模具验收检查表(动态)
车型令号
模具图号
模具名称
产品名称分类NO
自检1
2分类NO
自检
1
2
合格不合格未装配未确认无此项11○×
△
——
/
2233445566
77121324354657891011112213314415516123
4
5检查项目
检查项目
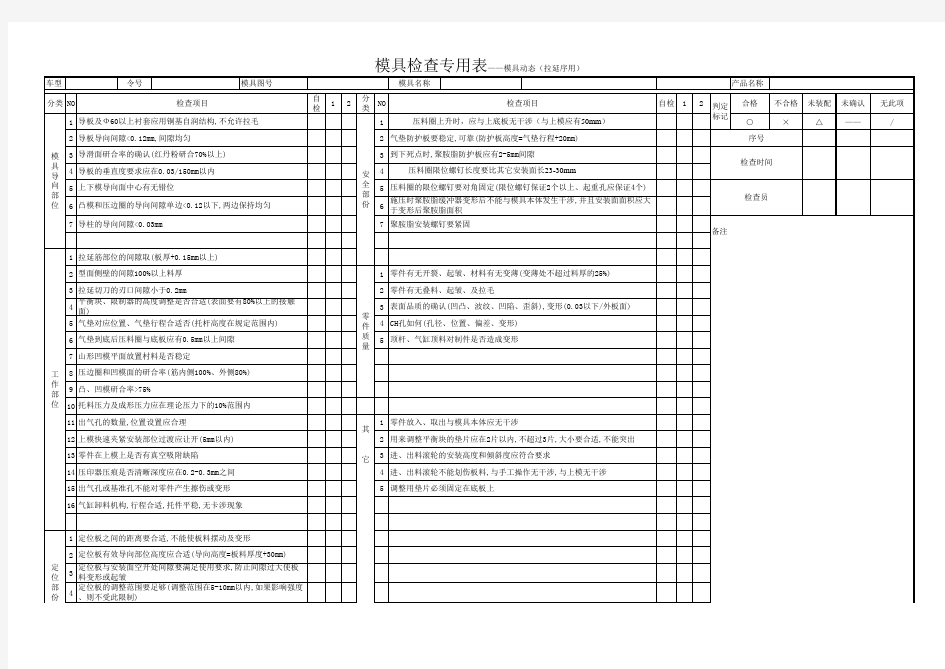
模具检查专用表——模具动态(拉延序用)
导板及Ф60以上衬套应用铜基自润结构,不允许拉毛 压料圈上升时,应与上底板无干涉(与上模应有50mm )安全部份
凸模和压边圈的导向间隙单边<0.12以下,两边保持均匀导柱的导向间隙<0.03mm
模具导向部位
导板导向间隙<0.12mm,间隙均匀导滑面研合率的确认(红丹粉研合70%以上)导板的垂直度要求应在0.03/150mm以内上下模导向面中心有无错位
上模快速夹紧安装部位过渡应让开(5mm以内)气垫对应位置、气垫行程合适否(托杆高度在规定范围内)气垫到底后压料圈与底板应有0.5mm以上间隙山形凹模平面放置村料是否稳定压边圈和凹模面的研合率(筋内侧100%、外侧80%)拉延筋部位的间隙取(板厚+0.15mm以上)型面侧壁的间隙100%以上料厚拉延切刀的刃口间隙小于0.2mm
平衡块、限制器的高度调整是否合适(表面要有80%以上的接触面)定位的位置和高度是否满足使用要求
工作部位
定位板之间的距离要合适,不能使板料摆动及变形
定位板有效导向部位高度应合适(导向高度=板料厚度+30mm)定位部份
零件在上模上是否有真空吸附缺陷
压印器压痕是否清晰深度应在0.2-0.3mm之间出气孔或基准孔不能对零件产生擦伤或变形气垫防护板要稳定,可靠(防护板高度=气垫行程+20mm)到下死点时,聚胺脂防护板应有2-5mm间隙
压料圈限位螺钉长度要比其它安装面长23-30mm
压料圈的限位螺钉要对角固定(限位螺钉保证2个以上、起重孔应保证4个)定位板与安装面空开处间隙要满足使用要求,防止间隙过大使板料变形或起皱
定位板的调整范围要足够(调整范围在5-10mm以内,如果影响强度、则不受此限制)气缸卸料机构,行程合适,托件平稳,无卡涉现象
凸、凹模研合率>75%
托料压力及成形压力应在理论压力下的10%范围内出气孔的数量,位置设置应合理
施压时聚胺脂缓冲器变形后不能与模具本体发生干涉,并且安装面面积应大于变形后聚胺脂面积聚胺脂安装螺钉要紧固
零件放入、取出与模具本体应无干涉
用来调整平衡块的垫片应在2片以内,不超过3片,大小要合适,不能突出进、出料滚轮的安装高度和倾斜度应符合要求
零件质量
零件有无开裂、起皱、材料有无变薄(变薄处不超过料厚的25%)零件有无叠料、起皱、及拉毛
表面品质的确认(凹凸、波纹、凹陷、歪斜),变形(0.03以下/外板面)CH孔如何(孔径、位置、偏差、变形)顶杆、气缸顶料对制件是否造成变形
其 它
进、出料滚轮不能划伤板料,与手工操作无干涉,与上模无干涉调整用垫片必须固定在底板上备注
判定标记
序号检查时间
检查员