DMG 的MILLTAP700钻孔攻丝机即将登陆中国

DMG 的MILLTAP700钻孔攻丝机即将登陆中国
兰生客服中心
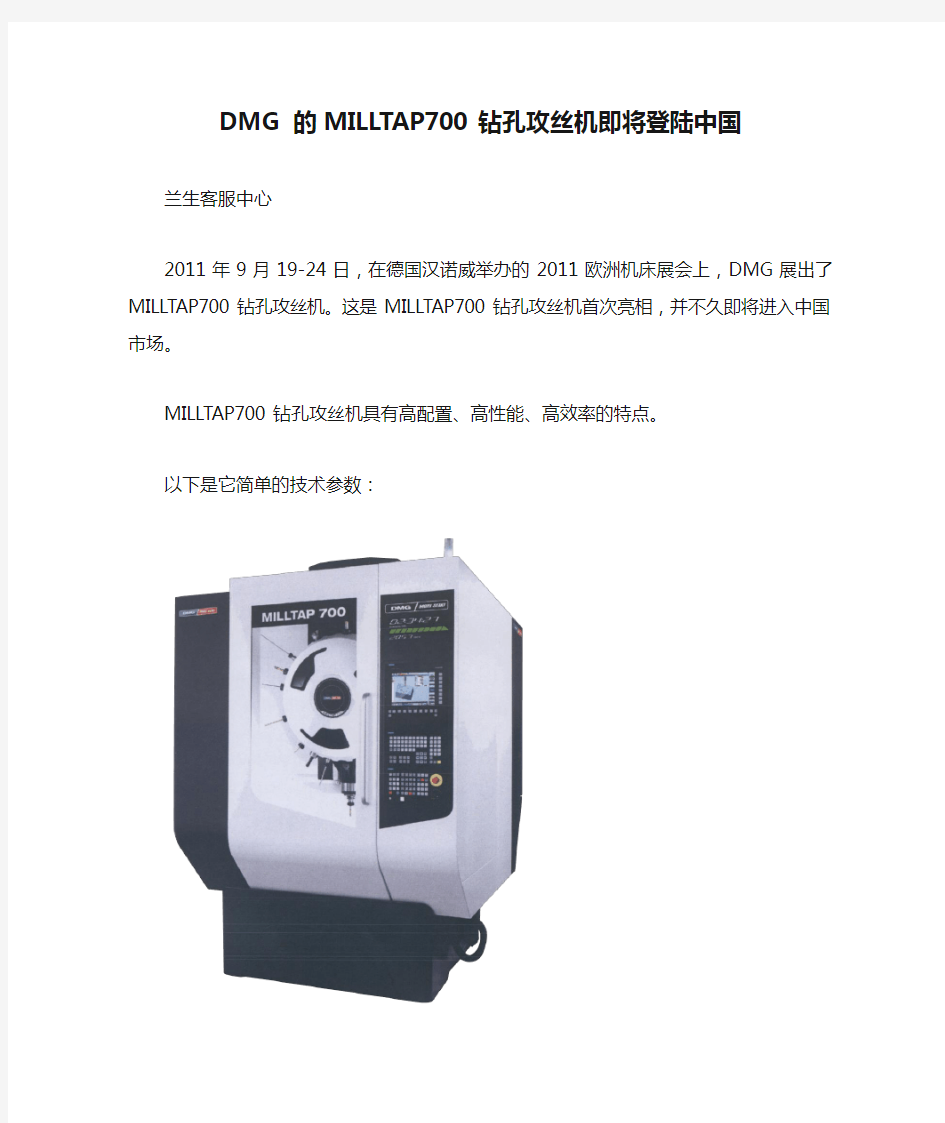
2011年9月19-24日,在德国汉诺威举办的2011欧洲机床展会上,DMG展出了MILLTAP700钻孔攻丝机。这是MILLTAP700钻孔攻丝机首次亮相,并不久即将进入中国市场。
MILLTAP700钻孔攻丝机具有高配置、高性能、高效率的特点。
以下是它简单的技术参数:
技术参数:
控制系统:西门子840D
三轴行程:700/420/380mm
快移速度:60m/min
换刀时间:1.1s
刀库容量:15把(可选配25把)
主轴转速:BT30 10000rpm(可选配24000rpm)外观尺寸:1650*2340*2500mm
自动钻孔攻丝机床的PLC控制
自动钻孔攻丝机床的PLC控制 两工位钻孔、攻丝组合机床,能自动完成工件的钻孔和攻丝加工,自动化程度高,生产效率高。两工位钻孔、攻丝组合机床如图7-32所示。 图7-32 两工位钻孔、攻丝组合机床示意图 机床主要由床身、移动工作台、夹具、钻孔滑台、钻孔动力头、攻丝滑台、攻丝动力头、滑台移动控制凸轮和液压系统等组成。 移动工作台和夹具用以完成工件的移动和夹紧,实现自动加工。钻孔滑台和钻孔动力头,用以实现钻孔加工量的调整和钻孔加工。攻丝滑台和攻丝动力头,用以实现攻丝加工量的调整和攻丝加工。工作台的移动(左移、右移),夹具的夹紧、放松,钻孔滑台和攻丝滑台的移动(前移、后移),均由液压系统控制。其中两个滑台移动的液压系统由滑台移动控制凸轮来控制,工作台的移动和夹具的夹紧与放松由电磁阀控制。 根据设计要求,工作台的移动和滑台的移动应严格按规定的时序同步进行,两种运动密切配合,以提高生产效率。 1. 控制要求 系统通电,自动起动液压泵电动机M1。若机床各部分在原位(工作台在钻孔工位SQ1动作,钻孔滑台在原位SQ2动作,攻丝滑台在原位SQ3动作),并且液压系统压力正常,压力继电器PV动作,原位指示灯HL1亮。 将工件放在工作台上,按下起动按钮SB,夹紧电磁阀YV1得电,液压系统控制夹具将工件夹紧,与此同时控制凸轮电动机M2得电运转。当夹紧限位SQ4动作后,表明工件已被夹紧。 起动钻孔动力头电动机M3,且由于凸轮电动机M2运转,控制凸轮控制相应的液压阀使钻孔滑台前移,进行钻孔加工。当钻孔滑台到达终点时,钻孔滑台自动后退,到原位时停,M3同时停止。 等到钻孔滑台回到原位后,工作台右移电磁阀YV2得电,液压系统使工作台右移,当工作台到攻丝工位时,限位开关SQ6动作,工作台停止。起动攻丝动力头电机M4正转,攻丝滑台开始前移,进行攻丝加工,当攻丝滑台到终点时(终点限位SQ7动作),制动电磁铁DL得电,攻丝动力头制动,0.3s后攻丝动
双面钻孔组合机床DOC
摘要 组合机床及其自动线是集机电于一体的综合自动化程度较高的制造技术和成套工艺装备。它的特征是高效、高质、经济实用,因而被广泛应用于工程机械、交通、能源、军工、轻工、家电等行业。我国传统的组合机床及组合机床自动线主要采用机、电、气、液压控制,它的加工对象主要是生产批量比较大的大中型箱体类和轴类零件,完成钻孔、扩孔、铰孔,加工各种螺纹、镗孔、车端面和凸台,在孔内镗各种形状槽,以及铣削平面和成形面等。随着技术的不断进步,一种新型的组合机床——柔性组合机床越来越受到人们的青睐,它应用多位主轴箱、可换主轴箱、编码随行夹具和刀具的自动更换,配以可编程序控制器(PLC)、数字控制(NC)等,能任意改变工作循环控制和驱动系统,并能灵活适应多品种加工的可调可变的组合机床。 本文对可编程序控制器(PLC)应用于双面钻孔组合机床电气控制系统的设计思想作了介绍。对系统的硬件组成和软件设计作了较为详细的阐述。 关键词:可编程控制器(PLC),组合机床,步进梯形指令(STL),动力滑台。
Abstract Combination machine tools and automatic line is a comprehensive collection and integration of high degree of automation in the manufacturing technology and process equipment packages. It is characterized by highly efficient, high quality, economical and practical, they have been widely used for mechanical engineering, communications, energy, industry, light industry, and home electrical appliances industry. Our traditional combination machine tools and machine tool portfolio automatically routes primarily use machines, electricity, gas, hydraulic control, and its processing is targeted at the production lot larger-and medium-bold type and Zhou Lei parts and complete drilling, reaming, cut Kong, the processing of thread, boring, cars carry noodles and protrude Taiwan in Conedera smooth-bore various shapes shafts and horizontal Xianxiao and shape face. As technology advances, a new portfolio of machine tools -- soft combination machine tools increasingly been favored, it applied a line box, convertible main boxes, coding and cutlery accompanying jig automatic replacement, coupled with programmable controller (PLC), numerical control (NC), to
丝锥钻孔攻丝全部讲解
第一章国标螺纹的一般知识 一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24*1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二. 米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距
3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三. 用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。 2.用螺纹密封的管螺纹内螺纹有圆锥、圆柱两种形式。外螺纹只有圆锥一种形式。牙型如下:锥度1:16,牙形角55°,旧螺纹标准示例:ZG3/8; 3.标记示例: 圆锥内螺纹Rc 3/8 圆柱内螺纹Rp3/8 圆锥外螺纹R3/8 当螺纹为左旋螺纹时Rc 3/8-LH(LH表示左旋螺纹) 常用螺纹(标记:Rc 3/8、Rp3/8、R3/8)的基本尺寸: 表2
攻丝钻孔直径大全
螺纹 第一章国标螺纹的一般知识 一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24× 1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二.米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距
3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。 2.用螺纹密封的管螺纹内螺纹有圆锥、圆柱两种形式。外螺纹只有圆锥一种形式。牙型如下:锥度1:16,牙形角55°,旧螺纹标准示例:ZG3/8; 3.标记示例: 圆锥内螺纹Rc 3/8 圆柱内螺纹Rp3/8 圆锥外螺纹R3/8 当螺纹为左旋螺纹时Rc 3/8-LH(LH表示左旋螺纹) 常用螺纹(标记:Rc 3/8、Rp3/8、R3/8)的基本尺寸: 表2 4.GB 7306规定的标记方法与ISO7/1的规定是一样的。在ISO 7/1作出统一之前,各国的标记方法如下: 表3
犁刀变速齿轮箱体钻孔攻丝双工位组合机床(双侧4-M8)
摘要 本设计介绍了犁刀变速齿轮箱体多轴箱的设计,其中包含了零件加工工艺的确定,设计中首先要了解工件的加工工艺路线及工序的计算,确定攻螺纹主轴的直径,初步选用电机型号及机床各部分部件。编制三图一卡(被加工零件工序图,加工示意图,机床联系尺寸图,机床生产率计算卡)。在多轴箱设计中,确定传动系统,计算主轴坐标,传动部件的校核及主轴箱的总图绘制。 本设计将钻孔、攻丝两工艺结合为一体,降低了机器成本,而且节省了加工时间,提高了工作生产效率。 关键词:齿轮箱体组合机床总体设计攻丝多轴箱
Abstract The design on the Lidao Biansuchilun Box axlebox more than the design, which includes parts of the processing technology of identification, design is first necessary to understand the workpiece in the processing line and process of calculation to determine Tapping the spindle diameter, the initial choice of motor Model and some parts of the machine. Figure 1 of the three cards (the processing parts process map, diagram processing, machine tools Contact size map, machine tool productivity calculation card). In multi-axle box design, drive system established to calculate coordinates spindle, transmission parts of the spindle box and check the total mapping. This design will be drilling, tapping combination of the two as one and reduce the cost of machinery, processing and save time, improve the work efficiency of production. Key words:Gear Box The Combination of Machine Tools Design multi-axle Box Tapping
钻床工安全操作规程要点
钻床工安全操作规程 1、工作前对所用的钻床和工、卡具进行全面检查,确认无误方可操作。 2、工件夹装必须牢固可靠。钻小件时,应用工具夹持,不准用手拿着钻。工作中严禁戴手套。 3、使用自动走刀时,要选好进给速度,调整好行程限位块。手动进刀时,一般按照逐渐增压和逐渐减压原则进行,以免用刀过猛造成事故。 4、钻头上绕有长铁屑时,要停车清除。禁止用嘴吹、用手拉,要用刷子或铁钩清除。 5、精绞深孔时,拔取圆器和稍棒;不可用力过猛,以免手撞在刀具上。 6、不准在旋转的刀具上,翻转、卡压或测量工件。手不准触摸旋转的刀具。 7、使用摇臂钻时,横臂回转范围内不准有障碍物。工作前,横臂必须卡紧。 8、横臂和工作台上不准有浮放物件。 9、工作结束时,将横臂降到最低位置,主轴箱靠近立柱,并且都要卡紧。
机修钳工安全操作规程 1、工作开始前,先检查电源、气源是否断开。如果机器与动力线未切断时,禁止工作。必要时在开关处挂“不准合闸”、“不准开气”的警示牌。 2、在装拆侧面机件时,如齿轮箱的箱盖应先拆下部螺丝,装配时应先紧上部螺丝;重心不平衡的机件拆卸时,应先拆离重心远的螺丝,装时先装离重心近的螺丝;装拆弹簧时,应注意弹簧崩出伤人。 3、拆卸下来的零件,应尽量放在一起,并按规定安放,不要乱丢乱放。 4、用人力移动机件时,人员要妥善配备。工作时动作要一致。抬轴杆、螺杆管子和大梁时,必须同肩要稳起、稳放、稳步前进。搬动机床或吊运大型、重型机件,应严格遵守起重工、搬运工的安全操作规程。 5、铲刮设备或机床导轨面时,工件底部要垫平稳。用千斤顶时,下面要垫枕木,以保安全。 6、刮研操作时,被刮工件必须稳固,不得串动,校准工具必须装有固定拿手环或吊环,较大和较重的校准工具不准一人搬动;两人以上做同一工件时,必须注意刮刀方向,不准对人操作;搬动工件和校准工具时,要统一行动,统一步调,往复研合时,手指不准伸向吻合错动面或有危险的地方。 7、使用工具时,应按钳工常用工具安全操作规程正确操作。使用设备时,应严格遵守该处略去的操作规程。 8、工作地点要保持清洁,油液污水不得流地上,以防滑倒伤人。 9、清洗零件时,严禁吸烟、打火或进行明火作业。不准用汽油清洗零件、擦洗设备或地面。废油要倒在指定容器内,定期回收,不准倒入下水道。 10、机器设备上的安全防护装置未安装好之前,不准试车,不准移交生产。 11、遵守“一般钳工”安全规程。
信捷全自动钻孔攻丝机控制系统
信捷全自动钻孔攻丝机控制系统 攻丝钻孔机的机械传动采用直线导轨和滚珠丝杆,夹紧液压,四轴同时工作,工件安装完成后,一次性加工完毕,是人工打孔的2到4倍,可一人操作多台设备,并降低了工人的劳动强度。旋转工作台和夹具用来完成工件的移动和夹紧,实现自动加工。钻孔滑台和孔动力头,用以实现钻孔加工量的调整和钻孔加工。攻丝滑台和攻丝动力头,用以实现攻丝加工量的调整和攻丝加工。工作台的移动,夹具的夹紧、放松,钻孔滑台和攻丝滑台的移动,均由液压系统控制。其中工作台的移动和夹具的夹紧与放松由电磁阀控制。 系统配置 系统拓扑
工艺简介
上料过程 在上料过程中,控制8个气缸动作,最终的目的是将十字料送到转盘上。 转盘动作 转盘下方装有6个定位传感器,使设备知道他在哪个工位。每执行一个动作,转盘就要转动一次。 倒角,打孔,攻丝 只要物料到达它指定的位置,他就执行它所要执行的动作。 下料旋转 物料一边执行完成之后,另一边也要执行,所以就要执行物料旋转。之后继续执行倒角,攻丝,打孔动作。 下料流程 物料处理好之后,就要进行下料。 核心 六个工位在执行的过程中,上料,下料旋转,下料,倒角,攻丝,打孔,都要配合使用,不浪费一点点时间,最终高效率至完成任务。 PLC优势 1、灵活性设计:整个系统中,拥有四种产品类型规格,在使用的过程中可以在触摸屏中灵活选择,给客户带来了很多方便。 2、可操作性好:直接在触摸屏上点击按钮执行所需要工作,提高工作效率,实现钻孔攻丝系统的自动化;以及可以灵活的设置参数,供客户设计自己的产品规格。 3、可靠性好:系统中采用信捷先进的XC系列PLC,实现定量控制算法、同时,通过设置多个定时器和重量参数,从而可以最大限度调整下料过程,以适应各种场合的需要,并且每一个定时器和参数都可以调整;产品的稳定性可以使设备长期稳定的运行。 4、结构紧凑,体积小,重量轻,易于实现机电一体化。 5、PLC控制系统设计,安装,调试方便,由于软件编程取代了硬件接线实现控制功能,使安装工作量大大减小,设计人员只需要一台PLC就可以进行控制
PLC在两工位钻孔攻丝组合机床的应用
毕业论文(设计) PLC在两工位钻孔攻丝组合机床的应用 目录 摘要.................................................................................I 第一章前言 (1) 1.1研究目的和意义 (1) 1.2国外研究现状 (2) 1.3研究容和方法 (3) 第二章 PLC在组合机床中的应用 (4) 2.1 组合机床的简介 (4) 2.2 可编程控制器的简介 (5) 2.3 PLC的简介……………………………………………………………………第三章两工位钻孔攻丝组合机床的设计…………………………………………… 3.1 两工位钻孔攻丝组合机床示意图…………………………………………… 3.2 两工位钻孔攻丝组合机床的控制要求……………………………………… 3.3 I/O分配……………………………………………………………………… 3.4 硬件接线图设计……………………………………………………………… 3.5 软件系统设计…………………………………………………………………第四章结论和建议……………………………………………………………………总结………………………………………………………………………………………致谢………………………………………………………………………………………参考文献…………………………………………………………………………………附录………………………………………………………………………………………
摘要 正文: 本课题主要研究的是用PLC控制两工位钻孔攻丝组合机床的运作。两工位钻孔攻丝组合机床经系统通电后能自动完成工件的钻孔和攻丝加工,该机床主要由床身、移动工作台、夹具、钻孔滑台、钻孔动力头、攻丝滑台、攻丝动力头、滑台移动控制凸轮和液压系统组成。工作台的移动包括左移和右移以及夹具的动作包括夹紧和放松,钻孔滑台的移动包括前移和后移,都由液压系统执行,其中钻孔滑台和攻丝滑台的移动是通过控制凸轮来控制滑台移动液压系统的液压阀实现的,电气系统不参与。只需启动控制凸轮电机即可。该系统通过PLC的控制,工作台和滑台的移动将严格的按规定的时序同步进行,使两种运动密切配合,生产效率大大提高。 关键词:组合机床,PLC控制,软件设计,调试
攻丝机操作规程及保养
攻丝机操作规程及保养 一、操作规程 1.操作人员经考试合格取得操作证,方可进行操作,操作者应熟悉本机的性能、结构等, 2.工作前按照设备点检卡的要求进行检查,按润滑图标注油。 3.将手柄调到工作位置。将主轴套上的过载保护装置的调整螺母松开,开动机床后再逐渐拧紧调整螺母,直至主轴不再停转为止。 4.根据攻丝深度调整行程控制装置。中小工件要用压板压紧或用虎钳夹牢。 5.将主轴调至攻丝位置,逆时针主轴手柄,将丝锥对准螺纹低孔攻丝,攻丝结束应反转退回。 6.发现机床产生异常现象应立即停机。 7.工作后清扫设备,拉开电源开关,并将各操纵手柄(开关)置于空档(零位),并涂油防锈,填写交接班记录。 二、日常保养 1.班前保养: 1.1检查油池、油位、油标是否符合规定标准,若不符合应及时补油。 1.2检查按钮是否灵活,有无卡阻。 1.3检查电机接地线是否松动、脱落或损坏,若有松动应紧固,脱落或损坏应通知维修人员进行处理。 1.4检查安全防护装置是否完整可靠。 1.5检查各手柄是否灵活。 1.6紧固松动的各部位螺母。
2.班中保养: 2.1启动液压泵,检查液压泵作用是否良好,各密封部位和管路有无堵塞和泄漏。 2.2检查限位开关作用是否良好,碰块定位是否正常。 2.3要随时注意各运转部件温升和声响是否正常。 3.班后保养: 3.1将操纵手柄置于空档位置,关闭油泵,切断电源。 3.2清扫工作台,擦拭设备。 3.3整理工作场地,将工作堆码整齐。 3.4填写设备运转记录。 三、定期保养 1.擦拭机床外表、罩盖,达到清洁、无锈蚀、油污、“黄袍”。 2.检查补充螺钉、螺母、手柄、油杯等。 3.擦拭移动机构的传动丝杠,要求干净无污。 4.清洗油线、油毡、过滤器、冷却泵,要求油路畅通、无泄漏。检查油质、油量、油位是否符合要求。 5.擦拭电机、电容箱,检查接地是否安全可靠。
【打孔与攻丝标准】 钻孔攻丝标准
【打孔与攻丝标准】钻孔攻丝标准 打孔与攻丝标准 M1--M10 X0.83=钻孔直径; M12--M20 X0.86= 钻孔直径 M22--M30 X0.87=钻孔直径; M32--M40 X0.88=钻孔直径 M42--M48 X0.89=钻孔直径; M50--M68 X0.90=钻孔直径打得孔一般 比丝锥攻丝的规格小0.3到0.5MM 螺纹规格螺纹标准 牙距螺纹底孔直径 M2 标准 0.40 1.60 细牙 0.25 1.75 M2.5 标准 0.45 2.10 细牙 0.35 2.20 M2.6 标 准 0.45 2.20 细牙 0.35 2.25 M3 标准 0.50 2.60 细牙 0.35 2.70 M3.5 标准 0.60 3.00 细牙 0.35 3.20 M4 标准 0.70 3.40 细牙 0.50 3.60 M5 标准 0.80 4.20 细牙 0.50 4.60 M6 标准 1.00 5.10 细 牙 0.75 5.30 M8 标准 1.25 6.80 细牙 1 1.00 7.10 细牙 2 0.75 7.30 M10 标准 1.50 8.60 细牙 1 1.25 8.90 细牙 2 1.00 9.10 细牙 3 0.75 9.30 M12 标准 1.75 10.40 细牙 1 1.50 10.60 细牙 2 1.25 10.90 细牙 3 1.00 11.10 M14 标准 2.00 12.20 细牙 1 1.50 12.60 细牙 2 1.00 1 3.10 M16 标准 2.00 1 4.20 细 牙 1 1.50 14.60 细牙 2 1.00 15.10 M18 标准 2.50 15.70 细牙 1 2.00 16.20 细牙 2 1.50 16.60 细牙
基于PLC的两工位钻孔攻丝组合机床控制系统设计
基于P L C的两工位钻孔攻丝组合机床控制系统设计 Prepared on 24 November 2020
基于PLC的两工位钻孔攻丝组合机床控制系统设计 摘要 随着机床行业和控制技术的不断发展与进步,根据生产的实际需要,机床的升级改造已成为一种新兴的行业。通过对现有机床的全部或局部结构进行改造,来提高机床的各项技术指标,对于实现资源的合理利用和促进经济增长起到重要的作用。 本课题主要研究的是采用P LC控制两工位钻孔攻丝组合机床的动作。两工位钻孔攻丝组合机床通电后能自动完成工件的钻孔和攻丝加工。在传统的控制系统的设备中,通常采用的是继电器控制,这种控制系统可靠性低,而采用P LC进行控制改造后,系统可靠性明显提高。 本次设计的重点在于控制系统的硬件设计,根据工艺要求选择了控制系统所需要的电气元件,绘出电力拖动系统的主回路电路图、PLC的外部接线图。论文根据机床的加工要求设计了P LC控制的程序,以及对机床的调试进行了简要的概括。 关键词: P LC控制程序设计调试组合机床 The Design Of The Control System Of two worktables drilling tapping combination machine Based On The PLC ABSTRACT Along with the development of machine tool industry and technology continues to progress according to the actual needs of the production machine ,upgrading has become a new growth industry based on the existing machine tools in whole or in part the structure upgrades to improve machine tool technology index. To achieve rational use of resources and promote economic growth pl ays an important role in. This topic main research is to use P LC to control two worktables drilling tapping modular machine tool operation. Two worktables drilling tapping modular machine tool by the s ystem can automaticall y complete the workpiece. In the control s ystem of the traditional is commonl y used in the relay control, and this control
卧式攻丝机操作工安全操作规程
卧式攻丝机操作工安全操作规程 1范围 本标准规定了卧式攻丝机操作工的安全操作规程要求、操作方法和规则。 本标准适用于卧式攻丝机操作工作业安全技术操作。 2规范性引用文件 《机械加工设备一般安全要求》(GB12266-90) 《金属切削机床安全防护通用技术条件》(GB15760-1995) 3规程要求 3.1卧式攻丝机操作工必须具备基本的电气知识,熟悉所使用设备的安全操作方法与设备构造、性能和维护方法,凭考核合格后上岗作业。 3.2非本工种人员不得随便操作。 3.3熟悉工种危险源(或危害因素)。 3.4危险源(或危害因素)分析 3.4.1物体打击 吊装零件时,起吊不稳至零件掉落伤人。 3.4.2触电 3.4.2.1人体直接接触到设备带电部位、电源等造成触电。 3.4.2.2设备漏电、设备因过载、短路、绝缘老化等引起电气火灾、触电等。 3.4.3其他伤害 违章作业造成人员伤害等。 4操作方法 4.1工作服必须经常保持清洁和完好,禁止围围巾,切削时要戴好防护眼镜等劳保用品,加工过程中禁止戴手套,超过颈根的长发应挽在帽子里。 4.2 经常整理自己的工作区域,搬走工作中不需要的东西,所有现场物品定置摆放。 4.3开机前必须认真检查设备的各部位状态,确保处在合理位置,发现故障应及时修理,严禁带病作业。 4.4开机前必须按润滑图表的要求,认真做好设备的加油润滑工作。工件、刀具的装夹必须牢固可靠不得有松动现象。 4.5检查操作手柄、开关、旋钮、夹具机构、液压活塞的联结是否处在正确位置,操作是否灵活,安全装置是否齐全、可靠。 4.6检查机床各轴有效运行范围内是否有障碍物。调试攻丝机所攻丝的丝锥大小与深度符合要求的尺寸后再开始作业。防止断丝锥。 4.7更换丝锥时,必须先停机,经确认后才能更换。 4.8主轴转动,移动时,严禁用手触摸主轴及安装在主轴端部的刀具。 4.9机床运行中出现异常现象及响声,应立即停机,查明原因,及时处理。
螺丝攻牙钻孔径对照表
螺纹种类 依螺紋用途不同可分为: 1.国际公制标准螺纹(International Metric Thread System): 我国国家标准CNS采用之螺纹。牙顶为平面,易於车削,牙底则为圆弧形,以增加螺纹强度。螺纹角为60度,规格以M表示。公制螺纹可分粗牙及细牙二种。表示法如M8x1.25。(M:代号、8:公称直径、1.25:螺距)。 2.美国标准螺纹(American Standard Thread): 螺纹顶部与根部皆为平面,强度较佳。螺纹角亦为60度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(NC);细牙(NF);特细牙(NEF)三级。表示法如1/2-10NC。(1/2:外径;10:每寸牙数;NC 代号)。 3.统一标准螺纹(Unified Thread): 由美国、英国、加拿大三国共同制订,为目前常用之英制螺纹。螺纹角亦为60度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(UNC);细牙(UNF);特细牙(UNEF)。表示法如1/2-10UNC。(1/2:外径;10:每寸牙数;UNC代号) 4.V形螺纹(Sharp V Thread): 顶部与根部均成尖状,强度较弱,亦坏不常使用。螺纹角为60度。
5.惠式螺纹(Whitworth Thread): 英国国家标准采用之螺纹。螺纹角为55度,表示符号为”W”。适用於滚压法制造。表示法如W1/2-10。(1/2:外径;10:每寸牙数;W代号)。 6.圆螺纹(Knuckle Thread): 为德国DIN所定之标准螺纹。适用於灯泡、橡皮管之连接。表示符号为”Rd”。 7.管用螺纹(Pipe Thread): 为防止泄漏用的螺纹,经常用於气体或液体之管件连结。螺纹角
攻丝机的概念及分类分析
攻丝机的概念及分类分析 概念 攻丝机也叫攻牙机,是一种在机件壳体、设备端面、螺母、法兰盘等各种具有不同规格的通孔或盲孔的零件的孔的内侧面加工出内螺纹、螺丝或叫牙扣的机械加工设备。 分类 根据驱动动力源的不同,攻丝机可以分为手动攻丝机、气动攻丝机、电动攻丝机、机械式模内攻牙机和液压攻丝机等;根据攻丝机主轴数目不同,可分为单轴攻丝机、二轴攻丝机四轴攻丝机、六轴攻丝机、多轴攻丝机等;根据加工零件种类不同,攻丝机又可分为模内攻丝机、万能攻丝机、热打螺母攻丝机、法兰螺母攻丝机、圆螺母攻丝机、六角螺母攻丝机、盲孔螺母攻丝机、防盗螺母攻丝机等多种型号;根据攻丝机加工过程的自动化程度不同,攻丝机可分为全自动攻丝机、半自动攻丝机和手动攻丝机等;根据攻丝机攻牙时是否同时钻孔,攻丝机又分钻孔攻丝机、扩孔攻丝机、专用攻丝机等。全自动攻丝机自动化程度最高,工作时,只要把零件毛坯放入料斗中即可自动进料,自动定位,自动夹紧,自动攻牙、自动卸料,一个工人可以同时操作多台设备,生产效率高,可显著节约劳动力成本!优质攻丝机具有设计新颖、结构合理、简便易用、自动化程度高、使用方便、效率高、免维护、性价比极高等特点,优质的螺母攻丝机加工出的各种螺母螺纹光洁度高,成品合格率高。 攻丝机(8张)编辑本段气动攻丝机原理气动攻丝机采用压缩空气
驱动,安全快速高效;较小气压力和气量(0.3-0.8mpa),超大扭力输出;.能对各种钢材、铁、铜、铝、塑料等材料攻丝;筒夹带过载保护装置,丝攻损伤较少,螺牙精度高;操作简单轻便,完全不需要经验和力量;加工成本较使用CNC加工中心,铣床带攻丝器或手动攻丝低许多;较重的工作物不需要定位装置或移动,工作面积特大(半径100-2000mm范围内);定位迅速快和较高的切削速度,增加生产量;透孔或盲孔,丝攻均不致断裂、垂直、(万向)角度均能攻丝;加工范围大:(M3-M24)。产品,使用寿命的保证。气动攻丝机配有精密扭力筒夹,筒夹自身带有过载保护装置。扭力筒夹采用汽车离合器的原理,即便是盲孔,也不必担心会扭断丝攻,有效地对扭力的进行控制,保证丝锥不易扭断或损坏;螺牙精度达到7级或以上,透孔或盲孔攻丝时均不出现断牙、坏牙现象。 想要转载本站信息,请留下本站链接攻丝机https://www.360docs.net/doc/5e15626962.html,
机械机床毕业设计49攻丝组合机床——毕业设计说明书正文
第1章绪论 1.1 本课题的研究背景及意义 随着现代化工业技术的快速发展,特别是随着它在自动化领域内的快速发展,组合机床的研究已经成为当今机器制造界的一个重要方向,在现代工业运用中,大多数机器的设计和制造都是用机床大批量完成的。现代大型工业技术的飞速发展,降低了组合机床的实现成本,软件支持机制也使得实现变得更为简单,因此,研究组合机床的设计具有十分重要的理论意义和现实意义。 在工业高速发展的现代化浪潮中,各种机械设计和制造业中,组合机床的应用越来越广泛,越来越转化为生产力,从这个意义上讲,对组合机床的研究具有重要的现实意义。组合机床是根据工件加工需要,以通用部件为基础,配以少量专用部件组成的一种高效专用机床。组合机床是按系列化标准化设计的通用部件和按被加工零件的形状及加工工艺要求设计的专用部件组成的专用机床。由于通用部件已经标准化和系列化,可根据需要灵活配置,从而缩短了设计和制造的周期,因此,组合机床兼有低成本和高效率的优点,在大批、大量生产中得到了广泛的应用,并可用以组成自动生产线。 总体方案的设计主要包括制定工艺方案(确定零件在组合机床上完成工艺内容及加工方法,选择定位基准和夹紧部位,决定工步和刀具种类及其结构形式,选择切削用量等)、确定机床配置形式、制订影响机床总体布局和技术性能的主要部件的结构方案。总体方案的拟定是设计组合机床最关键的一步。方案制定得正确与否,将直接影响机床能否达到合同要求,保证加工精度和生产率,并且结构简单、成本较低和使用方便。对于同一加工内容,有各种不同的工艺方案和机床配置方案,在最后决定采用哪种方案时,必须对各种可行的方案作全面分析比较,根据工件的加工要求和特点,按一定的原则、结合组合机床常用工艺方法、充分考虑各种影响因素,并经技术经济分析后拟订出先进、合理、经济、可靠的工艺方案。 在组合机床诸多零件中,多轴箱和夹具与组合机床密切相关,是组合机床的重要组成部件。它是选用通用零件"按专用要求设计的,所以是组合机床设计过程中工作量较大的零部件,就多轴箱设计来说,工作量主要集中在传动系统的设计上,轴的设计必须保证各轴的转速、旋向、强度和刚度,而且应当考虑有无让刀,有无调位机构等。 夹具是组合机床的重要组成部件,是根据机床的工艺和结构方案的具体要求而专门设计的。它是用于实现被加工零件的准确定位,夹压,刀具的导向,以
钻孔组合机床设计
摘要 组合机床是以通用部件作为基础,配以按工件特定形状和加工工艺设计的专用主轴箱和夹具,组成的半自动或自动专用机床。 组合机床是一种专用高效自动化技术装备,目前,它是大批量机械产品实现 高效、高质量和经济性生产的关键装备,因而被广泛应用于许多工业生产领域。 在大批量生产的机械工业部门,大量采用的设备是组合机床。因此,组合机床及 其自动线的技术性能和综合自动化水平,在很大程度上决定了这些工业部门产品 的生产效率、产品质量和企业生产组织的结构,也在很大程度上决定了企业产品 的竞争力。矿车轮在矿山机械技术领域用途极为广泛。而本题目就包含了这两种 在机械领域都有着重要用途的设备。 矿车轮钻孔组合机床设计是一个复杂的毕业设计。该零件(矿车轮)结构复 杂,因此零件毛坯采用灰铸铁铸造成形,题目要求设计钻三个M10螺孔 的组合机床。组合机床设计过程复杂,需要查阅资料很多,所以在设计时尽量使 加工简单,但又不影响加工质量,同时使各工序尽量集中,发挥组合机床的优点, 同时使各种误差减小到最低限度。 关键词:组合机床、夹具、多轴箱、传动轴、三图一卡
一、绪论 1.1课题背景 1.1.1国内组合机床的发展现状 近年来,随着数控技术,电子技术,计算机技术的发展,组合机床的服务对象已经由过去的农用机械,载货汽车向以轿车工业为重点的转移,组合机床行业开展了针对轿车零件关键工艺研究开发的科研攻关,采取引进技术,合作生产和自行开发相结合;组合机床也由过去的刚性组合机床向具有一定柔性,可实现多品种加工方向的变化,先后开发了转塔组合机床,主轴移动式组合机床,自动更换主轴箱式组合机床,同时又应用数控技术发展了三坐标加工单元等数控组合机床,把纯刚性的设备变为具有一定柔性,可变可调的装备;组合机床的加工精度以过去多完成粗加工,半精加工向精加工方向转化。组合机床行业开发了针对汽车发动机五大件加工的关键工艺设备,使行业在精加工机床的品种上有了较大扩充,为提供成套设备创造了条件;组合机床制造技术由过去的以机加工为主的单机及自动化向综合成套方向转换,加强了相应配套技术与产品的研究开发,行业的已经初步具备了向用户提供自毛坯上线,经机械加工和非机械加工至成品下线的成套技术装备,包括整个车间的切屑和冷却处理系统;组合机床的控制技术由传统的程序控制技术向数控,计算机管理与监控方向发展。组合机床行业企业生产的组合机床的控制技术,已完成了由接触-继电器控制向可编程控制的转变,从而大大的提高了组合机床的可靠性,故障率大为降低;组合机床的开发已经又过去的人工设计转向计算机辅助设计。组合机床行业大力推行CAD,为提高设计速度,保证设计质量,缩短供货周期创造了有利的条件。 国内该行业虽然取得了很大的进步与发展,但是,在制造技术高速发展上的今天,由于基础比较薄弱,从整体看,与国外先进水平与国内的用户的要求还存在一定的差距,主要表现在产品的可靠性太差,难以适应大批量生产的需要,可调可变性,柔性较差,缺少必要的适应多种加工的新产品,系统化,通用化,
#组合机床钻孔毕业设计说明书
设计说明书 设计题目:制定拨叉零件的加工工艺设计及钻Φ22孔的钻床夹具
摘要 本次设计内容涉及了机械制造工艺及机床夹具设计、金属切 削机床、公差配合与测量等多方面的知识。 拨叉加工工艺规程及其钻Φ22孔的夹具设计是包括零件加 工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设 计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结 构,并选择好零件的加工基准,设计出零件的工艺路线;接着对 零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工 艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具 的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与 机床的连接部件以及其它部件;计算出夹具定位时产生的定位误 差,分析夹具结构的合理性与不足之处,并在以后设计中注意改 进。 关键词:工艺、工序、切削用量、夹紧、定位、误差。 ABSTRCT This design content has involved the machine manufacture craft and the engine bed jig design, the metal-cutting machine tool, the common difference coordination and the survey and so on the various knowledge. The reduction gear box body components technological process and its the processing ¢140 hole jig design is includes the components processing the technological design, the working procedure design as well as the unit clamp design three parts. Must first carry on the analysis in the technological design to the components, understood the components the craft redesigns the semi finished materials the structure, and chooses the good components the processing datum, designs the components the craft route; After that is carrying on the size computation to a components each
两工位钻孔_攻丝组合机床液压控制系统的设计
学号: 毕业设计说明书 设计题目:两工位钻孔、攻丝组合机床 液压控制系统的设计 系部机械电子系 专业机电一体化 班级机电102班 姓名 指导教师 2012年10月17日
摘要 本课题主要研究的是用PLC控制的两工位钻孔攻丝组合机床的运作。 两工位钻孔攻丝组合机床经系统通电后能自动完成工件的钻孔和攻丝加工,此机床主要由床身、移动工作台、夹具、钻孔滑台、钻孔动力头、攻丝滑台、攻丝动力头、滑台移动控制凸轮和液压系统组成。工作台的移动包括左移、右移及夹具的动作包括加紧和放松,钻孔滑台的移动包括前移和后移,均由液压系统执行,其中钻孔滑台和攻丝滑台的移动是通过控制凸轮来控制滑台移动液压系统的液压阀实现的,电气系统不参与。只需启动控制凸轮点击即可,但要注意凸轮转动的周期。该系统由PLC的控制,工作台和滑台的移动将严格的按规定的时序同步进行,使两种运动密切配合,提高实际生产的工作效率。 关键词组合机床 PLC控制程序编程调试 Abstract The main research of this paper is to use PLC to control the two position drilling combined machine tool operation. Two position drilling combined machine tool the system power can automatically complete the drilling and tapping machine, which is mainly composed of a bed body, movable bench, fixture, drilling, drilling, tapping power head slider slider, tapping power head, slider mobile control cams and hydraulic system. Work bench mobile includes shift left, right and jig moves include a stepped up and relax, drilling the movement of the sliding platform includes forward and backward, implementation by the hydraulic system, wherein the drilling platform and tapping the movement of the sliding platform is controlled by a cam to control a slider mobile hydraulic system hydraulic valve, electrical system does not participate in. Just start the control cam click, but attention should be paid to the cam rotation cycle. The system consists of a PLC control, work station and the movement of the sliding platform will be strictly in accordance with the provisions of the timing synchronization, the two movement closely, improve production efficiency. Key words combination machine tool control procedures PLC programming debugging