机械加工工艺

各位會員﹕你們好
歡迎來到機械加工工藝版學習﹐交友。
本版主要談論機械加工工藝方面的問題﹑技巧﹑經驗﹑發展﹑前沿﹑等等。
詳細有以下一些方面﹕
金屬切削類﹕車削﹑鑽削﹑鏜削﹑刨削﹑插削﹑拉削﹑銑削﹑磨削﹑齒形加工等等
數控機床類﹕cnc加工車﹑銑﹑鑽等
特種加工﹕電火花加工(線切割﹑電火花﹐打孔機)﹑電解加工﹐電解磨削﹑電化學加工﹑
超聲波加工﹑激光加工等
仿形加工﹕雕刻機﹑仿形機等
你公司没有人用半径补偿,是不是用的自动编程,这可以在软件中自动进行补偿了,所以不
用过多考虑,只用选择了刀具参数即可以了。
对于手工编程,半径补偿就很重要了。先确定好加工路径,然后沿加工路线方向走,刀具位
于加工轮廓左侧的,用左刀补G41;反之用右刀补G42。
关于刀具半径补偿要注意一下几点
1)认清什么方向是左补-G41,什么方向是右补-G42
2)半径补正的加工起点一定要大于你刀具的半径
3)在对整园进行半径补正时最好应在整园的X轴或Y轴上
4)半径补正应在长度补正G43后面
5)别忘了用G41,G42补正完后,最好用G40取消它
6)暂时想起这么多
NC加工即数控加工,只要是通过数字化脉冲信号控制的加工设备都可称为NC加工,主要
同手动加工区别。CNC加工特指由电脑控制的数控加工,可实现直线插补、圆弧插补、多
轴联动等较复杂的加工方式。
跟螺距有关。螺距0.75,小径3.242,螺距0.5,小径3.459。
机械制图上讲画螺纹时,小径约是大径的0.85倍,按此应是3.4,也差不多。
這個沒有硬性規定﹐想好攻一點3.2以上﹐想攻的好一點3.0差不多。
线切割没平方毫米是0。004元
地址:https://www.360docs.net/doc/903303402.html,/en/downloads.asp?m=6
林清安的书实例丰富
FTP站点文件下载方法
FTP站点文件下载方法:
下载CUTEFTP/PRO,或flashfxp并进入行安装!!请不要接用网页浏览器,许多FTP网站并不支持直接ie 浏览. FLASHFXP:https://www.360docs.net/doc/903303402.html,
CUTEFTP/PRO:https://www.360docs.net/doc/903303402.html,/
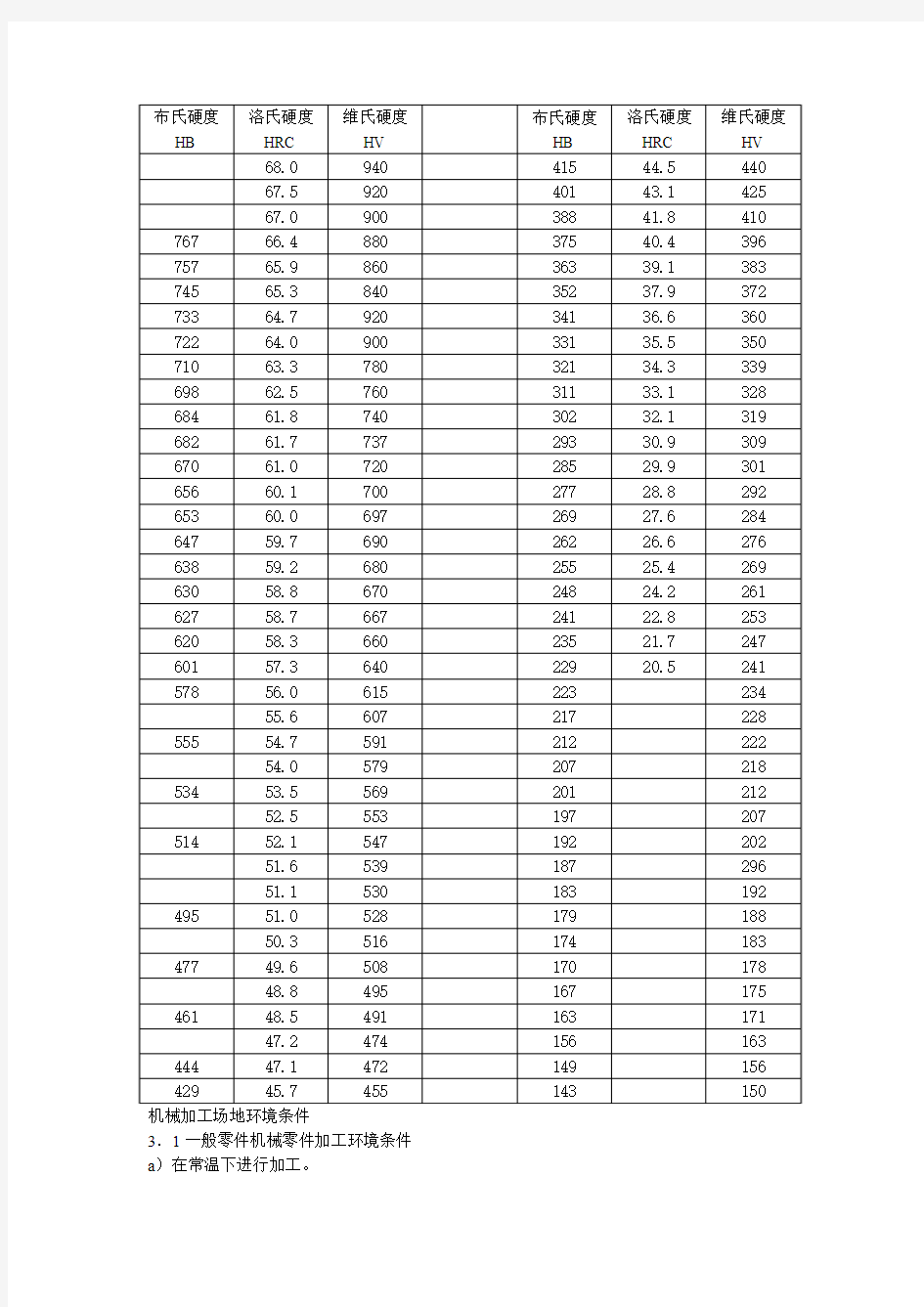
硬度值对照表:
机械加工场地环境条件
3.1一般零件机械零件加工环境条件a)在常温下进行加工。
b)室内光照度≥75IX
c)噪声≤80dB
3.2冷冲压工作环境:
a)在常温下进行加工;并具有良好的通风条件。
b)室内光照度,压力机上,上,下模之间的垂直和水平光照度≥75IX。
c)噪声≤90dB。
3.3精密加工的环境条件:
a)室内温度位22±5℃。
b)室内光照度≥75IX。
c)室内噪声≤70dB。
d)室内相对释读40∽70%。
4零件机械加工通用技术
4.1棱边:
a)凡零件的棱边,需要保持锐边,必须在设计或工艺图纸中注明,见图1,图2
b)在设计,工艺图纸中未注明要求的,均按表1要求倒角或倒圆,见图3图4,不允许有锐边。
表1 棱边倒角或倒圆值
两相邻边中短边尺寸(a或b)倒角倒圆备注c C1 R R1
≤b ≤ax20%≤bx20%≤ax20%≤bx20%
>b ≤1。2
C)无论是保持锐边,倒角或倒圆,倒圆,均不允许有新,老毛刺存在。在专用图纸中未规定用放大镜或工具显微镜等工具检查毛刺时,一律目测。
4.2内角倒角及倒圆
在设计文件,工艺图纸中,未注明要求的内角按表2规定。
表2 内角倒角及倒
圆mm
a1,a2或b R 或 C
钳,磨削加工钳,磨削以外加工
≤3 ≤0。4 ≤0。2
>3∽6≤0。5 ≤0.3
>6 ≤0。6 ≤0.35
4.3滚花
a)滚花前表面粗糙度不高于
b)未注明的滚花部位尺寸d(见图7)均为滚花前尺寸。
4.4设计文件,工艺图纸中,未注明要求的螺纹件
4.4.1不允许有裂纹。
4.4.2当表面粗糙度不高于
4.4.3损伤
a)在生产或转运过程中产生的凹痕或凹陷,其深度不得超过所在面相应厚度(t)或直径(d 1,d2,d3)尺寸的3%,但最大不能超过0。25毫米,凹痕或凹陷面积总和,不得超过所在面面积的5%,且不能影响使用性能(如螺纹拧进,配合,定位等)。
b)在生产或转运过程中,允许有轻微的擦伤或划伤,其深度不得超过所在面相应厚度(t)或直径(d1,d2,d3)尺寸的2%,最大不得超过0。15毫米。
4.4.4烂牙
生产中产生的烂牙,在不影响拧进的条件下,按表3处理(见图10,11)。
表3 烂牙圈数
接触长度L 功能使用方法允许烂牙圈数n
连续烂牙总烂牙
L≤6p时不允许不允许
6p〈L≤10p时调节胶固≤1/2n≤1
连接,止动,紧固胶固≤2
连接,止动,紧固可拆卸≤1.5
L〉10p时调节胶固≤1.5
连接,止动,紧固胶固≤3
连接,止动,紧固可拆卸≤2
注:p为螺距。
4.4.5公差带位置及精度等级,当图纸未做规定时按如下处理:
a)内螺纹按6H
b)外螺纹按6h
4.4.6螺纹收尾(l),肩距(a),倒角(c),及螺纹空白(n)按表4规定(见图13,14,15)
表4 螺纹收尾,肩距,倒角及空白mm
L a c n
≤2。5p ≤3p(0.8∽1。1)p ≥2p
p为螺距,c为倒角基本尺寸,不含公差,n≥2p,但必须是盲孔。
5设计文件,工艺规程未注明要求的冷冲压件
5.1冲裁(含剪裁)
a)线材的剪裁,剪口断面两恻允许鼓凸或压扁,但去毛刺后的尺寸,必须小于或等于材料规定的最大直径。
b)其余按Q/RY。J0561-91《冷冲压规范》。
5.2弯曲件
a)拉伸区见《冷冲压规范》,允许有自然产生的鱼鳞状。
b)允许有平直,细密,均匀的模印。
c)其余按Q/RY。J0561-91。
5.3拉深件
a)不允许有波浪状的鼓凸,鼓胀现象。
b)允许有平直,细密,均匀的模印
c)A区6)允许有无规律或有规律的前工序表面本色存在,但壁厚不允许小于进厂原材料厚度的30%。
d)其余按Q/RY。J0562-91《拉深规范》。
5.4冷墩件(见图17)
a)原材料不允许有裂纹。
b)墩粗部位周边,允许有不规则形状。
c)端面周边允许有毛刺,毛刺厚度不大于0。04毫米。
d)圆周表面,不允许有横向裂纹。
e)不允许有沿边裂纹
f)墩粗部位允许有轻微的纵向,向心裂纹,裂纹长度和数量按表5,表6规定,但裂纹长度(E)不允许朝贡0。6毫米。
表5 接点类裂纹长度及数量
裂纹长度(E)为直径(d)的倍数E≤0。1d E〉0.10∽0。15d E〉0.15∽0。20d
裂纹数量(条) 3 2 1
表6 铆钉类裂纹长度及数量
裂纹长度(E)为直径(d)的倍数E≤0。15d E〉0.15∽0。20d E〉0.2∽0。25d
裂纹数量(条) 4 3 2
5.5螺纹内孔翻边件(见图18)
a)允许有锯齿状。
b)当扩散率d2/d0≤3时,不允许有裂纹。
c)当扩散率d2/d0〉3时允许有裂纹。
6振动光饰及光整件
在现场使用的设计,工艺文件,未注明要求的按如下原则办理:
6。1非金属零件不允许进行光饰及光整。
6.2金属零件:
a)除薄且软零件(如导流片类),怕磕碰零件(如外壳类),特贵重零件(如金,铂接点
类)等外。其余零件,原则上都必须按Q/RY。J0571。1-95《金属零件光整加工规范》或Q
/RY。J0571。2-96《振动光饰规范》进行光整或光饰,
b)棱边,棱角目测,看不出有毛刺,或手感不割,划手即可。
c)振动光饰或光整去氧化皮,去锈蚀等,必须见金属本色。
d)当L及L1尺寸合格,允许有不再脱落的毛根见(图19)
e)不允许有侧毛刺(见图20)
f)不允许有超过尺寸公差(Δ)或形位公差(r)的墩粗现象见图(21)
6.3其余按Q/RY。J0571。1-95及Q/RY。J0571。2-96
模具提前永久失效的主要原因?
1)模具主要工作零件的材料的问题,选材不当。材料性能不良,不耐磨;模具钢未经精炼,具有大量的冶炼缺陷;凸凹模,锻坯改锻工艺不完善,遗存有热处理隐患。
2)模具结构设计问题,冲模结构不合理。细长凸模没有设计加固装置,出料口不畅出现堆集,卸料力过大使凸模承受交变载荷加剧等。
3)制模工艺不完善,主要表现在凸、凹模锻坯内在质量差,热处理技术及工艺有问题,造成凸、凹模淬不透,有软点及硬度不均。有时产生微裂纹、甚至开裂,研磨抛光不到位,表面粗糙度值
过大。4)无润滑或有润滑但效果不佳
冷作模具出现塑性变形失效的主要原因有:
1.模具材料的强度水平不高;
2.模具材料虽选择正确,但热处理工艺不正确
未能发挥模具钢的强韧性,
3.冲压操作不当,发生意外的超载。
模具的失效是指模具丧失了正常工作的能力,其生产出来的产品已成为废品。模具的基本失效形式主要有断裂及开裂、磨损、疲劳及冷热疲劳、变形、腐蚀。模具在工作过程中可能同时出现多种损坏形式,各种损伤之间又互相渗透、相互促进、各自发展,而当某种损坏的发展导致模具失去正常功能时,则模具失效。从目前的实际情况来看,导致模具失效的原因主要有以下五种:塑性变形失效;磨损失效;疲劳失效;冷热疲劳失效;综合因素影响下的失效。
(1) 塑性变形失效
主要是由于模具材料的强度水平不高;或是热处理工艺不正确,未能达到钢材的最佳强韧性;模具使用不当引起局部超载发生;对于热作模具高温软化也会导致模具发生热塑性变形失效。塑形变形失效可以导致模具产生变形,从而最终影响锻件质量。
(2) 模具的磨损失效
造成模具磨损失效的根本原因就是模具与坯料间的摩擦。但磨损的具体形式和磨损过程则与许多因素有关;模具在工作过程中的压力、温度、坯料变形速度和润滑状况等。对于热作模具,由于其型腔表面受高温软化而耐磨性下降,加上氧化皮本身也起到磨料的作用,就决定了其磨损过程显得更为复杂。模具的磨损失效主要导致了锻模产生磨损,影响了锻件精度。
(3) 模具的疲劳失效
模具疲劳失效的根本原因就是应力集中和循环载荷。尽管模具受到的载荷有时明显低于其屈服强度,但由于局部的应力集中,使低的载荷下,在应力集中处仍然会形成微裂纹。而模具通常都在高强度和低塑性状态下服役,当微裂纹形成后,在模具所受的循环载荷作用下,微裂纹很容易扩展并最终导致疲劳断裂。(4) 模具的冷热疲劳失效
对于热作模具,工作时由于与热的坯料互相作用,引起了模具表面温度常升至600~900℃的范围。为了不使模具的强度下降,必须要对脱模后的模具喷洒冷却剂,使其降温。这样周而复始,是模具表面反复经历急冷急热的过程,于模具表面便累积了相当的循环热应力,该应力最终以冷热疲劳的方式进行释放,形成冷热疲劳裂纹。至于高温氧化、冷却剂的腐蚀以及模具与高温坯料间的摩擦作用则更是加速了冷热疲劳的这一过程。
(5) 综合因素影响下的失效
模具由于实际工作条件极为复杂,因此,一副模具上常同时可出现多种损伤形式。这些损伤一旦出现,彼此间又可能互相促进,最终将加速模具的失效
冷冲压模具主要用于金属和非金属材料的冷态成形。热作模具主要用于高温条件下的金属成形,模具是在高温下承受交变应力和冲击力,工作成形温度往往较高,模具还要经受高温氧化及烧损,在强烈的水冷条件下经受冷热变化引起的热冲击作用。热作模具作为金属热加工的成形工具,被广泛应用于各类压铸模、挤压模、热压模和锻模中。它的工作特点是:在一定的负荷下,使炽热的固体金属材料产生一定的塑料变形,或者使高温的液体金属压铸成形,或者使热的非金属注塑成形。
常用塑料英语缩略语
英文简称英文全称中文全称
ABA Acrylonitrile-butadiene-acrylate 丙烯腈/丁二烯/丙烯酸酯共聚物ABS Acrylonitrile-butadiene-styrene 丙烯腈/丁二烯/苯乙烯共聚物
AES Acrylonitrile-ethylene-styrene 丙烯腈/乙烯/苯乙烯共聚物
AMMA Acrylonitrile/methyl Methacrylate 丙烯腈/甲基丙烯酸甲酯共聚物ARP Aromatic polyester 聚芳香酯
AS Acrylonitrile-styrene resin 丙烯腈-苯乙烯树脂
ASA Acrylonitrile-styrene-acrylate 丙烯腈/苯乙烯/丙烯酸酯共聚物
CA Cellulose acetate 醋酸纤维塑料
CAB Cellulose acetate butyrate 醋酸-丁酸纤维素塑料
CAP Cellulose acetate propionate 醋酸-丙酸纤维素
CE Cellulose plastics, general 通用纤维素塑料
CF Cresol-formaldehyde 甲酚-甲醛树脂
CMC Carboxymethyl cellulose 羧甲基纤维素
CN Cellulose nitrate 硝酸纤维素
CP Cellulose propionate 丙酸纤维素
CPE Chlorinated polyethylene 氯化聚乙烯
CPVC Chlorinated poly(vinyl chloride) 氯化聚氯乙烯
CS Casein 酪蛋白
CTA Cellulose triacetate 三醋酸纤维素
EC Ethyl cellulose 乙烷纤维素
EMA Ethylene/methacrylic acid 乙烯/甲基丙烯酸共聚物
EP Epoxy, epoxide 环氧树脂
EPD Ethylene-propylene-diene 乙烯-丙烯-二烯三元共聚物
EPM Ethylene-propylene polymer 乙烯-丙烯共聚物
EPS Expanded polystyrene 发泡聚苯乙烯
ETFE Ethylene-tetrafluoroethylene 乙烯-四氟乙烯共聚物
EV A Ethylene/vinyl acetate 乙烯-醋酸乙烯共聚物
EV AL Ethylene-vinyl alcohol 乙烯-乙烯醇共聚物
FEP Perfluoro(ethylene-propylene) 全氟(乙烯-丙烯)塑料
FF Furan formaldehyde 呋喃甲醛
HDPE High-density polyethylene plastics 高密度聚乙烯塑料
HIPS High impact polystyrene 高冲聚苯乙烯
IPS Impact-resistant polystyrene 耐冲击聚苯乙烯
LCP Liquid crystal polymer 液晶聚合物
LDPE Low-density polyethylene plastics 低密度聚乙烯塑料
LLDPE Linear low-density polyethylene 线性低密聚乙烯
LMDPE Linear medium-density polyethylene 线性中密聚乙烯
MBS Methacrylate-butadiene-styrene 甲基丙烯酸-丁二烯-苯乙烯共聚物MC Methyl cellulose
MDPE Medium-density polyethylene 中密聚乙烯
MF Melamine-formaldehyde resin 密胺-甲醛树脂
MPF Melamine/phenol-formaldehyde 密胺/酚醛树脂
PA Polyamide (nylon) 聚酰胺(尼龙)
PAA Poly(acrylic acid) 聚丙烯酸
PADC Poly(allyl diglycol carbonate) 碳酸-二乙二醇酯·烯丙醇酯树脂PAE Polyarylether 聚芳醚
PAEK Polyaryletherketone 聚芳醚酮
PAI Polyamide-imide 聚酰胺-酰亚胺
PAK Polyester alkyd 聚酯树脂
PAN Polyacrylonitrile 聚丙烯腈
PARA Polyaryl amide 聚芳酰胺
PASU Polyarylsulfone 聚芳砜
PAT Polyarylate 聚芳酯
PAUR Poly(ester urethane) 聚酯型聚氨酯
PB Polybutene-1 聚丁烯-[1]
PBA Poly(butyl acrylate) 聚丙烯酸丁酯
PBAN Polybutadiene-acrylonitrile 聚丁二烯-丙烯腈
PBS Polybutadiene-styrene 聚丁二烯-苯乙烯
PBT Poly(butylene terephthalate) 聚对苯二酸丁二酯
PC Polycarbonate 聚碳酸酯
PCTFE Polychlorotrifluoroethylene 聚氯三氟乙烯
PDAP Poly(diallyl phthalate) 聚对苯二甲酸二烯丙酯
PE Polyethylene 聚乙烯
PEBA Polyether block amide 聚醚嵌段酰胺
PEBA Thermoplastic elastomer polyether 聚酯热塑弹性体
PEEK Polyetheretherketone 聚醚醚酮
PEI Poly(etherimide) 聚醚酰亚胺
PEK Polyether ketone 聚醚酮
PEO Poly(ethylene oxide) 聚环氧乙烷
PES Poly(ether sulfone) 聚醚砜
PET Poly(ethylene terephthalate) 聚对苯二甲酸乙二酯
PETG Poly(ethylene terephthalate) glycol 二醇类改性PET
PEUR Poly(ether urethane) 聚醚型聚氨酯
PF Phenol-formaldehyde resin 酚醛树脂
PFA Perfluoro(alkoxy alkane) 全氟烷氧基树脂
PFF Phenol-furfural resin 酚呋喃树脂
PI Polyimide 聚酰亚胺
PIB Polyisobutylene 聚异丁烯
PISU Polyimidesulfone 聚酰亚胺砜
PMCA Poly(methyl-alpha-chloroacrylate) 聚α-氯代丙烯酸甲酯PMMA Poly(methyl methacrylate) 聚甲基丙烯酸甲酯
PMP Poly(4-methylpentene-1) 聚4-甲基戊烯-1
PMS Poly(alpha-methylstyrene) 聚α-甲基苯乙烯
POM Polyoxymethylene, polyacetal 聚甲醛
PP Polypropylene 聚丙烯
PPA Polyphthalamide 聚邻苯二甲酰胺
PPE Poly(phenylene ether) 聚苯醚
PPO Poly(phenylene oxide) deprecated 聚苯醚
PPOX Poly(propylene oxide) 聚环氧(丙)烷
PPS Poly(phenylene sulfide) 聚苯硫醚
PPSU Poly(phenylene sulfone) 聚苯砜
PS Polystyrene 聚苯乙烯
PSU Polysulfone 聚砜
PTFE Polytetrafluoroethylene 聚四氟乙烯
PUR Polyurethane 聚氨酯
PV AC Poly(vinyl acetate) 聚醋酸乙烯
PV AL Poly(vinyl alcohol) 聚乙烯醇
PVB Poly(vinyl butyral) 聚乙烯醇缩丁醛
PVC Poly(vinyl chloride) 聚氯乙烯
PVCA Poly(vinyl chloride-acetate) 聚氯乙烯醋酸乙烯酯
PVDC Poly(vinylidene chloride) 聚(偏二氯乙烯)
PVDF Poly(vinylidene fluoride) 聚(偏二氟乙烯)
PVF Poly(vinyl fluoride) 聚氟乙烯
PVFM Poly(vinyl formal) 聚乙烯醇缩甲醛
PVK Polyvinylcarbazole 聚乙烯咔唑
PVP Polyvinylpyrrolidone 聚乙烯吡咯烷酮
S/MA Styrene-maleic anhydride plastic 苯乙烯-马来酐塑料
SAN Styrene-acrylonitrile plastic 苯乙烯-丙烯腈塑料
SB Styrene-butadiene plastic 苯乙烯-丁二烯塑料
Si Silicone plastics 有机硅塑料
SMS Styrene/alpha-methylstyrene plastic 苯乙烯-α-甲基苯乙烯塑料
SP Saturated polyester plastic 饱和聚酯塑料
SRP Styrene-rubber plastics 聚苯乙烯橡胶改性塑料
TEEE Thermoplastic Elastomer,Ether-Ester 醚酯型热塑弹性体
TEO Thermoplastic Elastomer, Olefinic 聚烯烃热塑弹性体
TES Thermoplastic Elastomer, Styrenic 苯乙烯热塑性弹性体
TPEL Thermoplastic elastomer 热塑(性)弹性体
TPES Thermoplastic polyester 热塑性聚酯
TPUR Thermoplastic polyurethane 热塑性聚氨酯
TSUR Thermoset polyurethane 热固聚氨酯
UF Urea-formaldehyde resin 脲甲醛树脂
UHMWPE Ultra-high molecular weight PE 超高分子量聚乙烯
UP Unsaturated polyester 不饱和聚酯
VCE Vinyl chloride-ethylene resin 氯乙烯/乙烯树脂
VCEV Vinyl chloride-ethylene-vinyl 氯乙烯/乙烯/醋酸乙烯共聚物
VCMA Vinyl chloride-methyl acrylate 氯乙烯/丙烯酸甲酯共聚物
VCMMA Vinyl chloride-methylmethacrylate 氯乙烯/甲基丙烯酸甲酯共聚物VCOA Vinyl chloride-octyl acrylate resin 氯乙烯/丙烯酸辛酯树脂
VCV AC Vinyl chloride-vinyl acetate resin 氯乙烯/醋酸乙烯树脂
VCVDC Vinyl chloride-vinylidene chloride 氯乙烯/偏氯乙烯共聚物
机械密封原理及维护
机械密封技术 摘要: 石油化工行业因其高危险性,密封技术越来越受到重视。其不仅可以减少资源浪费,保护了环境,也保障了安全生产。在其发展过程中衍生了种类繁多的密封技术。当前采用新材料和工艺的各种机械密封的新技术,进展较快。本文则对密封技术中最为常见的机械密封技术从结构、原理、安装、维护等方面进行简单的分析和论述。 关键词:机械密封;旋转环;静止环;冲洗 1、机械密封的工作原理 机械密封又称端面密封,是一种旋转机械的轴封装置。由于传动轴与设备之间有一圈间隙,当设备内介质压力与外界大气压力有差量时,会出现介质外泄或空气渗入。轴封的作用就在于消除此现象,以保证设备正常工作。机械密封作为轴封的一种,因其泄露量小、使用寿命长、无须经常维修等优点故被普遍采用。 机械密封是靠一对或几对垂直于轴线的端面在流体压力和补偿机构的弹力作用下保持接合并相对滑动配以辅助密封而达到的阻漏的轴封装置。 2、机械密封与软填料密封对比 优点: (1)密封性能高,泄露量很小,对于长期运转的设备也能保证良好的密封效果。 (2)使用寿命长,在化工介质中一般能工作半年以上。 (3)摩擦功率消耗小,减小了轴功率的损耗,其摩擦功率约为软填料密封的10%~50%。 (4)维修周期长,补偿装置可再端面磨损后做微量的压紧,一般情况下不需经常维修。 (5)抗振性能好,对转动轴的振动以及轴的偏斜不敏感。 (6)适用范围广,机械密封能用于高温、低温、高压、真空工况,以及各种腐蚀介质和含磨粒介质。
缺点: (1)结构较复杂,对加工精度和质量要求较高。 (2)因其复杂结构安装、拆卸不便。 (3)一次维修和保养成本较高。 (4)单件价格较高。 3、机械密封组成 (1)由旋转环和静止环组成的密封端面,又称摩擦副。 (2)由弹簧元件组成的补偿机构。 (3)辅助密封圈,包括动环密封圈和静环密封圈。 (4)使旋转环随轴一起旋转的传动元件。 4、机械密封的密封实现形式 轴带动旋转环转动,静止环固定在压盖上。两者间的密封面通过介质压力和补偿机构紧密结合,达到防止介质泄露和空气渗入的目的。为了防止介质通过旋转环和轴之间泄露出来,故安装动环密封圈,而静环密封圈则阻止了介质通过静止环与压盖之间泄露的可能。 静止环与压盖、压盖与壳体之间的密封,二者均属静密封。当端面摩擦磨损后,旋转环仅能沿轴向作微量的移动,因此旋转环与轴之间的密封实际上也是一个静密封。这些泄漏通道比较容易封堵。静密封元件常用的有橡胶O形圈或聚四氟乙烯V形圈,而作为补偿环的旋转环或静止环辅助密封,则采用兼备弹性元件功能的橡胶、聚四氟乙烯或金属波纹管的结构。 旋转环与静止环的端面则是做着相当运动的动密封。因此它是整个机械密封装置中的主密封,同时也决定密封效果和机械密封的寿命。机械密封在工作过程中,由于旋转环和静止环两个密封端面紧密配合,使密封端面之间形成一道微小间隙,当介质通过此间隙时,形成极薄的液膜,产生阻力,阻止介质泄漏,同时液膜也起到润滑和冷却的作用,使机械密封的寿命增长。为了保证密封端面间必需的液膜,必须严格控制端面上的压力,若压力过大,则不易形成稳定的润滑液膜,从而导致端面的快速磨损;若压力过小,则影响密封效果导致泄漏量增加。 5、机械密封冲洗方案及其特点 机械密封的冲洗是一种控制机械密封温度、延长机械密封寿命的有效措施。冲洗的目的在于带走热量、保持和改善润滑、防止液膜气化、防止杂质集积、防止气囊形成等。 根据冲洗形式可分为内冲洗和外冲洗,其中内冲洗时利用输送介质进行冲洗,而外冲洗则是通过引入外界物质进行冲洗。
机械制造技术加工工艺夹具外文翻译、中英文翻译、外文文献翻译
附录A 机械制造技术是研究产品设计、生产、加工制造、销售使用、维修服务乃至回收再生的整个过程的工程学科,是以提高质量、效益、竞争力为目标,包含物质流、信息流和能量流的完整的系统工程。随着社会的发展,人们对产品的要求也发生了很大变化,要求品种要多样、更新要快捷、质量要高档、使用要方便、价格要合理、外形要美观、自动化程度要高、售后服务要好、要满足人们越来越高的要求,就必须采用先进的机械制造技术。 1 先进制造技术的特点 1.1面向21世纪的技术 先进制造技术是制造技术的最新发展阶段,是由传统的制造技术发展起来的,既保持了过去制造技术中的有效要素,又要不断吸收各种高新技术成果,并渗透到产品生产的所有领域及其全部过程。先进制造技术与现代高新技术相结合而产生了一个完整的技术群,它是具有明确范畴的新的技术领域,是面向21世纪的技术。 1.2 是面向工业应用的技术 先进制造技术并不限于制造过程本身,它涉及到产品从市场调研、产品开发及工艺设计、生产准备、加工制造、售后服务等产品寿命周期的所有内容,并将它们结合成一个有机的整体。先进制造技术的应用特别注意产生最好的实际效果,其目标是为了提高企业竞争和促进国家经济和综合实力的增长。目的是要提高制造业的综合经济效益和社会效益。 1.3驾驭生产过程的系统工程 先进制造技术特别强调计算机技术、信息技术、传感技术、自动化技术、新材料技术和现代系统管理技术在产品设计、制造和生产组织管理、销售及售后服务等方面的应用。它要不断吸收各种高新技术成果与传统制造技术相结合,使制造技术成为能驾驭生产过程的物质流、能量流和信息流的系统工程。 1.4 面向全球竞争的技术 20世纪 80年代以来,市场的全球化有了进一步的发展,发达国家通过金融、经济、科技手段争夺市场,倾销产品,输出资本。随着全球市场的形成,使得市场竞争变得越来越激烈,先进制造技术正是为适应这种激烈的市场竞争而出
换水泵密封的方法
换水泵密封的方法,换机械密封的方法 换水泵机械密封的方法:1.先装左边部分;装到密封板上2.然后装右面那个动环,动环跟静环的密封面要干净3.再装平键和叶轮.上好垫片和螺母。安装前要认真检查集结密封零件数量是否足够,各元件是否有损坏,特别是动、静环有无碰伤、裂纹和变形等缺陷。如果有问题,需进行修复或更换新备件。 检查轴套或压盖的倒角是否恰当,如不符合要求则必须进行修整。 机械密封各元件及其有关的装配接触面,在安装前必须用丙酮或无水酒精清洗干净。安装过程中应保持清洁,特别是动、静环及辅助密封元件应无杂质、灰尘。动、静环表面涂上一层清洁的机油或透平油。 上紧压盖应在联轴器找正后进行。螺栓应均匀上紧,防止压盖断面偏斜,用塞尺或专用工具检查各点,其误差不大于0.05毫米。 检查压盖与轴或轴套外径的配合间隙(及同心度),必须保证四周均匀,用塞尺检查各点允差不大于0.10毫米。 弹簧压缩量要按规定进行,不允许有过大或过小的现象,要求误差±2.00毫米,过大会增加断面比压,加速断面磨损。过小会造成比压不足而不能起到密封作用,弹簧装上后在弹簧座内要移动灵活。用单弹簧时要注意弹簧的旋向,弹簧的旋向应与轴的转动方向相反。 动环安装后须保持灵活移动,将动环压向弹簧后应能自动弹回来。 先将静环密封圈套在静环背部后,再装入密封端盖内。注意保护静环断面,保证静环断面与端盖中心线的垂直度,且将静环背部的防转槽对准防转销,但勿使其中互相接触。 安装过程中决不允许用工具直接敲打密封元件,需要敲打时,必须使用专用工具进行敲打,以防密封元件的损坏 组装时所有密封圈应该涂以肥皂水等润滑剂,这样可以避免组装过程中损坏胶圈。动静环的密封面之间涂以润滑脂,防止动静环密封面在水泵开车前磨损。 浮动环组装时,一定要小心不要碰倒浮动环弹簧,以免弹簧碰倒后影响浮动环的浮动性能。浮动环组装后,可以轻轻按浮动环,以确定是否就有良好的浮动性能。
CMP化学机械抛光Slurry的蜕与
CMP Slurry的蜕与进 岳飞曾说:“阵而后战,兵法之常,运用之妙,存乎一心。”意思是说,摆好阵势以后出战,这是打仗的常规,但运用的巧妙灵活,全在于善于思考。正是凭此理念,岳飞打破了宋朝对辽、金作战讲究布阵而非灵活变通的通病,屡建战功。如果把化学机械抛光(CMP,Chemical Mechanical Polishing)的全套工艺比作打仗用兵,那么CMP工艺中的耗材,特别是slurry的选择无疑是“运用之妙”的关键所在。 “越来越平”的IC制造 2006年,托马斯?弗里德曼的专著《世界是平的》论述了世界的“平坦化”大趋势,迅速地把哥伦布苦心经营的理论“推到一边”。对于IC制造来说,“平坦化”则源于上世纪80年代中期CMP技术的出现。 CMP工艺的基本原理是将待抛光的硅片在一定的下压力及slurry(由超细颗粒、化学氧化剂和液体介质组成的混合液)的存在下相对于一个抛光垫作旋转运动,借助磨粒的机械磨削及化学氧化剂的腐蚀作用来完成对工件表面材料的去除,并获得光洁表面(图1)。 1988年IBM开始将CMP工艺用于4M DRAM器件的制造,之后各种逻辑电路和存储器件以不同的发展规模走向CMP。CMP将纳M粒子的研磨作用与氧化剂的化学作用有机地结合起来,满足了特征尺寸在0.35μm以下的全局平坦化要求。目前,CMP技术已成为几乎公认的惟一的全局平坦化技术,其应用范围正日益扩大。 目前,CMP技术已经发展成以化学机械抛光机为主体,集在线检测、终点检测、清洗等技术于一体的CMP技术,是集成电路向微细化、多层化、薄型化、平坦化工艺发展的产物。同时也是晶圆由200mm向300mm乃至更大直径过渡、提高生产率、降低制造成本、衬底全局平坦化所必需的工艺技术。 Slurry的发展与蜕变 “CMP技术非常复杂,牵涉众多的设备、耗材、工艺等,可以说CMP本身代表了半导体产业的众多挑战。”安集微电子的CEO王淑敏博士说,“主要的挑战是影响CMP工艺和制程的诸多变量,而且这些变量之间的关系错综复杂。其次是CMP的应用范围广,几乎每一关键层都要求用到CMP进行平坦化。不同应用中的研磨过程各有差异,往往一个微小的机台参数或耗材的变化就会带来完全不同的结果,slurry的选择也因此成为CMP工艺的关键之一。” CMP技术所采用的设备及消耗品包括:抛光机、slurry、抛光垫、后CMP清洗设备、抛光终点检测及工艺控制设备、废物处理和检测设备等。其中slurry和抛光垫为消耗品。Praxair的研发总监黄丕成博士介绍说,一个完整的CMP工CM和抛光垫是slurry艺主要由抛光、后清洗和计量测量等部分组成。抛光机、.P工艺的3大关键要素,其性能和相互匹配决定CMP能达到的表面平整水平(图2)。
毕业设计机械外文翻译--材料的可机加工性
附录1:外文原文 The machinability of material The machinability of a material usually defined in terms of four factors: (1). Surface finish and integrity of the machined part; (2). Tool life obtained; (3). Force and power requirements; (4). Chip control. Thus, good machinability good surface finish and integrity, long tool life, and low force And power requirements. As for chip control, long and thin (stringy) cured chips, if not broken up, can severely interfere with the cutting operation by becoming entangled in the cutting zone. Because of the complex nature of cutting operations, it is difficult to establish relationships that quantitatively define the machinability of a material. In manufacturing plants, tool life and surface roughness are generally considered to be the most important factors in machinability. Although not used much any more, approximate machinability ratings are available in the example below. 1. Machinability Of Steels Because steels are among the most important engineering materials , their machinability has been studied extensively. The machinability of steels has been mainly improved by adding lead and sulfur to obtain so-called free-machining steels. Resulfurized and Rephosphorized steels. Sulfur in steels forms manganese sulfide inclusions (second-phase particles), which act as stress raisers in the primary shear zone. As a result, the chips produced break up easily and are small; this improves machinability. The size, shape, distribution, and concentration of these inclusions significantly influence machinability. Elements such as tellurium and selenium, which are both chemically similar to sulfur, act as inclusion modifiers in resulfurized steels. Phosphorus in steels has two major effects. It strengthens the ferrite, causing increased hardness. Harder steels result in better chip formation and surface finish.
面向机械加工工艺规划制造技术
面向机械加工工艺规划制造技术 作为现代化企业中的可持续发展模式——绿色制造,逐渐成为制造业的显著特点,也是人类社会可持续发展的必然。它所具有的明显社会效益和经济效益越发明显,一大批新兴产业也随之而生。在加工过程中,对降低资源消耗与废弃物排放起到关键作用,便是对科学工艺规划应用绿色制造技术。规划主要是系统的阐述了机械加工工艺规划体系,并提出优化绿色制造工艺过程规划的方案。 标签:机械加工;工艺规划;制造技术;应用 在机械加工中,为了做出符合要求的成品或零部件,常常形成许多废料,不仅消耗了大量的资源与能量,还产生了噪声污染。所以,在可持续发展成为时代主题的现在,绿色制造势在必行。对于当前这个领域的現状以及国内外的绿色制造研究需求,文章介绍了面向机械加工工艺制造技术的研究问题,明确了绿色制造的应用前景和研究意义。 1 机械加工工艺规划制造技术概述 因为在企业加工生产零件的过程中,要符合低耗高产清洁安全的基本要求,所以生产的工艺过程必须遵守制造工艺学的制作方法与原理。并且要在实际生产中,结合具体的生产条件来确定生产的实际方案,在此过程中不能依靠经验主义盲目的进行判断。由此确定的工艺文件包含两种格式,工序卡片和工艺过程卡片。而工艺文件则是描述和规定零件、机械产品制造工艺过程的有关文件。在新产品投产前,机械加工工艺规程为其现场生产提供了依据。主要包含两个方面的内容:拟定各道工序和工艺路线的详细操作。给机械加工过程、新建改建以及扩建车间提供主要的技术文件。 2 绿色制造技术体系结构概述 绿色制造技术会影响到产品生产的整个生命周期,有时还可能会是多生命周期。产品的生命周期,包括选择材料、设计产品、加工制造、对产品的包装装配以及产品的使用和管理回收再制造等。绿色制造则要考虑这全部的生命周期,特别是要考虑环境和资源消耗的影响,也要兼顾效益与技术因素,使企业的经济效益与外在社会效益达到最优化。 绿色制造的关键在于“4R”,即在产品整个生命周期过程中怎么实现重用(Reuse)、减量化(Reduce)、再制造(Remanufacturing)以及再生循环(Recycle)。面向机械加工的制造体系主要包括三项具体内容,两大制造目标,还有两个层次过程的控制。旨在给人们提供机械加工与绿色制造的全面视图与模型,实现外在社会效益与经济效益的统一协调和优化,最大可能的降低资源消耗、优化配置,让资源利用率达到最高,对环境的影响降到最低。 3 绿色制造在机械加工制造体系的应用
冲压模具技术外文翻译(含外文文献)
前言 在目前激烈的市场竞争中,产品投入市场的迟早往往是成败的关键。模具是高质量、高效率的产品生产工具,模具开发周期占整个产品开发周期的主要部分。因此客户对模具开发周期要求越来越短,不少客户把模具的交货期放在第一位置,然后才是质量和价格。因此,如何在保证质量、控制成本的前提下加工模具是值得认真考虑的问题。模具加工工艺是一项先进的制造工艺,已成为重要发展方向,在航空航天、汽车、机械等各行业得到越来越广泛的应用。模具加工技术,可以提高制造业的综合效益和竞争力。研究和建立模具工艺数据库,为生产企业提供迫切需要的高速切削加工数据,对推广高速切削加工技术具有非常重要的意义。本文的主要目标就是构建一个冲压模具工艺过程,将模具制造企业在实际生产中结合刀具、工件、机床与企业自身的实际情况积累得高速切削加工实例、工艺参数和经验等数据有选择地存储到高速切削数据库中,不但可以节省大量的人力、物力、财力,而且可以指导高速加工生产实践,达到提高加工效率,降低刀具费用,获得更高的经济效益。 1.冲压的概念、特点及应用 冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点,主要表现如下; (1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是
机械密封的检修工艺
随着科技不断进步,新材料的不断出现,旋转机械已普遍采用机械密封密封作为轴封装置,在电力及化工行业中尤为明显。机械密封相对于填料密封具有无漏泄、寿命长、消耗功率小等诸多优点,但其也有结构相对复杂、检修工艺要求较高等缺点,这就给检修人员提出了较高的要求。 我厂1#机组为70年代进口机组,受当时技术水平限制,旋转机械,尤其是水泵普遍采用填料密封。在运行中水泵轴封经常出现漏泄,尤其是热水泵,如给水泵前置泵、4#疏水泵等,漏泄严重时被迫停止运行,严重影响了机组的安全稳定运行。经过不断地探索研究,水泵班成功地对1#机组水泵进行了机械密封的改造工作,并在改造过程中积累了丰富的机械密封检修与维护经验。 要掌握机械密封检修与维护,首先要知道机械密封的工作原理。机械密封是由两块密封元件(静环与动环)垂直于轴的、光洁而平直的表面相互贴合,并作相对转动而构成的密封装置。它是靠密封介质的压力在旋转的动环合静环的接触表面(端面)上产生适当的压紧力,使这两个端面紧密结合,端面间维持一层极薄的液体膜而达到密封目的的。这层液体膜具有液体动压力与静压力,起着润滑 合平衡力的作用。水泵机械密封的检修工艺主要有以下几个 一.机械密封的清扫与检查 机械密封的工作原理要求机械密封内部无任何杂质。在组装机械密封前要彻底清扫动环、静环、轴套等部件。重点检查: 1、动静环(5、6)表面是否存在划痕、裂纹等缺陷,这些缺陷存在会造成机械密封严重漏泄。有条件的可以用专用工具检查密封面是否平整,密封面不平整,压力水会进入组装后机械密封的动静环密封面,将动静环分开,机械密封失效。必要时可以制作工装在组装前水压试验。 2、检查动静环座(2)是否存在影响密封的缺陷。如动静环座与动静环密封胶圈配合表面是否存在伤痕等缺陷,我厂3#机组汽动给水泵曾经由于静环座存在类似的缺陷而产生漏泄。 3、检查机械密封补偿弹簧(7)是否损坏及变形,倔强系数是否变化。 4、检查密封轴套(8)是否存在毛刺、沟痕等缺陷。
化学机械抛光工艺(CMP)全解
化学机械抛光液(CMP)氧化铝抛光液具体添加剂 摘要:本文首先定义并介绍CMP工艺的基本工作原理,然后,通过介绍CMP系统,从工艺设备角度定性分析了解CMP的工作过程,通过介绍分析CMP工艺参数,对CMP作定量了解。在文献精度中,介绍了一个SiO2的CMP平均磨除速率模型,其中考虑了磨粒尺寸,浓度,分布,研磨液流速,抛光势地形,材料性能。经过实验,得到的实验结果与模型比较吻合。MRR 模型可用于CMP模拟,CMP过程参数最佳化以及下一代CMP设备的研发。最后,通过对VLSI 制造技术的课程回顾,归纳了课程收获,总结了课程感悟。 关键词:CMP、研磨液、平均磨除速率、设备 Abstract:This article first defined and introduces the basic working principle of the CMP process, and then, by introducing the CMP system, from the perspective of process equipment qualitative analysis to understand the working process of the CMP, and by introducing the CMP process parameters, make quantitative understanding on CMP.In literature precision, introduce a CMP model of SiO2, which takes into account the particle size, concentration, distribution of grinding fluid velocity, polishing potential terrain, material performance.After test, the experiment result compared with the model.MRR model can be used in the CMP simulation, CMP process parameter optimization as well as the next generation of CMP equipment research and development.Through the review of VLSI manufacturing technology course, finally sums up the course, summed up the course. Key word: CMP、slumry、MRRs、device 1.前言 随着半导体工业飞速发展,电子器件尺寸缩小,要求晶片表面平整度达到纳米级。传统的平坦化技术,仅仅能够实现局部平坦化,但是当最小特征尺寸达到
机械设计外文翻译-- 机械加工介绍
毕业论文(设计) 外文翻译 题目:机械加工介绍
机械加工介绍 1.车床 车床主要是为了进行车外圆、车端面和镗孔等项工作而设计的机床。车削很少在其他种类的机床上进行,而且任何一种其他机床都不能像车床那样方便地进行车削加工。由于车床还可以用来钻孔和铰孔,车床的多功能性可以使工件在一次安装中完成几种加工。因此,在生产中使用的各种车床比任何其他种类的机床都多。 车床的基本部件有:床身、主轴箱组件、尾座组件、溜板组件、丝杠和光杠。 床身是车床的基础件。它能常是由经过充分正火或时效处理的灰铸铁或者球墨铁制成。它是一个坚固的刚性框架,所有其他基本部件都安装在床身上。通常在床身上有内外两组平行的导轨。有些制造厂对全部四条导轨都采用导轨尖朝上的三角形导轨(即山形导轨),而有的制造厂则在一组中或者两组中都采用一个三角形导轨和一个矩形导轨。导轨要经过精密加工以保证其直线度精度。为了抵抗磨损和擦伤,大多数现代机床的导轨是经过表面淬硬的,但是在操作时还应该小心,以避免损伤导轨。导轨上的任何误差,常常意味着整个机床的精度遭到破坏。 主轴箱安装在内侧导轨的固定位置上,一般在床身的左端。它提供动力,并可使工件在各种速度下回转。它基本上由一个安装在精密轴承中的空心主轴和一系列变速齿轮(类似于卡车变速箱)所组成。通过变速齿轮,主轴可以在许多种转速下旋转。大多数车床有8~12种转速,一般按等比级数排列。而且在现代机床上只需扳动2~4个手柄,就能得到全部转速。一种正在不断增长的趋势是通过电气的或者机械的装置进行无级变速。 由于机床的精度在很大程度上取决于主轴,因此,主轴的结构尺寸较大,通常安装在预紧后的重型圆锥滚子轴承或球轴承中。主轴中有一个贯穿全长的通孔,长棒料可以通过该孔送料。主轴孔的大小是车床的一个重要尺寸,因此当工件必须通过主轴孔供料时,它确定了能够加工的棒料毛坯的最大尺寸。 尾座组件主要由三部分组成。底板与床身的内侧导轨配合,并可以在导轨上作纵向移动。底板上有一个可以使整个尾座组件夹紧在任意位置上的装置。尾座体安装在底板上,可以沿某种类型的键槽在底板上横向移动,使尾座能与主轴箱中的主轴对正。尾座的第三个组成部分是尾座套筒。它是一个直径通常大约在51~76mm之间的钢制空心圆柱体。
机械密封检修规程
机械密封检修规程 要掌握机械密封检修与维护,首先要知道机械密封的工作原理。机械密封是由两块密封元件(静环与动环)垂直于轴的、光洁而平直的表面相互贴合,并作相对转动而构成的密封装置。它是靠密封介质的压力在旋转的动环合静环的接触表面(端面)上产生适当的压紧力,使这两个端面紧密结合,端面间维持一层极薄的液体膜而达到密封目的的。这层液体膜具有液体动压力与静压力,起着润滑合平衡力的作用。水泵机械密封的检修工艺主要有以下个方面: Z9 O( {! S8 j- J8 E 一.机械密封的清扫与检查 机械密封的工作原理要求机械密封内部无任何杂质。 在组装机械密封前要彻底清扫动环、静环、轴套等部件。重点检查:1、动静环表面是否存在划痕、裂纹等缺陷,这些缺陷存在会造成机械密封严重漏泄。有条件的可以用专用工具检查密封面是否平整,密封面不平整,压力水会进入组装后机械密封的动静环密封面,将动静环分开,机械密封失效。必要时可以制作工装在组装前水压试验。2、检查动静环座是否存在影响密封的缺陷。如动静环座与动静环密封胶圈配合表面是否存在伤痕等缺陷。 3、检查机械密封补偿弹簧是否损坏及变形,倔强系数是否变化。 4、检查密封轴套是否存在毛刺、沟痕等缺陷。 5、清扫检查所有密封胶圈是否存在裂纹、气孔等缺陷,测量胶圈直径是否在工差范围内。 6、具有泵送机构的机械密封还要检查螺旋泵的螺旋线是否存在裂纹、断线等缺陷。 二.机械密封组装技术尺寸校核 机械密封检修工艺较为复杂,要保证组装后的机械密封无漏泄,机械密封技术尺寸的校核必不可少。 1、测量动环、静环密封面的尺寸。这项数据是用来验证动静环的径向宽度,当选用不同的摩擦材料时,硬材料摩擦面径向宽度应比软的大1-3mm,否则易造成硬材料端面的棱角嵌入软材料的端面上去。 2、检查动环、静环与轴或轴套的间隙,静环的内径一般比轴径大1 -2mm,对于动环,为保证浮动性,内径比轴径大0.5-1mm,用以补偿轴的振动与偏斜,但间隙不能太大,否则会使动环密封圈卡入而造成机械密封机能的破坏。 3、机械密封紧力的校核。我们通常讲的机械密封紧力也就是端面比压,端面比压要合适,过大,将使机械密封摩擦面发热,加速端面磨损,增加摩擦功率;过小,容易漏泄。端面比压是在机械密封设计时确定的,我们在组装时只能靠测量机械密封紧力来确定。通常情况的
化学机械抛光液(CMP)氧化铝抛光液具汇总
化学机械抛光液(CMP)氧化铝抛光液 一、行业的界定与分类 (2) (一)化学机械抛光 (2) 1、化学机械抛光概念 (2) 2、CMP工艺的基本原理 (2) 3、CMP技术所采用的设备及消耗品 (2) 4、CMP过程 (2) 5、CMP技术的优势 (2) (二)化学机械抛光液 (3) 1、化学机械抛光液概念 (3) 2、化学机械抛光液的组成 (3) 3、化学机械抛光液的分类 (3) 4、CMP过程中对抛光液性能的要求 (3) (三)化学机械抛光液的应用领域 (3) 二、原材料供应商 (4) 三、化学机械抛光液行业现状 (4) (一)抛光液行业现状 (4) 1、国际市场主要抛光液企业分析 (4) 2、我国抛光液行业运行环境分析 (4) 3、我国抛光液行业现状分析 (5) 4、我国抛光液行业重点企业竞争分析 (5) (二)抛光液行业发展趋势 (5) (三)抛光液行业发展的问题 (5) 四、需求商 (6) (一)半导体硅材料 (6) 1、电子信息产业介绍 (6) 2、半导体硅材料的简单介绍 (6) (二)分立器件行业 (7) (三)抛光片 (8)
化学机械抛光液行业研究 一、行业的界定与分类 (一)化学机械抛光 1、化学机械抛光概念 化学机械抛光(英语:Chemical-Mechanical Polishing,缩写CMP),又称化学机械平坦化(英语:Chemical-Mechanical Planarization),是半导体器件制造工艺中的一种技术,用来对正在加工中的硅片或其它衬底材料进行平坦化处理。 2、CMP工艺的基本原理 基本原理是将待抛光工件在一定的下压力及抛光液(由超细颗粒、化学氧化剂和液体介质组成的混合液)的存在下相对于一个抛光垫作旋转运动,借助磨粒的机械磨削及化学氧化剂的腐蚀作用来完成对工件表面的材料去除,并获得光洁表面。 3、CMP技术所采用的设备及消耗品 主要包括,抛光机、抛光液、抛光垫、后CMP清洗设备、抛光终点检测及工艺控制设备、废物处理和检测设备等,其中抛光液和抛光垫为消耗品。 4、CMP过程 过程主要有抛光、后清洗和计量测量等部分组成,抛光机、抛光液和抛光垫是CMP工艺的3大关键要素,其性能和相互匹配决定CMP能达到的表面平整水平。 5、CMP技术的优势 最初半导体基片大多采用机械抛光的平整方法,但得到的表面损伤极其严重,基于淀积技术的选择淀积、溅射玻璃SOG(spin-on-glass)、低压CV D(chemicalvaporde-posit)、等离子体增强CVD、偏压溅射和属于结构的溅射后回腐蚀、热回流、淀积-腐蚀-淀积等方法也曾在IC工艺中获得应用,但均属局部平面化技术,其平坦化能力从几微米到几十微米不等,不能满足特征尺寸在
机械外文翻译---切削加工新概念
The New Concept Of Cutting Processing The nowadays cutting tool company cannot only be again the manufacture and the sales cutting tool, in order to succeed, they must be consistent with the globalization manufacture tendency maintenance, through enhances the efficiency, cooperates with the customer reduces the cost. Approaches the instantaneous global competition after this after NAFTA, the WTO time, the world company is making quickly to the same feeling, is lighter, a cheaper response. In other words, they make the product and the components contain can in high speed under revolve, as a result of the cost pressure, best, is lighter moreover must make cheaply. Obtains these goals a best way is through develops and applies the new material, but these is new and the improvement material usually all with difficulty processes. In in this kind of commercial power and the technical difficulty combination is especially prominent in the automobile and the aviation industry, and has become has the experience the cutting tool company to research and develop the department the most important driving influence. For example, takes the modular cast iron to say that, it has become the engine part and other automobiles, the agriculture the material which see day by day with the equipment and in the machine tool industry components. This kind of alloy provides the low production cost and the good machine capability combination. They are cheaper than the steel products, but has a higher intensity and toughness compared to the cast iron. But at the same time the modular cast iron is extremely wear-resisting, has fast breaks by rubbing the cutting tool material the tendency. In this wear resistant very great degree bead luminous body content influence. Some known modular cast iron bead luminous body content higher, its resistance to wear better, moreover its machinability is worse. Moreover, the modular cast iron porosity causes off and on to cut, this even more reduces the life. May estimate that, the high degree of hardness and the high wear-resisting cutting material quality must consider the modular cast iron the high resistance to wear. And the material quality contains extremely hard TiC in fact (carbonized titanium) or TiCN (carbon titanium nitrides) thick coating when cutting speed each minute 300 meters processes the modular cast iron to prove usually is effective. But along with cutting speed increase, scrap/The cutting tool junction plane temperature also is increasing. When has such situation, the TiC coating favors in has the chemical reaction with the iron and softens, more pressures function in anti- crescent moon hollow attrition coating. Under these conditions, hoped has one chemical stability better coating, like Al2O3 (although under low speed was inferior to TiC hard or is wear-resisting). The chemical stability becomes an important performance performance dividing line compared
机械加工工艺卡片模板1
机械加工工艺卡片模板1 机械加工工艺过程卡片 共产品型号零件图号 1页机械加工工艺过程卡片第产品名称零件名称 1页材料牌毛坯外形尺寸每件毛坯可制件数每台件数备注号 工序号工序名工序内容设备工艺装备称 设计校对审核标准化会签 (日期) (日期) (日期) (日期) (日期) 标记处数更改文签字日期标记处数更改文签字日期 件号件号 机械加工工序卡片(一) 产品型号零件图号共页机械加工工序卡片产品名称零件名称第页 车间工序号工序名称材料牌号 毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 设备名称设备型号设备编号同时加工件数 夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时/min 准终单件 工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号 设计校对审核标准化会签 (日期) (日期) (日期) (日期) (日期) 标记处数更改文签字日期标记处数更改文签字日期 件号件号
机械加工工序卡片(二) 产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 2 页 车间工序号工序名称材料牌号 车 45钢 10 Ra 3.2 毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 151513热轧圆钢Φ20×260 2 1 设备名称设备型号设备编号同时加工件数 卧式车床 CA6140 18 夹具编号夹具名称切削液 53四爪卡盘 1 90工位器具编号工位器具名称工序工时/min 107 准终单件 122 0.3 工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号 1 车床 450 50 0.3 1 1 0. 2 粗车端面φ18外圆长度至尺寸122; 2 车床 450 50 0. 3 2.5 1 0.1 车刀至107处粗车Φ15至122 3 4 5 设计校对审核标准化会签 (日期) (日期) (日期) (日期) (日期) 标记处数更改文签字日期标记处数更改文签字日期 件号件号 机械加工工序卡片(三)
水泵机械密封坏了该怎么更换
水泵机械密封坏了该怎么更换 如果一台水泵的机械密封坏了,一般会出现的情况就是漏水,有时候通知厂家来维修可能来不及,那么我们可以自己动手换掉机械密封,一下就是水泵密封的更换步骤。 换水泵机械密封的方法: 1.先装左边部分;装到密封板上 2.然后装右面那个动环,动环跟静环的密封面要干净 3.再装平键和叶轮.上好垫片和螺母。安装前要认真检查集结密封零件数量是否足够,各元件是否有损坏,特别是动、静环有无碰伤、裂纹和变形等缺陷。如果有问题,需进行修复或更换新备件。 检查轴套或压盖的倒角是否恰当,如不符合要求则必须进行修整。 机械密封各元件及其有关的装配接触面,在安装前必须用丙酮或无水酒精清洗干净。安装过程中应保持清洁,特别是动、静环及辅助密封元件应无杂质、灰尘。动、静环表面涂上一层清洁的机油或透平油。 上紧压盖应在联轴器找正后进行。螺栓应均匀上紧,防止压盖断面偏斜,用塞尺或专用工具检查各点,其误差不大于0.05毫米。 检查压盖与轴或轴套外径的配合间隙(及同心度),必须保证四周均匀,用塞尺检查各点允差不大于0.10毫米。 弹簧压缩量要按规定进行,不允许有过大或过小的现象,要求误差±2.00毫米,过大会增加断面比压,加速断面磨损。过小会造成比压不足而不能起到密封作用,弹簧装上后在弹簧座内要移动灵活。用单弹簧时要注意弹簧的旋向,弹簧
的旋向应与轴的转动方向相反。 动环安装后须保持灵活移动,将动环压向弹簧后应能自动弹回来。 先将静环密封圈套在静环背部后,再装入密封端盖内。注意保护静环断面,保证静环断面与端盖中心线的垂直度,且将静环背部的防转槽对准防转销,但勿使其中互相接触。 安装过程中决不允许用工具直接敲打密封元件,需要敲打时,必须使用专用工具进行敲打,以防密封元件的损坏 组装时所有密封圈应该涂以肥皂水等润滑剂,这样可以避免组装过程中损坏胶圈。动静环的密封面之间涂以润滑脂,防止动静环密封面在水泵开车前磨损。 浮动环组装时,一定要小心不要碰倒浮动环弹簧,以免弹簧碰倒后影响浮动环的浮动性能。浮动环组装后,可以轻轻按浮动环,以确定是否就有良好的浮动性能。 安装密封时应轻拿轻放,防止损坏密封件,安装时应将密封及腔体擦洗干净。 紧固机械密封压盖时紧固螺栓应均匀受力,防止受力不均损坏机械密封。对于快装式机械密封在整体组装完毕后一定不要忘记将定位片径向移动道远离轴的位置固定。 因为机械密封所密封的介质是不同的,凉水和热水的温度不同,密封的介质是否具有腐蚀性,腔室内压力的不同,机械密封的设计就会不同,检修工艺也会有所差别, 机械密封检修过程中总结出一些经验:机械密封要组装,清扫检查莫忘记。先看两环后看轴,伤痕裂纹不要漏。最后在把胶圈看,气孔直径要看清。各种尺