德国美奈克铜铝过渡端子选型

材质:铜含量≥99.9%;铝含量≥99.6%
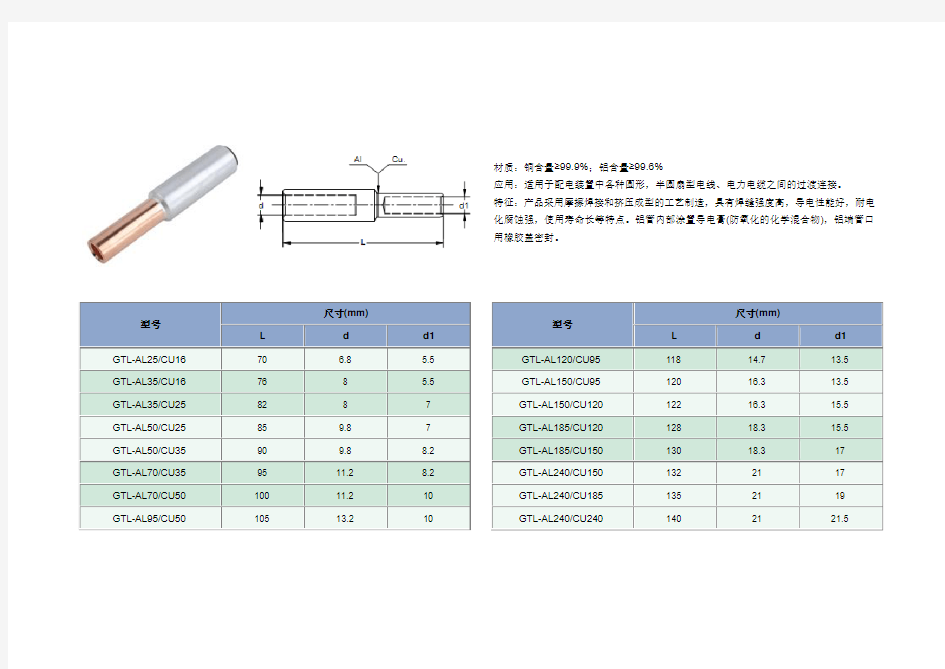
应用:适用于配电装置中各种圆形,半圆扇型电线、电力电缆之间的过渡连接。
特征:产品采用摩擦焊接和挤压成型的工艺制造,具有焊缝强度高,导电性能好,耐电化腐蚀强,使用寿命长等特点。铝管内部涂置导电膏(防氧化的化学混合物),铝端管口用橡胶盖密封。
材质:铜含量≥99.9%;铝含量≥99.6%
应用:适用于配电装置中各种圆形、半圆扇型铝线、电力电缆和电气设备铜端的过渡连接。特征:产品采用摩擦焊接工艺制造,具有焊缝强度高,导电性能好,耐电化腐蚀强,使用寿命长等特点。铝管内部涂置导电膏(防氧化的化学混合物),管口用橡胶盖密封。
标准:型式试验符合GB9327、IEC 61238-1标准。
材质:铜含量≥99.9%;铝含量≥99.6%
应用:适用于配电装置中各种圆形、半圆扇型铝线、电力电缆和电气设备铜端的过渡连接。
特征:产品采用摩擦焊接工艺制造,具有焊缝强度高,导电性能好,耐电化腐蚀强,使用寿命长等特点。铝管内部涂置导电膏(防氧化的化学混合物),管口用橡胶盖密封。标准:型式试验符合GB9327、IEC 61238-1标准。
材质:铜含量≥99.9%;铝含量≥99.6%
应用:适用于配电装置中各种圆形、半圆扇型铝线、电力电缆和电气设备铜端的过渡连接。特征:产品采用摩擦焊接工艺制造,具有焊缝强度高,导电性能好,耐电化腐蚀强,使用寿命长等特点。
标准:产品型式试验符合GB9327标准。
如何解决电力中的铜铝连接
如何解决电力中的铜铝连接 在电力系统中,需要消耗大量的导电材料,许多设备的接线端是铜材料,而架空导线多为铝材料,因此用铝材料制作的导线应用广泛,如果两者直接相连,接触电阻会很大,当设备长期运行、过载或短路时,连接处会迅速升温,热量传递到电力设备上,如变压器,轻则发生烧毁触头、缺相运行造成停电事故,重则引起烧毁设备、引起设备爆炸、火灾等。因此电力系统中一般使用经过特殊工艺处理焊接而成的铜铝过渡接头。尽管如此,但目前的工艺水平使得焊接处不可能完美无缺,只要有小小的缝隙,便有可能受空气、水分等的入侵,发生氧化,使接触电阻增加,运行过程发热进一步加大氧化面的扩大,最终导致铜铝过渡接头发生强度下降而断裂。此外,接触电阻的增加还会导致线路的短路电流减小,延长短路保护装置的动作时间,或阻碍短路保护装置的动作,大大威胁供电系统的安全性。在实际运行维护中,铜铝过渡接头的断裂很普遍,载流接头是变压器本身及其联系电网的重要组成部分,接头连接不好,将引起发热甚至烧断,严重影响变压器的正常运行和电网的安全供电。因此,接头过热问题一定要及时解决。变压器的引出端头都是铜制的,在屋外和潮湿的场所中,不能将铝导体用螺栓与铜端头连接。当铜与铝的接触面间渗入含有溶解盐的水分,即电解液时,在电耦的作用下,会产生电解反应,铝被强烈电腐蚀。结果,触头很快遭到破坏,以致发热甚至可能造成重大事故。为了预防这种现象,在上述装置中需要将铝导体与铜导体连接
时,采用一头为铝,另一头为铜的特殊过渡触头。特别是在污染重区,例如工业城市,数量多时每月都有4~5次类似的抢修。如何防止铜铝过渡接头的氧化、断裂是当前急需解决的问题。 1 铜铝过渡接头断裂分析 为了能从源头上找到解决铜铝过渡接头断裂的原因,电机壳 必须对断裂原因进行多方面的综合分析,总结起来有以下几大类。 1.1 焊接工艺 铜铝焊接中,铝铜电极电位差值大和焊接温度过高易引起铝 的溶蚀,焊接时铝铜相互扩散生成的脆性物质使接头性能不稳定,降低了接头强度耐腐蚀性。这些不利影响将直接导致运行中铜铝过渡接头的使用寿命缩短,加快了断裂的进程。 1.2 化学反应 当铜、铝两种金属的接触面与空气中的水分、二氧化碳和其他 杂质作用下极易形成电解液,从而形成了以铝为负极、铜为正极的电池,使铝产生电化腐蚀,造成铜、铝连接处的接触电阻增大,导致发热氧化,当达到一定程度时,焊面断裂。 1.3 膨胀系数 铜与铝的热膨胀系数相差很大。铝的热膨胀系数比铜大36%左右,在过渡接头发热时会使铜材料受到挤压,而在冷却后不能完全复原。这样,在长时间运行中经多次冷热不均的长期温差变化(例如通 电与停电、大负荷与小负荷,冷热天气交替等)后,容易使接触面处 产生较大的间隙而影响接触面积,造成接触不良进而使接触电阻增加。
过渡接头
过渡接头
1、直通过渡接头代号 □□□ - □□ - □□ - □ 直通接头型号 - 左端标号 - 右端标号 - 材料2、角弯过渡接头代号:在直通过渡接头后加“4”表示45°弯曲过渡接头;“9”表示90°弯曲过渡接头。 3、三通过渡接头代号 □□□□ - □□ - □□ - □□ - □ 直通接头型号 - 左端标号 - 中端标号 - 右端标号-材料4、四通过渡接头代号 □□ - □□ - □ 四通过渡接头型号 - 标号 - 材料 四通过渡接头一般四端都相同,因此只有一个标号,如四端不同,则依次表示左、上、右、下。 材料碳钢铜不锈钢 代号- BR SS-表示接头材料为不锈钢 1Cr18Ni9Ti SR-表示材料为不锈钢0Cr18Ni9Ti SU-表示材料为不锈钢316
(一)直通过渡接头编号规则: 上加O-RING 。 如1J-06-04OR ,表示第二端即-04端锥面上加O-RING 。 1J-06-04/2OR 表示两端即-06端及-04端均加O-RING 。 2、固定内螺纹/活动内螺纹(扣压螺母)的表示方法为第一 第一位数字 第二或第三位字母 1外螺纹/外螺纹 A 英管螺纹球面 2外螺纹/活动内螺纹(扣压螺母) B 英管螺纹60°锥面 3活动内螺纹(扣压螺母)/活动 内螺纹(扣压螺母) C 公制24°轻系列 4外螺纹堵头 D 公制24°重系列 5衬套(外螺纹/固定内螺纹) E 公制平面带O 形圈 6过板接头 F 美制ORFS 平面 7 固定内螺纹/固定内螺纹(无螺 母) G 英管螺纹平面、O-Ring 密封 8锁母 H 公制六角端面O-Ring 密封 9内螺纹堵头(扣压螺母) J 美制JIC 74° K 公制外螺纹60°外锥(小松) L 公制组合垫圈密封 M 公制60° N 美制布锥管 O 美制SAE O-Ring BOSS P 美制SAE 90° Q 公制74° S 日式英管外螺纹60°外锥 T 英锥管螺纹 U NPSM W 焊接管 Y 煤矿接头(SAE 标准) Z BSP 平面用组合垫密封
YH端子压接规范-Rev03
YH Crimping Specification 页数:第1页共18页 编写:王静 校对: 审核: 批准: 版本修定记录 日期 版本号 章节号 更改内容 修订者 10.4.13 02 2.4 端子弯曲变形判断图示更新 王静 2.1 增加旗型端子的判定总则 刘少华 3.2.1 3.2.2 增加旗型端子压接截面分析判定依据 刘少华 5.1 增加旗型端子压接高度的测量方法 刘少华 11. 6.14 03 6 增加刺破式护套压接的标准及测量方法 刘少华 11.11.25 03 6.1.1 6.1.2 修改刺破式护套压接的标准 刘少华
YH Crimping Specification 页数:第2页共18页 前言: 本规范是对上海逸航汽车零部件有限公司线束加工生产中压接工艺的要求和规范。 随着本公司汽车线束产品、规模的不断扩大,客户对线束产品性能要求的不断提高,压接作为线束产品生产加工中的主要及重要工位——压接质量的要求也不断提高。本标准参考、引用TYCO、YAZAKI、MOLEX,JST等压接标准以及各大线束公司压接要求,结合公司实际情况而制定。 总则: 此规范适用于YH的线束压接工艺。 图纸上有特殊压接要求的按图纸执行,没有定义的则按此规范执行。
YH Crimping Specification 页数:第3页共18页目录 1. 定义 1.1 端子压接定义 1.2 相关术语和名词 2. 压接要求 2.1 芯线(导体)和塑线(绝缘体)压接接合处外观要求 2.2 喇叭口压接要求 2.3 余料切断要求 2.4 端子压接容易发生的变形及判断标准 2.5 有密封塞的端子压接要求 3. 压接截面要求 3.1 目的 3.2 压接截面分析判定 4. 压接参数要求 4.1 压接高度和宽度 4.2 压接后机械强度(拉拔力)参数 5. 相关测量及测试方法的说明 5.1 压接高度的测量方法 5.2 拉拔力的测试方法 5.3 摇摆测试 6. 关于刺破式连接器压接参数的要求及测量方法 6.1 压接参数的要求 6.2 测量方法
线缆接线端子规格
1.DTL型铜铝接线端子返回 DTL系列铜铝接线端子适 用于配电装置中各种圆形、半圆扇 形铝芯、电力电缆与电气设备铜端 的过度连接.使用铝棒为L3,铜棒 为T2.该产品采用摩擦焊接工艺制 造,具有机械强度高,通电性能好, 抗电化腐蚀,使用寿命长等优点. DTL系列铜铝接线端子尺寸表 型号插 入 导 线 截 面 mm2 外形尺寸(mm) ?D d L L1B DTL-16168.5116703016 DTL-25258.5127753418 DTL-353510.5148.5853820.5 DTL-505010.5169.8904023 DTL-707012.51811.51024826 DTL-959512.52113.51125228 DTL-12012014.523151205330 DTL-15015014.52516.51265634 DTL-185185172718.51335837 DTL-2402401730211406040 DTL-3003002134241606550 DTL-4004002138271707050 下 2.DT型堵油式铜接线端子返回
铜接线端子适用于配电装置中各种圆形、半圆扇型铜芯、 电力电缆与电气设备的连接,该产品采用T2铜棒压制而成, 导电性能好,是铜线电缆终端连接最佳的选择。 DT型堵油式铜接线端子尺寸表 型号 插入导线 截面(mm2) 外形尺寸(mm) ? D d L L1 B DT-16 16 8.5 10 6.5 66 30 16 DT-25 25 8.5 11 7 70 34 18 DT-35 35 10.5 12 8.5 78 36 20.5 DT-50 50 10.5 14 9.5 85 40 23 DT-70 70 12.5 16 11.5 93 44 26 DT-95 95 12.5 18 13.5 104 47 28 DT-120 120 14.5 20 15 113 49 30 DT-150 150 14.5 22 16.5 117 52 34 DT-185 185 17 25 18.5 125 56 37 DT-240 240 17 27 21 136 60 40 DT-300 300 21 31 23.5 155 62 50 DT-400 400 21 36 27 160 65 50 (注:表面处理:①纯化、②镀银、③镀锡,表面要求由用户选择) 上一页下一3.DL型堵油式铝接线端子返回
电线接头要合乎规范
电线接头要合乎规范 一些电气安装施工人员在敷设电线时,往往不注意安装质量:在应该用绝缘套管处不装套管;应该用接线盒的地方也没有装接线盒;甚至在电线接头处不是采用绞接方法,而是采用违章的弯钩状连接方法。这种弯钩状连接方法的接触电阻很大,通电时不断发热,会使附近的木板逐步干燥、炭化,最后发生燃烧,引起火灾。 一、接头处易发生事故的原因 电气线路上总是有很多连接点的。如电线和电线、电线和开关、电线和用电器具的接线桩头、电线和保护装置连接点等。这些接头部位与电线的其他部位有所不同。 1.容易发生碰线 电线一般都有绝缘保护,只要绝缘不损坏,即使两线相碰,也不会发生问题。而在接头处,绝缘层被剥去,如果包布缠不良且发生两线相碰,就可能形成短路、发热或者产生电火花。 2.容易因接触电阻过大而发热 接头处及时采取各种措施,也不能做到"天衣无缝"。如果接触面积小于导体截面积,则根据电阻和导电面积成反比的道理可知,连接点接触面积愈小,电阻愈大;电阻愈大,则愈易发热。故接头处总比导体其他部位易发热。如果接头质量较好,产生的热量不大,散热条件好,热量很快地散发掉,连接点温度不致升得太高而引起事故。反之,则引起事故的可能性就很大。导线用钩状连接,那么导线的接触面积大约相当于导线截面积的1/8,这样连接部位电阻既是其他地方的8倍,发热量也近似8倍,这个部位就易发生事故。另外,钩状连接处,在外面振动的情况下,还会出现时断时连的状态,那就可能出现电火花,则容易引起附近可燃物燃烧。由于接头的接触电阻过大,还可能产生高温,可以使金属导体变色甚至熔化,引起导体绝缘层着火及其他物质燃烧,酿成火灾事故。 二、造成连接头接触电阻过大的原因 1.安装质量差 (1)连接导线没有按规定绞接,甚至是用钩接法连接,则接头的连接不会牢固,易发生松动。有一家絮棉加工厂,闷顶里(房顶夹层空阁)的电线也是采用弯钩状连接法。一次,因老鼠在闷顶内走动,碰到电线的接头,使接头松动而产生电火花,引起闷顶里飞絮着火,火势顺着导线迅速延烧,酿成了一场重大火灾事故。 (2)导线和开关、用电器通过线线柱连接,因施工时马虎,接线柱上不加垫圈,锣帽也不拧紧,这也会使接触电阻增大。如某一饭店,配电箱内就因为这种原因,致使导体熔化,熔珠落在下面的纸板箱上,引起火灾。 (3)铜线和铝线没有按规定方法连接,往往是貌合神离,接触电阻也比较大,造成隐患。(4)多股导线的线芯没绞好,部分毛丝(线芯)外翘,互碰后形成短路。例如,某百货商店在装电线插座时,没有把多股铜芯线绞好,结果有些铜丝翘露出来,碰到另一相线,通电后发生短路,引起一场火灾。 (5)施工时各相线接头没有错开,在同一断面上也会造成事故。如某轧花厂仓库。一部流动吊车违章使用有接头的电线。卡车进库卸货时,把电线接头处拉断。接头间相间短路,产生电火花,引起黄麻燃烧,造成一场重大事故。 2.长期运行接头松动 有些接头在安装时质量是比较好的,但由于热胀冷缩的原因,或者长期受到振动,会使接头松动。如某桥梁桥头堡内的电气线路,就因为车辆过桥时经常产生强烈的震动,使导线的接头处逐渐松动,接触电阻逐渐变大,发热越来越严重,导致了一场火灾。 3.导体连接处发生氧化 在潮湿及有腐蚀气体的环境中,导体上容易生成一层氧化层(在铜导线上会出现氧化铜,在
端子压接质量要求
七、端子压着成型质量要求 1.拉力:满足企业要求.特殊产品满足工程图纸要求. 2.高度.以线材的线径.与孔座内孔的高度而定. 3.外观.如图示. 良品
上道工序不良品 剥头不齐:问题产生原因:裁线品质不良 后果:拉力不足,通不过摇摆测试 铜丝过长:问题产生原因:裁线品质不良 后果:插孔后铜丝外露引起短路
长短线:问题产生原因:端压操作方法不正确 后果:外观不良,单条线材受力 压两根线材:问题产生原因:端压操作方法不正确 后果:不符合工艺的接线法 胶皮压伤:问题产生原因:端压操作方法不正确 后果:铜丝压断,绝缘不良 铜丝外露:问题产生原因:端压操作方法不正确 后果:电阻过大,不导通 压两个端子:问题产生原因:端压操作方法不正确 后果:端子丧失所有功能 包胶:问题产生原因:线材没有放到端子的压着相应的位置 后果:不导通 不到位:问题产生原因:线材没有放到端子的压着相应的位置 后果:拉力不足,通不过摇摆测试 因操作手法不正确而形成的不良品 排线方向压反不符合图纸:问题产生原因:端压操作错误 后果:不符合接线位的要求
无喇叭口:问题产生原因:机器调试不良 后果:压断铜丝 后脚压断:问题产生原因:机器调试不良 后果:拉力不足,摇摆测试通不过 喇叭口过大:问题产生原因:机器调试不好或刀片不良 后果:拉力不足 压胶脚位过低,胶皮压伤:问题产生原因:机器调试不好或机器性能不稳定 后果:铜丝压断,绝缘不良,电阻过大 高低脚,胶皮压伤:问题产生原因:机器调试不好或机器性能不稳定 后果:铜丝压断,绝缘不良,电阻过大 后脚错位:问题产生原因:机器调试不好或刀片不良 后果:插孔后外露端子,外观不良 端子脚过高:问题产生原因:机器调试时未调好,或机器性能不稳定 后果:拉力不足,通不过摇摆测试 端子脚位不良
线缆接线端子规格.
1.DTL 型铜铝接线端子 返回 DTL 系列铜铝接线端子适用于配电装置中各种圆形、半圆扇形铝芯、电力电缆与电气设备铜端的过度连接.使用铝棒为L3,铜棒为T2.该产品采用摩擦焊接工艺制造,具有机械强度高,通电性能好,抗电化腐蚀,使用寿命长等优点. DTL 系列铜铝接线端子尺寸表 下 2.DT 型堵油式铜接线端子 返回
铜接线端子适用于配电装置中各种圆形、半圆扇型铜芯、 电力电缆与电气设备的连接,该产品采用T 2铜棒压制而成, 导电性能好,是铜线电缆终端连接最佳的选择。 DT型堵油式铜接线端子尺寸表 (注:表面处理:①纯化、②镀银、③镀锡,表面要求由用户选择) 上一页 下一 3.DL型堵油式铝接线端子 返回
铝接线端子适用于配电装置中各种圆型、 半圆扇型铝芯、电力电缆与电气设备的连接, 该产品采用L 3铝棒压制而成,导电性能好 ,是铝线电缆终端连接最佳的选择。 上一页 下一
4.BT 型铜连接管 返回 铜连接管适用于配电装置中各种圆型、半圆扇型铜芯、电力电 缆之间的连接。该产品采用T 2铜管加工而成,具有导电性能好,连接方便等优点。 (注:表面处理:①纯化、②镀银、③镀锡,表面要求由用户选择) 上一页 下一页 5.BT1型堵油式铜连接管 返回
堵油式铜连接管适用于配电装置中各种圆型、半圆扇 型铜芯、电力电缆之间的连接。该产品采用T 2铜棒加工而成,具有导电性能好,连接方便等优点。 BT1型堵油式铜连接管外形尺寸 (注:表面处理:①纯化、②镀银、③镀锡,表面要求由用户选择) 上一页 下 6.BTL 型铜铝连接管 返回
铜铝过渡设备线夹断裂的防范措施
铜铝过渡设备线夹断裂的防范措施 【摘要】为了使导线与电气设备端子相连接,传递电气负荷电流采用的金具叫设备线夹。设备线夹主要用于变电所母线引下线与电气设备(如变压器、断路器、隔离开关、电流互感器、穿墙套管等等)的出线端子接续,因常用电器设备的出线端子为铜质和铝质两类,而母线引出线分为铝绞线,故设备线夹从材质上分为铝设备线夹和铜铝过渡设备线夹连两个系列。根据安装方式和结构形式的不同,设备线夹分螺栓型、压缩型两种类型。 【关键词】铜铝过渡设备线夹;断裂;防范措施 铜铝过渡型设备线夹是一种性能稳定电导率高,便于安装、具有稳定的输出性能导电材料;它用于高低压电器,铝制本体的管状端与铝材料连接,铜板与铜材料连接,从而实现了铝材料和铜材料的电气连接。 设备线夹在运行时受外部环境影响较易在铜铝过渡连接处发生断裂事故。而设备线夹发生断裂会造成较为严重的电网事故,甚至是大面积停电事故。但在电力生产中,其往往因各种原因被忽视,造成了重大安全隐患。本文根据国家电力监管委员会办公厅文件办安全【2013】56号《关于两起因设备线夹故障导致电力安全事件的情况通报》;《通报》中的两起电力安全事件的直接原因均为使用老式铜铝设备线夹银金属疲劳损伤断裂导致引线掉落,引发母线差动保护动作造成变电站停电和电网减供负荷。两起事件性质类似,具有典型性。因此,本人就铜铝过渡设备线夹断裂如何防范展开探讨。 1.铜铝过渡设备线夹断裂的原因 (1)设备线夹自身设计原因,铜铝过渡接触面小,容易发热,加上铜和铝两种金属本来就不易结合,还有就是不同厂家产品质量差异造成。 (2)施工工艺问题,在施工过程中,部分线夹受安装位置限制,需要有一定弯度,而现有线夹大多为平板或者很小的弯度(小于30度),就需要后期加工,人工握弯,在人工握弯过程中,通常是采用简单粗暴的办法进行,直接对铜铝过渡部分进行伤害,为今后故障埋下隐患。 在施工过程中,经常会出现设备线夹全铜部分钻孔过小不能使用,需要二次钻孔,在二次钻孔过程中,受外力影响,也对线夹有伤害。因此,《电气装置安装工程母线装置施工及验收规范》中明确规定:母线与母线、母线与分支线、母线与电气接线端子搭接时,其搭接面的处理应符合下列要求: 1)铜与铜:在室外,高温且潮湿或对母线有腐蚀气体的室内,必须搪锡;在干燥的室内可以直接连接。2)铝与铝:直接连接。3)铜与铝:在干燥的室内,铜导体应搪锡。室外或空气相对湿度接近100%的室内,应采用铜铝过渡板,铜端应搪锡。与此相应,铜电缆与铝电缆连接时可采用铜铝连接管,铜电缆和铝导
端子压接标准及检验规范
端子压接工序检验规范
1. 目的: 为确保在生产过程中,端子压接能符合质量需求而制订此规范。 2. 范围: 此规范适用于各类端子压接检验。 3. 权责:
3.1 生产部:依此规范进行生产。 3.2 质量部:负责依此规范进行检验。 4. 内容: 4.1 端子压接部位名称:
拉力强度
F
C
ab
端子部位名称: 1.端子配合区;2.弹片;3.芯线观察区域;4.芯线压接部(IS)
5.喇叭口;6.绝缘皮观察区域;7. 绝缘皮压接部(WS);8. 连筋
C:压接高度(Crimp Height)
4.2 各部位压接规范标准: 1. 端子配合区----------沒有压伤、损伤、扭曲、变形 2. 弹片----------------沒有变形 3. 芯线观察窗口--------必须能看到电线的芯线,芯线露出范围为 0.2-1.0mm 4. 芯线压接部----------必须完全闭合并包含所有芯线,不可看到绝缘外皮 5. 喇叭口--------------后喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm 6. 绝缘皮观察窗口------必须同時能看到芯線和绝缘外皮 7. 绝缘皮压接部--------必须压接紧密,电线不可有移动之情形 8. 连筋----------------连筋(端子与端子间连接的料带切除后,保留在端子上的剩余部分)不能 损伤电线绝缘层和密封塞,连筋最大长度不应超过 0.5mm。
端子压接工序检验规范
4.3 端子各部位压接确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口 4.3.2 料带切断位置确认(参考)
后 方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
4.3.3 电线位置确认 ○ 良好
△ 可接受
△ 可接受
× 不可接受
× 不可接受
× 不可接受
绝缘皮压接过短,此种不良现象将 绝缘皮压接过长,将造成铜丝易断落 芯线压接过短,此种现象易造 造成端子拉力不足,易脱落。 或接触不良,出现开路或瞬间开路。 成端子拉力不足,易脱落
× 不可接受
× 不可接受
× 不可接受
金属的电化腐蚀与铜铝导体的连接
金属的电化腐蚀与铜铝导体的连接 刘芳河北省石家庄电业局 (050000) 电力线路的功能是传输和分配电能,常用的架空线分铜导线、铝导线、钢芯铝线(电缆分铜芯、铝芯电缆)等。由于铝的资源比较丰富,价格又比较便宜,其比重小(铝为2.7t/m3,铜为8.89t/m3),在运输和敷设上比较便利,所以以往除特殊要求和超高压电缆使用铜芯电缆之外,多采用铝导线和铝芯电缆,母线也多采用铝母线。但是,由于铜导体具有导电性好,除纯银外,铜的电导率最高,铝的电导率仅为铜的62%。铜的机械强度大而且有较高的抗腐蚀性,宜于加工焊接等优点,所以随着城市电力网的迅速发展,主干线路所带负荷越来越大,铜母线和铜芯电缆便越来越受到青睐,这就不可避免地出现了铜、铝导体的频繁连接问题。 由于铜、铝导体的连接有个电化腐蚀问题,因此必须先弄清楚什么是金属的电化腐蚀。 1金属的电化腐蚀及其铜、铝导体的连接 当铜、铝导体直接连接时,这两种金属的接触面在空气中水分、二氧化碳和其他杂质的作用下极易形成电解液,从而形成的以铝为负极、铜为正极的原电池,使铝产生电化腐蚀,造成铜、铝连接处的接触电阻增大。另外,由于铜、铝的弹性模量和热膨胀系数相差很大,在运行中经多次冷热循环(通电与断电)后,会使接触点处产生较大的间隙而影响接触,也增大了接触电阻。接触电阻的增大,运行中就会引起温度升高。高温下腐蚀氧化就会加剧,产生恶性循环,使连接质量进一步恶化,最后导致接触点温度过高甚至会发生冒烟、烧毁等事故。 因此,在全国进行大规模的城网建设与改造工程中,铜、铝导体的连接,确实是一个应该十分重视的问题。了解金属腐蚀的原理,掌握防护的方法,具有十分重要的现实意义。 2铜、铝导体连接时应采取的防护措施 《电气装置安装工程母线装置施工及验收规范》中明确规定:母线与母线、母线与分支线、母线与电气接线端子搭接时,其搭接面的处理应符合下列要求: (1)铜与铜:在室外,高温且潮湿或对母线有腐蚀气体的室内,必须搪锡;在干燥的室内可以直接连接。 (2)铝与铝:直接连接。
母排搭接要求
母排搭接要求 4.4.14 母线与母线、母线与电器端子连接时,应符合下列规定: a)铜与铜连接时,室外高温且潮湿或对母线有腐蚀性气体的室内,必须搪锡,在干燥的室内可直接连接; b)铝与铝连接时,可采用搭接,搭接时应净洁表面并涂以导电膏; c)铜与铝连接时,在干燥的室内,铜导体应搪锡,室外或较潮湿的室内应使用铜铝过渡板,铜端应搪锡。 4.4.15 相同布置的主母线、分支母线、引下线及设备连接线应一致,横平竖直,整齐美观。 4.4.16 硬母线搭接连接时,应符合以下要求: a)母线应矫正平直,切断面应平整。 b)矩形母线的搭接连接,应符合表6的规定。 c)母线弯曲时应符合以下规定(见图5)。 1)母线开始弯曲处距最近绝缘子的母线支持夹板边缘不应大于0.25L,但不得小于50mm; 2)母线开始弯曲处距母线连接位置不应小于50mm; 3)矩形母线应减少直角弯曲,弯曲处不得有裂纹及显著的折皱,母线的最小弯曲半径应符合表7的规定; 4)多片母线的弯曲度应一致。 d)矩形母线采用螺栓固定搭接时,连接处距支柱绝缘子的支持夹板边缘不应小于 50mm;上片母线端头与下片母线平弯开始处的距离不应小于50mm,见图6。 表6 矩形母线搭接要求
搭接形式类别序 号 连接尺寸(mm) 钻孔要求 螺栓规 格b1 b2 a φ(mm) 个 数 直线连接l 125 125 b1或 b2 21 4 M20 2 100 100 b1或 b2 17 4 M16 3 80 80 b1或 b2 13 4 M12 4 63 63 b1或 b2 1l 4 M10 5 50 50 b1或 b2 9 4 M8 6 45 45 b1或 b2 9 4 M8 直线连接7 40 40 80 13 2 M12 8 31.5 31.5 63 11 2 M10 9 25 25 50 9 2 M8 垂直连接10 125 125 21 4 M20 11 125 100—80 17 4 M16 12 125 63 13 4 M12 13 100 100~80 17 4 M16 14 80 80~63 13 4 M12 15 63 63~50 11 4 M10 16 50 50 9 4 M8 17 45 45 9 4 M8 垂直连接18 125 50~40 17 2 M16 19 100 63~40 17 2 M16 20 80 63~40 15 2 M14 2l 63 50—40 13 2 M12 22 50 45~40 11 2 M10 23 63 31.5~ 25 11 2 M10 24 50 31.5~ 25 9 2 M8 垂直连接25 125 31.5~ 25 60 1l 2 M10
铜铝过渡接线端子
铜铝过渡接线端子 加铝(天津)铝合金产品有限公司 摘要:铜铝过渡接线端子,包括:铝制部分(该部分冲入保护性组合物,例如保护性的疏水性油脂,通过侧端的密封件密封),其一端用于与电缆末端导体连接,另一端具有一向外延伸的延伸段,该延伸段为实心,其直径尺寸比该铝制部分的小;以及铜制部分(该部分采用镀锡处理,增强铜铝过渡接线端子的耐蚀性能),其在一端具有一与铝制部分的延仲段尺寸相同的水平延伸段,在另一端具有一U形的底板部分,其中铝制部分的延伸段和铜制部分的水平延伸段构成一成整体的颈部,且铝制部分和铜制部分在位于该颈部上的截面处结合(结合部分采用摩擦焊—利用焊件表面相互摩擦所产生的热,使端面达到热塑性状态,然后迅速顶锻,完成焊接的一种压焊方法。)。该铜铝过渡接线端子的性能能够达到工业A类连接金具(A类连接金具适用于能承受相对较长时间和较大强度的短路电流的配电或工业网络,B类连接金具用于装有保护装置且能将过载负荷或短路电流迅速排除的网络)的要求,采用铜铝端子的降档设计(即底板部分的宽度比具有与铝制部分相同的载流能力下的底板部分的宽度小,在保证载流能力的情况下,既提高了该产品的连接性能,又方便了与断路器或母线排的安装。),尽可能减小底板部分的尺寸,同时铜制部分和铝制部分结合处的截面增人,在保证载流能力的情况下,既提高了该产品的连接性能,又方便了与断路器或母线排的连接。
示例:在下列实施例中,铜制部分采用T2电工铜,铝制部分采用电工铝,保护性物质为保护性电工油膏,密封件采用70℃聚氯乙烯材料的封帽。 图1示出了一种常规的铜铝过渡接线端子。如图1所示,该铜铝
过渡接线端子包括:大体成管状的铝制部分1,其一端通常与电缆末端导体连接,且另一端有一向下的延伸段1';以及大体成U形的铜制部分2,其中铝制部分1的延伸段1’和铜制部分2在截面I-I处通过焊接在一起构成整体的底板部分。 根据GB/T9327-2008的要求,该铜铝过渡接线端子的底板部分宽度尺寸偏大,导致耗材多并使成本增加。此外,如图2所示,该铜铝过渡接线端子的铜铝结合处截面积较小,使流过过渡截面的电流密度增加,降低了导电传输效率,影响了端子的连接处的电气性能。此外,常规铜铝过渡接线端子一般采用裸露结构,易受到腐蚀,使得产品的性能降低。
端子压接技术标准
端子压接标准
1.范围 本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DIN EN 60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。 导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。 逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 3.3.1外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。
压端子规范
端子压接规范 介绍 1. 压接高度过小 2. 压接高度过大 3. & 4. 绝缘压接过小或过大 5. 松散的线芯 6. 剥线长度过短 7. 线缆插入过深 8."香蕉"(过度弯曲) 端子 9. 压接过于靠前 10. 喇叭口过小 11. 喇叭口过大 12. 尾料过长 13. 弹性片弯曲 准则 介绍 正确的额定电流、额定电压、电路大小、接合力、线规能力、结构、端接方法和安全特征,例如正向锁定、完全独立的触点、极性和代理商资格等要求得到满足,那么简而言之就是您找到了完美的连接器。 但是还没有完全到长出一口气的时候,特别是如果您选择的连接器使用压接系统。虽然这可能是最快、最可靠和牢固的端接方法之一,如果端子没有正确地压接在线缆上,您会忘记在选择正确的连接器上付出的所有辛苦努力。虽然有13个常见的压接问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。 首先,了解端子具有三个主要部分:插接区、过渡区和压接区
(图A) 这有助于我们理解。顾名思义,插接区是端子与另一半连接端子插接的部分。该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。如果压接过程中接合部变形,将会降低连接器的性能。 过渡区同样设计为在压接过程中不受影响。如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。 压接区是唯一设计受到压接工艺影响的部分。使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。 正确执行的压接示例参见
图B[/b] 。绝缘压接区压缩绝缘层,但不会刺穿。线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。例如,18 AWG线缆应伸出至少.040"。在绝缘和导体压接区之间的部分可以看见绝缘层和导体。导体压接区在引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。 如果您的压接端子看起来和
输电线路铜铝接头的危害与解决办法
输电线路铜铝接头的危害与 解决办法 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
输电线路铜铝接头的危害与解决办法 在企业或民用输电线路中常遇到铜排、铝排、铜铝线缆、接线端子之间相互电气连接问题,在这些连接中,只要是在连接处两端是铜铝两种不同材质,就会遇到铜铝接头问题。根据历史经验,铜铝连接如不采取一定措施,很容易在连接点发热、腐蚀、断开而出现供电线路断相,短路、停电等电气故障。 下面以以铝排连接到空气开关端子为例分析铜铝接头易损的微观机制:铝排与铜质接线端子面螺栓连接时,只能有一小部分面积承受螺栓压力,叫有效接触面,它承受着工作电流导通任务,其余大部分面积处于微缝隙状态。螺栓压力加大,有效接触面增加,电流密度减小。在一定的工作电流和螺栓压力足够大的情况下,接触面电阻很小,连接界面电压降也很小,处于微缝隙状态接触面的电场强度微弱。但是如果螺栓压力不够大或工作电流增加,都会导致连接界面电压降增加,至使处于微缝隙状态的接触面电场强度增加,当电场强度增加到一定程度时,在微缝隙空间将产生空间放电现象,即出现微弧小火花。如果界面两边是同种金属,小火花会溶合两侧金属会增加有效接触面,使火花自然熄灭。如果界面两边是熔点不同的铜铝金属,铝熔化了但铜不会熔化,也就不会熔合,且铝在火花中极易氧化,生成的氧化铝电阻率又极高,小火花使有效接触面减小,这将引发一个恶性循环过程的开始:小火花使有效接触面减小-----接触面电压降增加----缝隙接触面电场强度增加-----小火花变较大火花-----有效接触面加速减小-----这一循环过程直到连接点铝排融化断开结束。 上述分析铝排连接到铜端子的情况,铝线和铜线连接也是一样外观看起来接头缠绕的又多又紧,实际微观上接触面只是点点线线接触。概括为铜铝接头容易损坏的原因是铝金属熔点比铜低,当接触不良时放电火花不能熔合接触面,铝又易氧化产生恶性循环加速接头断开。 要想铜铝接头像同种材质接头一样牢固不断,可以采取以下几种措施: 1 铝线接铜质端子时(例如铝电缆接到空气开关上):需用采用铜铝过渡接线端子(线鼻子),这种铜铝过渡端子,铜铝金属是铸造结合,接触面是分子间隙,不会有铜铝接头的弊病。 2 铝线接铜线:用铜铝过渡接线管。 3 铜线接铝排:采用铜管铝头铜铝过渡接线端子,但因这种端子用量小,市场不易买到,笔者实践中采取的方法是,在接头处的铝排上先用多个螺栓压接一块铜排。在铜排侧接铜线端子即可,只要接触面充分大也是可解决铜铝接头问题的。 4 铝排接铜排:要比普通同种金属叠交长度增加两倍以上,并多加螺栓压实。 5 铝排接到空气开关上:先在空气开关上接出一段铜排,再按第4条做。 6 在铝排接头处上涂少量白凡士林可减轻铝排腐蚀。
AS-98897-001端子压接标准
APPLICATION SPECIFICATION
NSCC 1.5 RECEPTACLE TERMINAL
98897 SERIES #
REVISION: ECR/ECN INFORMATION: TITLE:
B
EC No: G2012-0115 DATE: 2012 / 01 / 27
CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #
CHECKED BY:
SHEET No.
1 of 14
DOCUMENT NUMBER:
CREATED / REVISED BY:
APPROVED BY:
AS-98897-001
A.HERBELIN
J.DUCLOS
O.PLESSIS
TEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOC
APPLICATION SPECIFICATION
Revision
A B
MODIFICATION
First release AS-98897-001 replace the CS-98897-001 Remove 0.6 and 1.4mm2 wire – Add double wire info
SHEET
All All 8
Date
2010-02-05 2012-01-27
REVISION: ECR/ECN INFORMATION: TITLE:
B
EC No: G2012-0115 DATE: 2012 / 01 / 27
CRIMP SPECIFICATION NSCC 1.5 RECEPTACLE TERMINAL 98897 SERIES #
CHECKED BY:
SHEET No.
2 of 14
DOCUMENT NUMBER:
CREATED / REVISED BY:
APPROVED BY:
AS-98897-001
A.HERBELIN
J.DUCLOS
O.PLESSIS
TEMPLATE FILENAME: CRIMP_SPEC[SIZE_A4](V.1).DOC
端子压接技术经验标准
1.范围 本文件作为通用指导性文件适用于CODEN青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DINEN60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤,如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。 3.导体压接区应可见芯线(导体)伸出,但不能太大。 尺寸要求:0.2~1.0mm 4.嵌合部不可变形,逆止卡爪不可变形。 5.导体压着部,绝缘体压着部两压接片之间不可有间隙。 6.钟形口)可以在导体压接片的两侧形成,也可以只在如图的这一侧形成 钟形口轴向长度不可过小或过大。其尺寸取决于所压接的线材,可参考以下: 0,03-0,56mm2(AWG32-20):0,25±0,15mm 0,30-0,81mm2(AWG22-18):0,3±0,15mm 7.尾料片应可见,但长度不可太大。 尺寸要求:max0.5mm. 8.端子上下弯曲不大于5° 9.端子左右弯曲不大于3° 10.端子扭曲不大于5° 3.4导体压着截面分析: 3.4.1压着截面切片的制做要求: 切面应垂直于线的轴向方向,在压接区域的最中间位置进行选取。但同时,当导体压接区压接端子上设置有规则凸起时,应进行相应避开。为了获取较好的截面效果,应对切片截面进行研磨和蚀刻。 1.压接高度: 一般端子厂家会提供具体产品所对应的压着高度。 线材型号压着高度公差 0,03-0,20mm2(AWG32-24) ±0,02mm 0,20-0,50mm2(AWG24-20) ±0,03mm 0,30-0,81mm2(AWG22-18) ±0,04mm B. *以下为UL1007线压着时参考值。
铜铝接头
铜铝接头 采用先进的技术,使铜排和铝排焊接在一起,形成没有焊接面没有气孔、没有氧化皮、焊接强度高的铜铝接头。 由于铜和铝的熔点、熔化潜热和线膨胀系数不同,以及铜、铝金属能反应形成硬脆且电阻极大的金属间化合物,不但影响接头的使用性能,而且易导致热裂纹,使得铜铝金属接头的制备困难,因此,解决铜铝异种金属的焊接难题已成为国内外众多研究者关注的热点。铜铝异种金属接头在21世纪的应用,将占到常用异种金属接头组合形式的5.8%。因此采用不同的工艺对铜铝异种金属进行连接,深入研究铜铝过渡接头的组织及使用性能,将对铜铝接头的推广应用及异种金属连接的基础理论研究具有十分重要的意义 同时本公司承接有色金属焊接加工 能将有色金属对焊、或将两块有色金属板贴在一起焊接,目前能做到铜与铜的焊接、铜与铝的焊接、铝与铝的焊接,铜与镁的焊接、铜与钢材的焊接,铝与钢材的焊接等,在做焊接强度测试时,断开的部分不是在焊接面而是在两种材料强度差的那种材料的基体上断裂,广泛应用于航天,铁路、电子电力行业:如飞机发动机叶片的焊接,飞机油箱的焊接,铜铝接头的焊接,水冷散热器的焊接,电力设备电力连接件的焊接等。 敬请关注石家庄金泰福特的其它产品: 千斤顶加油机 缓冲器加油机 气弹簧加油机 汽车维修用加油机 圆锥滚子轴承加脂机 汽车万向节加脂机 汽车转向器加油机 汽车车桥加油机 汽车零配件定量加脂机 1
汽车轮毂单元加脂机 起重机回转支轴承加油机 洗衣机减速离合器加脂机 齿轮齿条转向器加脂机-30L定量注脂机 风力发电机轴承定量加脂机 滚针轴承加脂机 跑步机注油器 电钻定量注脂机 液压缓冲铰链阻尼器加油机 阻尼油加油机 导轨阻尼油加油机 2
电缆铜铝连接工艺
铜铝是不能接在一块的。铜铝接头,是用来接铜线和铝线的。当铜、铝导体直接连接时,这两种金属的接触面在空气中水分、二氧化碳和其他杂质的作用下极易形成电解液,从而形成的以铝为负极、铜为正极的原电池,使铝产生电化腐蚀,造成铜、铝连接处的接触电阻增大。另外,由于铜、铝的弹性模量和热膨胀系数相差很大,在运行中经多次冷热循环(通电与断电)后,会使接触点处产生较大的间隙而影响接触,也增大了接触电阻。接触电阻的增大,运行中就会引起温度升高。高温下腐蚀氧化就会加剧,产生恶性循环,使连接质量进一步恶化,最后导致接触点温度过高甚至会发生冒烟、烧毁等事故。因此必须用铜铝接头来连接铜线和铝线。 既然这么麻烦为何还用铜铝接头,为什么不都用成铜线或铝线呢?常用的架空线分铜导线、铝导线、钢芯铝线(电缆分铜芯、铝芯电缆)等。由于铝的资源比较丰富,价格又比较便宜,其比重小(铝为2.7t/m3,铜为8.89t/m3),在运输和敷设上比较便利,所以以往除特殊要求和超高压电缆使用铜芯电缆之外,多采用铝导线和铝芯电缆,母线也多采用铝母线。但是,由于铜导体具有导电性好,除纯银外,铜的电导率最高,铝的电导率仅为铜的62%。铜的机械强度大而且有较高的抗腐蚀性,宜于加工焊接等优点,所以随着城市电力网的迅速发展,主干线路所带负荷越来越大,铜母线和铜芯电缆便越来越受到青睐,这就不可避免地出现了铜、铝导体的频繁连接问题。 铜铝连接时的注意事项:在干燥的室内,铜导体应搪锡。室外或空气相对湿度接近100%的室内,应采用铜铝过渡板,铜端应搪锡。
与此相应,铜电缆与铝电缆连接时可采用铜铝连接管,铜电缆和铝导线连接时可采用铜铝端子,铜端应搪锡等等。 铜铝连接管适用于配电装置中各种圆型、半圆扇型铜芯、电力电缆之间的连接。由摩擦焊接加工而成,具有机械强度高,通电性能好,连接方便等优点。 摩擦焊接原理:摩擦焊接是一种压焊方法,它是在外力作用下,利用焊件接触面之间的相对摩擦运动和塑性流动所产生的热量,使接触面及其近区金属达到粘塑性状态并产生适当的宏观塑性变形,通过两侧材料间的相互扩散和动态再结晶而完成焊接的。