钢筋焊接外观检验记录表
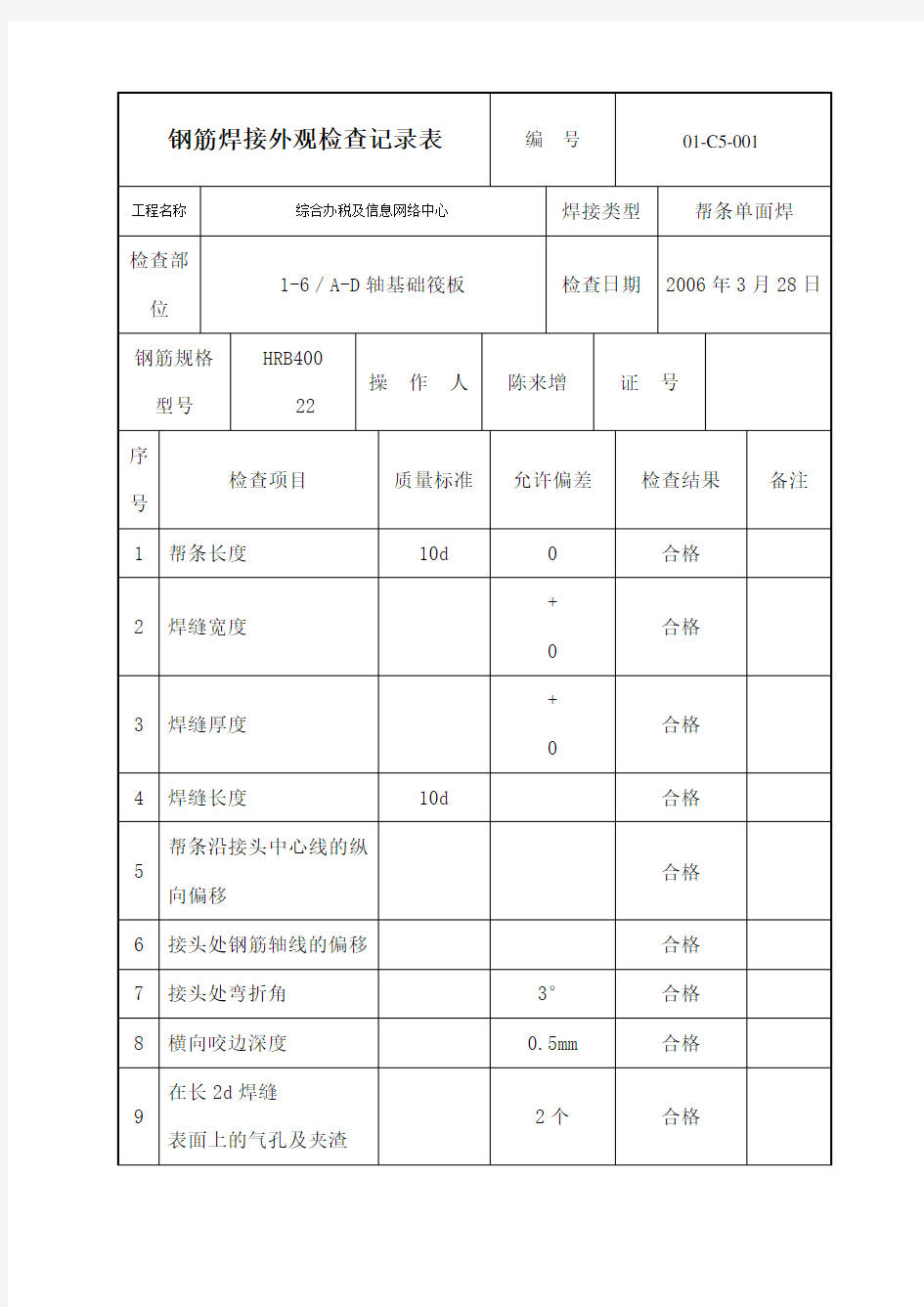
HRB400
22
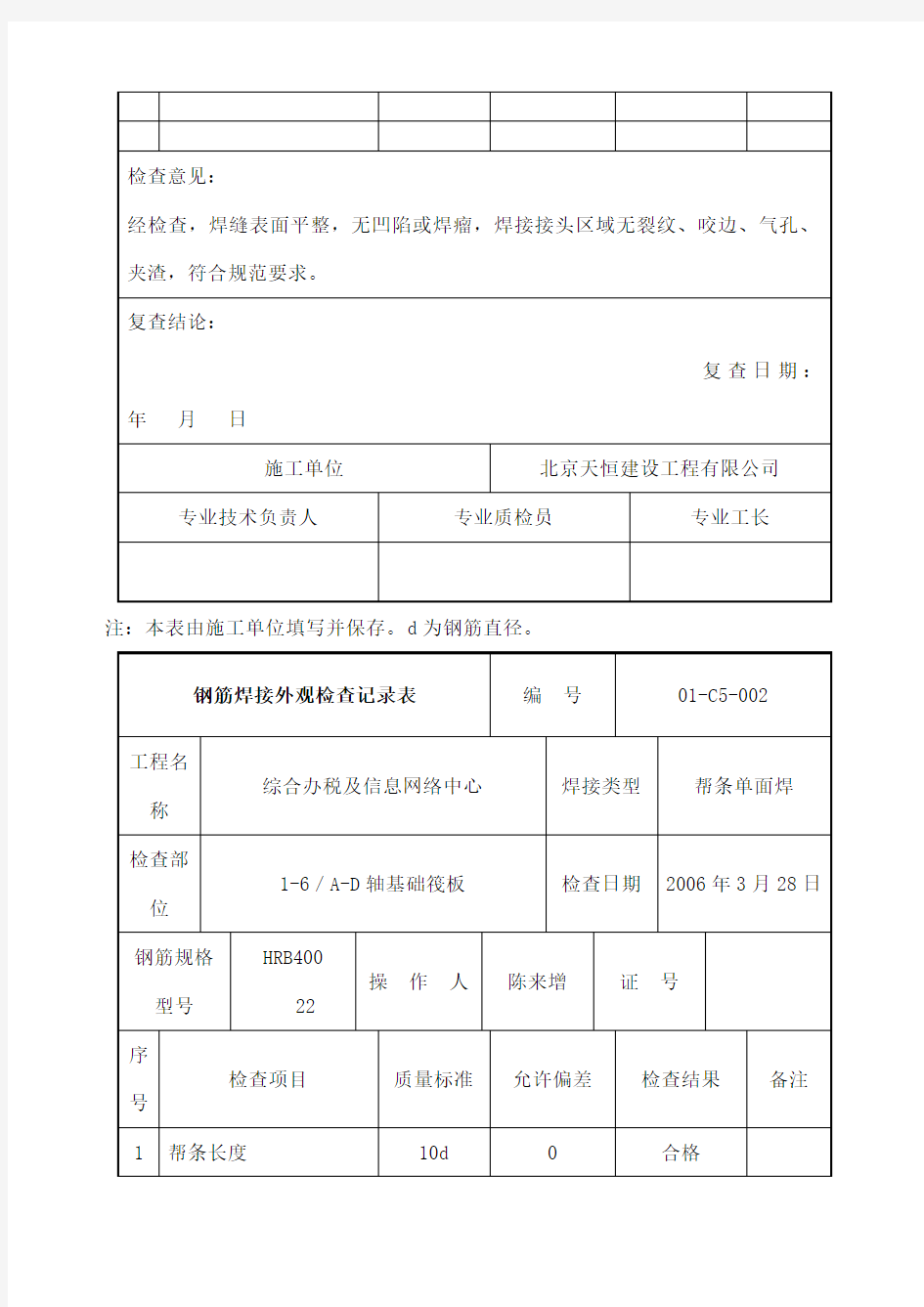
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
22
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
25
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
28
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
28
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
32
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
32
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
25
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
25
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
20
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
25
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
20
注:本表由施工单位填写并保存。d为钢筋直径。
HRB400
22
汽车冲压件焊接检验指导书
汽车冲压件焊接检验指 导书 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
焊接检验指导书QR- 8.3-13 一、检验标准内容 1、焊接质量检验方法 2、外观检验标准 3、焊点质量标准 4、焊接尺寸精度 二、焊接质量检验方法 1、直观检查 用普通、无辅助设备的视力观察,检查车身分总成的外观、焊点(缝)数量、位置和成形质量。 2、试片的性能试验 用与正常生产相同的焊接参数,对与产品同材料、同厚度、同层次的试板进行焊接,试验完成后出具相关试验报告。将试验报告提交至技术部、质量部存档,试验标准参见表3 a、调试完成后,所有工位试板需进行试板的性能试验,并提供试验报告。 b、正式生产后,需每三个月提供一次所有工位试板5组的性能试验报告 c、每次对焊钳进行参数调整,需提供相应焊钳的试板性能试验报告。 3、半破坏试验检查 将专用的工具或装置插入焊接部件以及临近焊缝的部件之间,施加一个外力后,不破坏元部件,观察焊点(缝)的成形质量。 a、检查对象 1)焊接件焊点及关键焊点、易出现缺陷的焊点;
2)半破坏检查前先进行目视检查,检查焊接和工件是否异常。 b、检验频次: 抽检:每批次1次,一次3件。 c、检验内容: 将被检查的部件放至规定的检查区域: 1)清点焊点个数; 2)检查焊点位置; 3)检查是否存在不可接受的焊点。 d、检验方法: 对焊缝中具有特征代表性的焊接点进行检验,将专用凿子和锤子进行在离焊点规定处插入一定的深度(与被检查焊点内端齐平),到达要求的尺寸范围后,上下扳动凿子,直到焊接点材料屈服或严重弯曲,检查焊点是否松动。 f、检验注意事项: 1)如果发现有焊点拉长而焊缝无断裂或损坏,应停止检验。对于两个以上工件之间的焊缝,应在每对相邻工件之间进行检验。对于两端焊点,必须检验。 2)当进行半破坏检查时应注意:别让凿子接至焊接部位,这可能会导致衔接部位被切断; 3)当进行半破坏检查时,插入凿子的位置和深度做如下要求:A=1.0mm~ 2.0mm(尽量同焊接部位靠近),B=5.0mm以上。半破坏检查的操作示意图; 4)拔出凿子,用0.5~1镑锤子还原零件。 5)半破坏焊点检查的数量,不少于焊接焊点总量的30%。 g、记录
钢结构制作安装焊接工程检验批质量验收记录表
钢结构制作安装焊接工程检验批质量验收记录 表 Hessen was revised in January 2021
钢结构制作(安装)焊接工程检验批质量验收记录表 GB50205-2001 010901□□□
说明 010901 (Ⅰ)(主控) 020401 主控项目: 1.检查数量:全数检查。检验方法:检查产品的质量合格证明文件,中文标志及检验报告。 2.全数检查。检查复验报告。 3.全数检查。检查质量证明书和烘焙记录和材料用量证明。 4.全数检查。检查焊工合格证及其认可范围,有效期。 5.全数检查。检查焊接工艺评定报告。 6.全数检查。检查超声波或射线探伤记录。 7.资料全数检查;同类焊缝抽查10%,且不应少于3条。观察检查,用焊缝量规抽查测量。见图。 8.每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少 于1条,每条检查1处,总抽查数不应少于10处。观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
钢结构制作(安装)焊接工程检验批质量验收记录表 GB50205-2001 010901□□
说明 010901 (Ⅰ)(一般) 020401 一般项目: 1.按量抽查1%,且不应少于10包。观察检查。 2.全数检查。检查预、后热施工记录和工艺试验报告。 3.检查数量同主控项目第8条。观察检查或使用放大镜、焊缝量规和钢尺检查。见附录表。 4.检查数量同主控项目第8条。用焊缝量规检查。注:B指焊缝宽度h f>的角焊缝其局部焊脚尺寸允 许低于设计要求值,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。见附录表。 5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。 6.检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查 5%,总抽查处不应少于5处。观察检查。 注:t为连接处较薄的板厚。
钢筋网检验批质量记录表
[支护工程] 04010303□□□□单位工程名称小盘岭2号隧道 分部工程名称支护 分项工程名称钢筋网验收部位GDK349+000~GDK348+970 仰坡 施工单位中铁十九局集团有限公司项目负责人王学忠施工质量验收标准名称及编号 [A]:《高速铁路隧道工程施工质量验收标准》(TB10753-2010) [B]:《铁路混凝土工程施工质量验收标准》(TB10424-2010) 施工质量验收标准的规定施工单位检查评定记录监理单位验收记录 主控项目1 钢筋网材料质量[A]第7.5.4条 质量证明书编号2023834 ,试验报告编号: 19-05GJ110815-004,质量合格。 2 钢筋品种、规格[A]第7.5.5条采用HPB235钢筋,规格φ8,符合设计要求。 3 钢筋网制作[A]第7.5.6条 用φ8 钢筋焊制,网孔 25×25cm , 符合设计要求。 4 钢筋网安装位置[A]第7.5.7条 钢筋网的安装位置应符合设计要求, 并与锚杆或其他固定装置联结牢固。 5 双层钢筋网安装[A]第7.5.8条/ 一般项目 1 钢筋网网格尺寸允 许偏差 ±10mm +6 +4 +8 +5 +4 / / / / / 2 钢筋网搭接长度允 许偏差 ±5cm +3 +2 +4 +3 +2 / / / / / 3 钢筋外观质量[A]第7.5.11条 钢筋调直后使用,钢筋表面不得有裂纹、 油污、颗粒状或片状锈蚀。 施工作业人员 质量责任登记 施工单位 检查评定结果 专职质量检查员年月日 分项工程技术负责人年月日 分项工程负责人年月日 监理单位 验收结论监理工程师年月日
[支护工程] 04010303□□□□单位工程名称小盘岭2号隧道 分部工程名称支护 分项工程名称钢筋网验收部位GDK349+000~GDK348+970 仰坡 施工单位中铁十九局集团有限公司项目负责人王学忠施工质量验收标准名称及编号 [A]:《高速铁路隧道工程施工质量验收标准》(TB10753-2010) [B]:《铁路混凝土工程施工质量验收标准》(TB10424-2010) 施工质量验收标准的规定施工单位检查评定记录监理单位验收记录 主控项目1 钢筋网材料质量[A]第7.5.4条 质量证明书编号2023834 ,试验报告编号: 19-05GJ110815-004,质量合格。 2 钢筋品种、规格[A]第7.5.5条采用HPB235钢筋,规格φ8,符合设计要求。 3 钢筋网制作[A]第7.5.6条 用φ8 钢筋焊制,网孔25×25cm , 符合设计要求。 4 钢筋网安装位置[A]第7.5.7条 钢筋网的安装位置应符合设计要求, 并与锚杆或其他固定装置联结牢固。 5 双层钢筋网安装[A]第7.5.8条/ 一般项目 1 钢筋网网格尺寸允 许偏差 ±10mm -4-2-2-4-6 ///// 2 钢筋网搭接长度允 许偏差 ±5cm -4-2 -4 -3 -4 ///// 3 钢筋外观质量[A]第7.5.11条 钢筋调直后使用,钢筋表面不得有裂纹、 油污、颗粒状或片状锈蚀。 施工作业人员 质量责任登记 施工单位 检查评定结果 专职质量检查员年月日 分项工程技术负责人年月日 分项工程负责人年月日 监理单位 验收结论监理工程师年月日
通用钢筋验收记录表格
钢筋工程质量检查记录表 工程名称广东省客家商会总部经济项目二期(48号地块)验收时间 验收部位检查人员 柱、剪力墙钢筋检查记录 检查子项目验收基本要求(单位mm)验收记录原材料进场原材料是否按《钢筋混凝土用热轧带肋钢筋》复检合格、有无报告 主筋1、钢筋规格、型号、数量按照图纸施工。2、是否按要求设置lc(约束边缘构件沿墙肢的长度)等。 箍筋/拉筋1、箍筋(单肢箍)规格、型号、数量按图施工。2、加密区按图施工。3、箍筋/拉筋弯钩长度满足≧10d或75、135°弯钩,墙间距600,梅花布置。 4、与地面第一个箍筋距离≦50mm、与地面第一个水平筋距离≦2/1剪力墙宽度等。 钢筋连接1、非连接区:板面距离≧500、hc、Hn/6(基础Hn/3)约束边缘构件不适用。2、柱相邻钢筋连接接头相互错开,同一截面内接头面积百分率不应大于50%;3、机械连接纵筋相邻交错≧35d、≧500;4、绑扎接连接纵筋相邻交错0.3LlE;5、锚固长度:C30 、HRB400(335)【HPB235】、三级抗震为37d(31d)【25d】C40 、HRB400(335)【HPB235】、三级抗震为34d (29d)【23d】C45 、HRB400(335)【HPB235】、三级抗震为31d(26d)【21d】6、搭接长度:搭接百分率25%—1.2 LaE 50%—1.4LaE 100%—1.6LaE 等。 保护层1、地下室外墙背水面20、迎水面50。2、外柱背水面30、迎水面50。3、内墙15、内柱30 。4、楼层内墙15、外墙30 内柱20、外柱40 。 梁钢筋检查记录(单位mm) 检查项目验收基本要求验收记录 主筋1、钢筋规格、数量是否按照图纸施工。2、锚固长度与柱钢筋锚固长度规定相同,如采用弯锚,平直段≧0.4LaE、弯钩≧15d。33、L底筋锚固长度为12d 等。 箍筋1、箍筋规格、数量、间距符合设计要求。2、梁的第一个箍筋与柱边≦50,KL、WKL加密区为柱边起≧1.5Hb或≧500。3、箍筋/拉筋弯钩长度满足≧10d且75,135°弯钩等。 加强筋1、二排筋与一排间距35≧a≧25。2、当hw≧450时,梁两侧对称布置间距不小于200、¢12的纵向构造钢筋,构造腰筋搭接、锚固长度为15d,扭力腰筋搭接、锚固为LlE,LaE。3、第一排支座筋长度为Ln/3,二排支座筋长度为Ln/4。4、架立筋搭接长度为150等。 悬挑梁1、面筋:至少两个角筋,并不少于第一排纵筋的1/2的钢筋弯成“]”型,其余的第一排纵筋当L>4hb时,弯成,二排钢筋长度为0.75L;锚固长度为LaE,当锚固支座上无柱时锚固长度为1.6LaE。2、底筋锚固长度为15d,当面筋只有一种弯钩时,底筋末端须向上弯成90°至面筋下锚固。3、悬挑梁末端设置3个间距50,同等直径、规格的箍筋。
焊接质量检查验收表(范本)
焊接质量检查验收表(范本)
焊缝表面质量(观感)检查记录表 编号:0203-TFEN-HJ-01-02-02-001 部件规格钢板T=6、T=22 焊条J40.50(J422) 焊工代号LG499/LG4577焊缝总数381米 焊口编号范围接头清理焊缝成型表露缺 陷 缺陷处理情况焊工签字检查日期 3D01-01 √/ / 3D01-09 √/ / 3D01-12 √/ / 3D01-14 √/ / 3D01-16 √/ / 3D01-22 √/ / 3D01-26 √/ / 3D01-32 √/ / 3D01-40 √/ / 3D01-47 √/ / 3D01-55 √/ / 3D01-59 √/ / 3D01-63 √/ / 3D01-72 √/ / 3D01-82 √/ / 3D01-88 √/ / 以下空白
焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-01-02-02-002单位工程名称SO?吸收系统标准号7.1.2 分部分项名称吸收塔安装工程类别D-2 检查焊口编号0203-JL-TFEN-MT-01 接头数量381 检查测量焊口编号 检验项目 焊缝 成型 焊缝 余高 焊缝宽 窄差 焊脚 尺寸 咬边错边角变形表露缺陷 检查 结论 3D01-01 优良 2.1 2.4 / 无0.2 0.3 无合格3D01-09 优良 2.0 2.2 / 无0.3 0.2 无合格3D01-12 优良 2.1 2.2 / 无0.2 0.4 无合格3D01-14 优良 2.2 2.3 / 无0.4 0.3 无合格3D01-16 优良 2.1 2.1 / 无0.2 0.2 无合格3D01-22 优良 2.2 2.3 / 无0.4 0.4 无合格3D01-26 优良 2.2 2.2 / 无0.2 0.3 无合格3D01-32 优良 2.1 2.2 / 无0.3 0.5 无合格3D01-40 优良 2.1 2.1 / 无0.4 0.4 无合格3D01-47 优良 2.2 2.3 / 无0.3 0.3 无合格3D01-55 优良 2.1 2.2 / 无0.2 0.5 无合格3D01-59 优良 2.0 2.1 / 无0.4 0.4 无合格3D01-63 优良 2.0 2.1 / 无0.2 0.3 无合格3D01-72 优良 2.1 2.3 / 无0.3 0.2 无合格3D01-82 优良 2.0 2.2 / 无0.2 0.4 无合格3D01-88 优良 2.1 2.1 / 无0.3 0.5 无合格以下空白
钢筋进场验收记录表
钢筋进场验收记录表工程名称:施工单位:天水永生建筑工程有限责任公司 序号规格牌号 进场 数量 (T ) 生产厂家 合格证 编号 使用 部位 外观质量检查 进场日期取样日期复试报告编号 复试 结果 重量 (g/m) 锈蚀 (颗 粒 状、 片 状) 裂 纹 油 污 平 直 损 伤 1 32HRB400E24 陕西龙门钢铁公司T12-17693 基础筏板√√√√√2012.10.15 2012.10.16 JGC2012-01621 合格6855 2 32HRB400E48 陕西龙门钢铁公司T12-12142 基础筏板√√√√√2012.10.15 2012.10.16 JGC2012-01597 合格6852 3 25HRB400E12 陕西龙门钢铁公司T11-07078 基础筏板√√√√√2012.10.15 2012.10.16 JGC2012-01598 合格6310 4 25HRB400E12 陕西龙门钢铁公司T11-07080 基础筏板√√√√√2012.10.1 5 2012.10.1 6 JGC2012-01599 合格6311 5 25HRB400E12 陕西龙门钢铁公司T11-02001 基础筏板√√√√√2012.10.15 2012.10.1 6 JGC2012-01600 合格6311 6 20HRB400E24 陕西龙门钢铁公司208-555 基础筏板√√√√√2012.10.15 2012.10.16 JGC2012-01611 合格2470 验收结论2012年10月15日进场的钢筋经检查验收:合格,同意使用。 0 / 24
质量员:材料员:项目技术负责:监理单位检查人 钢筋进场验收记录表工程名称:施工单位:天水永生建筑工程有限责任公司 序号规格牌号 进场 数量 (T ) 生产厂家 合格证 编号 使用 部位 外观质量检查 进场日期取样日期复试报告编号 复试 结果 重量 (g/m) 锈蚀 (颗 粒 状、 片 状) 裂 纹 油 污 平 直 损 伤 1 22HRB400E27 陕西龙门钢铁公司T-48014 基础筏板√√√√√2012.10.16 2012.10.16 JGC2012-01606 合格2980 2 22HRB400E3 3 陕西龙门钢铁公司T-65256 基础筏板√√√√√2012.10.16 2012.10.16 JGC2012-01607 合格2984 3 22HRB400E39 陕西龙门钢铁公司111-530 基础筏板√√√√√2012.10.16 2012.10.16 JGC2012-01608 合格2980 4 22HRB400E21 陕西龙门钢铁公司T-58893 基础筏板√√√√√2012.10.16 2012.10.16 JGC2012-01609 合格2470 5 20HRB400E24 陕西龙门钢铁公司205-949 基础筏板√√√√√2012.10.1 6 2012.10.16 JGC2012-01610 合格2470 6 25HRB400E12 陕西龙门钢铁公司T11-02002 基础筏板√√√√√2012.10.16 2012.10.16 JGC2012-01601 合格3852 7 25HRB400E33 陕西龙门钢铁公司T11-371 基础筏板√√√√√2012.10.16 2012.10.16 JGC2012-01602 合格3850 8 25HRB400E15 陕西龙门钢铁公司T12-13499 基础筏板√√√√√2012.10.16 2012.10.16 JGC2012-01603 合格3853 9 22HRB400E30 陕西龙门钢铁公司111-461 基础筏板√√√√√2012.10.16 2012.10.16 JGC2012-01604 合格2982 10 22HRB400E18 陕西龙门钢铁公司T-48013 基础筏板√√√√√2012.10.16 2012.10.16 JGC2012-01605 合格2980 1 / 24
焊接件检验规范
文件编号 修改状态 文件名称:焊接件检验规范 受控状态: 生效日期: 版本修改范围或修改条例修改日期修改人审核 会签部门会签人/日期会签部门会签人/日期品保部技术中心 品管部综合部 审核 核准 1 目的
为规范公司产品的焊接检验标准,确保检验的产品符合设计要求,从而达到保证被检测材料和部件的可靠性的目的,特制定本规范。 2 定义 本规范所指产品包括承受动载或受力较大的箱体吊梁、悬挂件等有质量等级要求的焊接件,以及质量要求一般、受力较小、承受静载的焊接件。 3 范围 本标准适用于所有类型的钢、镍、钛、铝及其合金的熔焊接头(不包括电子束焊接),厚度大于0.5mm以上的材料焊接。 4 焊接术语 质量等级: 基于给定的缺欠类型,对焊接的质量进行分级描述。 短缺欠: 焊接部分任意100mm长度内,一个或多个缺欠总长度不大于25mm,或者焊接部分短于100mm长度内,缺欠总长度不超过该长度的25%。 系统缺欠: 待查焊接部分总长度以内,按照特定距离均匀分布的缺欠,单个缺欠的尺寸在允许范围以内。 焊接裂纹: 在焊接应力及其他因素共同作用下,焊接接头中局部位置的金属原子结合力遭到破坏而形成的新界面所产生的缝隙。 余高: 焊缝表面两焊趾连线上的那部分金属高度。 角焊缝: 沿两直交或近直交零件的交线所焊接的焊缝。 表面气孔:
气孔是指焊接时,熔池中的气体未在金属凝固前逸出,残存于焊缝之中所形成的空穴。当气体刚溢出表面而产生的孔洞未被填满金属液体凝固所形成的凹坑。 未焊透: 焊缝金属没有进入接头根部的现象。 未熔合: 焊缝金属与母材金属,或焊缝金属之间未熔化结合在一起的缺欠。 咬边: 由于焊接参数选择不当,或操作方法不正确,沿焊趾的母材部位产生的沟槽或凹陷。 焊瘤: 由于金属物在焊接过程中,通过电流造成金属焊点局部高温熔化,液体金属凝固时,在重力作用下金属流淌形成的微小疙瘩。 飞溅: 熔化金属飞向熔池之外。 5 焊接符号 本规范中使用了以下符号: a:角焊标称焊缝厚度。 d:孔径。 h:缺欠的高度或宽度。 z:角焊的焊角尺寸。 t:壁厚或板厚。 b:焊缝宽度。 s:标称对接焊缝厚度(焊缝的有效厚度)。 6 要求 本规范必须经由培训合格的检验人员执行,为了方便检测产品的焊接品质,所有的待检产品应无表面涂层处理工序(如喷漆、喷塑等)。当实际与合同、技