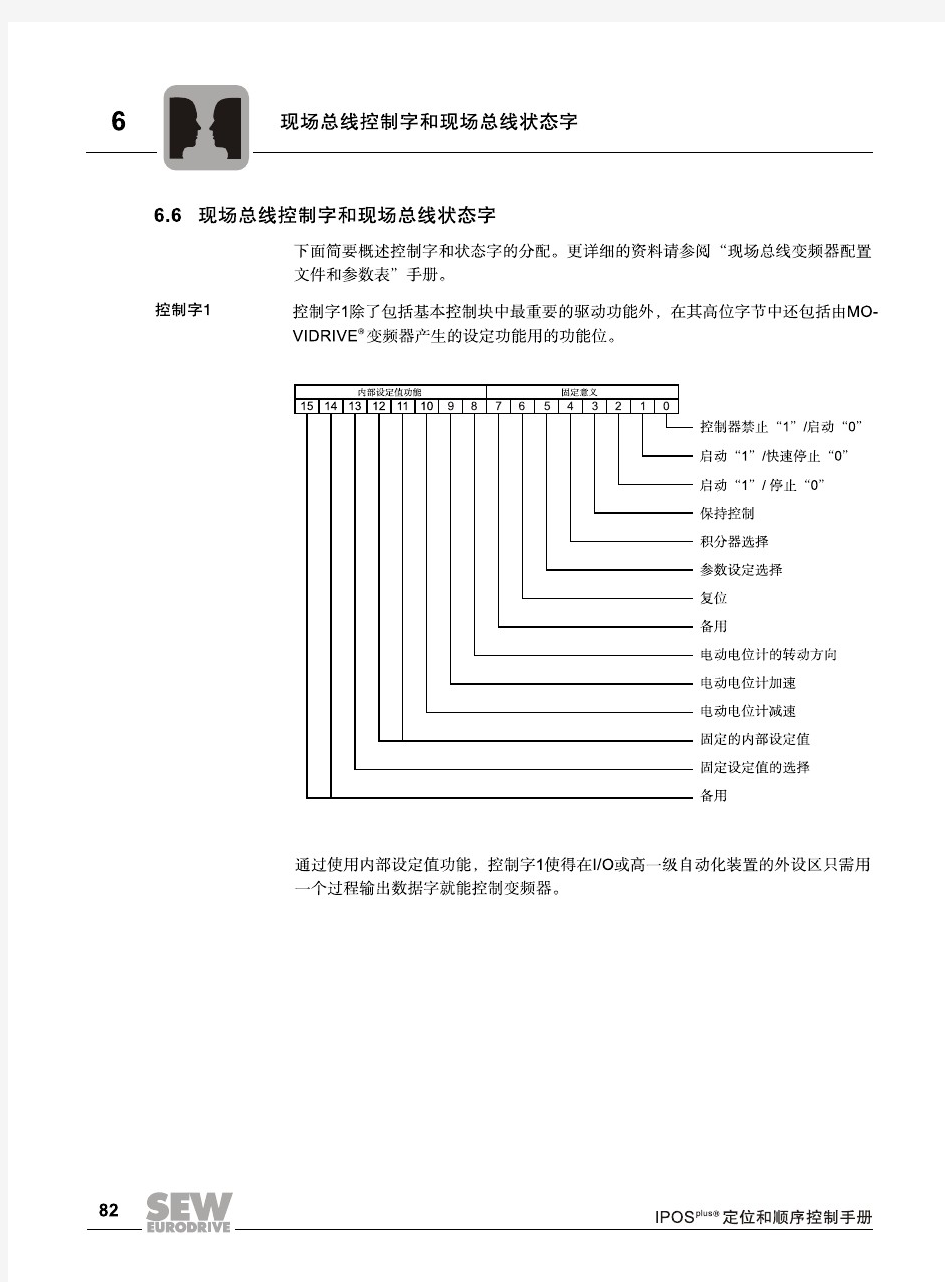
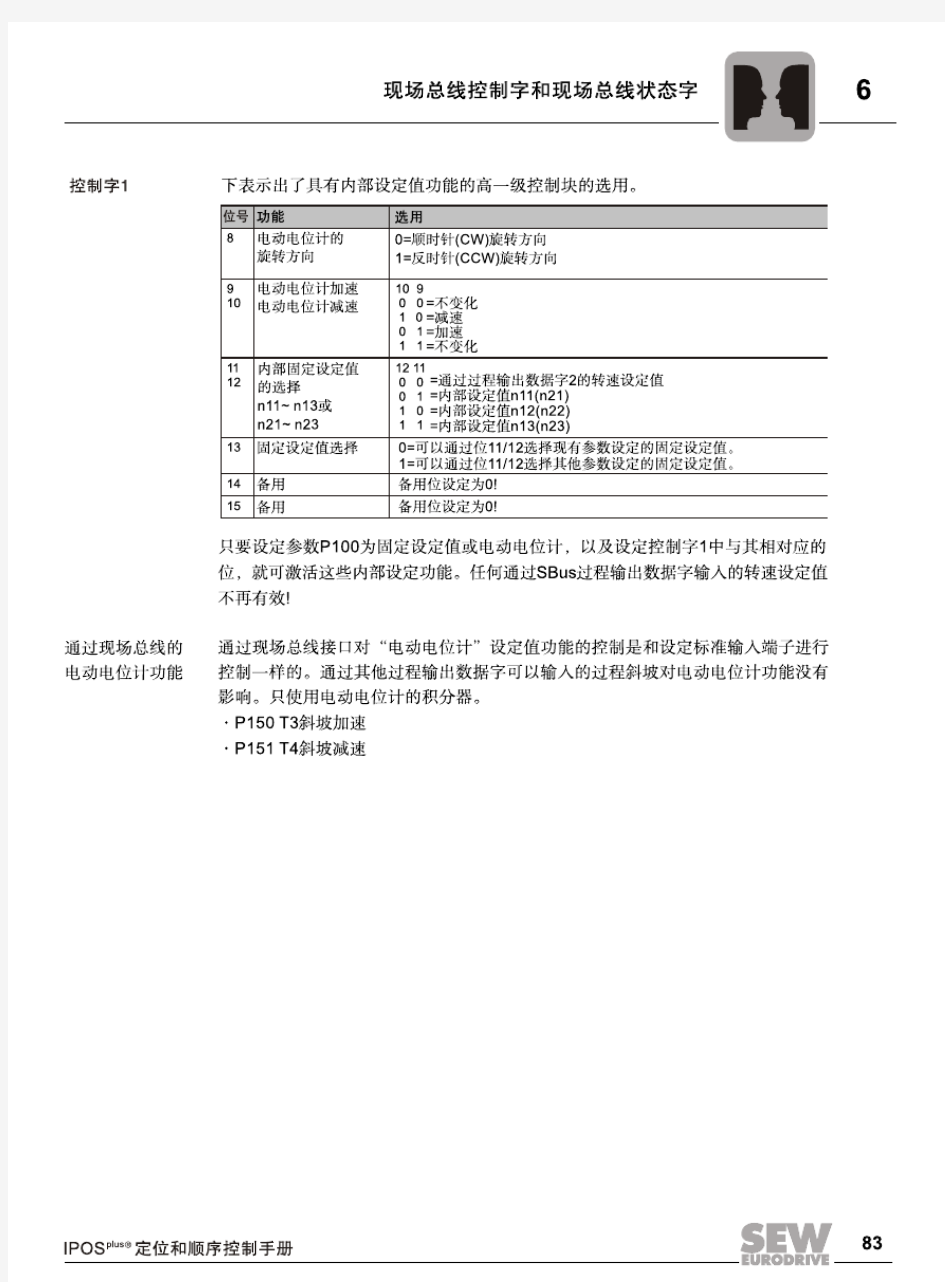
SEW变频器_现场总线控制字和状态字
西门子G120D变频器调试
西门子G120D变频器调试 1.软件要求 要求电脑安装STEP7V5.5+SP2,STARTERV4.3以上版本。 下文中实例中各设备型号: CPU:6ES7 315-2FJ14-0AB0 G120D控制单元:6SL3 544-0FB20-1FA0 总线为Profinet,G120D通过总线控制。 2.调试步骤 2.1打开STEP7,根据硬件配置好CPU及G120D,如下图示: 编译保存通过后,选中“Ethernet(1) PROFINET-IO-System”点击菜单栏PLC-Ethernet-分配设备名称,如下图示:
进入分配设备名称界面,如下图示: 在弹出的分配设备名称界面中,在“设备名称”选项栏里面选择你需要分配名称的G120D,在可用的“设备区域”里面查找MAC地址(MAC 地址需要从现场安装的G120D的控制单元上获得),找到以后,点击“分配名称”按钮,完成STEP7中的设置。关闭硬件配置窗口,进入STEP7主画面,选择需要设置参数的G120D,双击“Commissioning”,如下图示:
此时系统自动打开STARTER软件,如下图示: 进入STARTER主界面后,点击“Target system”菜单,选择“Select target devices”选项,如下图示:
进入选择需要连接的G120D的选择窗口,如下图示: 在弹出的画面中选择需要连接的目标G120D后点击“OK”按钮退出该窗口(提示:由于连接多个目标后系统会变得很慢,建议一次同时最多连接3-4个目标)。如下图示:
在主界面左侧G120D列表中电机目标G120D,双击“Configure drive unit”菜单,进入设置功率单元型号窗口,根据实际所用控制单元选择对应的型号,选择完型号后,点击“Next”按钮,在弹出的窗口中点击“Finish”按钮,完成功率单元型号设定。如下图示:
现场总线控制系统的现状和发展前景
现场总线控制系统的现状和发展前景 序言 随着计算机技术、通信技术和控制技术的发展,传统的控制领域正经历着一场前所未有的变革,开始向网络化方向发展。计算机控制系统的发展在经历了基地式气动仪表控制系统、电动单元组合式模拟仪表控制系统、集中式数字控制系统以及集散控制系统(DCS)后,今后将朝着现场总线控制系统的方向发展。 现场总线(Fieldbus)是指开放式、国际标准化、数字化、相互交换操作的双向传送、连接智能仪表和控制系统的通信网络。它作为工厂数字通信网络的基础,沟通了生产过程现场及控制设备之间及其与更高控制管理层次之间的联系。它不仅是一个基层网络,而且还是一种开放式、新型全分布控制系统。这是一项以智能传感、控制、计算机、数字通讯等技术为主要内容的综合技术,是信息化带动工业化和工业化推动信息化的适用技术,是能应用于各种计算机控制领域的工业总线,因现场总线潜在着巨大的商机,世界范围内的各大公司都投入相当大的人力、物力、财力来进行开发研究[1]。当今现场总线技术一直是国际上各大公司激烈竞争的领域,由于现场总线技术的不断创新,过程控制系统由第四代的DCS 发展至今的FCS(Fieldbus Control System)系统,已被称为第五代过程控制系统。而FCS和DCS的真正区别在于其现场总线技术。现场总线技术以数字信号取代模拟信号,在3C(Computer计算机、Control控制、Commcenication通信)技术的基础上,大量现场检测与控制信息就地采集、就地处理、就地使用,许多控制功能从控制室移至现场设备。由于国际上各大公司在现场总线技术这一领域的竞争,仍未形成一个统一的标准,目前现场总线网络互联都是遵守OSI参考模型。由于现场总线以计算机、微电子、网络通讯技术为基础,这一技术正在从根本上改变控制系统的理念和方法,将极大地推动整个工业领域的技术进步,对工业自动化系统的影响将是积极和深远的。 现场总线技术是当代工业数字通信的前沿技术,是计算机技术、通信技术和自动化控制技术的集成,也是信息技术、测量技术在信息时代的体现。现场总线技术经过10年的研发、试验和局部应用阶段,现已开始大量地在中小系统中应用,并开始在超大规模的自动化系统工程中应用。现场总线技术是工业数字通信时代的先驱,它的出现正在引起工业控领域的一次前所未有的技术革命。现场总线不仅仅是分散于最底层的控制系统,而且是建立于整个工业体系的通信系统,它的通信协议建立在控制策略之上,标准的编程语言(DDL)和强大的通信功能,使现场总线控制系统成为贯彻操作者意志的最得力的工具,由于其巨大的技术优势,被认为是工业控制发展的必然趋势,将逐步取代传统的控制方法。 进入二十一世纪以来,随着我国国民经济的高速发展,我国现场总线控制系统行业保持了多年高速增长,并随着我国加入WTO, 近年来,现场总线控制系统行业的出口也形势喜人,2008年,全球金融危机爆发,我国现场总线控制系统行业发展也遇到了一些困难,如国内需求下降,出口减少等,现场总线控制系统行业普遍出现了经营不景气和利润下降的局面,2009年,随着我国经济刺激计划出台和全球经济走出低谷,我国现场总线控制系统行业也逐渐从金融危机的打击中恢复,重新进入良性发展轨道。
变频器控制字状态字
字体大小:大| 中| 小2010-02-11 12:51 - 阅读:143 - 评论:3 工控网曾有过关于主题的文章,很精华,没找到链接,抱歉!下面给您一篇我曾摘自工控网的技术文章: 1.通讯方式的设定:PPO 4,这种方式为0 PKW/6 PZD,输入输出都为6个PZD,(只需要在STEP7里设置,变频器不需要设置); PROFIBUS的通讯频率在变频器里也不需要设置,PLC方面默认为1.5MB. 在P60=7设置下,设置P53=3,允许CBP(PROFIBUS)操作. P918.1设置变频器的PROFIBUS地址. 2.设置第一与第二个输入的PZD为PLC给变频器的控制字,其余四个输入PZD这里没有用到. 设置第一与第二个输出的PZD为变频器给PLC的状态字,设置第三个为变频器反馈给PLC 的实际输出频率的百分比值, 第四个为变频器反馈给PLC的实际输出电流的百分比值,其余两个输出PZD这里没有用到. 3.PLC给变频器的第一个PZD存储在变频器里的K3001字里. K3001有16位,从高到底为3115到3100(不是3001.15到3001.00). 变频器的参数P554为1时变频器启动为0时停止,P571控制正转,P572控制反转. 如果把P554设置等于3100,那么K3001的位3100就控制变频器的启动与停止,P571设置等于3101则3101就控制正转, P572设置等于3102则3102就控制反转.(变频器默认P571与P572都为1时正转,都为0时为停止).
经过这些设置后K3001就是PLC给变频器的第一个控制字. 此时K3001的3100到3115共16位除了位3110控制用途都不是固定的,所以当设置P554设置等于3101时则3101可以控制启动与停止, P571等于3111时则3111控制正转,等等. K3001的位3110固定为“控制请求”,这位必须为1变频器才能接受PLC的控制讯号,所以变频器里没有用一个参数对应到这个位, 必须保证PLC发过来第一个字的BIT 10为1. 这里设置为:P554=3100,P571=3101,P572=3102,当PLC发送W#16#0403时(既 0000,0100,0000,0011)变频器正转. 4.PLC给变频器的第二个PZD存储在变频器里的K3002字里. 变频器的参数P443存放给定值. 如果把参数P443设置等于K3002,那么整个字K3002就是PLC给变频器的主给定控制字. PLC发送过来的第二个字的大小为0到16384(十进制),(对应变频器输出的0到100%),当为8192时,变频器输出频率为25Hz. 5.变频器的输出给PLC的第一个PZD字是P734.1,第二个PZD字是P734.2,等等. 要想把PLC接收的第一个PZD用作第一个状态字,需要在变频器里把P734.1=0032(既字 K0032), 要想把PLC接收的第二个PZD用作第二个状态字,需要在变频器里把P734.2=0033(既字 K0032). (K0032的BIT 1为1时表示变频器准备好,BIT 2表示变频器运行中,等等.) (变频器里存贮状态的字为K0032,K0033等字,而变频器发送给PLC的PZD是P734.1,P734.2等) 在变频器里把P734.3=0148,在变频器里把P734.4=0022,则第三个和第四个变频器PZD分别包
变频器控制字状态字
字体大小: | | 2010-02-11 12:51 - 阅读:143 - :3 工控网曾有过关于主题的文章,很精华,没找到链接,抱歉!下面给您一篇我曾摘自工控网的技术文章: 1.通讯方式的设定:PPO 4,这种方式为0 PKW/6 PZD,输入输出都为6个PZD,(只需要在STEP7里设置,变频器不需要设置);PROFIBUS的通讯频率在变频器里也不需要设置,PLC方面默认为. 在P60=7设置下,设置P53=3,允许CBP(PROFIBUS)操作. 设置变频器的PROFIBUS地址. 2.设置第一与第二个输入的PZD为PLC给变频器的控制字,其余四个输入PZD这里没有用到. 设置第一与第二个输出的PZD为变频器给PLC的状态字,设置第三个为变频器反馈给PLC的实际输出频率的百分比值, 第四个为变频器反馈给PLC的实际输出电流的百分比值,其余两个输出PZD这里没有用到. 给变频器的第一个PZD存储在变频器里的K3001字里. K3001有16位,从高到底为3115到3100(不是到. 变频器的参数P554为1时变频器启动为0时停止,P571控制正转,P572控制反转.
如果把P554设置等于3100,那么K3001的位3100就控制变频器的启动与停止,P571设置等于3101则3101就控制正转, P572设置等于3102则3102就控制反转.(变频器默认P571与P572都为1时正转,都为0时为停止). 经过这些设置后K3001就是PLC给变频器的第一个控制字. 此时K3001的3100到3115共16位除了位3110控制用途都不是固定的,所以当设置P554设置等于3101时则3101可以控制启动与停止, P571等于3111时则3111控制正转,等等. K3001的位3110固定为“控制请求”,这位必须为1变频器才能接受PLC的控制讯号,所以变频器里没有用一个参数对应到这个位, 必须保证PLC发过来第一个字的BIT 10为1. 这里设置为:P554=3100,P571=3101,P572=3102,当PLC发送W#16#0403时(既0000,0100,0000,0011)变频器正转. 给变频器的第二个PZD存储在变频器里的K3002字里. 变频器的参数P443存放给定值. 如果把参数P443设置等于K3002,那么整个字K3002就是PLC给变频器的主给定控制字. PLC发送过来的第二个字的大小为0到16384(十进制),(对应变频器输出的0到100%),当为8192时,变频器输出频率为25Hz. 5.变频器的输出给PLC的第一个PZD字是,第二个PZD字是,等等.
现场总线控制系统学习心得
现场总线控制系统学习心得 班级:电技131 姓名:杨秋 学号:20XX301030103 六个星期的现场总线控制系统课程已经结束,通过这段时间的学习和老师的耐心讲解,我初步了解到了这门课程的基本内容。 目前,在连续型流程生产工业过程控制中,有三大控制系统,即PLC、DCS和FCS。我们已经在以往的学习中了解到了PLC和DCS这两大系统的基本知识,而FCS就是我们这段时间学习的现场总线控制系统。老师分别从以下几个方面详细地向我们讲解了这门课程。 1现场总线和现场总线控制系统的概念 根据国际电工委员会IEC61158标准的定义,现场总线是指应用在制造过程区域现场装置和控制室内自动控制装置之间的包括数字式、多点、串行通信的数据总线,即工业数据总线。是开放式、数字化、多点通信的底层通信网络。以现场总线为技术核心的工业控制系统,称为现场总线控制系统FCS,它是自20世纪80年代末发展起来的新型网络集成式全分布控制系统。 其中,现场总线系统一般被称为第五代控制系统。第一代控制系统为50年代前的气动信号控制系统PCS,第二代为
4~20mA等电动模拟信号控制系统,第三代为数字计算机集中式控制系统,第四代为70年代中期以来的集散式分布控制系统DCS。 2 现场总线技术现场总线技术将专用的微处理器置入了传统的测量控制仪表,使其各自都具有了多多少少的数字计算和数字通信能力,成为能独立承担某些控制、通信任务的网络节点。它们通过普通双绞线、光纤、同轴电缆等多种途径进行信息传输,这样就能够形成以多个测量控制仪表、计算机等作为节点连接成的网络系统。该网络系统按照规范和公开的通信协议,在位于生产现场的多个微机化自控设备之间,以及现场仪表与用作管理、监控的远程计算机之间,实现数据传输与信息共享,进一步构成了各种适应实际需要的自动控制系统 3 现场总线的分类 老师重点讲述了现场总线的几种类别,典型的现场总线技术包括了基金会现场总线FF,LonWork现场总线,Profibu 现场总线,CAN现场总线以及HART现场总线。其中FF总线尤为重要,按照基金会总线组织的定义,FF总线是一种全数字、串行、双向传输的通信系统,是一种能连接现场各种现场仪表的信号传输系统,其最根本的特点是专门针对工业过程自动化而开发的,在满足要求苛刻的使用环境、本质安全、总线供电等方面都有完善的措施。为此,有人称FF总线为
现场总线控制系统
现场总线控制系统Newly compiled on November 23, 2020
南阳理工学院自动控制仪表课程报告 学院(系):机械与汽车工程学院 专业:测控技术与仪器(升)学生: *** 指导教师: * * 完成日期2015年 12 月
自动控制仪表课程报告 现场总线控制系统 Fieldbus control system 总计:自动控制仪表课程报告 20 页 插图: 14 幅
自动控制仪表课程报告 现场总线控制系统 Fieldbus control system 学院(系):机械与汽车工程学院 专业:测控技术与仪器(升) 学生姓名: *** 学号:1%%%%%%% 指导教师(职称):(高级工程师) 评阅教师: 完成日期: 2015年12月 南阳理工学院 Nan yang Institute of Technology
现场总线控制系统 测控技术与仪器(升) *** [摘要]技术自推广以来,已经在世界范围内应用于工业控制的各个领域。现场总线的技术推广有了三、四年的时间,已经或正在应用于冶金、汽车制造、烟草机械、环境保护、石油化工、电力能源、纺织机械等各个行业。应用的总线协议主要包括、、Foundation、、Interbus_S 等。在汽车行业,现场总线控制技术应用的非常普遍,近两年国内新的和旧的生产线的改造,大部分都采用了现场总线的控制技术。国外设计的现场总线控制系统已应用很广泛,从单机设备到整个生产线的输送系统,全部采用现场总线的控制方法。而国内的应用仍大多集中中生产线的输送系统、随着技术的不断发展和观念的更新必然会逐步扩展其应用领域。 [关键词] 现场总线;工业控制;应用广泛 Fieldbus control system Measurement & Control Technology and Instruments Major(l) *** Abstract:Field bus technology, since the promotion has been all over the world should be used in industrial control fields. Fieldbus technology popularization has three or four years, has been or are being used in metallurgy, automobile manufacturing, tobacco machinery, environmental protection, petrochemical, electric power, textile machinery and other industries. Application of bus protocol mainly includes the PROFIBUS, DeviceNet, Foundation, Fieldbus, Interbus_S, etc. In the automotive industry, the field bus control technology application is very common, in the past two years the domestic new and the old production line of auto production line transformation, mostly using the field bus control technology. Design of field bus control system has been applied abroad is very broad, from the single device to the transmission system of the whole production line, adopts the control method of the field bus. And domestic applications are mostly concentrated in the production line of
西门子标准变频器控制方法描述
西门子标准变频器控制方法描述
第一节速度矢量控制(MM440) 在矢量控制中,速度控制器影响系统的动态特性。特别是恒转矩负载,速度闭环控制有利于改善系统的运动精度和跟随性能。在矢量控制过程中,速度控制器的配置是重要的环节。 根据速度控制器的反馈信号来源,可以将速度矢量控制分为带传感器的矢量控制(VC)与无传感器的矢量控制(SLVC)两种。 ?编码器的反馈信号(VC):P1300=20 ?观测器模型的反馈信号(SLVC):P1300=21 在快速调试和电机参数优化的过程中,变频器会根据负载参数自动辨识系统模型,建立模型观测器,在没有传感器的情况下,系统也会根据输出电流来计算当前速度,作为速度反馈来构成速度闭环。 速度控制器的设定方式(P1460,P1462,P1470,P1472) ?手动调节 可根据经验对速度控制器的比例与积分参数进行整定 ?PID自整定 设定参数:P1400 当P1400.0=1,使能速度控制器的增益自适应功能,即根据系统偏差的 大小来自动调节比例增益系数Kp。在弱磁区,增益系数随磁通的降低 而减小。 当P1400.1=1,速度控制器的积分被冻结,只有比例增益,即对开环运 行的电动机加上滑差补偿。 ?优化方式自整定 通过设置P1960=1,变频器会自动对速度控制器的各参数进行整定。
第二节 转矩控制(MM440) 矢量控制分为速度矢量控制与转矩矢量控制,转矩控制与速度矢量控制的主设定频率 滤波 编码器反馈 观测器模型反 馈实际频率 滤波 PI 速度 控制器 系统 手动调节 自整定 优化整定 P1400.0=1 P1960=1
现场总线技术综述
现场总线技术综述
2008-3-3 15:51:00 来源:中国自动化网
现场总线控制系统技术是 20 世纪 80 年代中期在国际上发展起来的一种崭新的 工业控制技术。现场总线控制系统(FCS)的出现引起了传统的 PLC 和 DCS 控制系 统基本结构的革命性变化。 现场总线系统技术极大地简化了传统控制系统繁琐且技术 含量较低的布线工作量,使其系统检测和控制单元的分布更趋合理。更重要的是从原 来的面向设备选择控制和通信设备转变成为基于网络选择设备。 尤其是 20 世纪 90 年 代现场总线控制系统技术逐渐进入中国以来,结合 Internet 和 Intranet 的迅猛发展, 现场总线控制系统技术越来越显示出其传统控制系统无可替代的优越性。 现场总线控 制系统技术已成为工业控制领域中的一个热点。
1 现场总线的发展
计算机控制系统的早期,采用一台小型机控制几十条控制回路,目的是降低每条 回路的成本。但由于计算机的故障将导致所有控制回路失效,所以后来发展成分布式 控制(DCS),即由多台微机进行数据采集和控制,微机间用局域网(LAN)连接起 来成为一个统一系统。DCS 沿用了二十多年,其优点和缺点均充分显露。最主要的 问题仍然是可靠性:一台微机坏了,该微机管辖下的所有功能都失效;一块 AD 板上 的模/数转换器坏了,该板上的所有通道(8 或 16 个)全部失效。曾有过采用双机双 I/O 等冗余设计,但这又增加了成本,增加了系统的复杂性。为了克服系统可靠性、 成本和复杂性之间的矛盾,更为了适应广大用户要求的系统开放性、互操作性要求, 实现控制系统的网络化,一种新型控制技术──现场总线控制系统(FCS)正迅速发 展起来。 1.1 什么是现场总线 从名词定义来讲,现场总线是用于现场电器、现场仪表及现场设备与控制室主机 系统之间的一种开放的、全数字化、双向、多站的通信系统。而现场总线标准规定某 个控制系统中一定数量的现场设备之间如何交换数据。 数据的传输介质可以是电线电 缆、光缆、电话线、无线电等等。 通俗地讲,现场总线是用在现场的总线技术。传统控制系统的接线方式是一种并 联接线方式,从 PLC 控制各个电器元件,对应每一个元件有一个 I/O 口,两者之间需 用两根线进行连接,作为控制和/或电源。当 PLC 所控制的电器元件数量达到数十个 甚至数百个时, 整个系统的接线就显得十分复杂, 容易搞错, 施工和维护都十分不便。 为此,人们考虑怎样把那么多的导线合并到一起,用一根导线来连接所有设备,所有 的数据和信号都在这根线上流通,同时设备之间的控制和通信可任意设置。因而这根 线自然而然地称为了总线,就如计算机内部的总线概念一样。由于控制对象都在工矿 现场, 不同于计算机通常用于室内, 所以这种总线被称为现场的总线, 简称现场总线。
变频器注意事项
6SE70 一、O008闭锁看参数R550的状态显示 1、控制字BIT0 OFF1 P554,故障复位后启动命令P554还在,则闭锁,此时停止后 再启动,正常 2、控制字BIT1 OFF2 P555 P556 P557为0,改为1即可 3、控制字BIT2 OFF3 P558 P559 P560为0,改为1即可 4、控制字BIT3 逆变器使能P561为0则启动时会显示O011,改为1即可 5、控制字BIT4 斜坡使能P562为0则启动时速度为0.00,改为1即可 6、控制字BIT5 斜坡开始P563为0则启动时速度为0.00,改为1即可 7、控制字BIT6 设定值使能P564为0则启动时速度为0.00,改为1即可 8、控制字BIT8 点动0 (P568),P554为0时有效 9、控制字BIT9 点动1 (P569)P554为0时有效 当P568和P569同时为1时,变频器启动时显示O008,闭锁。不需要点动功能时,将两个参数设成0. 10、控制字BIT11 正转(P571) 11、控制字BIT12 反转(P572) P571和P572一个为1,一个为0,则能实现正反转;或两个都为1,则变频器直接由速度给定P443控制;如果都为0,则启动时速度为0,并报警A035 12、控制字BIT13 电位计+ (P573)P554为1时有效 13、控制字BIT14 电位计- (P574)P554为1时有效 正常时两个参数为0,当都为1时,速度为0,无法控制变频器的速度。 14、控制字BIT15 外部故障P575为0则报F035,改为1即可 一般正常启动运行的控制字显示是R550: 1 0 0 1 1 1 0 0 0 1 1 1 1 1 1 0 上例是P571=1 P572=1,反转靠速度给定。当然也可以一个为1,一个为0,但是不能都为0,否则无法给定速度,且报警A035。 二、BICO数据组切换。 P590参数切换 有可能故障出在:参数已经设置好,能够实现功能,比如网络控制,P554.1=3100,P443.1=3002(即第一套参数),但无法启动,此时看R012(BICO参数组)是否为1,如果等于2,说明P590为1,则改成0后正常。 三、故障代码 F011:过流 F021:过热 F015 F053:堵转(检查编码器) F037:变频器的模拟量输入选择了电流型,且低于下限4mA(如果选择了4—20mA)。
变频器控制字状态字
变频器控制字状态字标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
字体大小: | | 2010-02-11 12:51 - 阅读:143 - :3 工控网曾有过关于主题的文章,很精华,没找到链接,抱歉!下面给您一篇我曾摘自工控网的技术文章: 1.通讯方式的设定:PPO 4,这种方式为0 PKW/6 PZD,输入输出都为6个PZD,(只需要在STEP7里设置,变频器不需要设置); PROFIBUS的通讯频率在变频器里也不需要设置,PLC方面默认为. 在P60=7设置下,设置P53=3,允许CBP(PROFIBUS)操作. 设置变频器的PROFIBUS地址. 2.设置第一与第二个输入的PZD为PLC给变频器的控制字,其余四个输入PZD这里没有用到. 设置第一与第二个输出的PZD为变频器给PLC的状态字,设置第三个为变频器反馈给PLC 的实际输出频率的百分比值, 第四个为变频器反馈给PLC的实际输出电流的百分比值,其余两个输出PZD这里没有用到. 给变频器的第一个PZD存储在变频器里的K3001字里. K3001有16位,从高到底为3115到3100(不是到.
变频器的参数P554为1时变频器启动为0时停止,P571控制正转,P572控制反转. 如果把P554设置等于3100,那么K3001的位3100就控制变频器的启动与停止,P571设置等于3101则3101就控制正转, P572设置等于3102则3102就控制反转.(变频器默认P571与P572都为1时正转,都为0时为停止). 经过这些设置后K3001就是PLC给变频器的第一个控制字. 此时K3001的3100到3115共16位除了位3110控制用途都不是固定的,所以当设置P554设置等于3101时则3101可以控制启动与停止, P571等于3111时则3111控制正转,等等. K3001的位3110固定为“控制请求”,这位必须为1变频器才能接受PLC的控制讯号,所以变频器里没有用一个参数对应到这个位, 必须保证PLC发过来第一个字的BIT 10为1. 这里设置为:P554=3100,P571=3101,P572=3102,当PLC发送W#16#0403时(既 0000,0100,0000,0011)变频器正转. 给变频器的第二个PZD存储在变频器里的K3002字里. 变频器的参数P443存放给定值. 如果把参数P443设置等于K3002,那么整个字K3002就是PLC给变频器的主给定控制字.
PLC通过现场总线控制变频器
PLC通过现场总线控制变频器的运行 设计一个实际工程中用过的PLC通过现场总线控制变频器的例子(如:西门子PLC通过Profibus现场总线控制MM440变频器或6se70系列变频器;再如罗克韦尔的PLC通过DeviceNet总线控制其SSc160系列变频器或PowerFlex4,40,400,PowerFlex70,700,700s,700L等类型的变频器),需要把PLC型号、相应的变频器型号、各种参数及情况、控制系统实现的功能等说明清楚,贴出程序并加以说明。 一、先说说配置情况吧; 1、硬件配置: 1.1 PLC,使用的是ABB AC500系列的CPU+CM578扩展模块。任何一款AC500的CPU都可支持,只需额外增加一块通讯模块即可实现现场总线的方式。目前我介绍的是CM578通讯模块,该模块是支持CANopen现场总线的。 1.2 变频器,邦飞利ACT401系列变频器+CM-CAN通讯模块。ACT401系列变频器是邦飞利公司应用当今先进的电机磁场定向控制理论,采用高性能的功率模块,利用德国先进的变频器制造工艺,制造出的新一代变频器。CM-CAN通讯模块是ACT401系列变频器通讯子板,用于将变频器扩展到CANopen网络中。 2、拓扑结构 使用SyCon软件实现网络拓扑以及PDO的配置。 从上图可以看出,CM578作为CANopen主站,ACT401系列变频器作为CANopen从站。地址分别设置为4和90。通信波特率为:500kbit/s. 通过SyCon配置的基本情况是:PLC对变频器的控制字和给定频率(PDO1(rx)),以及变频器的状态字与变频器实际输出频率(PDO2(tx))。控制字是指PLC对变频器发出的控制字以及故障复位指令;状态字是指变频器当前的状态机以及故障位的状态。 二、控制情况 1、PLC根据变频器状态机的状态,通过送给变频器相应的控制字来实现对变频器的控制,PLC送给变频器的控制字是通过PDO来实现的。具体控制逻辑图如下。
PLC控制变频器的几种方法
在工业自动化控制系统中,最为常见的是PLC和变频器的组合应用,并且产生了多种多样的PLC控制变频器的方法,其中采用RS-485通讯方式实施控制的方案得到广泛的应用:因为它抗干扰能力强、传输速率高、传输距离远且造价低廉。但是,RS-485的通讯必须解决数据编码、求取校验和、成帧、发送数据、接收数据的奇偶校验、超时处理和出错重发等一系列技术问题,一条简单的变频器操作指令,有时要编写数十条PLC梯形图指令才能实现,编程工作量大而且繁琐,令设计者望而生畏。? 本文介绍一种非常简便的三菱FX系列PLC通讯方式控制变频器的方法:它只需在PLC主机上安装一块RS-485通讯板或挂接一块RS-485通讯模块;在PLC的面板下嵌入一块造价仅仅数百元的“功能扩展存储盒”,编写4条极其简单的PLC梯形图指令,即可实现8台变频器参数的读取、写入、各种运行的监视和控制,通讯距离可达50m或500m。这种方法非常简捷便利,极易掌握。本文以三菱产品为范例,将这种“采用扩展存储器通讯控制变频器”的简便方法作一简单介绍。 2、三菱PLC采用扩展存储器通讯控制变频器的系统配置 2.1 系统硬件组成 FX2N系列PLC(产品版本V 3.00以上)1台(软件采用FX-PCS/WIN-C V 3.00版); FX2N-485-BD通讯模板1块(最长通讯距离50m); 或FX0N-485ADP通讯模块1块+FX2N-CNV-BD板1块(最长通讯距离500m); FX2N-ROM-E1功能扩展存储盒1块(安装在PLC本体内);
带RS485通讯口的三菱变频器8台(S500系列、E500系列、F500系列、F700系列、A500系列、V500系列等,可以相互混用,总数量不超过8台;三菱所有系列变频器的通讯参数编号、命令代码和数据代码相同。); RJ45电缆(5芯带屏蔽); 终端阻抗器(终端电阻)100Ω; 选件:人机界面(如F930GOT等小型触摸屏)1台。 2.2 硬件安装方法 (1) 用网线专用压接钳将电缆的一头和RJ45水晶头进行压接;另一头则按图1~图3的方法连接FX2N-485-BD通讯模板,未使用的2个P5S端头不接。 (2) 揭开PLC主机左边的面板盖, 将FX2N-485-BD通讯模板和FX2N-ROM-E1功能扩展存储器安装后盖上面板。 (3) 将RJ45电缆分别连接变频器的PU口,网络末端变频器的接受信号端RDA、RDB之间连接一只100Ω终端电阻,以消除由于信号传送速度、传递距离等原因,有可能受到反射的影响而造成的通讯障碍。 2.3 变频器通讯参数设置 为了正确地建立通讯,必须在变频器设置与通讯有关的参数如“站号”、“通讯速率”、“停止位长/字长”、“奇偶校验”等等。变频器内的Pr.117~Pr.124参数用于设置通讯参数。参数设定采用操作面板或变频器设置软件FR-SW1-SETUP-WE在PU口进行。 2.4 变频器设定项目和指令代码举例
西门子变频器基本参数设置
6SE70调试基本参数设置 恢复缺省设置 P053=6 允许参数存取 6:允许通过PMU和串行接口OP1S变更参数 P060=2 固定设置菜单 P366=0 0:具有PMU的标准设置 1:具有OP1S的标准设置 P970=0 参数复位 参数设置P060=5 系统设置菜单 P071= 装置输入电压 P095=10 异步/同步电机,国际标准 P100= 1:V/f控制 3:无测速机的速度控制 4:有测速机的速度控制 5:转矩控制 P101= 电机额定电压 P102= 电机额定电流 P103= 电机励磁电流,如果此值未知,设P103=0 当离开系统设置,此值自动计算。 P104= 电机额定功率因数 P108= 电机额定转速 P109= 电机级对数 P113= 电机额定转矩 P114=3 3:高强度冲击系统(在:P100=3,4,5时设置)P115=1 计算电机模型 参数值P350-P354设定到额定值 P130= 10:无脉冲编码器 11:脉冲编码器 P151= 脉冲编码器每转的脉冲数 P330= 0:线性(恒转矩) 1:抛物线特性(风机/泵) P384.02= 电机负载限制 P452= % 正向旋转时的最大频率或速度 P453= % 反向旋转时的最大频率或速度 数值参考P352和P353 P060=1 回到参数菜单 P128= 最大输出电流 P462= 上升时间 P464= 下降时间 P115=2 静止状态电机辩识(按下P键后,20S之内合闸)P115=4 电机模型空载测量(按下P键后,20S之内合闸)
6SE70 变频装置调试步骤 一.内控参数设定 1.1 出厂参数设定 P053=7 允许CBP+PMU+PC 机修改参数 P60=2 固定设置,参数恢复到缺省 P366=0 PMU 控制 P970=0 启动参数复位 执行参数出厂设置,只是对变频器的设定与命令源进行设定,P366 参数选择不同,变频器的设定和命令源可以来自端子,OP1S,PMU。电机和控制参数未进行设定,不能实施电机调试。 1.2 简单参数设定 P60=3 简单应用参数设置,在上述出厂参数设置的基础上,本应用设定电机控制参数 P071 进线电压(变频器400V AC / 逆变器540V DC) P95=10 IEC 电机 P100=1 V/F 开环控制 3 不带编码器的矢量控制 4 带编码器的矢量控制 P101 电机额定电压 P102 电机额定电流 P107 电机额定频率HZ P108 电机额定速度RPM P114=0 P368=0 设定和命令源为PMU+MOP P370=1 启动简单应用参数设置 P60=0 结束简单应用参数设置 执行上述参数设定后,变频器自动组合功能图连接和参数设定。P368 选择的功能图见手 册S0-S7,P100 选择的功能图见手册R0-R5。电机控制效果非最优。 1.3 系统参数设置 P60=5 P115=1 电机模型自动参数设置,根据电机参数设定自动计算 P130=10 无编码器 11 有编码器(P151 编码器每转脉冲数) P350=电流量参考值A P351=电压量参考值V P352=频率量参考值HZ 3 3 P353=转速量参考值1/MIN P354=转矩量参考值NM P452=正向旋转最大频率或速度%(100%=P352,P353) P453=反向旋转最大频率或速度%(100%=P352,P353) P60=1 回到参数菜单,不合理的参数设置导致故障 1.4 补充参数设定如下 P128=最大输出电流A P571.1=6 PMU 正转 P572.1=7 PMU 反转
ABB变频器通讯控制
本次变频器通讯设定选用的是ABB通讯模块RPBA-01 1.下图为RPBA-01模块对基本设定以及PZD控制字和状态字的设定细则:2.PZD3 IN 为从变频器发出给PLC的状态字,而PZD3 OUT为从PLC发出的到变频器的状态字,以后依次类推。 NODE ADDRESS和FBA PAR REFRESH功能分别如下图所解释的。 本次调试中使用的PPO类型为PPO5。 下图为在ACS800中PROFIBUS ADAPTER的设定参数组51:
(则PZD3 OUT为从PLC传送过来的控制字设定为7.02组参数,PZD3 IN为从变频器传到PLC的状态字) 下图为PPO的类型所包含的控制字及状态字内容. (控制字的头两个字为系统设定的控制字CW及速度给定值REF.
状态字的头两个字为系统设定的状态字SW及速度实际值ACT) 后边的PZD3到PZD10为自设定的对应变频器参数 在PLC硬件设定里还需要注意: 在FAIL SAFE MODE中有三个选项(STOP,LAST SPEED,USE FAIL-SAFE SPEED),STOP表示当总线断开的时候变频器停机,LAST SPEED为保持最后速度,USE FAIL-SAFE SPEED为断开后使用FAIL-SAFE里边设定的值运行。OPERATION MODE须选择VENDOR SPECIFIC。
有两种方法可以写入和读取变频器中的参数数据: 1.为写入控制字和读取状态字的方法: 通过系统功能块SFC14和SFC15将控制字中从CW以后的10个字写入变频器中,再在变频器中自定义分配控制字以及状态字的参数号,达到读写的目的. 如下图所示: 注:在读取和写入过程中,不必考虑PKW的值.因为在此过程中,系统不会读取PKW中的值.
西门子变频器的主要控制方式
》线性 V/f控制, P1300 = 0 可用于可变转矩和恒定转矩的负载,例如,带式运输机和正排量泵类。 》带磁通电流控制(FCC)的线性V/f控制, P1300 = 1 这一控制方式可用于提高电动机的效率和改善其动态响应特性。 》抛物线 V/f控制 P1300 = 2 这一方式可用于可变转矩负载,例如,风机和水泵。 》多点 V/f控制 P1300 = 3 有关这种运行方式更详细的资料,请参看 MM440“参考手册”。 》纺织机械的 V/f控制 P1300 = 5 没有滑差补偿或谐振阻尼。电流最大值 Imax控制器从属于电压而不是频率。 》用于纺织机械的带FCC 功能的 V/f控制 P1300 = 6 P1300 = 1和P1300 = 5的组合控制。 》带独立电压设定值的 V/f控制 P1300 = 19 电压设定值可以由参数P1330给定,而与斜坡函数发生器(RFG)的输出频率无关 》无传感器矢量控制 P1300 = 20 这一控制方式的特点是,用固有的滑差补偿对电动机的速度进行控制。用这一控制方式时,可以得到大的转矩、改善瞬态响应特性、具有优良的速度稳定性,而且在低频时可以提高电动机的转矩。可以从矢量控制变为转矩控制(参看 P1501)。 》带编码器反馈的速度控制 P1300 = 21
带速度编码器反馈的磁场定向控制可以实现: ¨提高速度控制的精度,改善速度控制的动态响应特性。 ¨改善低速时的控制特性。 艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有 10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。 如需进一步了解相关变频器产品的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城https://www.360docs.net/doc/5610908799.html,。
西门子变频器讲解
西门子变频器讲解 1.西门子变频器的结构及各部分的功能。 整流部分:主要是把三相交流电整成直流; 直流回路部分:对整流部分出来的直流电压进行稳压和滤波 逆变部分:将直流回路的电压逆变成可调频的三相交流电 2.在变频器内部有的电路板,分别起的作用 CUVC控制板:控制功能及参数设定 电源板:24V控制电源的提供,直流母线的采集 IVI背板:电流互感器,变频器测温线,与触发板进行通讯 整流单元触发板:触发晶闸管,将三相交流电整流成直流 IGBT触发板:触发IGBT,将直流电转换为交流电 3.西门子变频器CUVC控制板上的端子功能 4个可以作为输入或输出的IO端子(3.4.5.6), 3个只能作为输入的IO端子(7.8.9)。 两个模拟输入口(15.16和17.18),两个模拟输出口(19.20和21.22) 4. 西门子变频器中如何使其运行在40HZ? A.由面板直接给定40HZ B.由参数给固定频率,比如将P443=45,将P405=40HZ C.由模拟信号给定,比如为模拟通道1给定,设置P632.1=4(4—20MA),在模拟通道中输入16.8MA的电流值。 5.在西门子变频器参数中,控制字和状态字的意思, 并介绍以下参数的意思:P330、P443、P590、P571和P572、P578和P579。控制字为变频器的输入型号,用来控制变频器的启动,停止,快停,方向,变频器内部的参数等, 状态字为变频器的输出信号,用来显示变频器的运行状态,如准备信号,运行反馈信号,故障反馈等 P330:负载类型(0为线性恒转矩负载,1为抛物线特性,如风机等) P443:为变频器的速度给定源 P590:用来选择开关量连接器的BICO参数 P571和P572:用来选择变频器的旋转磁场方向。 P578和P579:用来选择变频器内部的电机数据组
现场总线控制系统(FCS)
第一章现场总线控制系统(FCS) 第一节概述 现场总线控制系统(Fieldbus Control System,FCS)是继基地式气动仪表控制系统、电动单元组合式模拟仪表控制系统、集中式数字控制系统、集散控制系统(DCS)后的新一代控制系统。由于它适应了工业控制系统向数字化、分散化、网络化、智能化发展的方向,给自动化系统的最终用户带来更大实惠和更多方便,并促使目前生产的自动化仪表、集散控制系统、可编程控制器(PLC)产品面临体系结构、功能等方面的重大变革,导致工业自动化产品的又一次更新换代,因而现场总线技术被誉为跨世纪的自控新技术。 一、现场总线的发展 随着控制、计算机、通信、网络等技术的发展,信息交换的领域正在迅速覆盖从工厂的现场设备层到控制、管理的各个层次,从工段、车间、工厂、企业乃至世界各地的市场。信息技术的飞速发展,引起了自动化系统结构的变革,逐步形成以网络集成自动化系统为基础的企业信息系统。现场总线(Fieldbus)就是顺应这一形势发展起来的新技术。 1、什么是现场总线 现场总线是应用在生产现场、在微机化测量控制设备之间实现双向串行多节点数字通信的系统,也被称为开放式、数字化、多点通信的
底层控制网络。它在制造业、流程工业、交通、楼宇等方面的自动化系统中具有广泛的应用前景。 现场总线技术将专用微处理器置入传统的测量控制仪表,使它们各自都具有了数字计算和数字通信能力,采用双绞线等作为总线,把多个测量控制仪表连接成的网络系统,并按公开、规范的通信协议,在位于现场的多个微机化测量控制设备之间以及现场仪表与远程监控计算机之间,实现数据传输与信息交换,形成各种适应实际需要的自动控制系统。简而言之,它把单个分散的测量控制设备变成网络节点,以现场总线为纽带,把它们连接成可以相互沟通信息、共同完成自控任务的网络系统与控制系统。它给自动化领域带来的变化,正如众多分散的计算机被网络连接在一起,使计算机的功能、作用发生的变化。现场总线则使自控系统与设备具有了通信能力,把它们连接成网络系统,加入到信息网络的行列。因此把现场总线技术说成是一个控制技术新时代的开端并不过分。 现场总线是20世纪80年代中期在国际上发展起来的。随着微处理器与计算机功能的不断增强和价格的急剧降低,计算机与计算机网络系统得到迅速发展,而处于生产过程底层的测控自动化系统,采用一对一连线,用电压、电流的模拟信号进行测量控制,或采用自封闭式的集散系统,难以实现设备之间以及系统与外界之间的信息交换,使自动化系统成为“自动化孤岛”。要实现整个企业的信息集成,要实施综合自动化,就必须设计出一种能在工业现场环境运行的、性能可靠、造价低廉的通信系统,形成工厂底层网络,完成现场自动化设备之间的多点数字通信,