抛丸机作业指导书
抛丸机作业指导书-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
1目的
通过本操作规程使操作者正确操作和使用抛丸设备进行产品抛丸作业。
2 范围
适用于江苏德纳精工轴承有限公司滚筒式抛丸机。
3 职责
3.1质量部:负责制定和监督抛丸外观标准的实施,并对抛丸外观标准件进行维护、更换。
3.2设备部:负责制定设备预防性维修计划,实施计划维修和日常急修,并对操作人员日常
保养工作检查监督。
3.3生产部:负责对生产物料调度和操作人员工作安排,协调各部门确保生产经营顺利进
行。
3.4生产班长:负责监督、检查和纠正操作人员作业,协助操作人员维护正常生产。
3.5操作人员:按照点检项目进行点检、操作、调整、保养,在生产过程中对加工的产品
进行自控自检。对检验员抽查出的不合格品及时进行返工,并做好生产设
备日常维护保养工作。
4 作业步骤
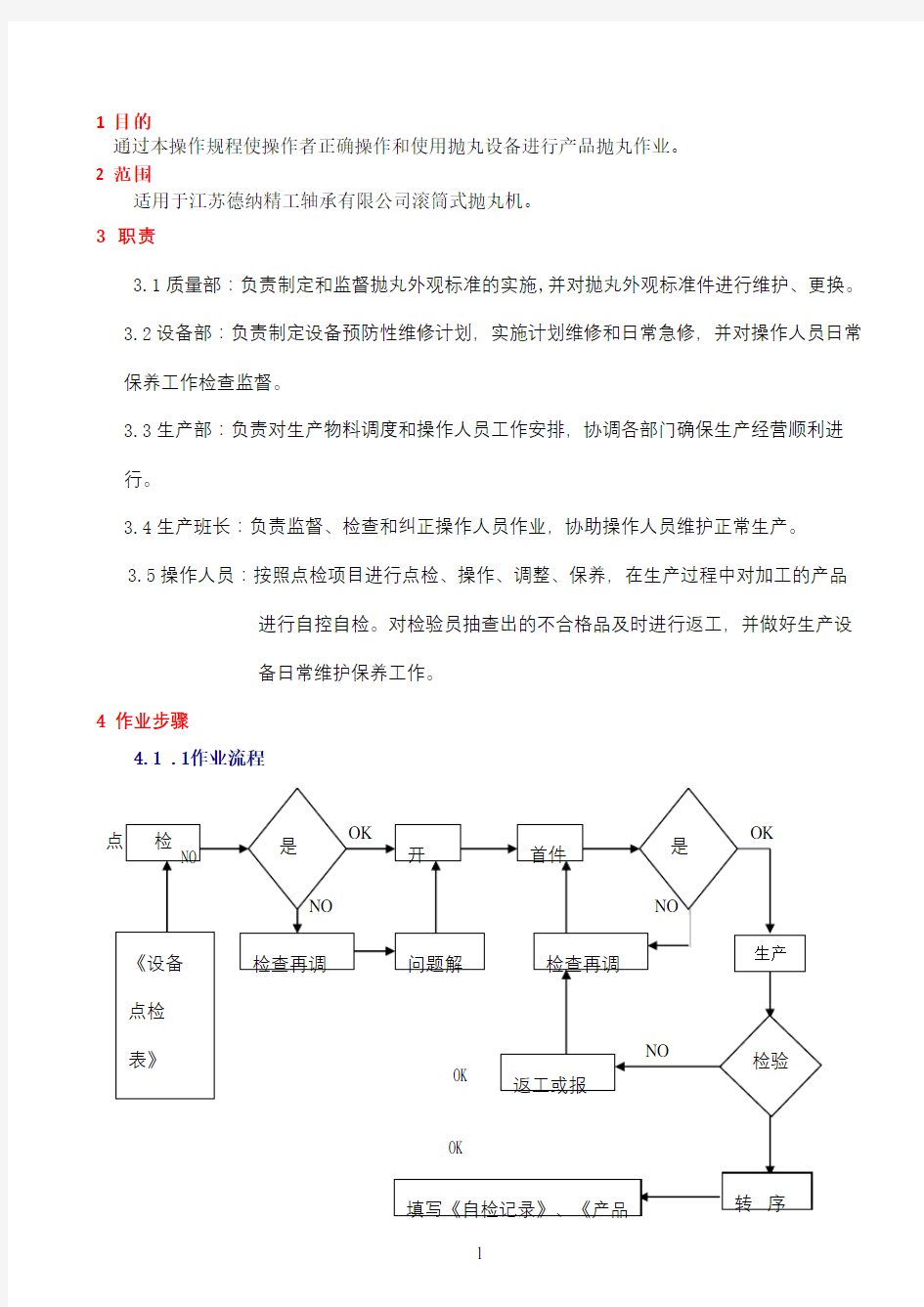
4.1 .1作业流程
4.2.1点检
依据设备作业点检卡上的项目进行点检。润滑点加油。了解开机前的设备状况,对设备出现的异常情况进行重点跟踪、解决。确保设备能够正常运行,操作者本人马上能解决的问题应自行解决。若自行不能解决的交设备部门协助解决,解决后方可开机生产。
4.2 生产准备
4.2.1:常用工位器具的定位放置,确认数量是否够用。
4.2.2:确认抛丸电流是否正常(控制在10-15A之间)。
4.2.3:了解要加工的产品型号、数量、质量要求。
4.2.4:查看要加工的产品是否有合格证,拒接收无合格证产品;
4.3 首检
4.3.1依据产品加工作业指示书的项目要求进行首件检验,检验产品的各项质量要求指标。
4.3.2首检合格后方能正常生产,若首检不合格,应及时分析问题,确认产生原因并解决问题,重新进行加工,并再次进行确认,直至产品抛光合格。
4.3.3首检生产的外观不合格产品在抛光正常后及时进行返工,外观合格后方能流通,不能返工的产品(产生磕碰伤),应立即隔离并进行明确的标示,填写《生产异常单》上报质保部进行处理。
4.4 正常生产
4.4.1操作者按照作业指示书的要求加工产品,生产过程中实行自检自控。
4.4.2设备以及产品发现异常情况要立即停止抛丸,查找原因后调整设备排除异常情况,操
作者不能解决的问题应及时填写《设备维修单》或《生产异常单》上报相关部门进行协助解决。
4.4.3生产过程中上、下料都要轻拿轻放产品,根据产品结构的不同加工过程中要注意产品
磕碰伤等外观不良品产生,抛光完成后抛光好的产品要整齐的摆放到铁框里,不允许散放,防止造成磕碰伤。
4.4.4生产过程中产生的不合格品单独放置并做好相应的标示,防止混料。生产过程中发现
的料废产品交给班长入废品库。
4.4.5加工完成的产品写好《产品流转卡》,按要求的位置进行放置。
4.5 下班前
4.5.1下班前填写好《生产日报表》,重点把本班加工产品数量和生产异常情况及处理措施
描写清楚,如产品要求有异常的应重点备注。
4.5.2下班前整理好现场,做好现场5S工作,设备表面用抹布擦拭干净,不许存留污渍。
4.5.3工具搽干净放入工具柜中,仪器、仪表、标准件擦拭清理干净摆放整齐。
4.5.4打扫地面卫生,不许残留水渍和油污。保持现场整洁。
4.5.5不同的垃圾垃圾分开放置在指定区域,清洗洁具放入定制区域;
4.5.6液压车随用随时归位;
4.5.7物品物料定置规范,保持仓库规范、整齐;
4.5.8设备完好无异常现象,地面清洁无水渍油污;
5.相关记录
《生产异常单》
《生产日报表》
《设备维修单》
《设备点检表》
《自检记录》
《产品流转卡》
6.参考文件:
6.1《设备点检标准》
编制:审核:批准: