导致运动的带钢在生产线上发生偏移[2]。 各种形式的板形缺陷主要有:带钢断面形状、平坦度、带头焊接没对齐或偏斜。当带钢在运动过程中,它的形状并不能得到纠正。依照拱形的大小,会产生相应大小的跑偏。 设备精度包括转向辊、张力辊及活套车等安装精度、夹送辊压力不均、各种辊子辊面不均匀磨损等因素均会造成带钢横向跑偏。 根据带钢的运行行为,辊子上的带钢总是趋向于以90 o 的夹角垂直辊子轴线方向运行。事实上,辊子轴线不平行,甚至带钢拱形都会导致带钢进人辊子的角度偏离90 o 。偏离的大小,记为跑偏角。那么,跑偏理论计算公式为: F = K·L·tanα ( l ) 式中 F——跑偏量,mm ; K——跑偏系数; L——自由带钢长度,mm ; α——跑偏角,度。 带钢的跑偏速度与带钢跑偏角、辊子的输送速度有关。 Vα=v k·V c·tanα(2) 式中 Vα——带钢跑偏速度,mm/s ; v k——跑偏速度系数,其大小与辊子表面状态、带钢与辊子包角等有 关,理想状况下可取1.0 ; V c——辊子圆周线速度,mm/s; α——跑偏角,度。 实际上,各种辊子在长期运行过程中,由于单边磨损大而成锥形。由于锥形辊使带钢张力分布不均匀,使带钢总是向粗的一端跑偏,而锥度的大小影响了跑偏的速度。 张力控制带钢张力波动,特别是由于带钢张力不足或张力控制调整不当,会引起带钢张力的强烈波动,从而造成带钢运行过程中横向跑偏。 高的单位面积张力可以消除部分带钢弯曲及本身缺陷,从而每个转向辊上带钢的横向偏差都会得到消减。可是,由于带钢的材料属性以及用于控制带钢张力的张力辊的驱动运行的限制,带钢张力增加是受限制的。 2带钢对中纠偏原理研究
第六章 自动控制系统的综合与校正 答案
第六章习题答案 1.答:需要校正的控制系统可分为被控对象、控制器和检测环节三个部分。各装置除其中放大器的增益可调外,其余的结构和参数是固定的。在系统中引进一些附加装置来改变整个系统的特性,以满足给定的性能指标,这种为改善系统的静、动态性能而引入系统的装置,称为校正装置。而校正装置的选择及其参数整定的过程,就称为自动控制系统的校正问题。根据校正装置在系统中的安装位置,及其和系统不可变部分的连接方式的不同,通常可分成三种基本的校正方式:串联校正、反馈校正、复合校正。 2.答:串联校正是设计中最常使用的,通常需要安置在前向通道的前端,主要适用于参数变化敏感性较强的场合。设计较简单,容易对信号进行各种必要的变换,但需注意负载效应的影响。 3.答:反馈校正的设计相对较为复杂。显著的优点是可以抑制系统的参数波动及非线性因素对系统性能的影响。另外,元件也往往较少。 4.答:通过增加一对相互靠得很近并且靠近坐标原点的开环零、极点,使系统的开环放大倍数提高,以改善系统稳态性能。 5.答:通过加入一个相位引前的校正装置,使之在穿越频率处相位引前,以增加系统的相位裕量,这样既能使开环增益足够大,又能提高系统的稳定性,以改善系统的动态特性。 6.解: (1)根据误差等稳态指标的要求,确定系统的开环增益K (2)画出伯德图,计算未校正系统GO (j ω )的相位裕量 (3)由要求的相角裕度γ,计算所需的超前相角 (4)计算校正网络系数 (5)确定校正后系统的剪切频率 202) 2(4lim )(lim 00==+?==→→K s s K s s sG K s o s v )15.0(20)2(40)(++=ωωωωωj j j j j G o =? =+?=?=17)(1807.6c o c ω?γω?=?+?-?=+-=385175000 εγγ?2.438sin 138sin 1sin 1sin 1=?-?+-+==m m ??α2.62.4lg 10lg 10-=-=-=?αm L 9 ===T m c αωω
自控实验报告-系统校正
西安邮电学院 自动控制原理 实验报告
实验三系统校正 一,实验目的 1.了解和掌握系统校正的一般方法。 2.熟悉掌握典型校正环节的模拟电路构成方法。二.实验原理及电路 1.未校正系统的结构方框图 图1 2.校正前系统的参考模拟方框图 图2 3.校正后系统的结构方框图
图3 4.校正后系统的模拟电路图 图4 三.实验内容及步骤 1.测量未校正系统的性能指标 (1)按图2接线 (2)加入阶跃电压观察阶跃响应曲线,并测出超调量和调节时间,并将曲线和参数记录出来。 2.测量校正系统的性能指标 (1)按图4接线
(2)加入阶跃电压,观察阶跃响应曲线,并测出超调量以及调节时间。 四.实验结果 未校正系统 理论值σ% = 60.4% t s = 3.5s 测量值σ% = 60% t s = 2.8s 校正后系统 理论值σ% = 16.3% t s = 0.35s 测量值σ% = 5% t s = 0.42s
五.心得体会 在课本的第六章,我们学习了线性系统的校正方法,包括串联校正、反馈校正以及复合校正等矫正方法,相对于之前学习的内容,理解起来相对难一些,做起实验来也不容易上手。试验期间,遇到了很多难题,反复调整修改甚至把连接好的电路全都拆了重连,最后终于完成了实验。相对于之前的几次试验,这次实验师最让人头疼的,幸好之前积累了些经验,才使得我们这次实验的时候不至于手忙脚乱,但是也并不轻松。 虽然遇到的困难很多,但是我们却收获的更多,线性系统的校正是自动控制原理中重要的部分,通过理论课的学习,再加上实验课的实践,我终于对这些内容有个系统的理解。
EH-1003HS带材纠偏控制系统
EH-1003HS带材纠偏控制系统 一带材纠偏系统工作原理 钢铁、橡胶、造纸等工业企业在对带材进行生产或加工过程中,需要将带材准确无偏地送入下道工序机组。但是,由于外界的各种因素的影响,总会造成偏差。为了保证产品质量及满足正常生产或加工的需要,就得使用纠偏系统,通过自动调节来消除偏差,使带材中心始终被控制在生产线的中心。 系统主要由CSEC-20电液伺服控制器(其中包括红外宽光束对中传感器、电液伺服放大器和泵电机启动装置等)、油缸(用户自备),位移传感器(CRDB-A)、电液伺服阀(CSV8系列),液压站(CHPS)等元器件组成。光电传感器的检测器是成对使用,其对称中心与生产线中心是一致的。在生产过程中,当带材中心偏离生产线机械中心时,两光电传感器被遮挡部分面积就不一样,因此其输出两个大小不同的电信号至前置放大器,通过前置放大器相加运算后,输出一个与帘子布位置偏差大小、方向有关的电信号至主放大器,主放大器输出一电流信号给伺服阀动圈以控制伺服阀的方向与流量;伺服阀控制油缸,使位移-摆动辊偏移,同时带动位移传感器,使位移传感器也输出一反相信号给主放大器,此信号使伺服阀输出减小;当此信号与前置放大器输出信号等值反相时,伺服阀输出为零,位移-摆动辊停止运动,此时辊与起始位置有一位移并成一角度,带材在这一位移与角度作用下产生位移-螺旋效应;直至偏差消除,两光电检测器输出电压一致,前置放大器输出为零,位移-摆动辊偏角也回到零,即起始位置,此时带材中心与生产线机械中心无偏差。如再有偏差,则重复上述过程,从而达到连续纠正偏差的目的。整个系统是逐级推动、闭环工作的。元件故障与调整不当都可能使系统失常。在系统中如出现故障,应根据情况具体分析、区别对待,切忌非专业人员乱拆乱调,以免损失纠偏精度。 二系统框图 见下页《带材纠偏系统示意图》 三电气原理及连接图
第六章 控制系统的校正与设计 习题
第六章控制系统的校正与设计 6-1 试对以下特性的一阶网络,确定其电路结构、电阻和电容值、放大器的增益和复平面图: a)ω=4 rad/sec时相位超前60°,最小输入阻抗50000Ω和直流衰减为10db。 b)ω=4时相位之后60°,最小输入阻抗50000Ω和高频衰减-10db。 c)频率范围ω=1至ω=10rad/sec内,滞后-超前网络具有衰减10db和输入阻抗50000Ω。 在以上所有情况,电阻最大值接近1MΩ,电容约10μF。而且假设网络负载阻抗实质上是无穷大。 6-2 习题6-2图所示包含局部速度反馈回路的单位反馈系统。 a)当不存在速度反馈(b=0)时,试确定单位跃阶输入下系统的阻尼系数、自然频率、最大超调量以及由单位斜坡输入下所引起的稳态误差。 b)试决定当系统等效阻尼系数增加至0.8时的速度反馈常数b。 c)按速度反馈和0.8的阻尼系数,确定单位阶跃输入下系统的最大超调量和单位斜坡输入下引起的稳态误差。 d)试说明斜坡输入下具有速度反馈和不具有速度反馈,但阻尼系数仍为0.8的两系数,怎样使它们的稳态误差相同。 习题6-2图 6-3 如若系统的前向传递函数为20/s(1+s),重做习题6-2. 6-4 习题6-4图所示为一个摇摆控制系统的方块图。它可以提供足够的抗扰动力矩的动特性,以限制导弹摇摆偏移速度[12].扰动力矩由倾斜角的变化和操纵控制偏差产生。决定摇摆控制系统特性的主要限制是副翼的伺服响应。 a)试确定习题6-4图所示系统的传递函数C(s)/R(s) b)设若由共轭主导极点支配瞬态响应,为满足系统的等效阻尼系数接近于0.5,和等效自然频率近于4rad/sec,试说明对副翼的伺服响应参数的要求。
带钢纠偏控制系统
摘要 本设计是针对钢带在卷取机上绕卷运行时发生的左右偏移而提出控制方案及具体处理方法。采用智能PID控制算法,对钢带的偏移量进行实时的控制,使之在左右偏移时偏移量控制在安全的范围内。主要是对系统数学模型的建立和数据处理的算法分析。深入阐述了纠偏控制系统设计思想及实现方法,对提高带钢生产效率和产品质量具有积极的意义。 关键字:钢带;纠偏控制;智能PID控制;卷取机
Abstract This design is for the steel strip in the coiling machine on the occurrence of the left and right deviation and put forward the control scheme and specific processing method. The PID control algorithm is adopted to control the steel strip, and the offset is controlled in the range of safety. Is mainly about the establishment of the system mathematical model and data processing algorithm analysis. The design idea and realization method of deviation correction control system are introduced, which has positive significance to improve the production efficiency and product quality. Keywords:steel strip; deviation control; intelligent PID control; coiling machine
第六章 控制系统的综合与校正范文
第六章 控制系统的综合与校正 6.1引 言 图6-1为一自动绕线机的原理图,当其正常工作时,要求绕线电机以较快的转速将电枢线绕到转子上,而由绕线电机及测速器构成的单位负反馈系统的开环传递函数为 0(0.11)(0.21) k G s s s = ++ 其中,0k 为开环增益。为了保证绕线速度,0k 的取值不能太少,一般取010k =。由此,可以画出绕线电机的Bode 如图6-2所示,其相位裕度为0.2γ=-?,不能满足系统稳定的要求。由于绕线电机及测速器的特性不可改变,所以只有通过设计适当的控制器来实现自动绕线机的正常工作。自动控制系统中控制器的设计又叫做系统的综合与校正。 控制器 绕线电机 步进电机 气动卡盘 转子 电枢线 图6-1 自动绕线机 ω
本章主要介绍控制系统的综合与校正。所谓综合或校正,就是在系统中不可变部分的基础上,加入一些元件(称校正元件),使系统满足要求的各项性能指标。一般情况下,控制系统的固有部分即不可变部分由已知的元件组成,因而其特性也是已知的。固有部分的参数除了增益以外,其余大多数参数是不可改变的,因而也叫不可变部分。通常,提高系统的性能指标,仅仅靠提高增益是不能完成的。所以,提高系统的性能指标往往需要引入新的元件来校正系统的特性。 控制系统中通常有两种校正方式,即串联校正和反馈校正。校正元件可以串联在前向通道之中,形成串联校正,如图6-3所示。也可接在系统的局部反馈通道之中,形成并联校正或反馈校正,如图6-4所示。 图6-3 串联校正系统方框图 图6-4 反馈校正系统方框图 串联校正的方法中,根据校正环节的相位变化情况,可分为超前校正、滞后校正、滞后超前校正。按照运算规律,串联校正又可分为比例控制、积分控制、微分控制等基本控制规律以及这些基本控制规律的组合。 经典控制理论中系统校正的方法主要有根轨迹法和频率特性法。本章主要介绍频率特性法。频率特性设计法根据系统性能指标的要求,以系统的开环对数频率特性(Bode图)为设计对象,使系统的开环对数幅频特性图满足系统性能指标的要求。具体来说就是:1,系统的低频段具有足够大的放大系数,有时候也要求具有足够大的斜率以满足系统对稳态误差的要求。2,系统的中频段以-20dB/dec的斜率通过0dB线,并且保证足够的中频段宽度以满足性能指标对相位裕度的要求。3,高频段一般不作特殊设计,而是根据被控对象自身特性进行高频衰减。 6.2 基本控制规律 站在系统设计的角度,控制系统的校正又可以看成是控制系统的控制器设计。控制系统
控制系统滞后-超前校正设计
课 程 设 计 题 目: 控制系统的滞后-超前校正设计 初始条件:已知一单位反馈系统的开环传递函数是 ) 2)(1()(++= s s s K s G 要求系统的静态速度误差系数110v K S -≥,相角裕度 45≥γ。 要求完成的主要任务: (包括课程设计工作量及其技术要求,以及说明书撰写等具体要求)
(1)用MATLAB画出满足初始条件的最小K值的系统伯德图,计算系统的幅值裕度和相角裕度。(2)前向通路中插入一相位滞后-超前校正,确定校正网络的传递函数。 (3)用MATLAB画出未校正和已校正系统的根轨迹。 (4)用Matlab画出已校正系统的单位阶跃响应曲线、求出超调量、峰值时间、调节时间及稳态误差。 (5)课程设计说明书中要求写清楚计算分析的过程,列出MATLAB程序和MATLAB输出。说明书的格式按照教务处标准书写。 时间安排: 指导教师签名:年月日 系主任(或责任教师)签名:年月日
目录 ................................................................................................................... I 摘要 ................................................................................................................. II 1设计题目和设计要求 .. (1) 1.1题目 (1) 1.2初始条件 (1) 1.3设计要求 (1) 1.4主要任务 (1) 2设计原理 (2) 2.1滞后-超前校正原理 (2) 3设计方案 (4) 3.1校正前系统分析 (4) 3.1.1确定未校正系统的K值 (4) 3.1.2未校正系统的伯德图和单位阶跃响应曲线和根轨迹 (4) 3.1.3未校正系统的相角裕度和幅值裕度 (7) 3.2方案选择 (7) 4设计分析与计算 (8) 4.1校正环节参数计算 (8) 的确定 (8) 4.1.1已校正系统截止频率ω c ω的确定 (8) 4.1.4校正环节滞后部分交接频率 a ω的确定 (8) 4.1.1校正环节超前部分交接频率 b 4.2校正环节的传递函数 (8) 4.3已校正系统传递函数 (9) 5已校正系统的仿真波形及仿真程序 (10) 5.1已校正系统的根轨迹 (10) 5.2已校正系统的伯德图 (11) 5.3已校正系统的单位阶跃响应曲线 (12) 6结果分析 (13) 7总结与体会 (14) 参考文献 (14) 本科生课程设计成绩评定表........................................ 错误!未定义书签。
纠偏原理及应用
1带钢连续处理过程的跑偏分析 工程设计和应用中,无论带钢形状的板形缺陷、塔形卷曲、处理线设备安装偏差及调整不当、处理工艺对带钢的影响等都会导致运动的带钢在生产线上发生偏移[2]。 各种形式的板形缺陷主要有:带钢断面形状、平坦度、带头焊接没对齐或偏斜。当带钢在运动过程中,它的形状并不能得到纠正。依照拱形的大小,会产生相应大小的跑偏。 设备精度包括转向辊、张力辊及活套车等安装精度、夹送辊压力不均、各种辊子辊面不均匀磨损等因素均会造成带钢横向跑偏。 根据带钢的运行行为,辊子上的带钢总是趋向于以90 o 的夹角垂直辊子轴线方向运行。事实上,辊子轴线不平行,甚至带钢拱形都会导致带钢进人辊子的角度偏离90 o 。偏离的大小,记为跑偏角。那么,跑偏理论计算公式为: F = K·L·tanα ( l ) 式中 F——跑偏量,mm ; K——跑偏系数; L——自由带钢长度,mm ; α——跑偏角,度。 带钢的跑偏速度与带钢跑偏角、辊子的输送速度有关。 Vα=v k·V c·tanα(2) 式中 Vα——带钢跑偏速度,mm/s ; v k——跑偏速度系数,其大小与辊子表面状态、带钢与辊子包角等有 关,理想状况下可取1.0 ; V c——辊子圆周线速度,mm/s; α——跑偏角,度。 实际上,各种辊子在长期运行过程中,由于单边磨损大而成锥形。由于锥形辊使带钢张力分布不均匀,使带钢总是向粗的一端跑偏,而锥度的大小影响了跑偏的速度。 张力控制带钢张力波动,特别是由于带钢张力不足或张力控制调整不当,会引起带钢张力的强烈波动,从而造成带钢运行过程中横向跑偏。 高的单位面积张力可以消除部分带钢弯曲及本身缺陷,从而每个转向辊上带钢的横向偏差都会得到消减。可是,由于带钢的材料属性以及用于控制带钢张力的张力辊的驱动运行的限制,带钢张力增加是受限制的。 2带钢对中纠偏原理研究
带钢的纠偏原理
钢带的纠偏原理 生产线用钢带纠偏系统是通过改变纠偏辊的位置来使走偏了的钢带恢复到中心位置,从而保证钢带的稳定运行。 常见的纠偏系统如图1所示,由纠偏辊和框架、钢带位置光电检测器、电子信号放大器、液压站、电液伺服阀、伺服油缸、位移传感器等几大部分组成一个闭环控制系统。 图1纠偏系统组成示意图
1-钢带位置光电检测器;2-纠偏辊及框架;3-纠偏辊位移传感器; 4-电子信号放大器;5-液压站;6-电液伺服阀;7-伺服油缸;8-旋转轴(图中不可见); 其工作原理是:如图2所示 图2钢带位置光电检测器原理图; 光电检测器有光源发射器和接收器两个主要部分,光源发射器发生的光线一部分被钢带挡住,另外在钢带两侧边缘各有一部分射向对面的光电二极管接收器,被其接收到转换成电信号。接收器分为钢带两侧边两部分,分别与两只可变电阻R3、R4组成了电桥。如果钢带处于生产线中心位置,则两侧边的接收器接收到的光线量相同,其两部分光电二极管的电流或电阻也相同,即R l=R2。这时调整可变电阻,使R3=R4。这样电桥的Rl×R4=R2×R3,处于平衡状态,输出的信号为零,纠偏辊也处于中心位置状态。 如果钢带偏向一边,则电桥的R l×R4与R2×R3不等,会输出一定的信号给信号处理放大器,这个信号即是钢带的位置偏差信号,能反映出钢带往哪个方向偏离中心线,偏移量是多少。放大器‘便由此计算出为了纠正这样大小的偏移量和纠偏辊应该转过的理论角度。另外,有一个位移传感器安装于纠偏旋转框上,它是一个可变电阻,输出的阻值随纠偏辊的位置变化而变化,它也向信号处理放大器提供一个纠偏辊的实际位置信号,即反映纠偏目前已经往哪个方向旋转,旋转的实际角度是多少。这样信号处理放大器就可以将纠偏辊所需要旋转的理论角度与实际角度相比较,决定驱动
实验4 控制系统校正
实验4 控制系统的校正 1、主要内容 控制系统的校正及设计上机实验 2、目的与要求 熟悉应用 MATLAB 软件设计系统的基本方法 熟悉应用 SISO Design Tool 进行系统设计的基本方法 通过学习自行设计完成一个二阶系统串联校正设计任务 3、重点与难点: 自行设计完成一个二阶系统串联校正设计任务 自行设计完成一个二阶系统并联校正设计任务 一、实验目的 1、掌握串联校正环节对系统稳定性的影响; 2、了解使用 SISO 系统设计工具(SISO Design Tool )进行系统设计。 二、设计任务 串联校正是指校正元件与系统的原来部分串联,如图 1 所示。 图 中 ,()c G s 表 示 校 正 部 分 的 传 递 函 数 , 0()G s 表 示 系 统 原 来 前 向 通 道 的 传 递 函 数 。 当 1()(1)1c aTs G s a Ts +=>+时,为串联超前校正;当1()(1)1c aTs G s a Ts +=<+时,为串联迟后校正。 我们可以使用 SISO 系统设计串联校正环节的参数,SISO 系统设计工具(SISO Design Tool )是用于单输入单输出反馈控制系统补偿器设计的图形设计环境。通过该工具,用户可以快速完成以下工作:利用根轨迹方法计算系统的闭环特性、针对开环系统 Bode 图的系统设计、添加补偿器的零极点、设计超前/滞后网络和滤波器、分析闭环系统响应、调整系统幅值或相位裕度等。 (1)打开 SISO 系统设计工具 在 MA TLAB 命令窗口中输入 sisotool 命令,可以打开一个空的 SISO Design Tool ,也可以在 sisotool 命令的输入参数中指定 SISO Design Tool 启动时缺省打开的模型。注意先在 MATLAB 的当前工作空间中定义好该模型。如图 2 为一个 DC 电机的设计环境。 (2)将模型载入 SISO 设计工具 通过 file/import 命令,可以将所要研究的模型载入 SISO 设计工具中。点击该菜单项后,将弹出 Import System Data 对话框,如图 3 所示。 (3)当前的补偿器(Current Compensator ) 图 2 中当前的补偿器(Current Compensator )一栏显示的是目前设计的系统补偿器的结构。缺省的补偿器增益是一个没有任何动态属性的单位增益,一旦在跟轨迹图和 Bode 图中添加零极点或移动曲线,该栏将自动显示补偿器结构。
浅析带钢的对中纠偏控制(新编版)
浅析带钢的对中纠偏控制(新 编版) Safety management is an important part of enterprise production management. The object is the state management and control of all people, objects and environments in production. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0282
浅析带钢的对中纠偏控制(新编版) 本文详细分析了带钢在运行过程中跑偏产生的原因、特点及其类别。针对带钢的跑偏现象,进行了深入研究,提出了纠偏的措施,也探讨了各种设计方法的可行性和有效性,从而为选取最佳的设计方案提供依据。 带钢跑偏原因分析 工程设计和应用中,无论带钢形状的板形缺陷、塔形卷曲、处理线设备安装偏差及调整不当、处理工艺对带钢的影响等都会导致运动的带钢在生产线上发生偏移。 1.1.带钢的板形缺陷。各种形式的板形缺陷主要有:带钢断面形状、平坦度、带头焊接没对齐或偏斜。当带钢在运动过程中,它的形状并不能得到纠正。依照拱形的大小,会产生相应大小的跑偏。
1.2.设备精度。包括转向辊、张力辊及活套车等安装精度、夹送辊压力不均、各种辊子辊面不均匀磨损等因素均会造成带钢横向跑偏。 根据带钢的运行行为,辊子上的带钢总是趋向于以90°的夹角垂直辊子轴线方向运行。事实上,辊子轴线不平行,甚至带钢拱形都会导致带钢进入辊子的角度偏离90°。偏离的大小,记为跑偏角。 为带钢跑偏速度,mm/s;为跑偏速度系数,其大小与辊子表面状态、带钢与辊子包角等有关,理想状况下可取1.0;为辊子圆周线速度,mm/s;—跑偏角度。 实际上,各种辊子在长期运行过程中,由于单边磨损大而成锥形。由于锥形辊使带钢张力分布不均匀,使带钢总是向粗的一端跑偏,而锥度的大小影响了跑偏的速度。 1.3.张力控制 带钢张力波动,特别是由于带钢张力不足或张力控制调整不当,会引起带钢张力的强烈波动,从而造成带钢运行过程中横向跑偏。 高的单位面积张力可以消除部分带钢弯曲及本身缺陷,从而每
控制系统的校正
基于MATLAB 控制系统的校正设计 1实验目的 ① 掌握串联校正环节对系统稳定性的影响。 ② 了解使用SISO 系统设计工具(SISO Design Tool )进行系统设计。 2 设计任务 串联校正是指校正元件与系统的原来部分串联,如图1所示。 图1串联校正图 图中,()c G s 表示校正部分的传递函数,()o G s 表示系统原来前向通道的传递函数。()()111c aTs G s a Ts +=>+,为串联超前校正;当()()111o aTs G s a Ts +=<+,为串联迟后校正。 我们可以使用 SISO 系统设计串联校正环节的参数,SISO 系统设计工具(SISO Design Tool )是用于单输入单输出反馈控制系统补偿器设计的图形设计环境。通过该工具,用户可以快速完成以下工作:利用根轨迹方法计算系统的闭环特性、针对开环系统 Bode 图的系统设计、添加补偿器的零极点、设计超前/滞后网络和滤波器、分析闭环系统响应、调整系统幅值或相位裕度等。 (1)打开 SISO 系统设计工具 在 MATLAB 命令窗口中输入 sisotool 命令, 可以打开一个空的 SISO Design Tool , 也可以在 sisotool 命令的输入参数中指定 SISO Design Tool 启动时缺省打开的模型。注意先在 MATLAB 的当前工作空间中定义好该模型。如图 2 所示。
图2 SISO系统的图形设计环境 (2)将模型载入 SISO设计工具 通过file/import命令,可以将所要研究的模型载入SISO设计工具中。点击该菜单项后,将弹出Import System Data对话框,如图3所示。 图3 Import System Data对话框 (3)当前的补偿器(Current Compensator) 图2中当前的补偿器(Current Compensator)一栏显示的是目前设计的系统补偿器的结构。缺省的补偿器增益是一个没有任何动态属性的单位增益,一旦在跟轨迹图和Bode图中添加零极点或移动曲线,该栏将自动显示补偿器结构。(4)反馈结构 SISO Design Tool 在缺省条件下将补偿器放在系统的前向通道中,用户可以通过“+/-”按钮选择正负反馈,通过“FS”按钮在如下图4几种结构之间进行切换。
第章控制系统的设计与校正参考复习资料
习题六 1. 在题图6.1(a )(b)中,实线分别为两个最小相位系统的开环对数幅频特性曲线,图中虚线部分表示采用串联校正后系统的开环对数幅频特性曲线改变后的部分,试问: 1)串联校正有哪几种形式: 2)试指出图(a )、(b)分别采取了什么串联校正方法? 3)图(a )、(b)所采取的校正方法分别改善了系统的什么性能? L (ωL (ω 题图6.1 习题1图 答案:1)、相位超前校正、相位滞后校正、相位-超前校正 2)、图(a)串联相位滞后校正,图(b)串联相位超前校正。 3)、相位滞后校正提高了低频段的增益,可减少系统的误差。相位超前校正改善了系统的稳定性,使剪切频率变大,提高系统的快速性。 2. 单位反馈系统的开环对数幅频特性曲线)(0ωL 如题图6.2所示,采用串联校正,校正装置 的传递函数)1100 )(13.0() 110)(13()(++++=s s s s s G c 题图6.2 习题2图 (1)写出校正前系统的传递函数)(0s G ; (2)在图中绘制校正后系统的对数幅频特性曲线)(ωL ; (3)求校正后系统的截止频率c ω和γ。 解:(1))1100 )(110(100 )0++=s s s s G (2)20)1100 )(13.0() 13(100))()(+++==s s s s s G s G s G c ,)(ωL 曲线见答案图。
(3)10=c ω,?=?--?-+?=6.63100 10arctan 23.010arctan 90310arctan 180γ 题2解图 3. 已知最小相位系统的开环对数幅频特性)(0ωL 和串联校正装置的对数幅频特性)(ωc L 如题图6.3所示。 (1)写出原系统的开环传递函数)(0s G ,并求其相角裕度; (2)写出校正装置的传递函数)(s G c ; (3)画出校正后系统的开环对数幅频特性曲线)(ωL ,并求其相角裕度。 1 题图6.3 习题3图 解:(1))105.0)(1.0(100 )(0+= s s s s G ?-=4.33γ (2)1 1001 125.3)(++=s s s G c (3)) 1100)(105.0)(11.0() 1125.3(100)()()(0++++==s s s s s s G s G s G c 125.3=c ω ?=9.57γ
控制系统的综合与校正
第六章控制系统的综合与校正 一、教学目的及基本要求 1、理解频率响应的概念及含义 2、掌握典型环节的Nyquist图和Bode图的绘制 3、掌握开环系统Nyquist图和Bode图的绘制 4、掌握由Bode图求系统开环传函的方法 5、理解Nyquist稳定判据并掌握用其判别系统的稳定性 6、理解相角裕度和幅值裕度的含义并掌握其计算 二、重点与难点 1、典型环节的Nyquist图和Bode图的绘制 2、开环系统Nyquist图和Bode图的绘制 3、由Bode图求系统开环传函的计算 4、应用Nyquist稳定判据判别系统的稳定性 5、相角裕度和幅值裕度的计算 三、授课内容与课时 第六章控制系统的综合与校正 (1)引言(共6课时) (2)输入信号与控制系统带宽 (3)基本控制规律分析 (4)超前校正参数的确定
(5)迟后校正参数的确定 (6)迟后—超前校正参数的确定 (7)反馈校正及其参数确定 四、教学方法与手段 采用多媒体教学及其它方法 五、教学过程 6.1 引言 6.1.1控制系统设计的步骤 自动控制系统的设计是指为了完成给定的任务,寻找一个符合要求的实际工程系统。一般应经过以下三步:①根据任务要求,选定控制对象;②根据性能指标要求,确定系统的控制规律,并设计出满足这个控制规律的控制器,初步选定构成控制器的元器件;③将选定的控制对象和控制器组成控制系统,如果构成的系统不能满足或不能全部满足设计要求的性能指标,还必须增加合适的元件,按一定的方式连接到原系统中,使重新组合起来的系统全面满足设计要求。这些能使系统的控制性能满足设计要求所增添的元件称为校正元件(或校正装置)。把由控制器和控制对象组成的系统叫做原系统(或系统的不可变部分),把加入了校正装置的系统叫做校正系统。为了使原系统的性能指标得到改善,按照一定的方式接入校正装置和选择校正元件参数的过程就是控制系统设计中的校正与综合的问题。 6.1.2性能指标 在控制工程实践中,综合与校正的方法应根据特定的性能指标来确定。如果 性能指标以单位阶跃响应的稳态误差e ss 、峰值时间t p 、最大超调量б p 和调整时
实验3:控制系统的校正与设计
实验三控制系统的校正与设计 一、实验目的 1. 加深理解串联校正装置对系统动态性能的校正作用。 2. 对给定系统进行串联校正设计,并通过模拟实验检验设计的正确性。 二、实验仪器 1.EL-AT-III型自动控制系统实验箱一台 2.计算机一台 三、实验内容 1.串联超前校正 (1)系统模拟电路图如图5-1,图中开关S断开对应未校情况,接通对应超前校正。 图5-1 超前校正电路图 (2)系统结构图如图5-2 图5-2 超前校正系统结构图 图中 Gc1(s)=2 2(0.055s+1) Gc2(s)= 0.005s+1 2.串联滞后校正 (1)模拟电路图如图5-3,开关s断开对应未校状态,接通对应滞后校正。
图5-3 滞后校正模拟电路图 (2)系统结构图示如图5-4 图5-4 滞后系统结构图 图中 Gc1(s)=10 10(s+1) Gc2(s)= 11s+1 3.串联超前—滞后校正 (1)模拟电路图如图5-5,双刀开关断开对应未校状态,接通对应超前—滞后校正。 图5-5 超前—滞后校正模拟电路图 (2)系统结构图示如图5-6。 图5-6超前—滞后校正系统结构图 图中 Gc1(s)=6
6(1.2s+1)(0.15s+1) Gc2(s)= (6s+1)(0.05s+1) 四、实验步骤 1.启动计算机,在桌面双击图标 [自动控制实验系统] 运行软件。 2.测试计算机与实验箱的通信是否正常,通信正常继续。如通信不正常查找原因使通信 正常后才可以继续进行实验。 超前校正: 3.连接被测量典型环节的模拟电路(图5-1)。电路的输入U1接A/D、D/A卡的DA1输出, 电路的输出U2接A/D、D/A卡的AD1输入,将将纯积分电容两端连在模拟开关上。检查无误后接通电源。 4.开关s放在断开位置。- 5.在实验项目的下拉列表中选择实验五[五、连续系统串联校正]。鼠标单击按钮, 弹出实验课题参数设置对话框。在参数设置对话框中设置相应的实验参数后鼠标单击确认等待屏幕的显示区显示实验结果,并记录超调量 p和调节时间ts。 6.开关s接通,重复步骤5,将两次所测的波形进行比较。并将测量结果记入下表中:
实验三控制系统综合
实验三控制系统设计 一、实验目的 掌握串联频域校正以及极点配置等控制系统常用设计方法。 二、实验题目 1. 考虑一个单位负反馈控制系统,其前向通道传递函数为: k s(s 2) a)试分别采用串联超前和串联滞后装置对该系统进行综合,要求系统的速度误 差系数为20( 1/s),相角裕量大于50。。 b)对比两种设计下的单位阶跃响应、根轨迹图以及bode图的区别 采用串联超前装置实验代码 t=[0:0.01:2]; w=logspace(-1,2); kk=40; Pm=50; ng0=kk*[1]; dg0=[1,2,0]; gO=tf(ng0,dg0); %原系统开环传递函数? [ngc,dgc]=fg」ead_pm(ng0,dg0,Pm,w); % 调用子函数fg」ead_pm? gc=tf(ngc,dgc) %超前校正装置传递函数? g0c=tf(g0*gc); % 校正后系统开环传递函数? b1=feedback(g0,1);% 校正前系统闭环传递函数? b2=feedback(g0c,1); %校正后系统闭环传递函数? step(b1,'r--',b2,'b',t); % 绘制校正前后系统阶跃响应曲线? grid on, % 绘制校正前后系统伯德图? figure,bode(g0,'r--',g0c,'b',w); % 绘制校正前后 系统伯德图? grid on rlocus(g0c) % 绘制校正后系统根轨迹图? [gm,pm,wcg,wcp]=margi n( g0c) 执行结果 dgc = 0.05451.0000 gc = 0.2292 s + 1 0.05452 s + 1 Con ti nu ous-time tran sfer fun cti on. gm = Inf