超声波无损探伤的控制系统设计
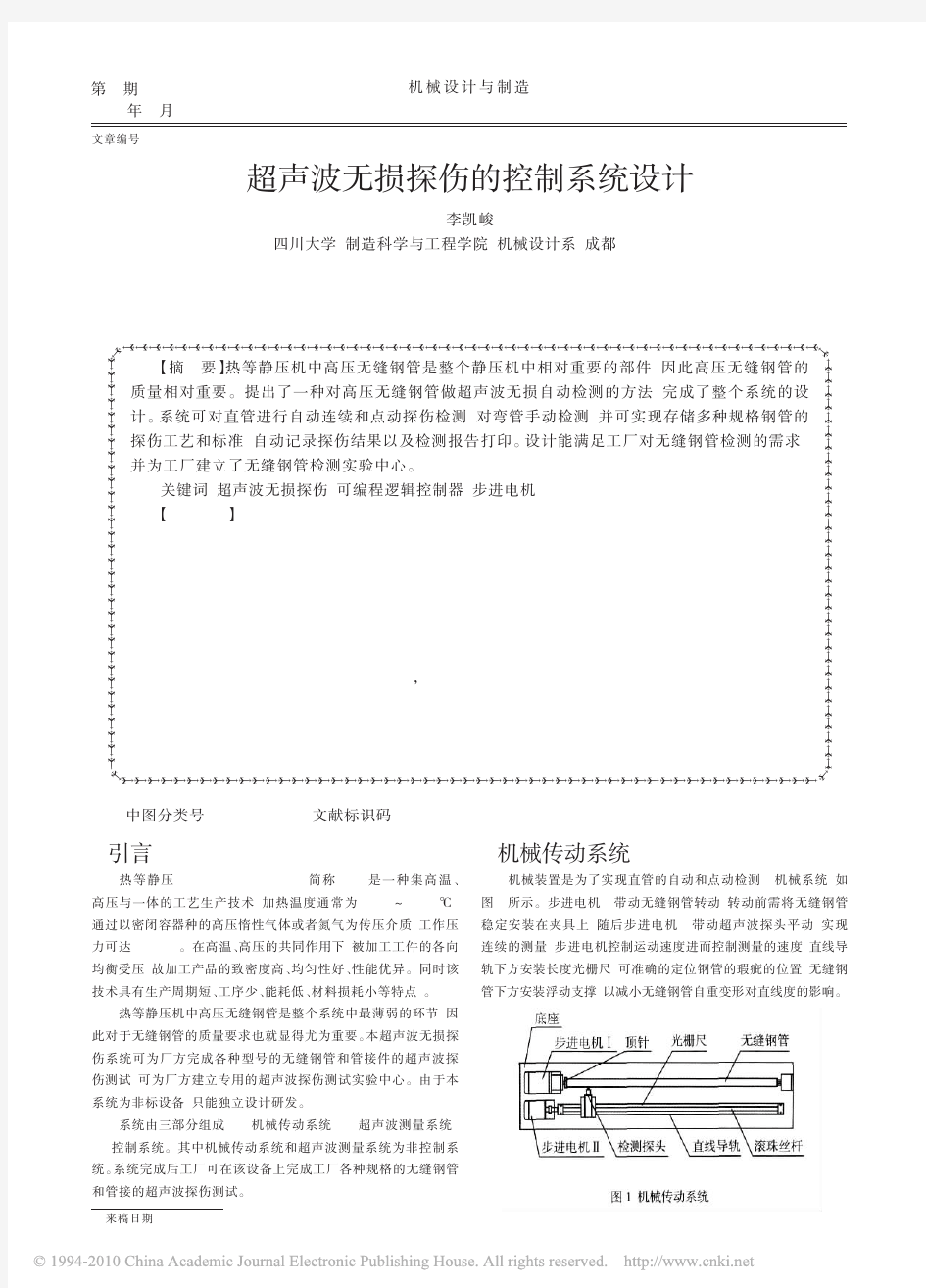

简述全自动超声波无损检测方法
简述全自动超声波无损检测方法 摘要:全自动超声波检测技术(AUT)对于提高无损检测效率、保证无损检测质量,节约工程成本有着重要的意义,通过对AUT检测的特点,与传统检测手段进行了对比分析,阐述工程无损检测中AUT检测的通用做法。 关键词:全自动超声环焊缝检测 引言:AUT检测技术是一种新型的无损检测技术,在近几年的推广使用过程中得到了工程质检方的认可,在使用过程中各公司做法不一,本文通过多年AUT 检测工程应用经验总结归纳了AUT检测通用做法。 1、AUT检测方法适用范围 本文论述了环向焊缝全自动超声检测的要求。在AUT检测所得到结论的基础上分析评定环焊缝。根据工程临界判别法(ECA)来最终确定检测验收标准。 2 AUT检测方法步骤 2.1 外观检查 工程现场所有待检环焊缝在焊接完成后都要进行三方(监理、施工、检测)外观检查并且按照AUT检测相应标准的要求进行评定。 所有坡口应在机加工后进行焊接,并且确保焊接符合焊接工艺的要求,随后AUT全自动超声波检测应结合画参考线一起进行。 2.2 超声波检测 工程现场的所有环焊缝的全自动超声检测都要在整个焊缝圆周方向上进行,并按相应的验收标准进行评定。 3 超声波检测系统 AUT检测系统应该提供足够的检测通道的数量,保证仅扫查环焊缝一周,就可对该焊缝整个厚度上的所有区域进行全面检测。所有被选通道都应能显示一个线性A型扫查显示。检测的通道应该能按照通常如图1所示的检测区域评估被检焊缝。仪器的线性应按照相应标准来确定,每6个月测定一次。仪器的误差应该不大于实际满幅高的5%。这一条件应该适用于对数放大器及线性放大器。每一个检测的通道都应可以选择脉冲反射法或者直射法。每一个检测通道的闸门位置及两个闸门之间的最小跨度和增益都是可选择的。记录电位也是可以选择的,以显示记录的波幅和传播时间位于满幅高0~100%之间的信号。对于B扫查或者图像显示的资料记录也应该为0~100%。对于每个门都有两个可记录的输出信号。无论是模拟信号还是数字信号都包括信号的高度和渡越时间。它们都适于多通道记录仪或计算机数据采集软件的显示。 4 AUT的系统设置 4.1 AUT探头及探头灵敏度的确定 在工程现场的检测中用AUT对比试块选定该检测系统的合适当量。每个AUT 检测探头固定在扫查架相应位置上,保证中心距满足要求。分别调整扫查架上探头的位置、角度和激活晶片数,使所有探头在标准试块上的主反射体的信号都达到最大值。把所有检测探头的峰值信号都设置到仪器满屏的80%,此时显示的灵敏度数值就是该探头检测时的基准灵敏度。 4.2 闸门的设置 4.2.1 熔合区闸门的设置参照AUT对比试块上的标准反射体:闸门起点位置在坡口前大于等于3mm,闸门终点位置应大于焊缝上中心线位置1mm。闸门的起点和长度应记录在工艺文件中。
无损检测超声检测公式汇总
无损检测超声检测公式 汇总 -CAL-FENGHAI.-(YICAI)-Company One1
超声检测公式 1.周期和频率的关系,二者互为倒数: T=1/f 2.波速、波长和频率的关系:C=f λ 或λ=f c ∶Cs ∶C R ≈∶1∶ 4.声压: P =P 1-P 0 帕斯卡(Pa )微帕斯卡(μPa )1Pa =1N/m 2 1Pa =106μP 6.声阻抗:Z =p/u =ρcu/u =ρc 单位为克/厘米2·秒(g/cm 2·s )或千克/米2·秒(kg/m 2·s ) 7.声强;I =21Zu2=Z P 22 单位; 瓦/厘米2(W/cm 2)或 焦耳/厘米2·秒(J/cm 2·s ) 8.声强级贝尔(BeL )。△=lgI 2/I 1 (BeL ) 9.声强级即分贝(dB ) △=10lgI 2/I 1 =20lgP 2/P 1 (dB ) 10.仪器示波屏上的波高与回波声压成正比:△20lgP 2/P 1=20lgH 2/H 1 (dB ) 11.声压反射率、透射率: r=Pr / P0 t =Pt / P0 ?? ?=-=+21//)1(1Z t Z r t r r =12120Z Z Z Z P P r +-= t =122 02Z Z Z P P t += Z 1—第一种介质的声阻抗; Z 2—第二种介质的声阻抗 12.声强反射率: R= 2 12 1220???? ??+-==Z Z Z Z r I I r 声强透射率:T ()2122 14Z Z Z Z += T+R=1 t -r =1 13.声压往复透射率;T 往= 2 122 1)(4Z Z Z Z + 14.纵波斜入射: 1sin L L c α=1sin L L c α'=1n si S S c '=2sin L L c β=2sin S S c β CL1、CS1—第一介质中的纵波、横波波速; C L2、C S2—第二介质中的纵波、横波波速;αL 、α′L —纵波入射角、反射角; βL 、βS —纵波、横波折射角;α′S —横波反射角。 15.纵波入射时:第一临界角α: βL =90°时αⅠ=arcsin 21 L L c c 第二临界角α:βS =90°时αⅡ=arcsin 21S L c c 16.有机玻璃横波探头αL =°~°, 有机玻璃表面波探头αL ≥° 水钢界面 横波 αL =°~° 17.横波入射:第三临界角:当α′L=90°时αⅢ=arcsin 11 L S c c =°当αS ≥°时,钢中横波全反射。 有机玻璃横波入射角αS (等于横波探头的折射角βS )=35°~55°,即K=tg βS=~时,检测灵敏度最高。 18.衰减系数的计算 1. α=(Bn-Bm-20lg n/m)/2x(m-n) α—衰减系数,dB/m (单程); )(m n B B -—两次底波分贝值之差,dB ;δ为反射损失,每次反射损失约为(~1)dB ; X 为薄板的厚度 T :工件检测厚度,mm ;N :单直探头近场区长度,mm ;m 、n —底波反射次数
超声波无损检测的发展
超声无损检测仪器的发展 超声检测仪器性能直接影响超声检测的可靠性,其发展与电子技术等相关学科的发展是息息相关的。计算机的介入,一方面提高了设备的抗干扰能力,另一方面利用计算机的运算功能,实现了对缺陷信号的定量、自动读数、自动识别、自动补偿和报警。20世纪80年代,新一代的超声检测仪器——数字化、智能化超声仪问世,标志着超声检测仪器进入一个新时代。 超声无损检测仪器将向数字化、智能化、图像化、小型化和多功能化发展。在第十三、十四世界无损检测会议仪器展览会、1996年中国国际质量控制技术与测试仪器展览会、1997年日本无损检测展览会等大型国际会议会展中,数字化、智能化、图像化超声仪最引人注目,显示了当今世界无损检测仪器的发展趋势。其中以德国Krauthammer公司、美国Panametrics公司、丹麦Force Institutes公司与美国PAC公司的产品最具代表性。真正的智能化超声仪应该是全面、客观地反映实际情况,而且可以运用频谱分析,自适应专家网络对数据进行分析,提高可靠性。提高超声检测中对缺陷的定位、定量和定性的可靠性也是超声检测仪器实现数字化、智能化急待解决的关键技术问题。 现代的扫查装置也在向智能化方向发展。扫查装置是自动检测系统的基础部分,检测结果准确性、可靠性都依赖于扫查装置。例如采用声藕合监视或藕合不良反馈控制方式提高探头与工件表面的耦合稳定度以及检测的可靠性。从20世纪90年代以来,出现的各种智能检测机器人,已经形成了机器人检测的新时代及工程检测机器人的系列与商业市场。例如日本东京煤气公司的蜘蛛型机器人,移动速度约60m/h ,重约140kg,采用16个超声探头可以对运行状态下的球罐上任意点坐标位置进行扫描。日本NKK公司研制的机器人借助管道内液体推力前进,可以测量输油管道腐蚀状况,其检测精度小于1mm。 丹麦Force研究所的爬壁机器人,重约10吨,采用磁吸附与预置磁条跟踪方式可检测各类大型储罐与船体的缺陷。 超声无损检测技术的发展 超声无损检测技术是国内外应用最广泛、使用频率最高且发展较快的一种无损检测技术, 体现在改进产品质量、产品设计、加工制造、成品检测以及设备服役的各个阶段和保证机器零件的可靠性和安全性上。世界各国出版的无损检测书
超声波无损检测基础原理
第1章绪论 1.1超声检测的定义和作用 指使超声波与试件相互作用,就反射、透射和散射的波进行研究,对试件进行宏观缺陷检测、几何特性测量、组织结构和力学性能变化的检测和表征,并进而对其特定应用性进行评价的技术。 作用:质量控制、节约原材料、改进工艺、提高劳动生产率 1.2超声检测的发展简史和现状 利用声响来检测物体的好坏 利用超声波来探查水中物体1910‘ 利用超声波来对固体内部进行无损检测 1929年,前苏联Sokolov 穿透法 1940年,美国的Firestone 脉冲反射法 20世纪60年代电子技术大发展 20世纪70年代,TOFD 20世纪80年代以来,数字、自动超声、超声成像 我国始于20世纪50年代初范围 专业队伍理论及基础研究标准超声仪器 差距 1.3超声检测的基础知识 次声波、声波和超声波 声波:频率在20~20000Hz之间次声波、超声波 对钢等金属材料的检测,常用的频率为0.5~10MHz 超声波特点: 方向性好 能量高 能在界面上产生反射、折射、衍射和波型转换 穿透能力强 超声检测工作原理 主要是基于超声波在试件中的传播特性 声源产生超声波,采用一定的方式使超声波进入试件; 超声波在试件中传播并与试件材料以及其中的缺陷相互作用,使其传播方向或特征被改变; 改变后的超声波通过检测设备被接收,并可对其进行处理和分析; 根据接收的超声波的特征,评估试件本身及其内部是否存在缺陷及缺陷的特性。 超声检测工作原理 脉冲反射法: 声源产生的脉冲波进入到试件中——超声波在试件中以一定方向和速度向前传播——遇到两侧声阻抗有差异的界面时部分声波被反射——检测设备接收和显示——分析声波幅度和位置等信息,评估缺陷是否存在或存在缺陷的大小、位置等。 通常用来发现和对缺陷进行评估的基本信息为: 1、是否存在来自缺陷的超声波信号及其幅度; 2、入射声波与接收声波之间的传播时间; 3、超声波通过材料以后能量的衰减。 超声检测的分类 原理:脉冲反射、衍射时差法、穿透、共振法 显示方式:A 、超声成像(B C D P) 波型:纵波、横波、表面波、板波
基于虚拟仪器的无损检测系统设计
基于虚拟仪器的无损检测系统设计 计算机技术的发展为无损检测提供了新的解决方案,文章论述了以虚拟仪器实现无损检测的设计原理,分析了阵列涡流传感器的硬件实现,然后对虚拟仪器面板的集成性、便捷性和可扩展性进行了重点研究,并结合工程实践进行了试验验证,证明了该方法的有效性和可行性。 标签:虚拟仪器;无损检测;阵列涡流;数据采集 Abstract:The development of computer technology provides a new solution for NDT. In this paper,the design principle of NDT based on virtual instrument is discussed,and the hardware realization of array eddy current sensor is analyzed. Then,the integration,convenience and expansibility of the virtual instrument panel are studied in detail,and the validity and feasibility of the method are proved by the experiment in combination with the engineering practice. Keywords:virtual instrument;nondestructive testing;array eddy current;data acquisition 1 概述 工程中常见的无损检测技术就是在对被测物不造成任何损伤的条件下判断其有无缺陷存在,该技术可以有效判别设备是否健康,常见无损检测大多是通过材料表面或内部缺陷所引起的对电、磁、光、声、热等反应的不同,来检测被测物的表面及内部缺陷,根据检测过程数据以及检测结果的数据分析,可以对缺陷的性质、形状、类型、数量、分布、尺寸、位置及其变化做出判断和评价。无损检测技术的发展过程中,常规检测方法已日趋成熟,主要包括超声、射线、磁粉、涡流、渗透等。但是,随着科技的进步,各种新结构材料的出现及新制造工艺的突破不断给无损检测提出了新的要求。在此背景下,工程师不断研究开发了很多新型的检测方法和改进的检测技术。比如声发射技术、超声相控阵技术、红外热成像技术、数字射线技术、银涂层损伤监测技术及阵列涡流检测技术等新技术不断进步和发展。其中阵列涡流检测技术在航空发动机结构的无损检测领域体现出快速性、便捷性、先进性等工程应用前景。 2 阵列涡流传感器设计 传感器主要包括信号发生装置、功放装置、一个激励线圈和四个检测线圈、预置裂纹铝板、四路差分放大装置、四路滤波装置、四路滑动变阻器、四路数据采集卡。激励信号由信号发生装置产生,该信号可设定幅值、偏振、相位及频率,以满足设计要求,经过功放装置驱动阵列涡流传感器的激励线圈,激励线圈产生的电磁场作用到待测试件上。 在以上思路基础上,设计了单激励发射接收式阵列涡流传感器。如图1所示,
超声波探测系统设计
目录 超声波探测系统设计及制作 (1) 第1 章绪论 (1) 1.1 背景 (1) 1.2 研究的意义 (1) 第2章超声波测距原理 (2) 2.1 超声波简介 (2) 2.2 超声波测距原理 (2) 第3章方案论证 (3) 3.1 单片机应用系统概述 (3) 3.2 设计思路 (3) 第4章主要元件介绍 (5) 4.1 单片机AT89s52 (5) 4.2超声波测距模块HY-SRF05 (7) 4.3锁存器74HCS373 (8) 4.4共阴数码管LG5631AH (8) 第5章硬件电路设计 (9) 5.1 HY-SRF05模块电路 (9) 5.2复位电路 (9) 5.3时钟电路 (10) 5.4原理电路 (10) 第6章软件设计 (11) 6.1 程序设计 (11) 第7章实现与仿真 (15) 7.1 PCB设计图 (15) 7.2 实物图 (15) 7.3 运行结果图 (17) 致谢...................................................................................................................... 错误!未定义书签。
参考文献 (18)
超声波探测系统设计及制作 第1 章绪论 1.1 背景 随着科学技术的快速发展,超声波将在传感器中的应用越来越广。但就目前技术水平来说,人们可以具体利用的传感技术还十分有限,因此,这是一个正在蓬勃发展而又有无限前景的技术及产业领域。展望未来,超声波传感器作为一种新型的非常重要有用的工具在各方面都将有很大的发展空间,它将朝着更加高定位高精度的方向发展,以满足日益发展的社会需求。随着传感器的技术进步,传感器将从具有单纯判断功能发展到具有学习功能,最终发展到具有创造力。 1.2 研究的意义 目前国内一般使用专用集成电路设计超声波测距仪,但是专用集成电路的成本很高,并且显示距离也比较困难,操作使用也不是很方便。而本设计研究的测距仪成本低廉,性能优良,市场前景极为广阔。在整个倒车过程中自动测量车尾到最近障碍物的距离,并用数字显示出来,在倒车到极限距离时会发出警告声,提醒驾驶员注意刹车。本设计可望成为驾驶员特别是货车以及公共汽车驾驶员的好帮手,可有效的减少和避免那些视野不良的大型汽车,如集装箱车、载货车、公共汽车等倒车交通事故。目前市面上常见的超声波测距系统不仅价格昂贵,体积过大而且精度也不高等种种因素,使得在一些中小规模的应用领域中难以得到广泛的应用。为解决这一系列难题,本文设计了一款基于AT89S52单片机的低成本、高精度、微型化的超声波测距仪。
钢轨超声波探伤系统设计
钢轨超声波高速探伤系统设计
目录 一.设计题目 (1) 二.设计目的 (3) 三.设计要求 (3) 四.设计背景 (4) 五.技术原理 (9) 六.基本设计过程 (11) 1.探头的设计 (11) 2.探伤系统的设计 (15) 3.探伤小车的设计 (18) 4.探伤车组的设计 (22) 5.其他 (24) 七.探伤车的关键技术 (25) 八.设计总结 (27) 九.参考文献 (29)
钢轨超声波探伤设计说明书 【设计目的】 我国铁路运输繁忙,列车运行间隔只有十几分钟,同时,运 营线路近七万公里,线路状况较差,超期服役钢轨数量很大, 钢轨伤损发生率高。为了保障铁路运输安全,目前检测钢轨 内部缺陷的主要设备为小型钢轨超声探伤仪,由人工进行钢 轨伤损的检测。为防止、监测伤损的发生、发展,平均每年 每条线路检测需十遍以上,总检测里程近一百万公里,全线 有近万名专职钢轨探伤人员负责钢轨内部伤损的检测。随着 中国铁路的第三次提速,使铁路对于能在现有鱼尾板联结线 路上完成高速探伤的设备需求日益迫切,研究开发钢轨高速 探伤车,使其在检测时不影响铁路正常运营,对铁路运输业 具有重要的意义。试设计钢轨探伤系统。 【设计要求】 (1)以5人左右的小组为单位,注意发挥集体的力量。对问 题的讨论务必注意叙述的清晰性、严谨性。 (2)最后的结果必须以Word文档和PowerPoint 文档提 交,每组只提交一份文档即可。注意,文件的格式、图表的 美观将作为评价的一部分。其中图必须采用Microsoft Visio 描画。
(3)每组在班级作10-15分钟交流。 (4)可以进行自由选题,问题可超出教师拟定的问题之外。【设计背景】 钢轨和钢轨伤损 一.钢轨的作用和分类 (一)钢轨的作用: 钢轨是轨道结构的重要部件,主要作用是支持并引导机车车辆的车轮,直接承受来自车轮的载荷和冲击,并将其传 布于轨枕和扣件。在自动闭塞区段,钢轨成为信号电流的导 体,起到轨道电路的作用。在电气化区段,钢轨还起到牵引 电流的回流导线。 (二)钢轨的分类 目前我国定型钢轨分类如下: a)按钢轨成份分: i.普碳钢:U71、U74和U71Cu等 ii.合金钢:U71Mn、U70MnSi和U70MnSiCu等 b)按钢轨重量分: 38kg/m; 43kg/m; 50kg/m; 60kg/m(主要线路使用); 75kg/m(主要线路使用)。
超声波无损检测技术的理论研究
毕业设计(论文) 题目超声波无损检测技术 的理论研究 系(院)物理与电子科学系 专业电子信息科学与技术 班级2006级4班 学生姓名李荣 学号2006080927 指导教师吴新华 职称讲师 二〇一〇年六月十八日
独创声明 本人郑重声明:所呈交的毕业设计(论文),是本人在指导老师的指导下,独立进行研究工作所取得的成果,成果不存在知识产权争议。尽我所知,除文中已经注明引用的内容外,本设计(论文)不含任何其他个人或集体已经发表或撰写过的作品成果。对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明。 本声明的法律后果由本人承担。 作者签名: 二〇一〇年六月一十八日 毕业设计(论文)使用授权声明 本人完全了解滨州学院关于收集、保存、使用毕业设计(论文)的规定。 本人愿意按照学校要求提交学位论文的印刷本和电子版,同意学校保存学位论文的印刷本和电子版,或采用影印、数字化或其它复制手段保存设计(论文);同意学校在不以营利为目的的前提下,建立目录检索与阅览服务系统,公布设计(论文)的部分或全部内容,允许他人依法合理使用。 (保密论文在解密后遵守此规定) 作者签名: 二〇一〇年六月一十八日
超声波无损检测技术的理论研究 摘要 本文首先针对波无损检测技术进行理论研究,简明扼要的介绍了超声波无损检测技术的研究意义和发展现状,超声波无损检测技术是当前一种较为先进的检测技术,应用领域更广,适用范围更宽。然后细致的分析了超声波无损检测技术的工作原理特性,基于超声波的优良特性,和传播机理,进行器件或工程的无损检测,并分析了超声波无损检测系统的噪声干扰来源,提出了降低噪声的方法。尝试用计算机模拟系统通过仿真软件来处理超声波无损检测过程中的庞大的数据信息。直观准确地定位缺陷的位置和类型。最后介绍了超声波在无损检测领域的两种典型应用,建筑方面,可以通过超声探头,利用声波的反射的折射来检测混凝土路基的厚度,电力系统方面,利用超声波无损检测技术确定次绝缘子的寿命定位绝缘子中缺陷的类型的具体位置,快速有效的解除安全隐患。 关键词:超声波;无损检测;计算机仿真;瓷绝缘子
超声波无损检测论文无损检测论文
超声波无损检测论文无损检测论文 一种可实现高速信号处理的超声波无损检测系统的设计无损探伤技术是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种测试手段。超声波探伤就是利用超声能透入金属材料的深处,并由一截面进入另,截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法。当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分別发生反射波来,在荧光屏上形成脉冲波形,根据这些脉冲波形来判断缺陷位置和大小。 随着超声波探伤技术的发展,对数字信号的处理与分析已不再仅仅是辅助技术。而是一种基本技术,由此出现了各种全数字化的超声波检测设备。但早期的数字化设备仅停留在超声波检测频率较低频段的信号处理上,主要是受到高速A/D和高速存储技术的限制,山于计算机总线技术应用的瓶颈,也不能实时多通道传送波形数据到计算机去处理,声源定位信号分析等实时显示分析的功能只能由硬件输出的参数完成。 而A/D转换器和高效率微处理器的问世克服了在高频领域应用模拟电子技术受到的各种限制。数字化全波形超声波探伤设备就是由计算机作为主机,以单片机芯片为主构成的专用板卡统一控制管理超声系统。这种设备综合应用了高速数据采集技术、A/D转换技术、大容量缓冲技术、多通道切换技术、数据存储技术和数据管理软件技术
等先进的数据信号处理技术,使得多通道声发射波形的采集和分析不再困难。因此,如何开发和研制更具先进性、创新性、科学性和实用性的全数字式超声波检测设备和系统,已成为一项紧迫性的任务。 本文主要介绍一种基于高速信号处理技术的超声波无损检测系 统的典型设计方案,从系统的总体设计、单元电路设计和程序设计等方面阐述和分析了设让原理,电路和软件的结构与功能等,系统方案具有较高的技术含量和实用价值。 总体设计 系统的总体结构设计如图1所示。首先,由高压脉冲发生器发射高压脉冲,其经能量转換电路形成超声波信号,遇到缺陷或杂质时产生反射波,再经能量转换电路转換为电压信号,最后经放大电路放大、A/D转换后,形成数字量,写入高速数据缓存器中;然后,由PCI接口电路将缓存器中的数据适时地通过PCI总线送到本系统的微处理 器进行处理,实现与外部计算机通信、显示、打印,存储和控制等功能。 本系统采用转换速率为60MHz的8位高速A/D转换电路以满足数据采集的要求。为对A/D芯片输出的高速数据进行缓冲,并充分利用LCI总线带宽,采用了]2KB的高速数据缓存电路;对于多通道检测的要求,设计了通道选择控制电路以实现通道之间的切換;采用高增益的高频宽带放大电路对缺陷回波信号进行整理和放大。
超声波无损检测概述
超声波无损检测概述
J I A N G S U U N I V E R S I T Y 超声波无损检测概述
2.2 国内研究情况 20 世纪50 年代,我国开始从国外引进模拟超声检测设备并应用于工业生产中。上世纪80 年代初,我国研制生产的超声波探伤设备在测量精度、放大器线性、动态范围等主要技术指标方面已有很大程度的提高[3]。80 年代末期,随大规模集成电路的发展,我国开始了数字化超声检测装置的研制。近年来,我国的数字化超声检测装置发展迅速,已有多家专业从事超声检测仪器研究、生产的机构和企业(如中科院武汉物理研究所、汕头超声研究所、南通精密仪器有限公司、鞍山美斯检测技术有限公司等)[1]。目前,国内的超声超声检测装置正在向数字化、智能化的方向发展并且取得了一定的成绩。另外,国内许多领域(如航空航天、石油化工、核电站、铁道部等)的大型企业通过引进国外先进的成套设备和检测技术(如相控阵超声检测设备与技术和TOFD 检测设备与技术),既完善了国内的超声检测设备,又促进了超声无损检测技术的发展[5]。 2.3 超声波无损检测技术发展趋势 超声检测技术的应用依赖于具体检测工件的检测工艺和方法,同时,超声检测还存在检测的可靠性,缺陷的定量、定性、定位以及缺陷检出概率、漏检率、检测结果重复率等问题,这些对超声检测仪器的研制提出了更高要求。 为克服传统接触式超声检测的不足,人们开始探索非接触式超声检测技术,提出了激光超声、电磁超声、空气耦合超声等。为提高检测效率,发展了相控阵超声检测。随着机械扫描超声成像技术的成熟,超声成像检测也得到飞速发展。目前,超声检测仪器已明显向检测自动化、超声信号处理数字化、诊断智能化、多种成像技术的方向发展[5-7]。 3.超声波检测的基本原理 3.1超声波无损检测基本介绍 超声检测(UT)是超声波在均匀连续弹性介质中传播时,将产生极少能量损失;但当材料中存在着晶界、缺陷等不连续阻隔时,将产生反射、折射、散射、绕射和衰减等现象,从而损失比较多的能量,使我们由接收换能器上接收的超声波信号的声时、振幅、波形或频率发生了相应的变化,测定这些变化就
超声波探伤仪的设计_毕业设计说明书(论文设计)
摘要 超声无损检测是在现代工业生产中应用的非常广泛的一种无损检测方法,它对于提高产品的质量和可靠性有着重要的意义。尽管随着电子技术的发展,国出现了一些数字化的超声检测仪器,但其数据处理及扩展能力有限,缺乏足够的灵活性。而虚拟仪器是近年来刚刚发展起来的一种新的仪器构成方式,它是一种计算机技术、通讯技术和测量技术相结合的产物,具有很大的灵活性和扩展性,具有旺盛的生命力。因而本设计尝试将虚拟仪器技术和超声检测技术相结合,基于A T89C52单片机开发的超声探伤仪智能系统的硬件组成、软件设计和抗干扰措施,以脉冲反射式超声探伤仪为代表研制完成一个良好的数字化的超声检测平台,该系统具有测量、数字显示、A/D转换等功能,并具有工作稳定、性能好等优点。为以后进一步的更
深入的超声数字信号处理研究打下了良好的基础。 关键词:无损检测;超声波探伤;AT89C52;虚拟仪器;L a b V I E W Abstract A s a k i n d o f N DT(N o n-D e s t r u c t i v e Te s t i n g),U T (U l t r a s o n i c Te s t i n g)i s w i d e l y u s e d i n m o d e r n i n d u s t r y,w h i c h p l a y s a v e r y i m p o r t a n t r o l e i n i m p r o v i n g t h e q u a l i t y a n d t h e r e l i a b i l i t y o f p r o d u c t. A l t h o u g h a l o n g w i t h t e c h n i c a l d e v e l o p m e n t i n e l e c t r o n i c s,s o m e d i g i t a l U T i n s t r u m e n t s h a v e b e e n d e v e l o p e d a t h o m e,i t s e x p a n d-a b i l i t y a n d t h e a b i l i t y o f p r o c e s s i n g d a t a l i m i t e d.V I(V i r t u a l I n s t r u-
钢丝绳无损检测系统的设计
钢丝绳无损检测系统的设计 【摘要】本文介绍了钢丝绳缺陷检测系统的原理,设计了一套基于s3c2410嵌入式处理器的钢丝绳无损测系统,提出了系统的整体设计框架,详细介绍了系统各部分的组成。该系统可以实现钢丝绳的无损定量检测,检测结果更准确、合理。 【关键词】无损检测;嵌入式;s3c2410 design of wire rope nondestructive detection system sun hua-jun (school of physics and electronic electrical engineering of hynu huai’an jiangsu,223300) 【abstract】this paper introduces the principle of wire rope flaw detection system, designed a set based on the s3c2410 embedded processor of wire rope nondestructive testing system, put forward the overall design of the system frame, introduces in detail the composition of the system. the system can realize wire rope nondestructive quantitative detection, the detection result is more accurate,reasonable. 【key words】nondestructive testing;arm;s3c2410 0 引言 在港口码头、矿山和造船厂等部门广泛使用着各种起重机械,其中钢丝绳的状态对钢丝绳的使用寿命、对设备和人员的安全都有
传感器课程设计-超声波探伤应用电路设计
课程设计 2013年7 月16日 任务书
课程传感器课程设计 题目超声波探伤应用电路设计 专业姓名学号 主要内容: 本设计主要完成超声波探伤应用电路。系统的硬件主要由发射、接收、滤波检测和A/D模数转换等电路模块组成。在单片机的控制下,利用发射电路产生电脉冲信号,该信号使多功能探头中晶片振荡,发出频率特定超声波。当遇到缺陷或分界面时,一部分超声波会发生反射和透射。反射回波进入超声波探头,引起晶片振荡,产生电信号。此电压信号非常微弱,进入接收电路进行放大,再由检波电路检波后转换成电信号进入单片机引起中断,通过中断程序可计算出从发射到接收超声波所需的时间。通过单片机判断及计算缺陷的存在,通过示波器进一步观察缺陷特性。 基本要求: 1、按照技术要求,提出本设计方案的优缺点及与其它方案进行比较,确定方案。 2、利用超声波探伤传感器及电路等设计一种探伤应用功能电路。 3、说明所用传感器的基本工作原理、用protel画绘制完整的电路图、写明电路工作原理、注明元器件选取参数。 主要参考资料: [1] 沈小丰.电子技术实践基础[M].北京:清华大学出版社,2005.09.130-141. [2] 刘镇清.超声无损检测中的导波技术[J].无损检测,2001(21):67- 70. [3] 何希才.传感器及其应用电路[M].北京:电子工业出版社,2001.20-59. [4] 张毅刚.单片机原理及应用[M].北京:高等教育出版社,2003.50-190. 完成期限2013.7.12—2013.7.16 指导教师 专业负责人 2013年7 月12 日
摘要 超声波无损探伤检测由于不破坏被检测物体和对人体无害而广泛应用于工业检测中。本设计系统的硬件主要由发射、接收、滤波检测和A/D模数转换等电路组成的超声波探伤应用。在单片机的控制下,利用发射电路产生电脉冲信号,该信号使多功能探头中晶片振荡,发出频率为1MHz的超声波。当遇到缺陷或分界面时,一部分超声波会发生反射和透射。反射回波进入超声波探头,引起晶片振荡,产生电信号。此电压信号非常微弱,进入接收电路进行放大,再由检波电路检波后转换成电信号进入单片机引起中断,通过中断程序可计算出从发射到接收超声波所需的时间。通过单片机判断及计算缺陷的存在,通过示波器进一步观察缺陷特性。 关键词:探伤;超声波;无损检测;单片机
超声波检测系统设计
(此文档为word格式,下载后您可任意编辑修改!)
摘要 钢管在生产和加工的过程中,其内部或者外部会产生分层、裂纹等各种缺陷。目前比较广泛的一种无损检测方法是超声波探伤,它可以在不损伤被检测对象的内部结构的前提下进行检测。论文以超声探伤理论为基础,利用CPLD强大的逻辑处理功能结合单片机MCU作为系统的核心开发了超声检测系统。在论文设计的过程中,采用了模块化的设计方案,提高了系统的可靠性;在主控芯片上选择了低成本的单片机MCU和可编程逻辑控制器件CPLD,提高了系统开发的灵活性。 在设计中首先对超声波检测技术进行介绍,并对超声波检测的基本理论进行探讨。对设计中的数字式超声波探伤仪的总体设计及各功能模块进行探讨,之后重点研究超声检测系统的硬件设计,包括超声波的激励电路,信号处理模块,MCU模块以及数据采集处理系统的设计。最后利用LabVIEW对超声检测系统进行软件设计,并进行总体流程的设计及下位机的设计。 关键词超声波探伤虚拟仪器CPLD单片机
Abstract In the production and processing of iron and steel materials,its internal and external will produce a layered,cracks and other defects.The relatively wide range of a nondestructive testing method is ultrasonic flaw detection that can not damage the object to be detected in the internal structure of the premise of testing with the basis of the ultrasonic flaw detection theory,the CPLD and MCU are the core of system development of ultrasonic testing system.In the process,to design it use a modular design to improve the reliability of the system;and select low cost MCU single-chip microcomputer and programmable logic control device CPLD in the main control chip to enhance the system flexibility. In the paper, the ultrasonic detection technique is introduced,and then the basic theory of ultrasonic testing id discussed.Then the design of the digital ultrasonic flaw detector in the general design and the functional module is discussed,then focuses on the hardware design of ultrasonic detection system,including the ultrasonic transmitting circuit,receiving circuit,MCU module and data acquisition and processing system design.Finally using LabVIEW on ultrasonic detection system for the software design,the system software design of the overall process,ultrasonic excitation pulse signal generating,data acquisition system control logic in this paper. Key words Ultrasonicexamination VirtualInstrument CPLD MCU
(完整版)无损检测超声波检测二级(UT)试题库带答案.docx
无损检测 超声波试题 (UT 二级 ) 一、是非题 1.1受迫振动的频率等于策动力的频率。√ 1.2波只能在弹性介质中产生和传播。×(应该是机械波) 1.3由于机械波是由机械振动产生的,所以波动频率等于振动频率。√ 1.4由于机械波是由机械振动产生的,所以波长等于振幅。× 1.5传声介质的弹性模量越大,密度越小,声速就越高。√ 1.6材料组织不均匀会影响声速,所以对铸铁材料超声波探伤和测厚必须注意这一问题。√ 1.7一般固体介质中的声速随温度升高而增大。× 1.8 由端角反射率试验结果推断,使用K≥ l.5的探头探测单面焊焊缝根部未焊透缺陷,灵敏度较低,可能造成漏检。√ 1.9超声波扩散衰减的大小与介质无关。√ 1.10超声波的频率越高,传播速度越快。× 1.11介质能传播横波和表面波的必要条件是介质具有切变弹性模量。√ 1.12频率相同的纵波,在水中的波长大于在钢中的波长。× 1.13既然水波能在水面传播,那么超声表面波也能沿液体表面传播。× 1.14因为超声波是由机械振动产生的,所以超声波在介质中的传播速度即为质点的振动速度。× 1.15如材质相同,细钢棒 (直径 <λ=与钢锻件中的声速相同。×( C细钢棒=( E/ρ) ?) 1.16在同种固体材料中,纵、横渡声速之比为常数。√ 1.17水的温度升高时,超声波在水中的传播速度亦随着增加。× 1.18几乎所有的液体(水除外),其声速都随温度的升高而减小。√ 1.19波的叠加原理说明,几列波在同一介质中传播并相遇时,都可以合成一个波继续传播。×1.20介质中形成驻波时,相邻两波节或波腹之间的距离是一个波长。×(应是λ/4;相邻两节点或波腹 间的距离为λ/2) 1.21具有一定能量的声束,在铝中要比在钢中传播的更远。√ 1.22 材料中应力会影响超声波传播速度,在拉应力时声速减小,在压应力时声速增大,根据这一特性, 可用超声波测量材料的内应力。√ 1.23材料的声阻抗越大,超声波传播时衰减越大。×(成反比) 1.24平面波垂直入射到界面上,入射声压等于透射声压和反射声压之和。× 1.25平面波垂直入射到界面上,入射能量等于透射能量与反射能量之和。√ 1.26超声波的扩散衰减与波型,声程和传声介质、晶粒度有关。× 1.27对同一材料而言,横波的衰减系数比纵波大得多。√ 1.28界面上入射声束的折射角等于反射角。× 1.29当声束以一定角度入射到不同介质的界面上,会发生波形转换。√ 1.30在同一固体材料中,传播纵、横波时声阻抗不一样。√( Z=ρ· C) 1.31声阻抗是衡量介质声学特性的重要参数,温度变化对材料的声阻抗无任何影响。× 1.32超声波垂直入射到平界面时,声强反射率与声强透射率之和等于1。√ 1.33超声波垂直入射到异质界面时,界面一侧的总声压等于另一侧的总声压。√ 1.34超声波垂直入射到 Z2>Zl 的界面时,声压透过率大于1,说明界面有增强声压的作用。× 1.35超声波垂直入射到异质界时,声压往复透射率与声强透射率在数值上相等。√ 1.36超声波垂直入射时,界面两侧介质声阻抗差愈小,声压往复透射率愈低。× 1.37当钢中的气隙(如裂纹)厚度一定时,超声波频率增加,反射波高也随着增加。√(声压反射率 也随频率增加而增加) 1.38超声波倾斜入射到异质界面时,同种波型的反射角等于折射角。× 1.39超声波倾斜入射到异质界面时,同种波型的折射角总大于入射角。
无损探伤标准
《 无损探伤标准 一、通用基础 1、GB 5616-1985 常规无损探伤应用导则 2、GB/T 9445-1999 无损检测人员技术资格鉴定通则 3、GB/T 14693-1993 焊缝无损检测符号 4、GB 16357-1996 工业X射线探伤放射卫生防护标准 5、JB 4730-1994压力容器无损检测 6、DL/T675-1999 电力工业无损检测人员资格考核规则 二、# 三、射线检测 1、GB 3323-1987 钢熔化焊对接接头射线照相和质量分级 2、GB 5097-1985 黑光源的间接评定方法 3、GB 5677-1985 铸钢件射线照相及底片等级分类方法 4、GB/T 11346-1989 铝合金铸件X射线照相检验针孔(图形)分级 5、GB/T 11851-1996压水堆燃料棒焊缝X射线照相检验方法 6、GB/T 12469-1990 焊接质量保证钢熔化焊接头的要求和缺陷分类 7、GB/T 无损检测术语射线检测 — 8、GB/T 12605-1990 钢管环缝熔化焊对接接头射线透照工艺和质量分级 9、GB/T 16544-1996 球形储罐γ射线全景曝光照相方法 10、GB/T 16673-1996 无损检测用黑光源(UV-A)辐射的测量 11、JB/T 7902-2000 线型象质计 12、JB/T 7903-1995工业射线照相底片观片灯 13、JB/T 泵产品零件无损检测泵受压铸钢件射线检测方法及底片的等级分类 14、JB/T 9215-1999 控制射线照相图像质量的方法 15、JB/T 9217-1999射线照相探伤方法 " 16、DL/T 541-1994 钢熔化焊角焊缝射线照相方法和质量分级 17、DL/T 821-2002 钢制承压管道对接焊接接头射线检验技术规程 18、TB/T6440-92 阀门受压铸钢件射线照相检验
超声检测
3.3.1超声波检测 本项目采用金属超声波探伤仪对焊缝进行超声波无损探伤,依据《钢结构工程施工质量验收规范》(GB50205-2001)进行抽样。依据《钢焊缝手工超声波探伤方法和探伤结果分级》(GB11345-89)焊缝质量进行评定。根据设计要求,焊缝内部缺陷采用超声波探伤。 一级、二级焊缝的质量等级及缺陷分级应符合下表规定。检查数量:全数检查。检验方法:检查超声波或射线探伤记录。 表1 一级、二级焊缝的质量等级及缺陷分级表 焊缝质量等级一级二级 内部缺陷超声波 检测 评定等级ⅡⅢ 检验等级B级B级 检测比例100% 20% 3.3.1.1 缺陷的定量评定方法 平板对接焊缝检测采用标准GB/T11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》中的“当量法”评定其大小,即将所发现的缺陷与对比试块中一定的规则形状的人工反射在同样的探测条件下比较:如果两者的埋藏深度相同,而所发现的缺陷发射波高与人工反射波高又相同,则该人工反射体的反射尺寸即称为所发现的缺陷的当量尺寸。当量法在使用时需要有若干笨重的对比试块,很不方便。为了克服这一点,逐渐发展了用曲线DAC图,如图1所示。 图1 距离波幅曲线(DAC)曲线图 GB/T11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》中的相关规定如下(参见表2、3)。 (1)最大反射波幅位于II区的缺陷,根据缺陷指示长度,按表1的规定予以评级。 (2)最大反射波幅不超过评定线的缺陷,均评为I级。 (3)最大反射波幅超过评定线的缺陷,检验者判定为裂纹等危害性缺陷时,无论其波幅和尺
寸为何,均评定为IV。 (4)反射波幅位于I区的非裂纹缺陷,均评为级I级。 (5)反射波幅位于III区的缺陷,无论其指示长度为何,均评定为IV级。 表2 距离波幅曲线的灵敏度 表3 缺陷等级分类 对于母材壁厚不小于4mm,球径不小于20mm,管径不小于60mm焊接空心球及球管焊接接头;母材壁厚不小于3.5mm,管径不小于48mm螺栓球节点杆件与锥头或封板焊接接头;支管管径不小于89mm、壁厚不小于6mm、局部二面角不小于30°,支管壁厚外径比在13%以下的圆管相贯节点碳素结构钢和低合金高强度结构钢焊接接头的超声波探伤及质量分级,基本规定:最大反射波幅在DAC曲线Ⅱ区的缺陷,其指示长度小于10mm时,按5mm计。在测定范围内,相邻两个缺陷间距小于8mm时,两个缺陷指示长度之和作为单个缺陷的指示长度;间距大于8mm时,分别计算。 缺陷分类及质量等级;超声波探伤结果的缺陷探伤结果的缺陷按Ⅰ-Ⅳ四个级别评定,除