折弯扣除系数表,SW中K因子
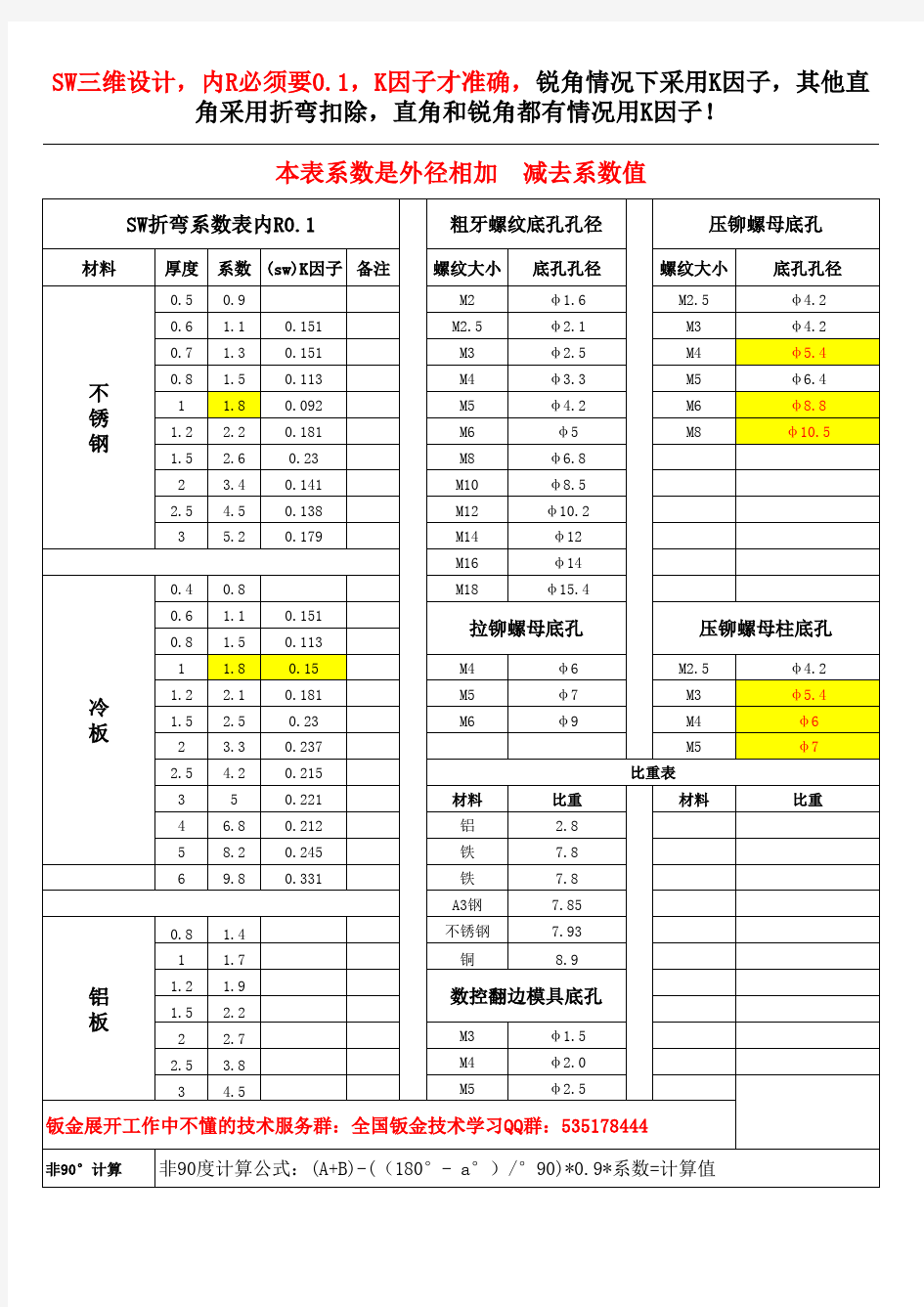
材料厚度系数(sw)K因子备注螺纹大小底孔孔径螺纹大小底孔孔径0.5
0.9M2φ1.6M2.5φ4.20.6
1.10.151M
2.5φ2.1M3φ4.20.7
1.30.151M3φ
2.5M4φ5.40.8
1.50.113M4φ3.3M5φ6.41
1.80.092M5φ4.2M6φ8.81.2
2.20.181M6φ5M8φ10.51.5
2.60.23M8φ6.82
3.40.141M10φ8.52.5
4.50.138M12φ10.23
5.20.179M14φ12M16φ140.4
0.8M18φ15.40.6
1.10.1510.8
1.50.1131
1.80.15M4φ6M
2.5φ4.21.2
2.10.181M5φ7M3φ5.41.5
2.50.23M6φ9M4φ62
3.30.237M5φ72.5
4.20.2153
50.221材料比重材料比重4
6.80.212铝 2.85
8.20.245铁7.869.80.331铁
7.8A3钢
7.850.8 1.4不锈钢
7.931
1.7铜8.91.2
1.91.5
2.22
2.7M3φ1.52.5
3.8M4φ2.03
4.5M5φ2.5
非90°计算压铆螺母柱底孔拉铆螺母底孔数控翻边模具底孔比重表钣金展开工作中不懂的技术服务群:全国钣金技术学习QQ群:535178444
非90度计算公式:(A+B)-((180°- a°)/°90)*0.9*系数=计算值
冷板铝板SW三维设计,内R必须要0.1,K因子才准确,锐角情况下采用K因子,其他直
角采用折弯扣除,直角和锐角都有情况用K因子!
本表系数是外径相加 减去系数值
SW折弯系数表内R0.1
粗牙螺纹底孔孔径压铆螺母底孔不锈钢
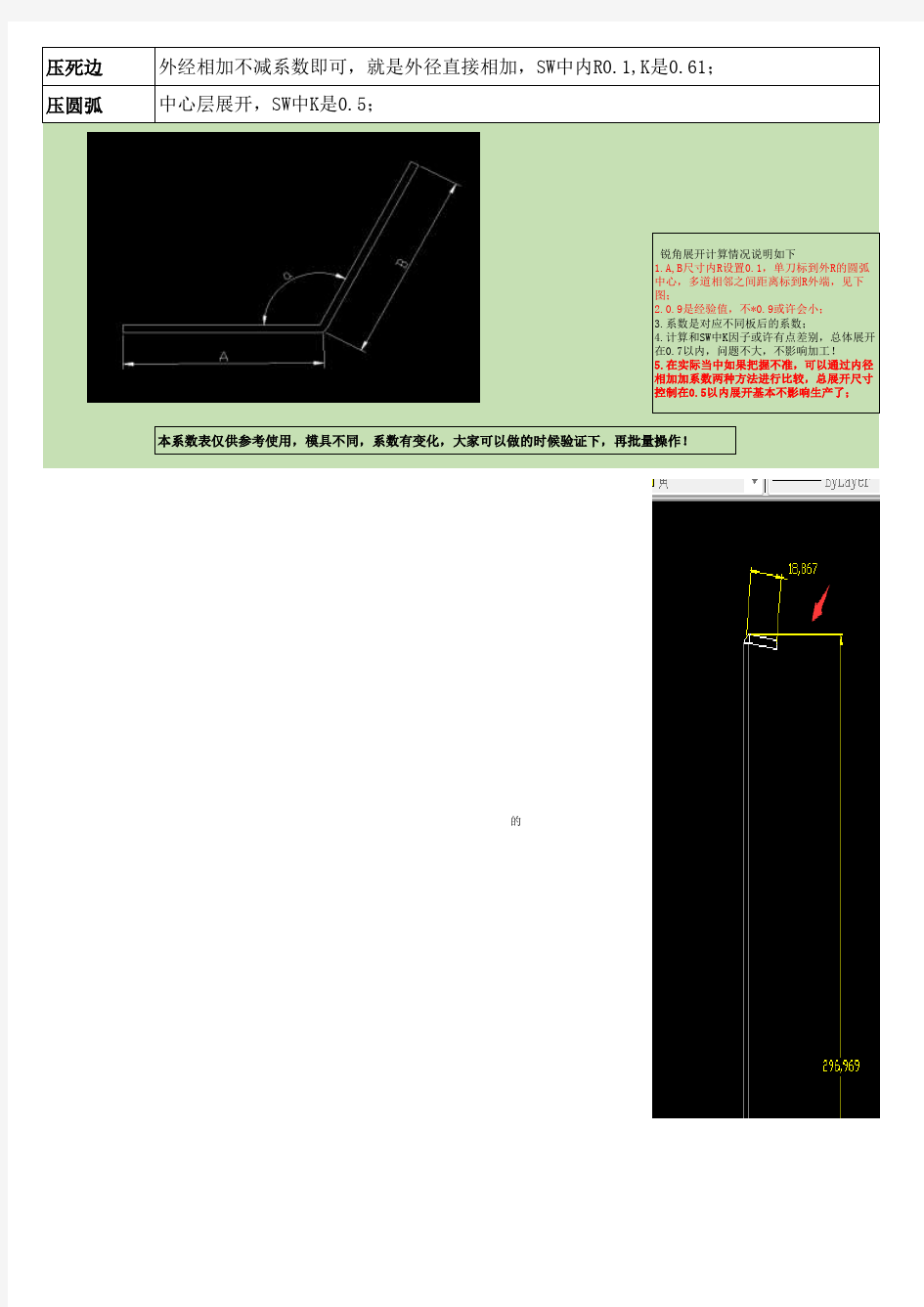
压死边
压圆弧的本系数表仅供参考使用,模具不同,系数有变化,大家可以做的时候验证下,再批量操作!
锐角展开计算情况说明如下
1.A,B尺寸内R设置0.1,单刀标到外R的圆弧
中心,多道相邻之间距离标到R外端,见下
图;
2.0.9是经验值,不*0.9或许会小;
3.系数是对应不同板后的系数;
4.计算和SW中K因子或许有点差别,总体展开
在0.7以内,问题不大,不影响加工!
5.在实际当中如果把握不准,可以通过内径
相加加系数两种方法进行比较,总展开尺寸
控制在0.5以内展开基本不影响生产了;
外经相加不减系数即可,就是外径直接相加,SW中内R0.1,K是0.61;中心层展开,SW中K是0.5;
问
回答
回答
回答
回答
回答
回答
12:07:36