C0038 Cell Counting Kit-8 _CCK-8试剂盒_
Cell Counting Kit-8
产品编号产品名称包装
500次
C0038 Cell Counting Kit-8 (CCK-8试剂盒)
产品简介:
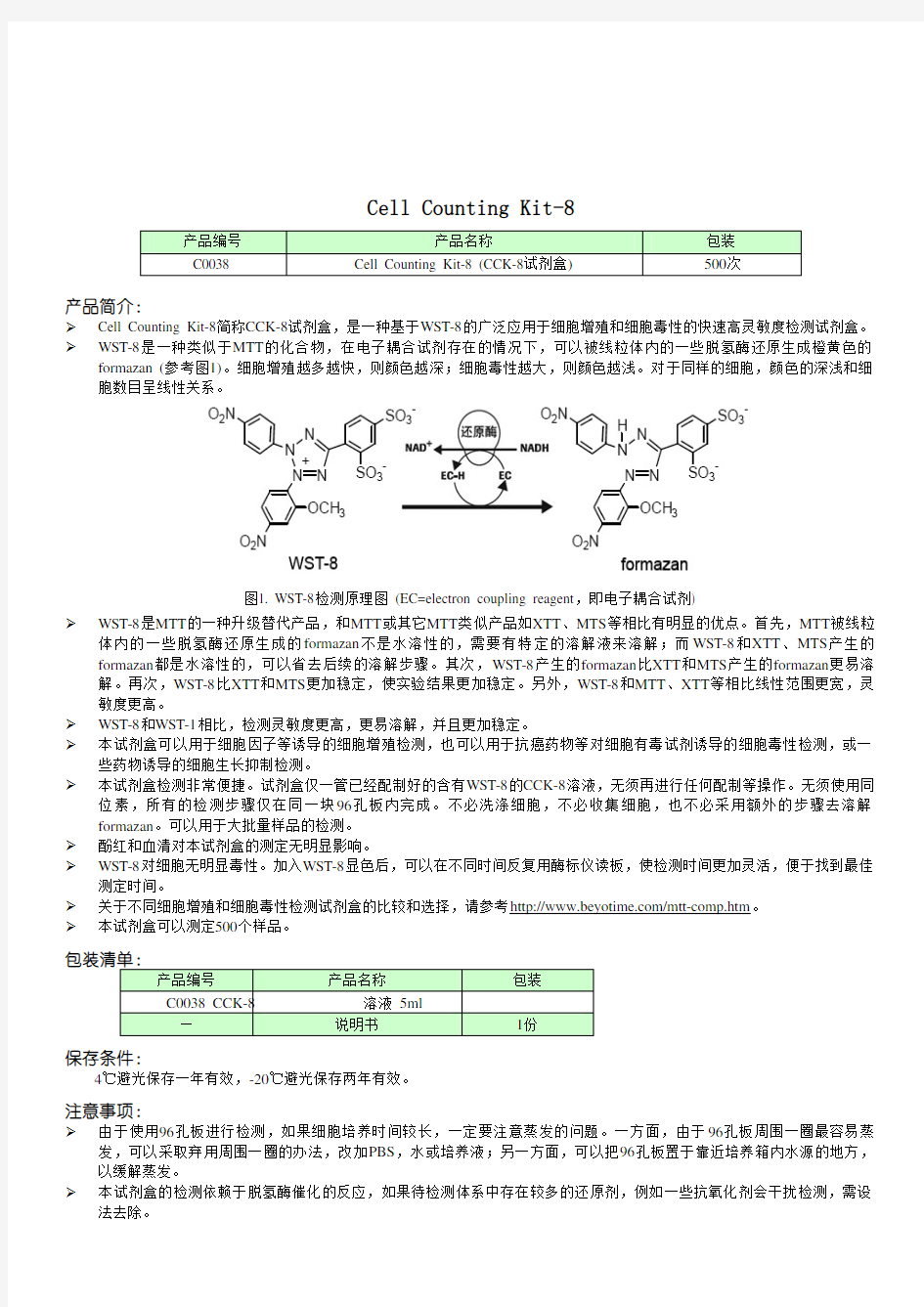
Cell Counting Kit-8简称CCK-8试剂盒,是一种基于WST-8的广泛应用于细胞增殖和细胞毒性的快速高灵敏度检测试剂盒。 WST-8是一种类似于MTT的化合物,在电子耦合试剂存在的情况下,可以被线粒体内的一些脱氢酶还原生成橙黄色的formazan (参考图1)。细胞增殖越多越快,则颜色越深;细胞毒性越大,则颜色越浅。对于同样的细胞,颜色的深浅和细胞数目呈线性关系。
图1. WST-8检测原理图 (EC=electron coupling reagent,即电子耦合试剂)
WST-8是MTT的一种升级替代产品,和MTT或其它MTT类似产品如XTT、MTS等相比有明显的优点。首先,MTT被线粒体内的一些脱氢酶还原生成的formazan不是水溶性的,需要有特定的溶解液来溶解;而WST-8和XTT、MTS产生的formazan都是水溶性的,可以省去后续的溶解步骤。其次,WST-8产生的formazan比XTT和MTS产生的formazan更易溶解。再次,WST-8比XTT和MTS更加稳定,使实验结果更加稳定。另外,WST-8和MTT、XTT等相比线性范围更宽,灵敏度更高。
WST-8和WST-1相比,检测灵敏度更高,更易溶解,并且更加稳定。
本试剂盒可以用于细胞因子等诱导的细胞增殖检测,也可以用于抗癌药物等对细胞有毒试剂诱导的细胞毒性检测,或一些药物诱导的细胞生长抑制检测。
本试剂盒检测非常便捷。试剂盒仅一管已经配制好的含有WST-8的CCK-8溶液,无须再进行任何配制等操作。无须使用同位素,所有的检测步骤仅在同一块96孔板内完成。不必洗涤细胞,不必收集细胞,也不必采用额外的步骤去溶解formazan。可以用于大批量样品的检测。
酚红和血清对本试剂盒的测定无明显影响。
WST-8对细胞无明显毒性。加入WST-8显色后,可以在不同时间反复用酶标仪读板,使检测时间更加灵活,便于找到最佳测定时间。
关于不同细胞增殖和细胞毒性检测试剂盒的比较和选择,请参考https://www.360docs.net/doc/6613419546.html,/mtt-comp.htm。
本试剂盒可以测定500个样品。
包装清单:
产品编号产品名称包装
C0038 CCK-8溶液 5ml
—说明书1份
保存条件:
4℃避光保存一年有效,-20℃避光保存两年有效。
注意事项:
由于使用96孔板进行检测,如果细胞培养时间较长,一定要注意蒸发的问题。一方面,由于96孔板周围一圈最容易蒸发,可以采取弃用周围一圈的办法,改加PBS,水或培养液;另一方面,可以把96孔板置于靠近培养箱内水源的地方,以缓解蒸发。
本试剂盒的检测依赖于脱氢酶催化的反应,如果待检测体系中存在较多的还原剂,例如一些抗氧化剂会干扰检测,需设法去除。
用酶标仪检测前需确保每个孔内没有气泡,否则会干扰测定。
为了您的安全和健康,请穿实验服并戴一次性手套操作。
使用说明:
1.通常细胞增殖实验每孔加入100微升2000个细胞,细胞毒性实验每孔加入100微升5000个细胞(具体每孔所用的细胞的数
目,需根据细胞的大小,细胞增殖速度的快慢等因素决定)。按照实验需要,进行培养并给予0-10微升特定的药物刺激。
2.每孔加入10微升CCK-8溶液。如果起始的培养体积为200微升,则需加入20微升CCK-8溶液,其它情况以此类推。可以用
加了相应量细胞培养液和CCK-8溶液但没有加入细胞的孔作为空白对照。如果担心所使用的药物会干扰检测,需设置加了相应量细胞培养液、药物和CCK-8溶液但没有加入细胞的孔作为空白对照。
3.在细胞培养箱内继续孵育0.5-4小时,对于大多数情况孵育1小时就可以了。时间的长短根据细胞的类型和细胞的密度等实
验情况而定,初次实验时可以在0.5、1、2和4小时后分别用酶标仪检测,然后选取吸光度范围比较适宜的一个时间点用于后续实验。
4.在450nm测定吸光度。如无450nm滤光片,可以使用420-480nm的滤光片。可以使用大于600nm的波长,例如650nm,作为
参考波长进行双波长测定。
使用本产品的文献:
1. Hou G, Xue L, Lu Z, Fan T, Tian F, Xue Y.
An activated mTOR/p70S6K signaling pathway in esophageal squamous cell carcinoma cell lines and inhibition of the pathway by rapamycin and siRNA against mTOR.
Cancer Lett. 2007 Aug 18;253(2):236-48.
2. Ye CL, Jin YL, Zhou GX, Qin L.
Effects of EGb761 on the antioxygen and cell apoptosis induced by H2O2 in RIN2m beta cells.
Jou rna l of J inan U niversity(M edicine Edition). Aug.2007;V ol.28No.4.
3. Zhu HL, Shen W, Chen ZY.
Apoptosis of hepa tic stella te cells induced by sulfa salazine.
Acta academiae medicnae mlitaris tertiae. Jan.2008;V ol.30,No.1.
4. Yang M, Zhou H.
Grass carp transforming growth factor-beta 1 (TGF-beta 1): molecular cloning, tissue distribution and immunobiological activity in teleost peripheral blood lymphocytes.
Mol Immunol. 2008 Mar;45(6):1792-8.
5.Zhou JR, Xu Z, Jiang CL.
Neuropeptide Y promotes TGF-beta1 production in RAW264.7 cells by activating PI3K pathway via Y1 receptor.
Neurosci Bull. 2008 Jun;24(3):155-9.
6. Li XT, Zhang Y, Chen GQ.
Nanofibrous polyhydroxyalkanoate matrices as cell growth supporting materials.
Biomaterials. 2008 Sep;29(27):3720-8.
7. Cheng ST, Chen ZF, Chen GQ.
The expression of cross-linked elastin by rabbit blood vessel smooth muscle cells cultured in polyhydroxyalkanoate scaffolds.
Biomaterials. 2008 Nov;29(31):4187-94.
8. Lu J, Yue BH, Wang CM, Bai ST, Sheng GY.
Efficacy of RNAi-induced down-regulation of wild-type FLT3 on NF-kB pathway in THP-1 cell line.
Life Science Journal. V ol.5,No.2,2008.
9.Pan J, Li G, Chen Z, Chen X, Zhu W, Xu K.
Alternative block polyurethanes based on poly(3-hydroxybutyrate-co-4-hydroxybutyrate) and poly(ethylene glycol).
Biomaterials. 2009 Jun;30(16):2975-84.
10.Dai ZW, Zou XH, Chen GQ.
Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) as an injectable implant system for prevention of post-surgical tissue adhesion.
Biomaterials. 2009 Jun;30(17):3075-83.
11.Su X, Zheng X, Ni J.
Lanthanum citrate induces anoikis of Hela cells.
Cancer Lett. 2009 Nov 28;285(2):200-9. Epub 2009 Aug 12.
12. Li N, Li Q, Qian Z, Zhang Y, Chen M, Shi G.
Impaired TLR3/IFN-beta signaling in monocyte-derived dendritic cells from patients with acute-on-chronic hepatitis B liver failure: relevance to the severity of liver damage.
Biochem Biophys Res Commun. 2009 Dec 18;390(3):630-5.
13. Wang H, Ji J, Zhang W, Wang W, Zhang Y, Wu Z, Zhang Y, Chu PK.
Rat calvaria osteoblast behavior and antibacterial properties of O(2) and N(2) plasma-implanted biodegradable poly(butylene succinate).
Acta Biomater. 2010 Jan;6(1):154-9.
14.Wang H, Kwok DT, Wang W, Wu Z, Tong L, Zhang Y, Chu PK.
Osteoblast behavior on polytetrafluoroethylene modified by long pulse, high frequency oxygen plasma immersion ion implantation.
Biomaterials. 2010 Jan;31(3):413-9.
15.Zhang HY, Sun H.
Up-regulation of Foxp3 inhibits cell proliferation, migration and invasion in epithelial ovarian cancer.
Cancer Lett. 2010 Jan 1;287(1):91-7.
16.Chen S, Chen Y, Hu C, Jing H, Cao Y, Liu X.
Association of clinicopathological features with UbcH10 expression in colorectal cancer.
J Cancer Res Clin Oncol. 2010 Mar;136(3):419-26.
17.Wang L, Xue L, Yan H, Li J, Lu Y.
Effects of ROCK inhibitor, Y-27632, on adhesion and mobility in esophageal squamous cell cancer cells.
Mol Biol Rep. 2010 Apr;37(4):1971-7. Epub 2009 Aug 2.
18.Wang P, Xu CS, Xu J, Wang X, Leung AW.
Hypocrellin B enhances ultrasound-induced cell death of nasopharyngeal carcinoma cells.
Ultrasound Med Biol. 2010;36(2):336-42. Epub 2009 Dec 16.
19.Duan W, Li X, Shi J, Guo Y, Li Z, Li C.
Mutant TAR DNA-binding protein-43 induces oxidative injury in motor neuron-like cell.
Neuroscience. 2010;169(4):1621-9. Epub 2010 Jul 2.
20.Wang L, Wang ZH, Shen CY, You ML, Xiao JF, Chen GQ.
Differentiation of human bone marrow mesenchymal stem cells grown in terpolyesters of 3-hydroxyalkanoates scaffolds into nerve cells. Biomaterials. 2010;31(7):1691-8. Epub 2009 Dec 4.
21.Xu M, Qiu J, Lin Y, Shi X, Chen H, Xiao T.
Surface biocompatible modification of polypropylene by entrapment of polypropylene-block-poly(vinylpyrrolidone).
Colloids Surf B Biointerfaces. 2010;80(2):200-5. Epub 2010 Jun 15.
注塑成型制程检验规范
成型制程检验规范 一. 目的 规范制程检验,正确监控制程以预防品质异常,确保产出品质及满足客户要求。 二. 适用范围 本规范使用于塑件成型所有产品。 三. 定义 无 四. 权责 4.1工程部: 4.1.1.负责提供生产作业标准,技朮支持; 4.1.2.负责提供标准生产工时。 4.1.3.制程中生产重点参数的提供与变更。 4.1.4.与制程相应的文件、规范、条件及标准的编制。 4.1. 5.协助分析检讨改善制程异常。 4.2企划部: 4.2.1.负责提供生产计划表,跟进提供成型生产所需原料及零件给产线生产。 4.2.2.负责代工客户的订单处理,物料跟进及制定《出货通知单》及出货明细。 4.3塑件品质部: 4.3.1.负责制定各产品品质检验规范。 4.3.2.制程中各项重要参数的稽核与确认,确保产品满足检验规范/规格及客户需求。 4.3.3.制程中的首件检验,巡回检验,最终检验。 4.3.4.制程异常初步确认,不良品的确认。 4.3. 5.产品质量数据之统计,分析,并传达相关单位。 4.3.6.矫正与预防措施效果的跟踪与效果确认。 4.4其它单位: 4.6.1协助生产过程中相关事项处理,保证生产顺利进行。
五. 作业流程 六. 作业内容 6.1 获取产品制作所需信息 6.1.1.产品在生产前,生产各相关人员必需获得以下工程资料方可生产:产品工程图、BOM 表、作业指导书、作业流程及包装规范。 品管 成型单位企划
6.1.2.品管检验人员在产品生产前必需获得该产品的SIP、蓝图、评估报告、样品等资料, 以作为检验该产品的依据。 6.1.3.以上工程资料及检验资料必需为文控中心正式发行的资料。 6.1.4.生产必需依各相关产品的工程资料要求进行产品制造。若生产条件或生产流程需要 任何变更时, 由工程填写工程变更通知单,经相关部门签核同意后,由文控中心 统一变更受控发行,具体操作参照《文件资料管理程序》。 6.2生产计划管制 6.2.1.企划部生管员依客户或各厂区需求制订每周生产计划。 6.2.2.企划部生管员需依生产计划跟进采购或供应商按时供给成型原料,并由生管员开出 《发料单》,通知货仓备料发料,生产领料。 6.2.3.生产接到企划课的每周生产计划后,由生产课长或组长对每周生产计划审核并作生 产排配,当不能达成时,应及时反馈企划课,由企划课协调解决。 6.3原料投入 6.3.1.生产单位依据发料单和生产计划表到仓库领料,原料生产前需先对原料进行烘烤, 烘烤温度和烘烤时间参照《标准成型条件表》进行。 6.3.2.生产塑胶料次料添加比例参照《BOM表》或《塑件产品次料添加标准》进行。每次 加料/拌料前需记录在<次料添加记录表>上,并通知品管签名确认。 6.3.3.成型在加料或拌料前,需先清理干净之前料筒内余料,预防余料和加入原料颜色、 成型温度等特性不一致混用,造成产品混色、料花、粘模等异常。 6.4成型模具等周边设备连接/成型条件设定。 6.4.1.成型周边设备安装: A、上模安装:查找产品对应之成型模具,依《标准成型条件表》规定将模具安装在合 适吨位之机台上。 B、依《标准成型条件表》连接模具所需用的标准模温(常温水、冷冻水、模温水)。 6.4.2.依照《标准成型条件表》调试自检OK后,由成型课技术员开出《成型首/终件记录 表》,品管检验OK后再开机生产。 6.5初件检验 6.5.1.I PQC接收到成型技术员送检的《成型初/终件记录表》和首件样品后,应在2小时内 给出判定结果。 6.5.2.初件检验过程当发现成型条件记录超出《标准成型条件表》时,应通知生产&工程检 讨标准成型条件是否合理,。如工程评估可进行变更,则跟进工程对此标准成型条件发 出工程变更通知单,并跟进产品外观和尺寸是否符合产品标准。 6.6制程作业员作业 6.6.1.生产前IPQC及现场人员应事先确认相关工程数据(蓝图、承认书、包规、作业指导
塑胶零件检验规范
深圳市通茂电子有限公司 制定部门:注塑车间 生效日期:2014.12.11
文件编号:Q/TM 3410479A-2011 版本:A0 文件修订履历表
一、目的 1.1、本标准用来规范注塑件具体的检验要求,使公司内部质量标准达到统一。 1.2、本标准规定推动了生产的产品质量提高,并加强控制了生产的产品问题点。 二、适用范围 2.1、适用于通茂注塑车间所有的注塑件半成品/成品检验。 三、权职 3.1、注塑车间品质部:由注塑车间品质负责对的注塑件进行全面质量管控。 3.1.1、检验员: a)负责对生产前的物料进行确认核对。 b)开机前由IPQC对首件进行初步鉴定,鉴定合格后交予品质领班做首件,首件确认合格后方可开机生产。 c)按照AQL抽样计划,检验员必须1h对产品的外观巡检一次,2h测量一次产品的尺寸,4h对产品试装产品一次,4h对产品做一次破坏性测试,并对其形成记录。 d)生产时发现的不合格品时,把各类检查结果通报给相关部门及品质领班(含以上级),并对不合格状况形成书面上的反馈(纠正预防措施报告)。 e)出货时确认标签是否正确,包装及数量是否符合要求,抽样方案按(4.1)。 f)白/夜班在上/下班时,交会当日检验过程中的状况。 3.1.2、品检领班: a)新品试产阶段的首件验证确认及找工程师封样。 b)对制程的品质异常进行跟进及分析,及时处理各阶段的质量问题。 c)调查产品客诉及退货的原因,并对其跟进、分析、采取相关预防措施。 d)负责品检人员安排及调配,对新进人员进行培训及品质灌输。 e)监督各工序是否符合工艺文件要求,对各工序不合理处及时反馈相关人员。 f)推动区域及周边的5s,对测量设备、仪器及检具进行监管维护及保养。 j)负责与客户沟通,将客户的要求及品质信息传达下去。 h)对当日的报表确认及整理、归挡。 四、检验依据 4.1、引用GB/T 2828.1-2003 /ISO 2859-1:1999 (正常检验一次抽样方案), Ⅱ级一般抽样,AQL值:A类:0.65, B类:1.0,C类:1.5。 4.2、图纸、样品、工艺文件、色板、限度样品。 五、检验判定的标准 5.1、照明标准 : 要求二根40W日光荧光灯,光源距被测物表面(1.0~1.2)米,照度度达 800Lux-1200Lux(中文:雷克司)。 5.2、检验距离:眼睛与被测距离面保持在(50±5)cm。 5.3、位置:检视面与桌面呈45°~90°,上下左右转动在15°。 5.4、时间:目视时间在10s内一个面(超出10s以上不记)。
制程检验管理办法
制程检验管理办法 1 目的和适应范围 为预防制程发生质量隐患,监督制程各环节合理运作,规范制程检验要求和流程,特制定本办法。 本办法适用于制程检验的管理。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 2828.1/ISO 2859-1:1999 计数抽样检验程序 Q/XXX CZ002 清料和盘点工作标准 Q/XXX DG002 设备使用管理标准 Q/XXX GG007 标准化文件编制、发放、实施、修订标准 Q/XXX GG010 标准化稽核、考核办法 Q/XXX GG019 危险品管理规定 Q/XXX JZ002 产品作业指导书制作规范 Q/XXX RG020 利器管理制度 Q/XXX SG001 注塑质量考核细则 工作责任追究管理规定 3 术语和定义 下列术语和定义适用于本办法。 3.1 首件检验 首件检验是指对每个组别或每个班次刚开始时或过程发生改变后生产的第一件或前几件成品进行的质量检验。过程发生改变主要包括人员变动、物料换料、机台调整、工装夹具调换等。 3.2 制程检验 制程检验是指在生产过程中依据检验标准或《产品作业指导书》(见“Q/XXX JZ002”中表单)对产品质量、工艺规程、机器参数、物料摆放、物品标识、环境要求等进行质量检验。 3.3 特殊工序 特殊工序是指无法直接控制工艺参数的工序。
3.4 重要工序 重要工序是指加工或装配过程中关键的工序。 3.5 工位 工位是指某个人或某一设备完成某一道工序的工作位置。 4 权限 4.1 质检部质检员(IPQC)负责制程检验中的首件检验和制程巡检。 4.2 生产部门(含生产部、注塑部)线(组)长负责首件成品制作及送验,并配合质检部质检员(IPQC)开展制程巡检。 4.3 技术部技术员负责在首件检验和制程巡检中提供必要的技术支持。 4.4 生产部门经理(副经理)负责依据公司质量承诺、质量方针、质量目标逐步提升产品生产质量。 4.5 质检部经理(副经理)负责协助生产部门开展质量提升工作。 5 工作程序 5.1 首件检验 5.1.1 生产部门线(组)长应在生产刚开始或过程发生改变后加工出第一件或前几件成品时,立即通知质检部质检员(IPQC)开展首件检验,并主动提供完整的首件成品。 5.1.2 质检部质检员(IPQC)首件检验的顺序应先放在各工序的首件生产工艺检验上,以便生产可以正常开展。当生产出首件完整的成品时,再完成成品首件检验,使产品顺利产出,满足质量要求。质检部质检员(IPQC)在收到完整的首件成品后,应在30分钟内完成首件成品检验。 5.1.3 质检部质检员(IPQC)对各工序的首件生产工艺检验应依据《产品作业指导书》要求开展检验。 5.1.4质检部质检员(IPQC)对完整的首件成品检验应依据检验标准中检验项目逐项开展检验,并在检验完成后30分钟内如实填写《首件检验记录报告单》。 5.1.5质检部质检员(IPQC)在首件成品检验合格时,应立即在首件“物品标识卡”上加盖蓝色圆形【QC ** PASS】印章(**为质检部质检员编号),并将检验合格的首件成品转交生产部门线(组)长。生产部门线(组)长应将合格首件成品摆放到生产线或工作台的首件摆放区域。 5.1.6 质检部质检员(IPQC)在首件成品检验不合格时,应立即将检验信息反馈质检部经理(副经理)。经质检部经理(副经理)确认确属不良的,应要求生产部门线(组)长重新
制程巡检管理规定
******************公司 A品质检验制度制程管理规定 文件编号:版本号:生效日期共页第页1.总则 1.1制定目的 为加强品质管制,使产品于制造加工过程中的品质能得到有效的掌控,特制定本规定。 1.2适用范围 本公司制造过程之品质管制,除另有规定外,悉依本规定执行。 1.3权现单位 (1)品管部负责本规定制定、修改、废止之起草工作。 (2)总经理负责本规定制定、修改、废止之核准。 2.管制规定 2.1管制责任 2.2.1注塑部 注塑部对制程品质负有下列管制责任: (1)制定合理的工艺流程、作业标准书。 (2)提供完整的技术资料、文件。 (3)维护、保养设备与工装,确保正常动作。 (4)不定期对作业标准执行与设备使用进行核查。 (5)会同品管部处理品质异常问题。 2.1.2装配部 装配部对制程品质负有下列管制责任: (1)作业人员应随时自我查对,检查是否符合作业规定与品质标准,即开展自检工作。 (2)下工程(序)人员有责任对上工程(序)人员之作业品质进行查核、监督,即开展互检工作。(3)本公司装配车间应设立全检站,由专职人员依规定之检验规范实施全检工件,确保产品的重要品质项目符合标准,并作不良记录。 (4)装配部各级干部应随时查核作业品质状况,对异常进行及时排除或协助相关部门排除。2.1.3品管部 品管部对制程品质有下列管制责任: (1)派员(IPQC)依规定之检验频率与时机,对每一个工作站进行逐一查核、指导,纠正作业动作,即实施制程巡检。 (2)记录、分析全检站及巡检所发现之不良品,采取必要之纠正或防范措施。 (3)及时发现显在或潜在之品质异常,并追踪处理结果。
制程检验程序文件
制程检验办法
1.目的 规范制程检验作业、防患品质异常之发生. 2.范围 本公司所有产品之制程. 3.定义 无。 4.权责 4.1品保部门: 4.1.1首件检查之确认; 4.1.2制程产品品质状况之检验; 4.1.3品质发生异常、知会相关责任单位对策改善; 4.2生产部门; 4.2.1负责自主检查及首件检查; 4.2.2异常发生改善对策之执行; 5.流程 5.1 流程图请参考附件; 6.执行说明 6.1品保有关检查管制程序依据品质计划、图面规范及操作程序图之要求制订QC工程表 和制程检验规范; 6.2制程巡检人员与生产部相关人员在下列时机需作首件检查、首件检查数量为1模次 (允收标准为Ac=0、Re=1)、成绩记录于【制程检验记录表】[JH/QR-PZ010]; 6.2.1机台每日开机前(如为两班生产不停机状况、不另做首件检验); 6.2.2更换、维修、保养模(治)具时; 6.2.3机台故障调整后; 6.2.4设计规格变更时; 6.2.5人员或材料更换时; 6.3品管员巡回检查、检视作业人员的生产及自主检查是否依循工作规范及QC工程表并 依制程检验规范之检查频率和项目(适时可增加抽检数量)进行检查、检验结果记录 于【工程稽核表(注塑)】[JH/QR-PZ011]或【工程稽核表(树脂)】[JH/QR-PZ012], 【工程稽核表(光学)】[JH/QR-PZ013],【工程稽核表(金属)】[JH/QR-PZ014] 并将 检验结果知会生产部相关人员; 6.4当发生下列品质之异常时、发出【品质异常联络单】[JH/QR-PZ015]、责任单位对策 改善: 6.4.1首件检查不合格时; 6.4.2巡回检查发现品质异常、连续检查10PCS中有1PCS不合格; 6.4.3制程品管按规定之频率巡回检查当连续二次发现品质异常时; 6.4.4材料规格错误、检治具失效时; 6.4.5品质发生严重缺陷影响产品机能时; 6.5当巡检发现品质异常时、对该时间以前之时间频率内所生产之产品、按“不合格品
IPQC制程巡检检验规范
IPQC制程巡检检验规范 一、为了规范IPQC制程品质控制重点及作业方法,使产品在生产过程中得到有效控 制,特制定本流程。 二、适用范围:适用于本公司内的IPQC检验工作。 三、定义 (1)IPQC:即生产过程品质控制,是指领料生产以后,到成品加工完成时的品质管理活动。 (2)BOM:物料清单。 (3)首件:生产过程每批量,经自检合格的第一件成品或材料变更,工艺变更后自检合格的第一件成品,必要时数量可为2-5PCS或一箱。 四、职责 (1)品管部IPQC依据本文件规定对生产过程品质进行检查控制。 (2)IPQC对异常现象进行确认: 1.若异常现象IPQC能够立即判定原因,并且能够解决,则与生产组长一起制定纠 正措施并执行,IPQC进行跟踪验证,验证数量不少于20PCS无问题方可正常生产。 2.若IPQC不能立即判定原因,则立即通知上级。 3.找出真正的不良原因之后,相关的责任单位应在二个工作时之内给出纠正措施, 四工作时内给出预防措施;IPQC跟进改善措施实行后的50PCS(若批量小于 50PCS则需跟踪同型号下一批次的生产),以确定改善措施是否有效,如果措施有效,对此不良问题结案,必要时将措施纳入相关作业文件;如果改善措施无 效,责任单位重新制定改善措施;直到经跟踪验证有效为止。 4.若半小时内不能分析出异常原因,则品管立即要求生产停止,对已生产的产品 进行标识并隔离,并做好标示。 五、作业程序 (1)巡检频率及方法:
1.IPQC巡检频率为每1小时巡检一次,每次对每个管制点进行一次检验。 2.对重点岗位及易防错误岗位,不定时进行巡检。 (2)检验前准备:作业前IPQC需熟知和理解产品规格书,BOM表及相关检查工作指引,了解产品的功能及检测重点,对照样品和规格资料,掌握相关检测方法;(3)熟悉装配作业指导书及相关标准; 1.生产作业规范监控:根据BOM表、规格书、样品监督生产线的物料使用状况,包 括物料的使用有效期、使用规则等等。 2.监督各工具,仪器设备的检查、校验和记录状况,是否在合格状态下使用,例如: 《设备维护保养记录表》; 3.依产品规格资料、装配作业指导书等资料监督各作业岗位是否按标准作业,如测试 仪器的参数设定、换料记录等; 4.监督生产线测试岗位、修理岗位是否有不良品标示和区分; 4.1不良品摆放是否规范; 4.2监督和确认包装方式是否正确,包括产品包装标识、型号、箱数、数量、包装方 法和包装外观; 4.3对生产线返工状况进行全过程跟踪确认; 4.4在生产人员每次换拉时,随机抽取3-5种物料与工位和相应的作业指导书比对。 六、本规范解释权归品质部。 七、本规范生效日期2015年6月15日。 编制:孙玲玲审核:
IPQC制程巡检检验规范.
IPQC 制程巡检检验规范 一、为了规范 IPQC 制程品质控制重点及作业方法,使产品在生产过程中得到有效控制,特制定本流程。 二、适用范围:适用于本公司内的 IPQC 检验工作。 三、定义 (1 IPQC :即生产过程品质控制,是指领料生产以后,到成品加工完成时的品质管理活动。 (2 BOM :物料清单。 (3首件:生产过程每批量,经自检合格的第一件成品或材料变更,工艺变更后自检合格的第一件成品,必要时数量可为 2-5PCS 或一箱。 四、职责 (1 品管部 IPQC 依据本文件规定对生产过程品质进行检查控制。 (2 IPQC 对异常现象进行确认: 1.若异常现象 IPQC 能够立即判定原因, 并且能够解决,则与生产组长一起制定纠正措施并执行, IPQC 进行跟踪验证, 验证数量不少于 20PCS 无问题方可正常生产。 2.若 IPQC 不能立即判定原因,则立即通知上级。 3.找出真正的不良原因之后, 相关的责任单位应在二个工作时之内给出纠正措施, 四工作时内给出预防措施; IPQC 跟进改善措施实行后的 50PCS(若批量小于 50PCS则需跟踪同型号下一批次的生产 ,以确定改善措施是否有效,如果措施有效,对此不良问题结案,必要时将措施纳入相关作业文件;如果改善措施无效,责任单位重新制定改善措施;直到经跟踪验证有效为止。
4.若半小时内不能分析出异常原因,则品管立即要求生产停止,对已生产的产品进行标识并隔离,并做好标示。 五、作业程序 (1巡检频率及方法: 1.IPQC巡检频率为每 1小时巡检一次,每次对每个管制点进行一次检验。 2.对重点岗位及易防错误岗位,不定时进行巡检。 (2 检验前准备:作业前 IPQC 需熟知和理解产品规格书, BOM 表及相关检查工作指引,了解产品的功能及检测重点,对照样品和规格资料,掌握相关检测方法; (3熟悉装配作业指导书及相关标准; 1. 生产作业规范监控:根据 BOM 表、规格书、样品监督生产线的物料使用状况,包括物料的使用有效期、使用规则等等。 2.监督各工具,仪器设备的检查、校验和记录状况,是否在合格状态下使用,例如:《设备维护保养记录表》; 3.依产品规格资料、装配作业指导书等资料监督各作业岗位是否按标准作业, 如测试仪器的参数设定、换料记录等; 4.监督生产线测试岗位、修理岗位是否有不良品标示和区分; 4.1不良品摆放是否规范; 4.2监督和确认包装方式是否正确,包括产品包装标识、型号、箱数、数量、包装方法和包装外观; 4.3对生产线返工状况进行全过程跟踪确认;
制程检验记录表
制程检验记录表
第1页共页 作业指导书塑料件外观检验规范 编 号 HWJS—70 04 第 2 版 第0 次 修改 生效 日期 受控分发
1.目的及适及范围: 本检验规范为了进一步提高塑料制品的质量,在产品生产及出厂时能严格把关,制定出适应本公司的塑料件及喷涂件检验标准,为外观检验提供科学、客观的方法。对某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样的办法加以解决。 本检验规范适用于塑料件制成的电子产品(外壳及有关塑料件)以及二次加工件制品(喷涂)的检验与验收。 2.参照文件本检验规范参照《检验和试验工作手册》 3.内容: 3.1术语: 1)异色点:与本身颜色不同的杂点或混入树脂中的杂 点暴露在表面上。 2)气丝:由于种种原因,气体在产品表面留下的痕迹 与底面颜色不同并发亮,带有流动样。 3)塌坑:由于材料收缩,使产品局部整体表面下陷。 4)熔接缝:产品在成型过程中,二股以上的融熔料相 汇合的接线,目视及手感都有感觉。 5)缺料:产品某个部位不饱满。 6)白印:由于内应力,在产品表面产生与本色不同的 白色痕迹。 7)滋边:(毛刺)由于种种原因,产品非结构部分产 生多余的料 8)封堵:应该通透的地方由于滋边造成不通。 9)断裂:塑料理局部断开后的缺陷。 10)拉毛:因摩擦而产生的细皮,附在塑料表面的现 象。 11)油丝:油痕,加种种原因,油污(包括脱模式剂) 在产品表面留下的痕迹,使该部位发光并带有流动
批准人签名审核人签名制定人签名批准日期审核日期制定日期 第2页共页 作业指导书塑料件外观检验规范 编 号HWMQ—第 2 版 第次 修改生效 日期 受控分
巡检检验标准
巡检检验标准 1.目的: 规范IPQC巡检检验重点及作业方法,使产品在生产过程中得到有效控制。 2.适用范围: 适用于本公司内的IPQC检验工作。 3.定义: 3.1.IPQC:即生产过程品质控制;是指领料生产以后,到成品加工完成时的品质管理活动。 3.2.首件:生产过程每批量,经自检合格的第一件工序成品或材料变更﹑工艺变更后自检合格的第一件工序成 品,必要时数量可为2—3PCS或一箱。 4.职责: 4.1.品质部:IPQC检验员依据本文件规定对生产过程产品进行检验、记录及标示。 生产部:负责生产过程产品自检、互检、送检、返工、维修及入库。 4.2.IPQC检验员对异常现象进行确认: 4.2.1.若异常现象IPQC检验员能够立即判定原因,并且能够解决,则与生产组长一起制定纠正措施并执行,IPQC 进行跟踪验证,验证数量不少于50PCS无问题方可正常生产。 4.2.2.若IPQC检验员不能立即判定原因,则立即填写《不合格品处理报告》通知品质主管,同时将不良品标示 并隔离。 4.2.2.1.品质主管根据不良现象立即通知相关人员,各部门相关人员在接到通知后,十分钟内必须到达现场,组成 异常处理小组对不良问题进行分析。 4.2.2.2.找出真正的不良原因之后,相关的责任单位应在二个工作时之内给出纠正措施,四个工作时内给出预防措 施;IPQC跟进改善措施实行后的100PCS(若批量小于100PCS则需跟踪同型号下一批次的生产),以确定改善措施是否有效,如果措施有效,对此不良问题结案,必要时将措施纳入相关作业文件;如果改善措施无效,责任单位重新制定改善措施;直到经跟踪验证有效为止。 4.3.若半小时内不能分析出异常原因,则品质主管或检验员立即要求生产停止,对已生产的产品进行标识并隔 离。相关部门的原因分析及纠正预防措施有效时才能继续生产。 5.首件确认: