在热轧带钢精轧机带钢头部新的张力控制
在热轧带钢精轧机带钢头部新的张力控制
摘要:
在这方面,提出了一种新的张力控制计划,提出了热轧带钢精轧机在带钢头部减少宽度收缩。拟议的管制计划是使用前活套控制启动,并组成个主要部分。首先,分析相关之间的宽度收缩,以及主电机电流的不同。第二,张力的计算方法是从相邻的俩架轧机的电流差异中得出,第三,主电机控制速度由PI控制器和参考速度的速度差异来控制。这表明,通过现场测试的光阳1号热轧带钢轧机的浦项制铁表示,靠拟议的管制计划,宽度收缩大大减少了。
1介绍
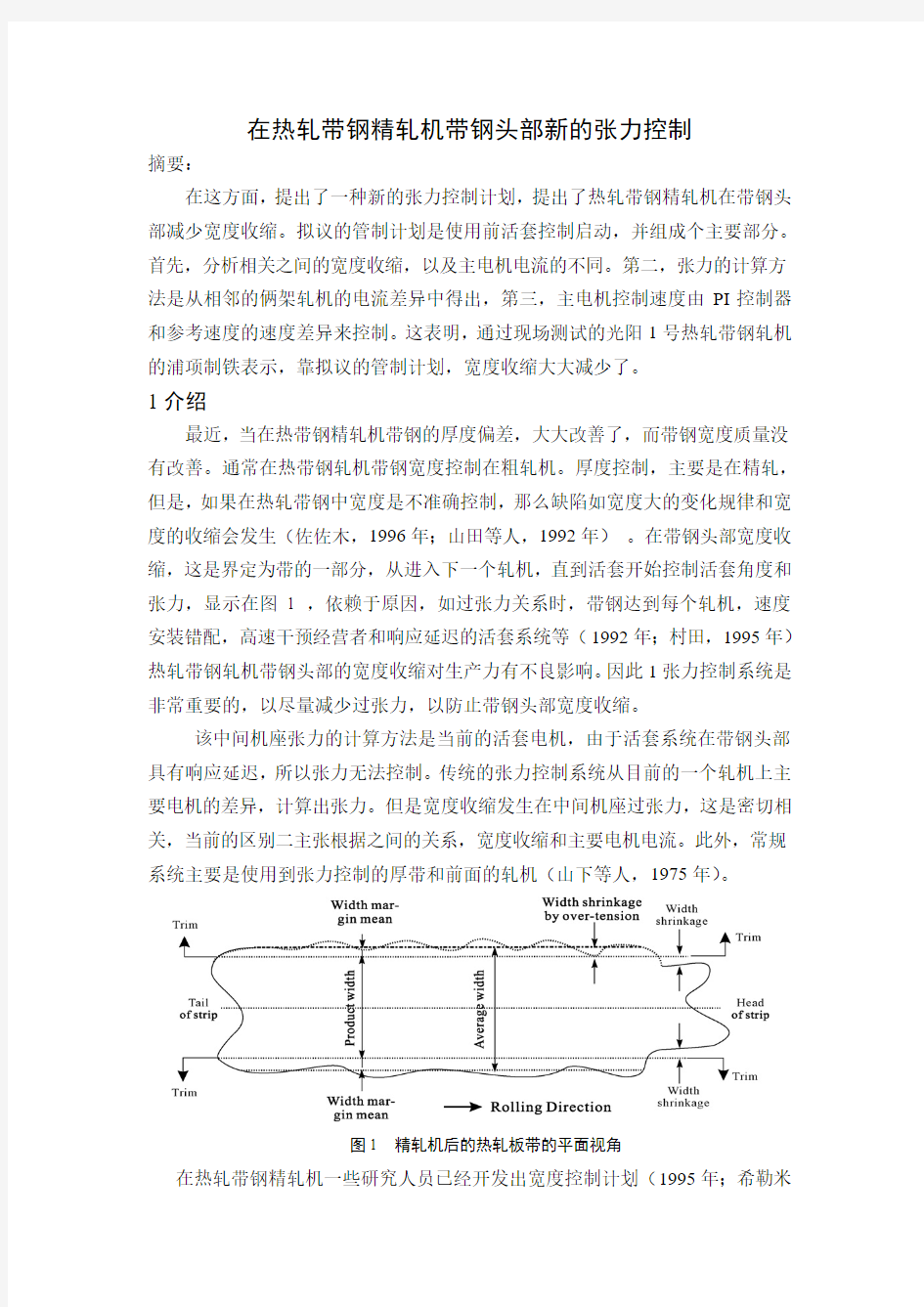
最近,当在热带钢精轧机带钢的厚度偏差,大大改善了,而带钢宽度质量没有改善。通常在热带钢轧机带钢宽度控制在粗轧机。厚度控制,主要是在精轧,但是,如果在热轧带钢中宽度是不准确控制,那么缺陷如宽度大的变化规律和宽度的收缩会发生(佐佐木,1996年;山田等人,1992年)。在带钢头部宽度收缩,这是界定为带的一部分,从进入下一个轧机,直到活套开始控制活套角度和张力,显示在图 1 ,依赖于原因,如过张力关系时,带钢达到每个轧机,速度安装错配,高速干预经营者和响应延迟的活套系统等(1992年;村田,1995年)热轧带钢轧机带钢头部的宽度收缩对生产力有不良影响。因此1张力控制系统是非常重要的,以尽量减少过张力,以防止带钢头部宽度收缩。
该中间机座张力的计算方法是当前的活套电机,由于活套系统在带钢头部具有响应延迟,所以张力无法控制。传统的张力控制系统从目前的一个轧机上主要电机的差异,计算出张力。但是宽度收缩发生在中间机座过张力,这是密切相关,当前的区别二主张根据之间的关系,宽度收缩和主要电机电流。此外,常规系统主要是使用到张力控制的厚带和前面的轧机(山下等人,1975年)。
图1 精轧机后的热轧板带的平面视角
在热轧带钢精轧机一些研究人员已经开发出宽度控制计划(1995年;希勒米
和亚历山大,1968年;石井,1996年)。反馈AWC(自动宽度控制)是发达国家从测量的宽度以控制第一第二轧机的电机速度。那个宽度衡量装置安装在第二和第三轧机间。前馈AWC使用第一架轧机的轧制力变化来控制宽度。该FAWC (精轧自动宽度控制)(小仓,1996年;村田,1996年;森达,1998年)是发达国家以控制宽度由宽度衡量安装两架轧机和活套电流。在寿(1997年),宽度控制靠液压AWC在粗轧机发展和最优控制活套系统和宽度预测模型。
以前提到的控制侧重于活套系统控制带钢宽中部宽度,但带钢头部的宽度收缩是没有考虑。靠中间机座宽度计去测量和控制的宽度是不容易的由于测量等因素冷却水,汽,图2配置活套系统。振动的轧机,房屋,等等。此外,FAWC不能有效的控制带钢头部宽度因为张力是从活套电流计算出来的。
在本文中,我们首先分析宽度的收缩和目前的差异之间的相关性。在此基础上的分析结果,一种新的张力控制计划被推荐去尽量减少带钢头部的宽度收缩。关键构思所提出的算法是如下:中间机座张力的计算方法是利用当前的两个相邻轧机之间主电机的差异。主电机速度被PI控制器调整目标张力,以避免带钢头部的过张力。由作者看来,它将成为人类首次尝试提出张力控制计划,带钢头部主电机的差异的使用。该文件是安排如下:第2段给出了对宽度的收缩和控制问题一个分析。在第三段,描述张力计算和控制的建议算法,在第4条,讨论精确的张力控制仿真结果。在第5条,这是表明,通过现场测试的光阳1号热轧带钢轧机的浦项制铁表示,由拟议的控制计划宽度收缩大大减小,结论提交在第6条。
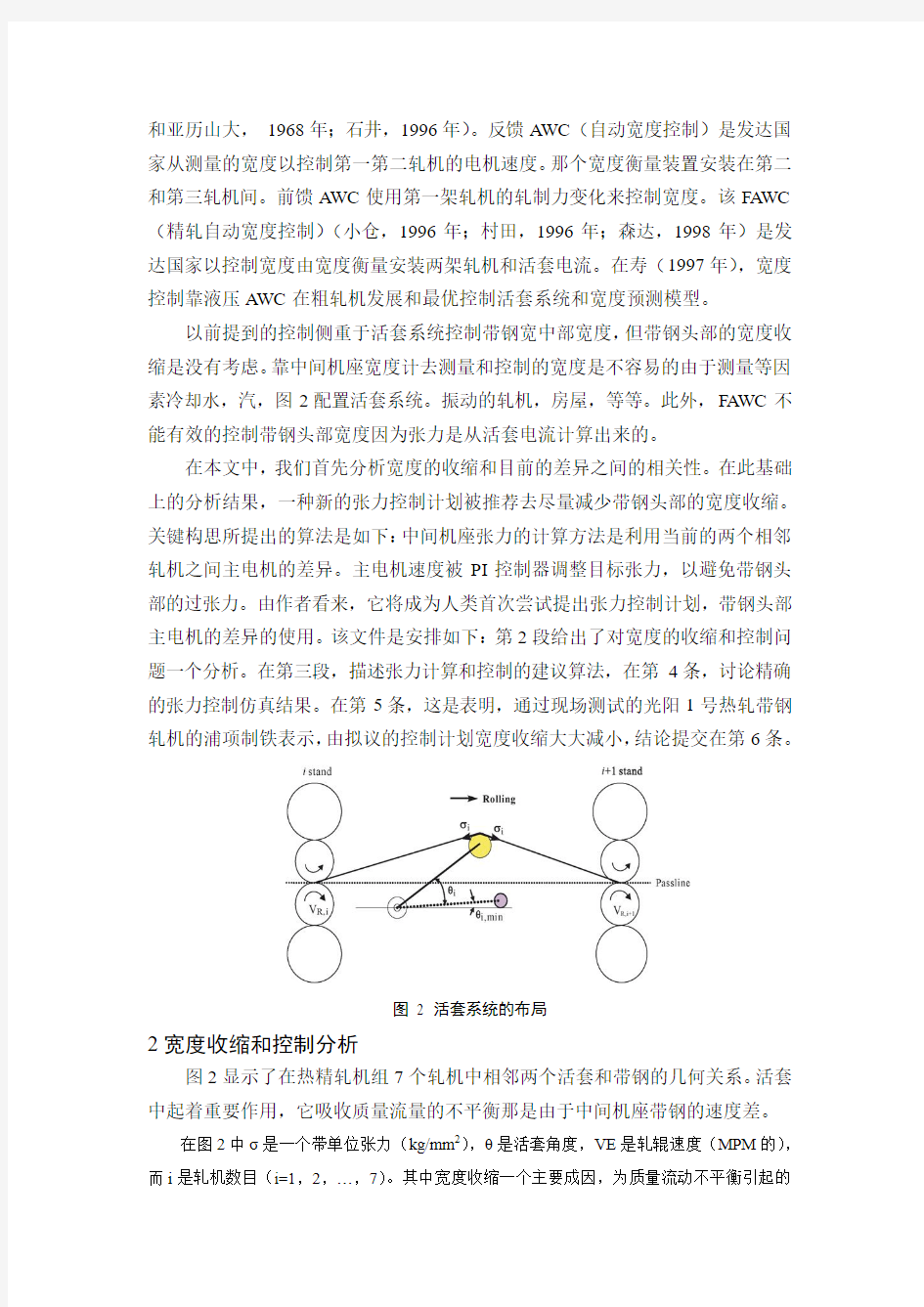
图 2 活套系统的布局
2宽度收缩和控制分析
图2显示了在热精轧机组7个轧机中相邻两个活套和带钢的几何关系。活套中起着重要作用,它吸收质量流量的不平衡那是由于中间机座带钢的速度差。
在图2中σ是一个带单位张力(kg/mm2),θ是活套角度,VE是轧辊速度(MPM的),而i是轧机数目(i=1,2,…,7)。其中宽度收缩一个主要成因,为质量流动不平衡引起的
过张力(低音大提琴和哈特曼,1987年)。
在热轧带钢轧机,相邻轧机间的宽度预测模型是代表用蠕变应变张力如下(石井,1996年;韩元,2002年):?W=W·{exp(?εs/2-1)} (1)
εs=α·(σ/9.8)β+γ·(σ/9.8)m· tn,(2) 其中?W是个宽度变化(毫米),W是绝对的宽度(毫米),εs是张力蠕变应变,t是张力适用的时间(s),乃是定义为一时间间隔在这张力下在蠕变试验,α,β,γ,m和n分别为常量。公式(一)和(二)确认在这条件下纵和侧面的方向那条是各向同性。从公式(一)可看到在质量平衡条件下侧面的蠕变应变是时纵的蠕变应变的(?1/2) 从公式(1)及(2)可明显知道,带钢宽度是直接影响了中间的带张力,这是主要是通过控制每个轧机主电机和该中间机座活套(浅野等人,2005年;浅田等人,2003年)。
图3 宽度收缩时活套角和主电机电流
图4 主轧机电流的差异和宽度收缩
不过,带钢头部的张力通常是只能由速度主电机控制,因为该活套系统响应延迟。这意味着主电机电流可以控制带钢头部宽度。图3显示当宽度收缩时主电机电流的第六和第七架轧机和中间机座活套的角度,按F6-7活套角在这个数字的手段的角度来看,活套安装在第六和第七架轧机间。过张力主要发生在带轧如(i+1)架轧机,我们可以通过活套角估计。在其他换言之,由于过张力扭矩活
套的角度逐渐增大并停在12s。在图三,过张力在11.7S出现,活套控制开始于12.7S,因此,带钢头部宽度收缩是在1S内。在此期间,第六架轧机电机电流逐渐减小,另一方面,该第七架轧机的电机电流逐渐增加,因为带钢的扭转张力增加。而第七架轧机电机电流相对高于正常的张力,也就是第六架轧机在12.5S前是比较低的,在目前的行为在正常的张力下,这是一个相反的的现象。只有张力扭矩表明目前的第六架轧机是不同的,因为轧机主电机在金属咬入碰撞才能恢复到原来速度此时活套控制没开始。
由于目前的两架轧机区别是最大当带钢在第七架咬入(11.7s),我们可以知道,这是宽度收缩一个主要的原因。在图3宽度收缩发生在时刻,然后靠活套张力控制恢复。图4显示目前的主电机差异和第六和第七架轧机之间的宽度收缩的深度,它结果表明,深度,宽度收缩变大是由于目前的区别增加了。从图第3和第4 的结论,我们提出了一种新的张力控制计划,在下一节以尽量减少宽度收缩。
3 带钢头部张力控制
本节主要内容是分为两部分,即张力计算模型和张力控制算法。
3.1 张力计算模型
图5 中间机座带钢张力的布局
在本款中,我们用主电机电流解释张力计算模型(谷本等人,1984年,1984b ;堀等人,1986年)图5所显示的布局是中间机座的带张力,其中g是轧制扭矩(公斤毫米),L是扭矩臂长度(mm),P是轧辊部队(吨),R是轧辊半径(毫米),T是中间机座总张力(公斤),I是轧机的数目,n是多少转(每分钟转速)和J是转动惯量(kgm2)。在图5,主电机的负载转矩和轧制力之间的动态,总张力是描述如下(山下等人,1975年):
G i =G i0+miT i?1?niT i,(3)
Pi =P i0?p i T i?1?q i T i,(4) 如m i,n i,p i和q i是常量,这是取决于
规格和条件及轧制过程。通常他们由减少比例给出((r i=(H i?h i)/h i),),
卷半径(R i),变形的卷半径(R).G i0和P i0是一个初始起伏转矩和轧制力假设
T i?1=T i=0和描述的如下
G i0=l i P i0(5) 从公式(3)-(5),中间机座总的张力,(T i)可以从轧制动力学计算
如下
T i=(liP i?Gi+aiT i?1)/b i T0= 0 (6) 参数的a i和b i定义如下
a i=m i+lip i,
b i=ni?l i q i,(7) 转矩臂(l i)是作为一个功能的厚度
输入(H),输出(h)和轧制力(P)如下
l i=f(H i,h i,P i) (8) 注意到中间机座张力,可以通过如公式(6)所示的轧制扭矩(克),扭矩臂(升),轧制力(p)计算出。P可以通过轧机牌坊的称重传感器配备测量G和L都必须T通过如下计算得到张力。轧制扭矩(G)计算如下:
Gi=GM i?GA i?Gf i,(9) 其中GM i是主电机总的扭矩,GA i是加速转矩和GF i是损失扭矩,
他们下列方程所表示:
GM i=C1i·(I i·V i)/N i
GA i=(C2i·J i)dNi/d t
Gf i=f(P i,N i),(10) I是一个主电机电流(A),V是该电压(V),C1和C2是电动机转矩常数和f (x)的功能是的X,通常GF i是小于其他力矩,我们可以无视其效果。
既然我们可以测量的GMI和GA i,只有转矩臂(L i)要为模型计算中间轧机张力。如公式(6)所示从公式(6)及(7)扭矩ARM描述如下
表1 无活套和建议算法的比较
项目无活套控制建议控制
张力计算用第I 架轧机的电流
(仅在第一架的电流不同)用锁电流的不同并且测量第I和(I+1)架轧机的电流(俩架轧机的电流不同)
前张力绝对张力(公式6)张力差
合适宽度厚板(6毫米以上)厚板和薄板(所有厚度)合适的轧机前轧机(第一和第二架轧机)所有轧机
l i=(G i?m i T i?1+n i T i)/(P i+p i T i?1+q i T i)(11) 在公式(11),最初的转矩臂(l i0),它是由带钢进入(i+1)轧机前的扭矩臂定
义的,它的表示如下:
l i0(H i0,h i0,P i0)=(G i0?m i0T(i?1))/(P i0+p i0T(i?1))(12) 凡标“0”的价值是,当张力(T i)是零和T i-1给出了。当带钢通过(i+1)架轧机,轧制力和每个轧机的厚度各有不同,然后转矩ARM和中间机座的张力也各
有不同显示,如公式(6)和(8)所示。变化的扭矩,可以用微分形式来描述
如公式(8)所示:
△l i=l i0{K1i*H i/H i0+K2i*h i/h i0+K3i*P i/P i0},(13)
△H i=H i?H i0,△h i=h i?h i0,△P i=P i?P i0
系数K1i,K2i,K3i是r i,R i,h i的函数,他们有以下因素决定:
Kj i=f(ri,hi,Ri),j=1,2,3 . (14)
扭矩可从公式(12)和(13)中求出,如下所示:
l i=l i0+△l i(15) 据指出,上述张力模型类似于热轧精轧机的无活套张力模型(山下等人,1975年;诸冈等人,1976年)。即,张力的计算是只能用主电机电流(ii),这是简要
介绍如下
T i=fT(I i,P i,l i,) (16) 不过,这是表明,从图3和4 看出,带钢头部的宽度收缩和相邻两架轧机主
电机目前的差异有密切的关系。此外,从张力控制的角度来看,在张力的计算模
型中
考虑目前主电机的差异,这是可取的。
因此,我们使用这两种随着电机电流和(i+1)次电机电流计算中间机座的张力,
描述如下:
T i=T i,ref+△T i,(17) 对张力Ti和有参考价值,其中△T i可从公式(16)中描述。
其中T i
,ref
△T i=fT[{(I i+1-Ii+1lock on)-(I i-I i,lock on)},△P i,△l i,],(18)
△T i=fT{(△I i+1-△I i),△P i,△l i,},(19) 当中间机座的单位张力(σi =(T i/h i·W i))达到参考的单位张力(σi,ref).,I i,lockon
I lock on+1是第i和(i+1)座轧机的主电机电流。
在第2段看出,当两架轧机的电流差异达到最大时宽度收缩发生。因此,建议张力计算模型可由从式公式(6),(9)及(19)描述。
△T i=1/b i[li△P i-{C1i·(△I i+1-△I i) △V i/△N i-C2i·J i dNi/d t}+a i△T i-1] (20) 3.2带钢头部张力控制计划
拟议的张力控制计划如图6所示,
图6 热轧精轧机新的张力控制系统
ASR的主张自动调速
传统的的无活套张力系统的张力用第i座轧机的主电机电流计算而计划系统用第i和(i+1)座轧机计算。单位张力(σ)用公式(20)计算。这些参数由过程计算机和轧制过程给出或实测出。
表2-仿真条件
第6架第7架
厚度(mm) 3.13 2.53
轧辊直径(mm) 608 608
轧制速度(mpm) 484 598
宽度(mm) 1240
活套角度(mm) 20
单位张力(kg/mm2) 0.86
张力是通过调整第i架轧机的轧制速度来控制的,其中用的是PI控制。带钢头部拟议的张力控制计划,归纳如下,并显示在图7 。
图7 张力控制算法的流程图
第1步:决定带钢是否达到(i+1)架轧机。
第2步:当σii=σii,ref.每个轧机的'锁'电流(I i,lockon,I(i+1),lockon)设置
第3步:当活套角(i)低于参考值时测量电流和'锁'电流之间的差异(△Ii,△I i+1)被计算。
第4步:单位张力变化的计算方法是通过(△I i+1-△I i)和公式(20),目前的差异大于一常数由过程计算机任意设置。
第5步:第i架轧机的主电机速度,由PI控制器控制,当σi是大于一个常数。
第6步:如果带钢不通过带钢头部,则转到步骤3。
请注意,所提出的算法是有别于无活套系统如表1所示。
4 仿真结果
在本节中,从模拟分析了算法的有效性。我们考虑的第6和第7架轧机的张力变化,因为大部份的宽度收缩发生他们的轧机上。由于带厚度是最薄和轧制速度是最快的,过张力很容易发生在轧机上。仿真条件如表2所示。
图8有张力控制和无张力控制的单位张力
图8显示这两种情况下的单位张力,它决定该张力控制是否被执行。在这个数字中,速度干扰增加到1.1S来获取过张力和张力控制在0.7-1.7s这表明通过模拟结果,最大张力在该条件下张力控制是减少了10%,相较于在头部带其他条件。带钢头部张力控制对中间部分的张力一个良好的作用,图9显示主电机转速为同一条件。这表明通过数字的速度和参考张力控制是不同的减小过张力,但对另一条件不是多种多样的。因此据认为,在提高带钢头部张力控制的所提出的控制算法是非常有效。
图9有张力控制和无张力控制的第I架轧机的轧制速度
图10配置张力控制系统
图11厚带现场试验结果
5 现场试验结果
在本节中,这表明从现场测试,在带钢头部宽度收缩透过拟议的张力控制算法已减少。该算法是适用于该光阳1号热轧浦项制铁带钢轧机,系统配置显示在图10。该系统具有数据存储器它能从过程计算机和PLC(可编程逻辑控制器)收集的过程中安装数据,轧制数据。速度控制的计算是从张力控制器转送速度的PLC。图11显示宽带钢现场测试的结果,(3.7毫米)。测量的张力,是指从活套电流后1秒以来计算的张力,带钢是在第7架轧机轧入。由于在1秒活套电流不稳定,
从活套电流计算的张力,是不可靠的,不能用于张力控制。图12薄带钢现场结果,
图12薄板现场实验结果
在这个数字所代表的建议的控制算法,第7架轧机的轧制时间为11.6s。从这个数字可知,计算的张力是比目标的张力大(1.1kg/mm2),活套的角度低于目标的角度(16?)。在其他换言之,我们看到事实,在第6和第7架轧机之间的过张力已发生。即使过张力在中间机座出现,但宽度不收缩,那是因为在带钢头部的提议控制。图12显示的为薄带(2.7毫米)现场试验结果。目标张力是1.3kg/mm2和目标活套角18?。测试结果和图11类似。宽度收缩可以通过控制主电机速度尽量
减少。
图13 -宽度回归,电流差和活套角度。
图14 -宽度回归和速度的差异
图13和14显示,回归结果从现场测试轧制所得的数据,相邻两轧机主电机电流的不同和最小宽度的复原,活套角显示在图13 。当电流差距大,张力是正如前高度运作。因此,活套角度低和最低的宽度也小。图14显示同样的回归之间的最低宽度和相邻轧机速差的。从这些数字,回归模型可描述如下
最小宽度=?0.007x21+0.01x1+6.17,(21)
最小宽度=?0.009x22+0.38x2+1.6,(22)
活套角(F5?6)=0.005x21?0.39x1+18.7,(23)
活套角(F6?7)=?0.02x22+0.95x2+5.67,(24)
最小宽度=?0.0003x23+0.07x3+1.94,(25)
最小宽度=?0.0004x2+0.06x4+4.0,(26)
宽度收缩=?0.8+0.11x2?0.009x22(28) 其中x1=电流差(为F5-6),χ2=电流差(F6-7),x3=速度之差(F5-6),和
x4=速度之差(F6-7)。此外,模型可以从如下统计分析得到
最小宽度=4.72?0.051x1?0.123x2+0.306x
活套角(F5?6)+0.031x
活套角(F6?7)+0.0292x3?0.0441x4
回归之间的宽度收缩和电流差(F6-7)用图4显示在图15。
图15宽度收缩和电流差的回归
回归模型描述如下
宽度收缩=?0.8+0.11x2?0.009x2
公式(28)R2是92.8%,其中系数的测定(R2的)的统计,给予有关合适的统计模型。
因此,这是验证了该建议的张力控制系统是非常有效的控制宽度收缩。自三个月的现场测试宽度收缩比例已从1.8%下降至1.14%,并已提高了37%。
6 结论
一个在带钢头部新的张力控制系统开发并使用到光阳1号浦项制铁热轧带钢轧机,以减少宽度收缩。这表明通过分析该轧制数据,宽度收缩和主电机的电流差密切相关。张力模型是新开发的从相邻轧机的电流差来计算实际的张力。那个PI控制器的设计,通过控制主电机速度以减少过张力。有效的提出的算法是验证仿真,现场试验的结果表明,宽度收缩下降了37%。这表明提出的模型和管制计划在减少宽度收缩上是非常有效的。