制程能力分析计算方法(1)
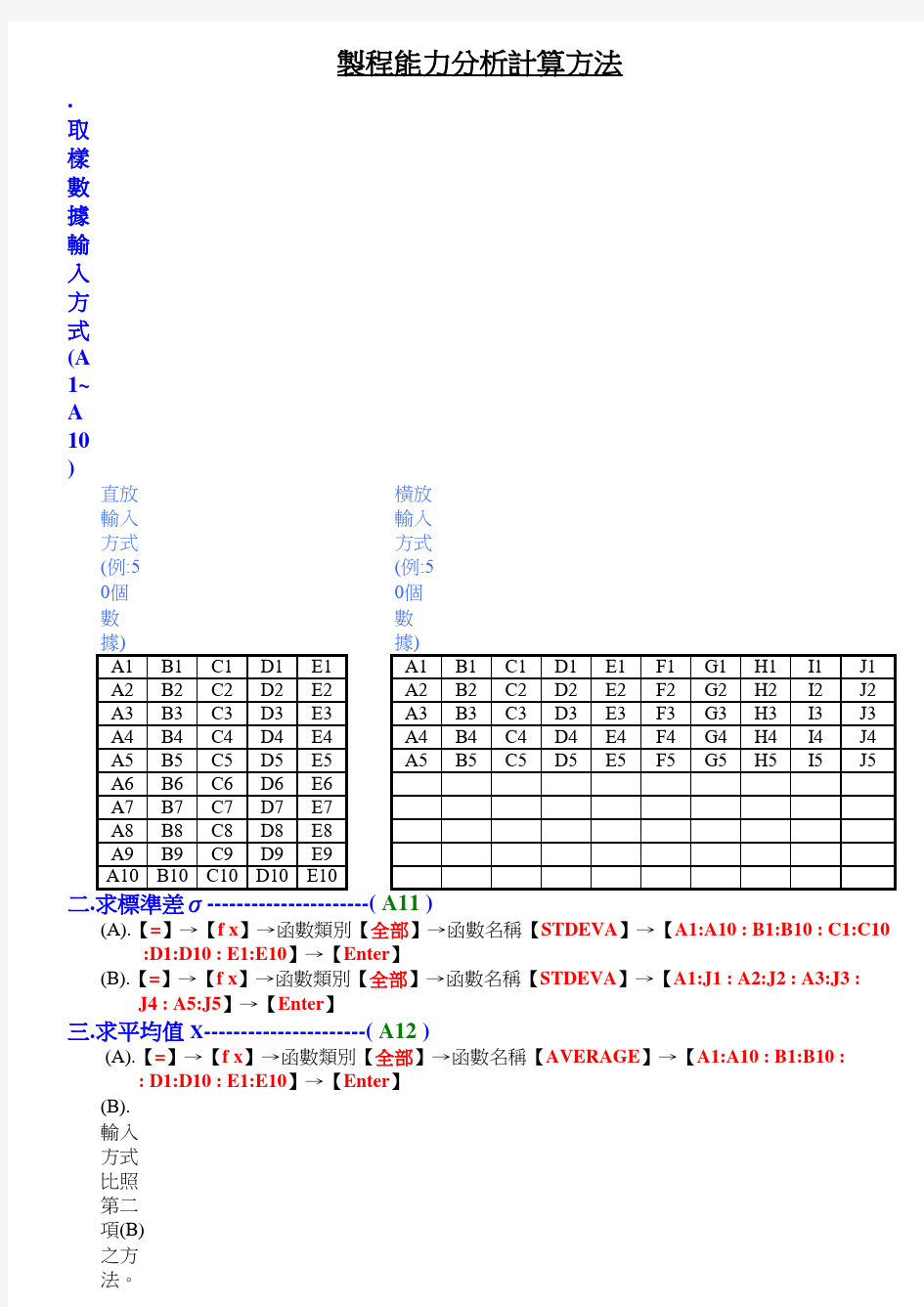

一.取樣數據輸入方式(A1~A10)
)
(B).輸入方式比照第二項(B)之方法。
1. Ca:級
2. Cp:級
P 1 :依據 Z 1數值查累積標準常態分配表得(A19)
2. Z 2計算,求 P 2 值: ---------( A20 )
Z 2:【=】→【3*A18*(1-A17)】→【Enter】P 2 :依據 Z 2數值查累積標準常態分配表得(A20)
九. Z 1、 Z 2及 P(預估不良率)計算:
十.等級評價:級
?【=】→【(A12-A15)/(A16/2)*100】→【Enter】
1.準確度(Ca)---------------------( A17 )
2.精密度(Cp)---------------------( A18 )
?【=】→【(A16) / (6 * A11)】→【Enter】
1. Z 1計算,求 P 1 值: ---------( A19 )
3. P (預估不良率) 計算方法:P = P1 + P2 ------------(A21)
P【=】→【A19 + A20】→【Enter】
Z 1:【=】→【3*A18*(1+A17)】→【Enter】
二
三.求平均值X----------------------( A12 )
五.求最小值 MIN------------------( A14 )
四.求最大值 MAX-----------------( A13 )
七.求準確度(Ca)及精密度(Cp):
八.評價判定Ca及Cp等級(A、B、C、D):
2.手工輸入規格公差值 (T)------( A16 )
六.輸入規格中心質值 (u)及規格公差值 (T)數據:
: D1:D10 : E1:E10】→【Enter】
(A).【=】→【f x】→函數類別【全部】→函數名稱【MAX】→【A1:A10 : B1:B10 : C1:C10 : D1:
D10 : E1:E10】→【Enter】
(A).【=】→【f x】→函數類別【全部】→函數名稱【M I N】→【A1:A10 : B1:B10 : C1 :C10 :D1:
製程能力分析計算方法
(A級: P<0.44%、B級: 0.44%<P≦1.22%、C級: 1.22%<P≦6.68%、D級: 6.68%<P ) :D1:D10 : E1:E10】→【Enter】
J4 : A5:J5】→【Enter】
(A).【=】→【f x】→函數類別【全部】→函數名稱【STDEVA】→【A1:A10 : B1:B10 : C1:C10
(B).【=】→【f x】→函數類別【全部】→函數名稱【STDEVA】→【A1:J1 : A2:J2 : A3:J3 : A4:
D10 : E1:E10】→【Enter】
(A).【=】→【f x】→函數類別【全部】→函數名稱【AVERAGE】→【A1:A10 : B1:B10 : C1:C10
1.手工輸入規格中心值 (u)-------( A15 )