WBW5886FY组装测试SOP(v1.02))
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
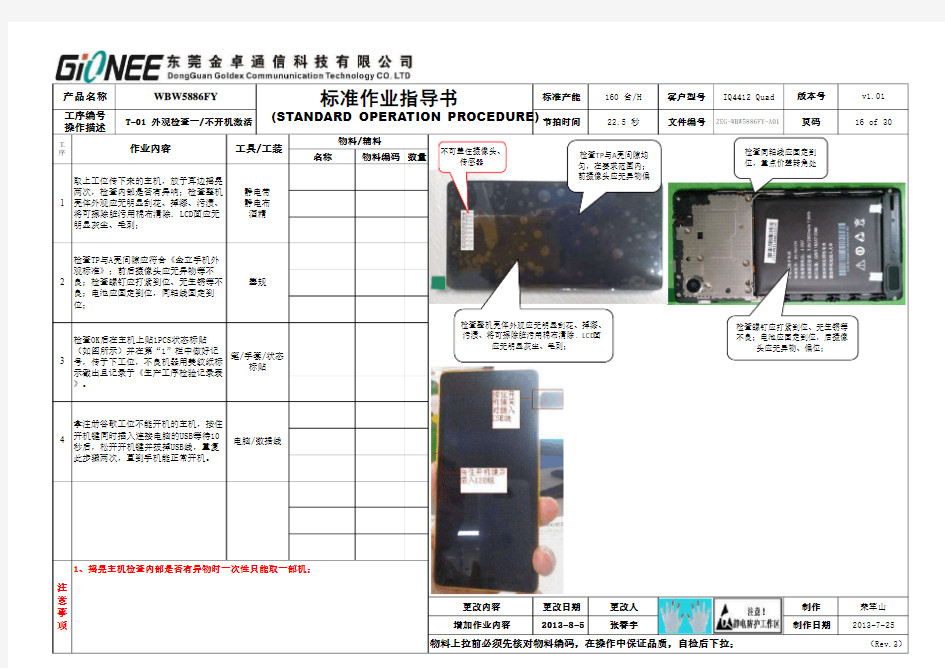
1、摇晃主机检查内部是否有异物时一次性只能取一部机;
更改内容更改日期更改人制作荣军山注意事2检查TP与A壳间隙应符合《金立手机外观标准》;前后摄像头应无异物等不良;检查螺钉应打紧到位、无生锈等不良;电池应固定到位,同轴线固定到位;
塞规
3检查OK后在主机上贴1PCS状态标贴(如图所示)并在第“1”栏中做好记
号,传于下工位,不良机器用美纹纸标
示截出且记录于《生产工序检验记录表》。
1取上工位传下来的主机,放于耳边摇晃两次,检查内部是否有异响;检查整机壳体外观应无明显刮花、掉漆、污渍、将可擦除脏污用棉布清除. LCD面应无明显灰尘、毛刺;
静电带静电布酒精
4拿注册谷歌工位不能开机的主机,按住开机键同时插入连接电脑的USB等待10秒后,松开开机键并拔掉USB线,重复此步骤两次,直到手机能正常开机。
电脑/数据线笔/手套/状态
标贴
WBW5886FY
标准产能160 台/H 客户型号IQ4412 Quad
工序
作业內容工具/工装
物料/辅料v1.01工序编号操作描述
T-01 外观检查一/不开机激活
节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
16 of 30
产品名称
版本号不可盖住摄像头、
传感器
检查整机壳体外观应无明显刮花、掉漆、污渍、将可擦除脏污用棉布清除. LCD 面
应无明显灰尘、毛刺;
检查TP 与A 壳间隙均匀,在要求范围内;前摄像头应无异物偏
检查螺钉应打紧到位、无生锈等不良;电池应固定到位,后摄像
头应无异物、偏位;
检查同轴线应固定到位,重点价差转角处
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
更改内容更改日期更改人制作荣军山3合格品在第“2”栏中做好记号,传于
下工位,不良机器用美纹纸标示截出且
记录于《生产工序检验记录表》。
美纹胶纸/不良
标贴
产品名称
WBW5886FY
标准产能160 台/H 客户型号生产工序检验
记录表/笔
IQ4412 Quad
版本号v1.00工序编号操作描述
T-02 注册谷歌节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
17 of 30
工序
作业內容
工具/工装
物料/辅料1
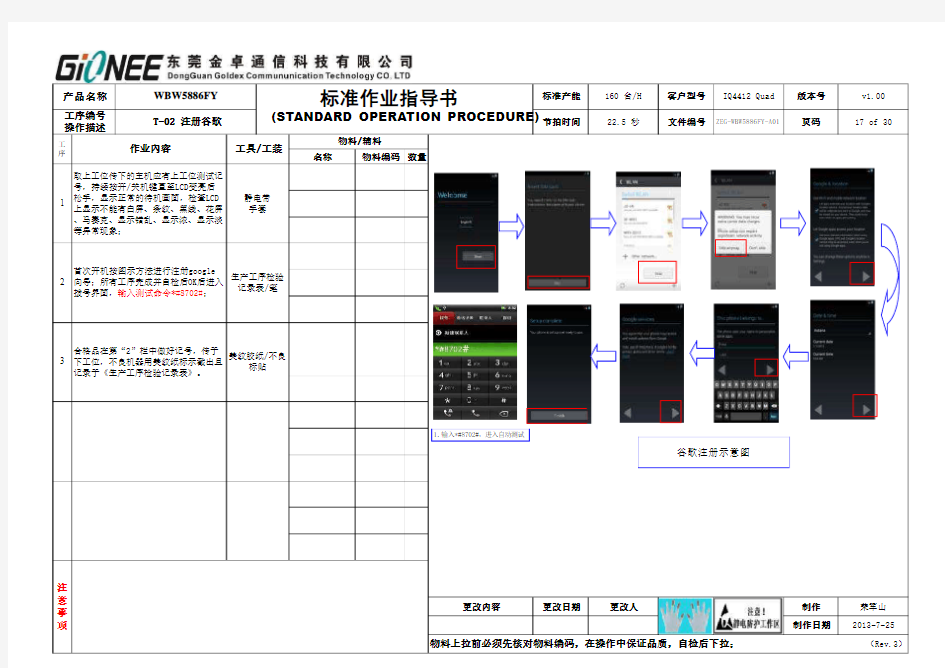
取上工位传下的主机应有上工位测试记号,持续按开/关机键直至LCD变亮后松手,显示正常的待机画面,检查LCD 上显示不能有白屏、条纹、黑线、花屏、马赛克、显示错乱、显示浓、显示淡等异常现象;
静电带手套
注意事2首次开机按图示方法进行注册google
向导;所有工序完成并自检后OK后进入
拨号界面,输入测试命令*#8702#;
谷歌注册示意图
1.输入*#8702#,进入自动测试
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
更改内容更改日期更改人制作荣军山取上工位传下来的主机检查应无前面工位测试记号;静电带手套
3
按键测试(每个按键测试两次,确认不能无功能、INT等)、扬声器测试(确
认不能声音小、音声杂、无声等)、听筒测试(确认不能声音小、音声杂、无声等);听筒2测试(确认不能声音小、音声杂、无声等);
美纹胶纸/不良标贴4
音频回路测试(嘴巴对准主机的麦克处喊1、2、3,然后用耳朵贴近听筒处听声音应有1、2、3声音发出,确认不能声音小、音声杂、无声等);
1
5
测试完成后在状态标贴上第“3”栏做好测试记号,传入下工位,不良机器用美纹纸标示截出且记录于《生产工序检验记录表》。
IQ4412 Quad
版本号v1.00工序编号操作描述
T-03 MMI(一)测试节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
标准产能160 台/H 客户型号2
进行自动测试:软件版本及测试信息(确认最新软件版本以产线软件对照表为准和BT及FT PASS,)、背光/按键背光测试(显示无漏光、不均匀等)、LCD显示测试(确认无花屏、屏暗等),
生产工序检验记录表/笔
18 of 30
工序
作业內容
工具/工装
物料/辅料产品名称
WBW5886FY
注意事 2.选择自动测试
3.检查软件版本与测试信息
4.背光/按键背光测试
5.LCD 测试
6.按键测试
7.扬声器测试
8.听筒测试
9.听筒2测试
10.音频回路测试
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
更改内容更改日期更改人制作荣军山3CTP画线测试(确认不能划不动、划偏等不良)、加速仪测试(垂直转动手机360度,确认图标与手机同步转动,并且X/Y/Z数据随着图标一起变动,不动为不良,当X、Y、Z任一数据达到19则为不良,四个方向转完后,通过键显示通过为OK)
手套
4
测试完成后在状态标贴的第“4”栏中
做好测试记号,传入下工位,不良机器用美纹纸标示截出且记录于《生产工序检验记录表》。
美纹胶纸/不良标贴12FM测试(确认插入耳机并旋转360度不能不识耳机、收音无声、收音杂音等)、耳机开关/耳机回路测试(确认不能出现耳机按键无功能、INT现象;嘴巴对准耳机送话处喊1、2、3,检查耳机有无声音及杂音等)、振动测试(确认不能声音杂、无振动等);
美标耳机
19 of 30
工序
作业內容
工具/工装
物料/辅料取上工位传下的主机检查应有前面工位的测试记号,依次测试副唛测试(确认用嘴向副唛吹气、喇叭有声音发出)、
静电带
版本号v1.00工序编号操作描述
T-04 MMI(二)测试节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
标准产能160 台/H 客户型号IQ4412 Quad
产品名称
WBW5886FY
注意事14.震动测试11.副唛测试
12.FM 测试
13.耳机回路测试
15、CTP 划线测试
16、加速仪测试
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
1、拍照测试完成后需删除照片;
更改内容更改日期更改人制作荣军山取上工位传下来的主机检查应有前面工位的测试记号,依次进行陀螺仪测试(确认陀螺仪X、Y、Z、数据在不停的跳变为OK)、地磁感应(确认用手机在空中划出正反"8"字轨迹,直到8字消失并X、Y、Z随手机移动在跳变动为OK)、
静电带手套
注意事3前后摄像头测试(对准绿板预览,不得有变色、模糊、屏闪、黑斑、黑点等异常现象,再以人为参照物点击拍照确认闪光灯要亮,获取照片后查看相片应无上述不良现象、然后将照片删除)
4
测试完成后在状态标贴的第“5”栏中
做好测试记号,传入下工位,不良机器用美纹纸标示截出且记录于《生产工序检验记录表》。
笔/生产工序检验记录表12距感/光感测试(用手盖在光感和接近器件上方,距离传感器数值由1变为0,
光感数值由大变小,测试时要看两者是
否按照上述同时变化,测试OK后屏幕变绿色)、
美纹胶纸/不良
标贴
物料/辅料IQ4412 Quad
版本号v1.00工序编号操作描述
T-05 MMI(三)测试节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
标准产能160 台/H 客户型号20 of 30
产品名称
WBW5886FY
工序
作业內容
工具/工装
18.地磁感应测试
19、距离光感测试
20、前摄像头拍照测试
21、后摄像头拍照测试
17.陀螺仪测试
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
更改内容更改日期更改人制作荣军山3
在充电测试界面查看电池剩余电量>50%为
OK,否则截出给电池充电直至电池电量大
于50%。
笔/生产工序检
验记录表4
测试完成后在状态标贴的第“6”栏中做好测试记号,传入下工位,不良机器用美纹
纸标示截出且记录于《生产工序检验记录表》。
手套/状态标贴
客户型号v1.002
GPS测试(确认不能搜不到卫星、不能定位等)、充电测试(电源设置为5V,取连接好直流电源的数据线插插头于主机充电插孔中,确认显示正在充电、电源充电电流是否在0.3A~0.8A范围内,见图三)、
直流电源
21 of 30
工序
作业內容
工具/工装
物料/辅料工序编号操作描述
T-06 MMI(四)测试节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
产品名称
WBW5886FY
标准产能160 台/H 版本号IQ4412 Quad
静电带
注意事1
取上工位传下来的主机检查应有前面工位的测试记号;依次进行蓝牙测试(确认不能搜不到蓝牙、打不开蓝牙)、WIFI测试(搜索以实际产线命名的WIFI热点,确认其信号强度>-80dbm,如C车间8线,应查找SSID为“C08U”的热点,并查看其“Level ”数值>-80dbm)、
20、WIFI 测试
21、GPS 测试
22、充电测试
23、检查测试结果
电流范围:
0.3A-0.8A
电压:5V
图三
22、蓝牙测试
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
1.当屏幕显示FAIL时,重新测试。若多次测试不过需截出,不合格品截出用美纹纸
标示并记录于《生产工序检验记录表》;更改内容更改日期更改人制作荣军山5
合格品在状态标贴第“7”栏里做好记号后传入下工位,不合格品截出用美纹纸标示且记录于《生产工序检验记录表》。
回声测试仪器
物料/辅料2取上工位传下的主机,插入测试卡检查是否能正常识别测试卡。按图中的RUN
运行键开始(RF2工位F1停止,F2运
行,RF1工位方向左键停止,方向右键
运行),将以呼叫上手机放置在耦合天
线固定位置处,(连接后主机应有铃声响,
静电带
手套
测试卡
不良标贴
工序
标准产能160 台/H 客户型号3不能有沙,杂,小,颤等不良现象、LCD上方的信号棒应大于3格)。按接听键当屏幕显示PASS(图三)后取下手机
将嘴巴对准主机的麦克处喊1、2、3,
用耳朵贴近听筒处听声音应有1、2、3声音发出,不能有振音、杂音、无回声等不良现象;笔/生产工序检
验记录表
产品名称
WBW5886FY
作业內容
工具/工装
工序编号操作描述
T-07 回声测试
注意事IQ4412 Quad
4测试完后按挂机键应能挂断通话,正常关机后去掉测试卡;当手机注册不上时按STOP停止键,重新按RUN运行键呼叫。当屏幕显示FAIL时,重新测试。若多次测试不过截出。
1
点击桌面RF_TEST_DEMO快捷方式图标,进入图一界面,点击界面中图标 当如下指示显像变为绿色(图二)。系统初始化完毕
22 of 30
版本号v1.00节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
图二
图三
图一
1.对MIC 喊1、2、3听听筒处应有1、2、3的声音发出无振音、杂音、无回声等不良现象
2.按挂机键结束通话
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
1、测试确认声音时,只可单台作业,严禁两台或以上同时检验;
更改内容更改日期更改人制作荣军山注意事物料/辅料2参考右图顺序依次进入音乐播放器、视频播放器;检查进行音乐和视频播放时应无杂音、声音失真、图像模糊、不流畅等异常现象;
电脑/数据线3
合格品在状态标贴第 “7”栏里做好记
号,面壳面朝下放入下工位,不合格品用美纹胶纸注明并将不良现象记录于《生产工序检验记录表》;
笔/生产工序检验记录表4
拿MMI(四)工位主机剩余电量小于50%主机,连接充电器充电直至电池电量大于50%为OK。并将充电主机从外检一工位重新投入测试。
旅充
1取上工位的传下来的主机*4放于台面,检查是否有前面工位测试记号,长按开机键正常开机;静电带手套不良标贴
工序
作业內容
工具/工装
工序编号操作描述
T-08 多媒体测试/充电
节拍时间
22.5 秒
文件编号
页码
23 of 30
ZEG-WBW5886FY-A01
标准产能160 台/H 客户型号IQ4412 Quad
WBW5886FY
版本号v1.01产品名称
1、在待机界面进入主菜单,然后点击进入“Music”
2、点击“Songs"进入歌曲选项
4、歌曲播放OK 后,返回到主菜单界面,点击“Gallery”进入
6、检查视频播放效果
3、选择其中的一首歌曲进行播放
5、在“Albums ”里选择视频文件进行播放
剩余电量不足充电示意图
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
更改内容更改日期更改人制作荣军山3
合格品在状态标贴第 “8”栏里做好记
号,面壳面朝上放入下工位,不合格品用美纹胶纸注明并将不良现象记录于《生产工序检验记录表》;
笔/生产工序检验记录表产品名称
WBW5886FY
标准产能160 台/H 客户型号1
取上工位的传下来的主机*4放于台面,检查是否有前面工位测试记号;
静电带手套不良标贴
IQ4412 Quad
版本号v1.00工序编号操作描述
T-09 出厂设置
节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
24 of 30
工序
作业內容
工具/工装
物料/辅料注意事2
依次按右图的测试流程依次进行恢复出厂设置(检查不能出现恢复出厂设置失败等异常);待手机自动恢复出厂设置开机后再按正常流程关机。
3、依次点击“确
定”→手机自动关机恢复出厂设置
2、点击“恢复出厂设置”
1、确认OK 后,返回主菜单界面,点击“拨号”输入*#8702#
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称物料编码数量TP保护膜
351600749
1
更改内容更改日期更改人制作荣军山2TP面朝下传主机于下一工位;
笔/手套/状态
标贴
1取上工位传下来的主机撕掉原有保护膜,取1PCS TP保护膜贴于主机TP屏上,须贴平整不可有气泡;静电带静电布酒精
v1.00工序编号操作描述
T-10 贴保护膜
节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
25 of 30
产品名称
版本号160 台/H 客户型号IQ4412 Quad
WBW5886FY
标准产能注意事工序
作业內容
工具/工装
物料/辅料
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
主标贴
420903246
1
1、写IMEI号工具必须要跟线技术员进行设置;
2、此项目WIFI地址需要写入关联WIFI地址; 更改内容更改日期更改人制作荣军山IQ4412 Quad
作业內容工具/工装
物料/辅料WBW5886FY
标准产能160 台/H 客户型号注意事3将写IMEI号线正确插入主机I/O口并装上电池手机会自动开机,程序将开始自
动写入一个IMEI号,待IMEI程序上显
示绿色PASS,最后拔掉写IMEI号线并长按关机键根据提示关机。
笔/生产工序检
验记录表
4
取主标贴*1贴于B壳上(如图所示),检查主标贴、防伪标贴无偏斜、翘起脱落等不良,无不良后将主机传给下一工位。
镊子
2取上工位流下主机,检查主标贴有无划伤、破损不良等不良,检查OK后装上工
装;用扫描枪对准主标贴的IMEI号条码,启动开关听到“哆”的一声响后表成扫描成功,
手套/状态标贴26 of 30
版本号v1.00工序编号操作描述
T-11 写IEMI号/贴主标贴
节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
产品名称
工序
1
双击计算机图标“WBW5886FY ”打开写IMEI程序,(此步骤只重新启动程序时做,程序的配置由跟进技术员进行设置,需要关联WIFI地址)。
静电带
注意此主标贴不要盖住四周的孔位,如图示.
双击桌面图标
2、确定选项配置OK 后扫描主标贴按卡一卡二顺序
3、等待手机写入
4、写入IMEI 完成
1、此项目需写入指定WIFI 地址
注意:设为写入一个IMEI 号
5、主标贴图
主标贴
生产日期
日+月+年(注意:此日期打印20130311以后的实际生产日期,并且IMEI 彩盒标贴上的日期与此相同)
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
IMEI彩盒标贴4209026451
防水标贴
4209006501
更改内容更改日期更改人制作荣军山v1.02工序编号操作描述
T-12 打印四联
节拍时间
22.5 秒
4
用扫描仪分别对准主标贴条形码扫描,启动开关听到“哆”的一声响后,证明扫描成功;打印机打印口将产生一张IMEI彩盒标贴,将IMEI彩盒标贴撕下检查打印效果合格后放入彩盒中,检查不合格的则需重新打印;
1双击电脑“SCAN”图标打开扫描程序,点击扫描管理从下拉菜单中选择“外销扫描”,依次在选择机型下拉菜单中需要根据客户出货不同而选择不同,机型上方内部机型须根客户出货地点而定,如发往俄罗斯使用IQ4412QUAD这个机型,内部机型为“5886FY+俄罗斯”;静电带
2如发往乌克兰使用KIQ4412QUAD这个机
型,内部机型为“ 5886FY+乌克兰”,如发往格鲁吉亚使用GIQ4412QUAD
这个机型,内部机型为“5886FY+格鲁
吉亚”,颜色下拉菜单中选择“对应颜色”,版本号下拉菜单中选择“以产线软件对照表为准”。
电脑/打印机/
扫描枪
27 of 30
工序
作业內容
工具/工装
物料/辅料ZEG-WBW5886FY-A01
页码
IQ4412 Quad
5
取防水标贴*1贴于B壳上(如图所
示),注意不可遮挡住闪光灯,不可贴歪;所有工序完成并自检OK后传主机于配套的IMEI标贴于下工位。
镊子
笔/生产工序检
验记录表
2.5886FY发往乌克兰使用KIQ4412QUAD这个机型内部机处显示 5886FY+乌克兰
3.5886FY发往格鲁吉亚使用GIQ4412QUAD这个机型内部机处显示 5886FY+格鲁吉亚 1.5886FY发往俄罗斯使用IQ4412QUAD这个机型内部机处显示 5886FY+俄罗斯
注意
事3取上工位传下的主机,检查主机无漏贴
主标贴,保护膜等,否则截出做好标示
隔离;
版本号产品名称
WBW5886FY
标准产能160 台/H 客户型号文件编号
四联打印机与条码扫描枪
图一、彩盒标贴打印格式图
生产日期
日+月+年(此日期打印
20130311以后的实际生产日期,并且与主标贴上的日期相同)
SN 序列号说明: R 代表出俄罗斯,K 代表出乌克兰,G 代表出格鲁吉亚
防水标贴
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
防拆标贴
4209001651
更改内容更改日期更改人制作荣军山物料/辅料IQ4412 Quad
注意事4取核对IMEI号OK的主机放于台面,取针头以防拆标贴*1贴于如图所示螺钉孔上, 传主机于下一个工位;
针头
工序
2取上工位传下的主机将IMEI号线插头插入主机I/O接口;再用扫描枪对主标贴上的IMEI号进行扫描,听到“嘀”的一声,装上工装电池程序将自动进行核对IMEI号;
3如果核对正确,程序窗口的提示区域将显示“绿色的PASS”,否则为不良品,将其截出并做好标示隔离。最后拔掉写IMEI号线。
手套/状态标贴1用鼠标双击电脑图标 “
WBW5886FY.exe”打开核对IMEI程序(此步骤只重新启动程序时做)。
静电带
作业內容工具/工装
v1.00工序编号操作描述
T-13 核对IMEI号/贴防拆标贴
节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
28 of 30
产品名称
版本号WBW5886FY
标准产能160 台/H 客户型号2、确定选项配置OK 后扫描网主标贴按卡一卡二顺序3、核对IMEI
4、核对完成
1、双击桌面图标
2、设置检查模式并初始化
3、输入核对IMEI 号
4、IMEI 号核对成
防拆标贴
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称物料编码数量电池盖
A-14加工品
1
更改内容更改日期更改人制作张春宇注
意事1、一次只能给一部主机,防止弄错IMEI标贴;2、合电池盖之前必须拉出SIM卡胶塞;2
取加工好的电池盖*1检查应无刮花等不良后扣于主机上,压电池盖边缘扣好各扣位(如图一);(先扣四个角处的扣位),装好SIM卡胶塞;
3
传主机与配套的IMEI标贴于下一工位;
工序
作业內容
工具/工装
物料/辅料1
取上工位的传下来的主机放于台面,检查螺钉应打紧到位、无生锈等不良,同轴线固定到位;检查整机壳体外观应无明显刮花、掉漆、污渍、将可擦除脏污用棉布清除. LCD面应无明显灰尘、毛刺;
产品名称
WBW5886FY
标准产能160 台/H 客户型号IQ4412 Quad
版本号v1.00工序编号操作描述
T-14 盖电池盖
节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
29 of 30
图一
装好SIM 卡胶塞
标准作业指导书
(STANDARD OPERATION PROCEDURE)
名称
物料编码
数量
主机塑料袋4109261541
更改内容更改日期更改人制作张春宇注意事3
装主机于成品周转箱内(主机胶袋口朝上)(如图四);
1
取上工位传下来的主机与IMEI标贴放于台面,检查电池盖与面壳装配间隙参考《金立手机外观检验标准》,检查侧键手感是否良好,外观应无掉漆刮花等不良,装好SIM卡胶塞;检查主机应为关机状态;
2取与主机配套的四联标贴放于电池盖上(如图二),取主机塑料袋打开胶袋口,装主机*1于胶袋内(听筒端朝胶袋口,电池盖朝胶袋有丝印一面)(如图三);
工序
作业內容
工具/工装
物料/辅料客户型号IQ4412 Quad
版本号v1.00工序编号操作描述
T-15 外检/主机入胶袋
节拍时间
22.5 秒
文件编号
ZEG-WBW5886FY-A01
页码
30 of 30
产品名称
WBW5886FY
标准产能160 台/H 图二
图四
听筒端
图一
检查侧按键手感是否良好